同轴电缆连接器接口知识13页word

同轴电缆连接器接口知识天馈线系统常用接口
型号PartNumber 图例
Sample
产品描述
Description
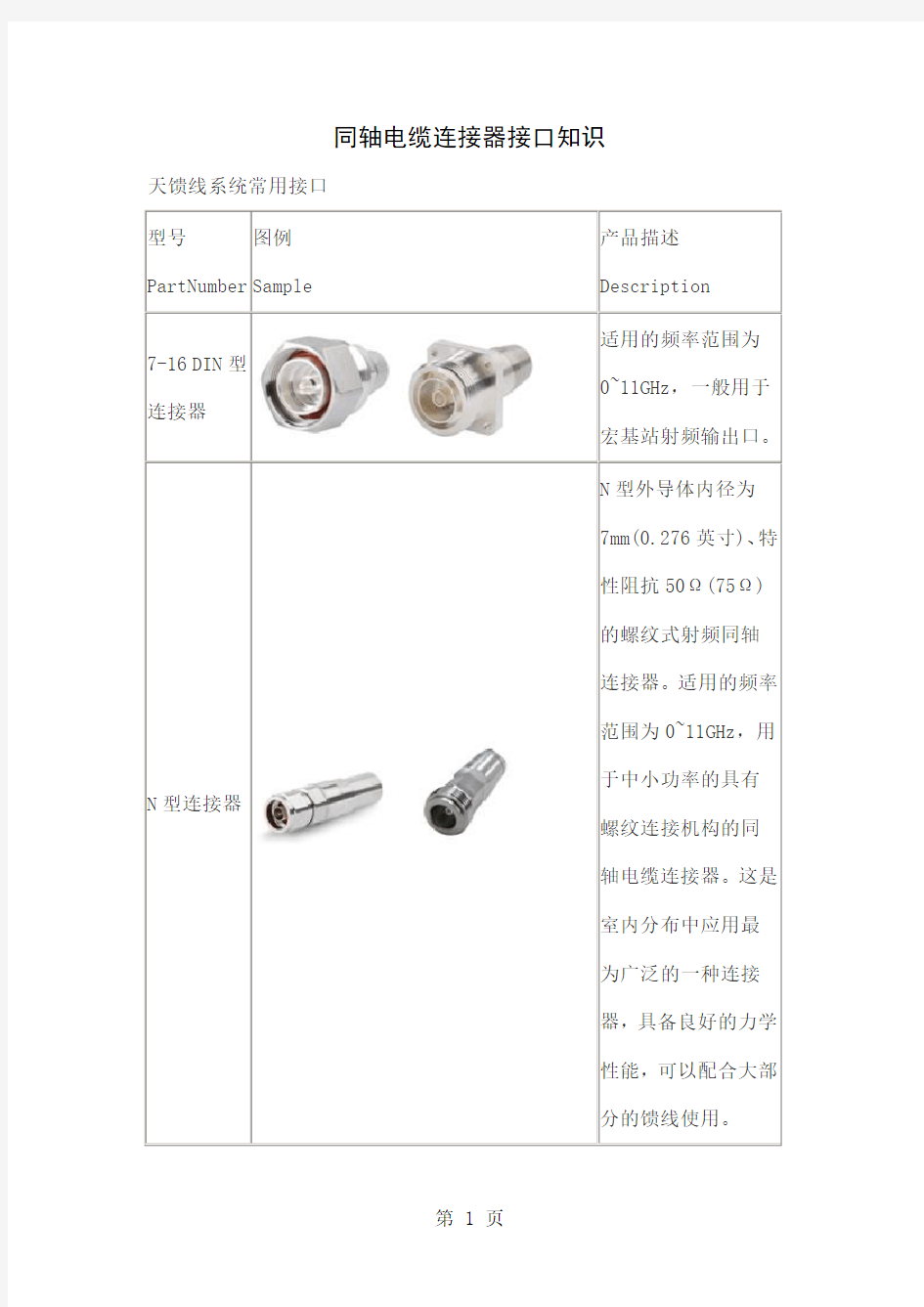
7-16 DIN型连接器适用的频率范围为
0~11GHz,一般用于宏基站射频输出口。
N型连接器N型外导体内径为
7mm(0.276英寸)、特性阻抗50Ω(75Ω)的螺纹式射频同轴连接器。适用的频率范围为0~11GHz,用于中小功率的具有螺纹连接机构的同轴电缆连接器。这是室内分布中应用最为广泛的一种连接器,具备良好的力学性能,可以配合大部分的馈线使用。
BNC连接器BNC型外导体内径为6.5mm(0.256英寸)、特性阻抗50Ω的卡口锁定式射频同轴
连接器,BNC 系列连接器适合需要频繁
插拔的场合。BNC系列是一种卡口连接
射频同轴连接器。它具有连接迅速,接触可靠等特点,广泛应用于无线电设备和
电子仪器领域连接
射频同轴电缆。
TNC连接器TNC型外导体内径为6.5mm(0.256英寸)、特性阻抗50Ω的螺纹式射频同轴连接器。TNC连接器是BNC 连接器的变形,采用螺纹连接机构,用于无线电设备和测试
仪表中连接同轴电缆。其适用的频率范围为0~11GHz。
SMA连接器SMA型外导体内径为4.13mm(0.163英寸)、特性阻抗50Ω的螺纹式射频同轴连接器。适用的频率范围为0~18GHz,是超小型的、适合半硬或者柔软射频同轴电缆的连接,具有尺寸小、性能优越、可靠性高、使用寿命长等特点。但是超小型的接头在工程中容易被损坏,适合要求高性能的微波应用场合,如微波设备的内部连接。
UHF连接器UHF
7/8 EIA
Flange
1-5/8 in
EIA Flange
3-1/8 EIA
Flange
4-1/2 IEC
Flange
6-1/8 EIA
Flange
反向连接器通常是一对连接器:公连接器采用内螺纹联接,母连接器采
87G Connector, 1-5/8 EIA Flange, gas block for 1-5/8 air H ELIAX?(HJ7-series), brass body and silver plated pin with tab flared inner contact and tab flaring outer contact
87R Connector, 1-5/8 EIA Flange, gas pass for 1-5/8 air HELIAX?(HJ7-series), brass body and silver plated pin with tab flared inner contact and tab flaring outer contact
希望以上资料对你有所帮助,附励志名言3条:
1、上帝说:你要什么便取什么,但是要付出相当的代价。
2、目标的坚定是性格中最必要的力量源泉之一,也是成功的利器之一。没有它,天才会在矛盾无定的迷径中徒劳无功。
3、当你无法从一楼蹦到三楼时,不要忘记走楼梯。要记住伟大的成功往往不是一蹴而就的,必须学会分解你的目标,逐步实施。
光纤连接器基础知识
光连接器基础知识 一、基本概念(术语) 1、光纤(活动)连接器:是实现将光纤光缆和光纤光缆之间、光纤光缆和有源器件、 光纤光缆和其它无源器件、光纤光缆和系统与仪表进行活动连接的光无源器件(连 接器的作用)。整套光连接器的组成:插头—适配器—插头。 2、光跳线:两端都装有插头的一段光纤或光缆。 3、光纤:是一种利用光全反射原理传导光信号的玻璃纤维。主要成分:SiO2.光纤由纤 芯、包层和涂敷层构成,纤芯的折射率nl大于包层的折射n2.纤芯的作用是传导光 信号,包层的作用是反射光信号,涂敷层的作用是保护光纤,增加光纤的机械强度 和柔韧性。光纤可分为单模光纤(9/125μ)和多模光纤(50/125或62.5/125)。 4、光缆:光缆由护套、加强构件、紧套(或松套)层和涂敷光纤组成。生产跳线采用 的光缆一般有:φ3.0单芯光缆、φ2.0单芯光缆、φ0.9紧套光缆,双芯平行光缆、防水尾缆、束状光缆和带状光缆等。 5、插入损耗:是指光信号通过光连接器之后,光信号的衰减量。一般用分贝数(dB) 表示。表达式为: IL=-10LOG(P1/P0)(d B) 其中P0——输入端的光功率 P1——输出端的光功率 6、回波损耗:也称后向反射损耗,是由于光连接处的非涅尔效应而产生的反射信号, 该信号沿光纤原路返回,会对光源和系统产生不良影响。回波损耗的表达式为: RL=-10LOG(P2/P0) 其中P0—输入端的光功率 P1—后向反射光功率 二、光连接器基本结构原理 图1 光纤连接器精密对中原理 一般均采用精密小孔插芯(Ferrule)和套筒(sleeve)来实现光纤的精确连接。 影响连接器插入损耗的主要因素有: 1、纤芯错位 2、角度偏差 3、连接间隙 4、不同种光纤(数值孔径不同)
电连接器基本知识概述
电连接器基本知识概述 在武器装备的各类电子系统中,电连接器在器件与器件、组件与组件、系统与系统之间进行电气连接和信号传递,是构成一个完整系统所必须的基础元件。 在各种军机和武器装备中,电连接器的用量较大,特别是飞机上使用电连接器的用量特大。一般来讲一架飞机电连接器的使用量可达数百件至几千件,牵扯到好几万个线路。因此,电连接器除了要满足一般的性能要求外,特别重要的要求是电连接器必须达到接触良好,工作可靠,维护方便,其工作可靠与否直接影响飞机电路的正常工作,涉及整个主机的安危。为此,主机电路对电连接器的质量和可靠性有非常严格的要求,也正因为电连接器的高质量和高可靠性,使它也广泛应用于航空、航天、国防等军用系统中。针对此块精英人才,也是目前我国最稀缺的,目前收纳电连接器人较多的有连接器英才网,是电连接器行业人才的一个专业性招聘、求职网站。 一、电连接器分类、结构 1.连接器常用的分类方法是: 1)按外形分:圆形电连接器、矩形电连接器。 圆形电连接器由于自身结构的特点在军事装备上(航空、航天)用量最大。矩形电连接器由于其结构简单更多的是用于电子设备的印制线路板上。 2)按结构分: 按连接方式:螺纹连接、卡口(快速)连接、卡锁连接、推拉式连接、直插式连接等; 按接触体端接形式:压接,焊接,绕接;螺钉(帽)固定; 按环境保护分:耐环境电连接器和普通电连接器 3)按用途分: 射频电连接器 密封电连接器(玻璃封焊) 高温电连接器 自动脱落分离电连接器 滤波电连接器 复合材料电连接器 机场电源电连接器 印制线路板用电连接器等2.电连接器结构电连接器由固定端电连接器(以下称插座),自由端电连接器(以下称插头)组成。插座通过其方(圆)盘固定在用电部件上(个别还采用焊接方式),插头一般接电缆,通过连接螺帽实现插头、插座连接。 电连接器由壳体、绝缘体、接触体三大基本单元组成。 壳体——电连接器壳体是指插头插座的外壳、连接螺帽、尾部附件。外壳作用是保护绝缘体和接触体(插针插孔的通称)等电连接器内部零件不被损伤。上面的定位键槽保证插头与插座定位。连接螺帽用于插头座连接和分离。尾部附件用于保护导线与接触体端接处不受损伤并用于固定电缆。壳体还具有一定电磁屏蔽作用。
光纤连接器的基础知识
光纤连接器得基础知识解析 一、光纤连接器得定义 光纤连接器就是连接器得一种,也就是光纤通信系统中各种装置连接所必不可少得器件,主要用于光纤与光纤之间得活动,使光路能按所需得通道进行传输,以实现与完成预定或期望得目得与要求。 二、光纤连接器得工作原理 光纤连接器就就是把光纤得两个端面精密对接起来,以使发射光纤输出得光能量能最大限度地耦合到接收光纤中去,并使由于其介入光链路而对系统造成得影响减到最小,这就是光纤连接器得基本要求。在一定程度上,光纤连接器也影响了光传输系统得可靠性与各项性能。 三、光纤连接器得性能 光纤连接器得性能,首先就是光学性能,此外还要考虑光纤连接器得互换性、重复性、抗拉强度、温度与插拔次数等。 (1)光学性能
对于光纤连接器得光性能方面得要求,主要就是插入损耗与回波损耗这两个最基本得参数。 插入损耗(Insertion Loss)即连接损耗,就是指因连接器得导入而引起得链路有效光功率得损耗。插入损耗越小越好,一般要求应不大于0、5dB。 回波损耗(Return Loss, Reflection Loss)就是指连接器对链路光功率反射得抑制能力,其典型值应不小于25dB。实际应用得连接器,插针表面经过了专门得抛光处理,可以使回波损耗更大,一般不低于45dB。 (2)互换性、重复性 光纤连接器就是通用得无源器件,对于同一类型得光纤连接器,一般都可以任意组合使用、并可以重复多次使用,由此而导入得附加损耗一般都在小于0、2dB得范围内。 (3)抗拉强度 对于做好得光纤连接器,一般要求其抗拉强度应不低于90N。 (4)温度 一般要求,光纤连接器必须在40oC ~ +70oC得温度下能够正常使用。 (5)插拔次数 目前使用得光纤连接器一般都可以插拔l000次以上。 四、常见得光纤连接器种类 按照不同得分类方法,光纤连接器可以分为不同得种类,按传输媒介得不同可分为单模光纤连接器与多模光纤连接器;按结构得不同可分为FC、SC、ST、D4、DIN、Biconic、MU、LC、MT等各种型式;按连接器得插针端面可分为FC、PC(UPC)与APC;按光纤芯数分还有单芯、多芯之分。 在实际应用过程中,我们一般按照光纤连接器结构得不同来加以区分。以下简单得介绍一些目前比较常见得光纤连接器: (1)FC型光纤连接器 这种连接器最早就是由日本NTT研制。FC就是Ferrule Connector得缩写,表明其外部
汽车线束的生产工艺大揭秘
汽车线束的生产工艺大揭秘线束工艺 在线束二维产品图纸出来以后,要编排线束的生产工艺,工艺是服务于生产的两者密不可分,因此将两者结合起来一起分析。 开线工艺 开线是线束生产的第一个工位,开线工艺的准确性直接关系到整个生产进度,一旦出现错误特别是开线尺寸偏短,会导致所有工位的返工,费时费力影响生产效率。所以在编制开线工艺是一定要根据图纸的要求合理确定导线的开线尺寸,剥头尺寸。制作开线操作说明书,制作流程跟踪卡。 压接工艺 开线之后的第二个生产工位,根据图纸要求的端子类型确定压接参数,制作压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。比如:有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到专用的压接工具,这种压接方式具有良好的电接触性能。 预装工艺 编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位,预装工艺的合理与否直接影响到总装配的效率也反映出一个工艺人员的技术水平高低。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量,放慢流水线的速度所以工艺人员要经常呆在现场不断总结经验,这样才能编制出合理的生产工艺。 总装工艺
根据产品开发部门设计的装配台板,设计工装设备、物料盒规格尺寸并将所有装配护套和附件的编号贴于物料盒上以提高装配效率。编制各个工位装配内容和要求,平衡整个总装工位防止出现一点工作量过大,拉下整个流水线速度的情况。要做到工位平衡,工艺人员必须对每个操作了熟于心并现场测算工时,随时调整装配工艺。线束工艺还包括编制材料消耗定额明细表、工时测算、工人培训等。 汽车线束主要以端子线为主,焊接,成型的都不太多,所以投资主要是端子机,而且通常来说半自动端子机就完全可以满足了,要全自动的端子机太浪费,还有就是成型机(两万左右一台),测试机,拉力机,脱皮机,裁线机,焊锡机,电子称,冲床 汽车线束的生产工艺和生产流程 1)电线剪切将所需各种电线剪切至所需长度 2)端子压接将端子压接至电线上 3)分装sub assembly 安装接插件等成为小股分线 4)总装assembly 将各种小股分线在大的工装板上组装,用胶带包扎,安装各种保护件(波纹管,保护支架等) 5)检测在专设检测板上检测各个电路是否畅通,外观检测,grommet防水检测等 线束的生产流程就是开线——压接——预装——总装——检验——电测试——打包——发运 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成。 汽车电线又称低压电线,它与普通家用电线是不一样的。普通家用电线是铜质单蕊电线,有一定硬度。而汽车电线都是铜质多蕊软线,有些软线细如毛发,几条乃至几十条软铜线包裹在塑料绝缘管(聚氯乙烯)内,柔软而不容易折断。
连接器的选择方法
题目:连接器的选择方法 单位: 姓名: 时间:
连接器是连接电气线路的机电元件。因此连接器自身的电气参数是选择连接器首先要考虑的问题。正确选择和使用电连接器是保证电路可靠性的一个重要方面。 1.引言 电连接器(以下简称连接器)也可称插头座,广泛应用于各种电气线路中,起着连接或断开电路的作用。提高连接器的可靠性首先是制造厂的责任。但由于连接器的种类繁多,应用范围广泛,因此,正确选择连接器也是提高连接器可靠性的一个重要方面。只有通过制造者和使用者双方共同努力,才能最大限度的发挥连接器应有的功能。 连接器有不同的分类方法。 按照频率分,有高频连接器和低频连接器; 按照外形分,有圆形连机器,矩形连机器; 按照用途分,有印制板用连接器,机柜用连接器,音响设备用连接器,电源连接器, 特殊用途连接器等等。 下面主要论述低频连接器(频率为3MHZ以下)的选择方法。 2.电气参数要求 连接器是连接电气线路的机电元件。因此连接器自身的电气参数是选择连接器首先要考虑的问题。 A.额定电压 额定电压又称工作电压,它主要取决于连接器所使用的绝缘材料,接触对之间的间距大小。 某些元件或装置在低于其额定电压时,可能不能完成其应有的功能。连接器的额定电压事实上应理解为生产厂推荐的最高工作电压。原则上说,连接器在低于额定电压下都能正常工作。笔者倾向于根据连接器的耐压(抗电强度)指标,按照使用环境,安全等级要求来合理选用额定电压。也就是说,相同的耐压指标,根据不同的使用环境和安全要求,可使用到不同的最高工作电压。这也比较符合客观使用情况。 B.额定电流 额定电流又称工作电流。 同额定电压一样,在低于额定电流情况下,连接器一般都能正常工作。在连接器的设计过程中,是通过对连接器的热设计来满足额定电流要求的,因为在接触对有电流流过时,由于存在导体电阻和接触电阻,接触对将会发热。当其发热超过一定极限时,将破坏连接器的绝缘和形成接触对表面镀层的软化,造成故障。因此,要限制额定电流,事实上要限制连接器内部的温升不超
连接器(分类)
一導線連接器 现代汽车由于电控器件的不断增多,其连接导线的数量也不可避免地呈增大趋势,为保证导线连接的正确性和可靠性,导线连接器起到了非常重要的作用。导线连接器是一个连有线束的插座,所有传感的接线端子都使用专用接口,控制电脑ECU和外部所有部件的连接都是通过ECU上的连接器,而线束中信号的转接使用的也是线连接器。可以这样认为,在电控汽车中,控制电脑ECU是控制中枢,线束是控制系统的神经网络,那么,导线连接器则是电路线束的中继站。然而,连接器除具有安装方便,接线准确之外,在使用中也时常出现故障,而最为常见的故障则为接触不良从而导致“网络”信号传输的中断,直接影响着电控汽车良好性能的正常发挥。 导线及连接器断路 导线及连接器断路故障,可能是由于导线使用中折断,连接器接触不良,连接器端子松脱造成的。 由于导线在中间断开的故障是很罕见的,大都是在连接器处断开,因此,检查时应着重仔细检查传感器和连接顺处的导线,是否有松脱和接触不良。 由接触不良而引起的连接器断路故障,常是由于连接器端于锈蚀,外界脏污进入端子或连接插座,从而造成接触压力降低。此时,只要把连接器拆下,再重新装插上,以改变它的连接状况,使其恢复正常接触即可。 导线及连接器短路故障 导线及连接器的故障也可能是由于线束与车身(地线)之间或在有关开关内部短 路所造成的。检查前应首先看在车身的导线连接器固定是否牢靠,然后便可按下列步骤进行测试。 (1)检查电线通断 首先拆下控制电脑ECU和传感器两侧的导线连接器,再测量连接器相应端子间的电阻。如电阻值不大于1欧姆,则说明电线正常,以便进行下一步检查。在测量导线电阻时,最好在垂直和水帄两个方向轻轻摇动导线以提高测量的准确性,同时注意,对大多数导线连接器、万用表表棒应从连接器的后端插入,但是对于装有防水套的防水型连接器表棒就不能从后端插入,因为在插入时稍不小心便会使端子变形。 (2)短路的电阻值检查 首先拆下控制电脑ECU和传感器两侧的导线连接器,再测量两侧连接器各端子与车身间的电阻值。测量时,表棒一端搭铁接车身,另一端要分别在两侧导线连接器上进行测量,如果电阻值大于1欧姆则说明该电线与车身无短路故障。 连接器外观及接触压力检查 首先应逐一拆下各导线连接器,检查连接器端子上有无锈触和脏污,对锈蚀和脏
汽车线束电路原理
汽车线束设计综述 汽车上的电源和各种电气零件通过线束来实现电路物理连接,线束分布遍布全车。如果把发动机比作汽车心脏的话,那么线束就是汽车的神经网络系统它负责整车各个电器零件之间的信息传递工作。随着人们对舒适性、经济性、安全性要求的不断提高,汽车上的电子产品种类也在不断增加,汽车线束越来越复杂线束的故障率也相应增加。这就要求提高线束的可靠性和耐久性等性能,在这里笔者就汽车线束设计、工艺、生产及检验方面的知识同各位同仁探讨一下。 1、电气原理图的设计、计算 汽车线束是全车汽车电气原理的物理表现形式,因此应先有电气原理图再有线束图进而根据线束图生产线束,在设计电气原理图前应具备以下条件: 1.1掌握《电气设计任务书》的技术要求和全车电气配置情况; 1.2根据电气负载功率消耗确定熔断器容量大小、计算导线线径并根据负载工作原理和功能要求进行载荷分配,确定电路的保护方式及确定总保险的容量。《电气设计任务书》的技术要求和全车电气配置情况是由各个汽车制造厂自己制定的,不再多说。下面重点介绍一下1.2的相关内容: 1.2.1如何确定熔断器容量大小 熔断器按保护形式分,可分为:过电流保护与过热保护。用于过电流保护的熔断器就是平常所说的保险丝。采用熔断器保护电路时,用电设备的最大持续电流应小于熔断器额定电流的80%。根据每一路的最大工作电流来选定熔断器的额定电流,其关系式为:熔断器的额定电流=每一路的最大工作电流÷0.8。例如:众泰2008右前照灯远光灯功率60w,稳态最大工作电流5A,按此关系式得出熔断器的额定容量为6.25A,考虑到安全系数熔断器容量确定为10A。对于一些感性原件比如点火线圈、怠速步进电机其瞬时自感电动势产生的峰值电流远远超过正常工作时的最大电流,熔断器可以在短时间内通过很大的峰值电流,因此对于带有感性原件的电路一般不考虑自感电动势产生的电流。 1.2.2导线线径的确定 在确定导线截面积时要考虑电压降和导线的发热 (1)用电设备的电流强度为: I=P/UN(P—负载功率; UN—额定电压) (2)导线截面积计算公式为: A=IρL/UVL(I--电流,安培;P---功率,瓦;A—导线截面积,平方毫米;ρ—铜导线电阻率,一般取值0.0185Ω.mm2/m;L--导线长度,米;UVL--导线允许的电压降,伏特) (3)为避免导线过渡发热,应该检查电流密度其公式为: S=I/A
常见连接器的分类及应用场境
日常常见连接器的分类及应用场境 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 一、常见连接器的分类 1、条形/压按式连接器 2、圆形连接器 3、矩形/重载连接器 4、射频同轴连接器 5、PCB/印刷电路板连接器 6、线对线连接器 7、FFC/FPC/薄膜电缆连接器 8、扁平电缆连接器 9、电脑设备连接器 10、视频/音频信号连接器 11、手机连接器 12、电源连接器 13、高压连接器 14、车用连接器 15、航空连接器 16、高速信号链接器 17、光纤连接器 18、微波连接器 19、防水连接器 20、耐高温连接器 二、应用场境
HDMI 连接器广泛应用于机顶盒、DVD 播放机、个人电脑、数位音响与电视机等家电设备中。据HDMI Licensing 技术研讨会统计,截至2010 年2 月HDMI的采用厂商数量已达到970 家,预计今年底将达到1,000 家。In-stat 预测,到2010 年全球采用HDMI 的设备将达到4.7 亿部以上,到2013 年将增长至近8.2 亿台。 IEEE 作为一种数据传输的开放式技术标准,IEEE-1394被应用在众多的领域,包括数码摄像机、高速外接硬盘、打印机和扫描仪等多种设备。IEEE-1394 技术使用最广的还是数字成像领域,支持的产品包括数码相机或摄像机等。三星电子预测,2015 年全球单反相机销量将达到1,536 万台,给IEEE 连接器市场带来商机。 FPC 由于尺寸较小和具有灵活性,FPC/FFC 连接器已经在办公设备和家用电器中得到更多的使用。各种消费电子产品和相关的LCD 部件,仍然是FPC/FFC 连接器最重要的应用,随着3G 日益流行,手机产业也是其一大市场,除此之外,其应用范围还已扩展到工业领域,如仪表、汽车电子、医疗设备和军用器材等,来自新兴应用的需求日益增加,将推动该产业以每年8-10% 的速度增长。 射频同轴 射频同轴连接器的主要应用市场有无线通信设备、汽车电子设备、医疗器械、航空航天及军事导航等领域。根据智多星顾问数据,受通信、军事等下游应用领域市场需求增长的影响,2012 年全球射频同轴连接器市场规模将达到25.13亿美元。 光纤 联合市场调研报告称,在中国大陆,通讯领域的增长是光纤连接器市场的支柱,约有20 家制造商加入竞争。光纤连接器行业分析调研预测,2011 年的需求将增长20%,但价格会下降15~20%。并把北美作为主要的出口市场。 电脑连接 随着电脑行业对DisplayPort 产品的采用日益广泛,将有效刺激DisplayPort 产品的市场需求。受全球电脑及组件主要制造商的支持,液晶显示器、笔记本和上网本都将带有DisplayPort 接口。iSuppli 公司预计,2012 年全球DisplayPort连接器市场出货量将达到263,300 万台。
光纤跳线+连接器基础知识
光纤知识 2007年11月26日星期一下午 12:38 现在监控传输、网络传输等越来越多的使用到光纤.但很多工程商对于光纤传输还是存在一定的顾虑,认为光纤传输很神秘很复杂. 看过这篇文章后,一定会让你对光纤及其设备有一点了解... 上图中为光连接器,常见的是FC(俗称圆头)、SC(俗称方头)和LC。 FC型又分为FC/FC和FC/PC(APC)型,前一个FC 是Ferrule Connector 的缩写,表明其外部加强件是采用金属套,紧固方式为螺丝扣;后面的FC 表明接头的对接方式为平面对接,PC 是Physical Connection 的缩写,表明其对接端面是物理接触,即端面呈凸面拱型结构,APC和PC类似,但采用了特殊的研磨方式,PC是球面,APC是斜8度球面,指标要比PC好些。目前电信网常用的是FC/PC型, FC/APC多用于有线电视系统。一般写成FC或PC均是指FC/PC光连接器。 SC型其外壳采用模塑工艺,用铸模玻璃纤维塑料制成,呈矩型;插头套管(也称插针)由精密陶瓷制成,耦合套筒为金属开缝套管结构,其结构尺寸与FC 型相同,端面处理采用PC 或APC 型研磨方式;紧固方式是采用插拔销闩式,不需旋转头。常用于在数据工程中使用。一般SC型均指SC/PC。 LC光纤连接器采用模块化插孔(RJ)机理制成。其所采用的插针和套桶的尺寸是普通SC,FC等尺寸的一半。LC常见于通信设备的高密度的光接口板上。
上图是各种光连接器与之对应的适配器,也称法兰盘,用在ODF架上,供光纤连接。 该图为FC/PC型光纤跳纤(非正规叫法是双头尾纤),英文名为PATCH CORD即两头带光纤连接器的软光纤,用于设备至ODF架的连接以及ODF架之间的跳接。光跳线颜色为黄色,表示单模跳纤。
连接器工艺流程
电子连接器种类繁多,但制造过程基本可分为下面四个阶段: ·冲压(Stamping) ·电镀(Plating) ·注塑(Molding) ·组装(Assembly) 冲压 电子连接器的制造过程一般从冲压插针开始。通过大型高速冲压机,电子连接器(插针)由薄金属带冲压而成。大卷的金属带一端送入冲压机前端,另一端穿过冲压机液压工作台缠入卷带轮,由卷带轮拉出金属带并卷好冲压出成品。 电镀 连接器插针冲压完成後即应送去电镀工段。在此阶段,连接器的电子接触表面将镀上各种金属涂层。与冲压阶段相似的一类问题,如插针的扭曲、碎裂或变形,也同样会在冲压好的插针送入电镀设备的过程中出现。通过本文所阐述的技术,这类品质缺陷是很容易被检测出来的。 然而对於多数机器视觉系统供应商而言,电镀过程中所出现的许多品质缺陷还属於检测系统的"禁区"。电子连接器制造商希望检测系统能够检测到连接器插针电镀表面上各种不一致的缺陷如细小划痕和针孔。尽管这些缺陷对於其他产品(如铝制罐头底盖或其他相对平坦的表面)是很容易被识别出来的;但由於大多数电子连接器不规则和含角度的表面设计,视觉检测系统很难得到足以识别出这些细微缺陷所需的图像。 由於某些类型的插针需镀上多层金属,制造商们还希望检测系统能够分辨各种金属涂层以便检验其是否到位和比例正确。这对於使用黑白摄像头的视觉系统来说是非常困难的任务,因为不同金属涂层的图像灰度级实际上相差无几。虽然彩色视觉系统的摄像头能够成功分辨这些不同的金属涂层,但由於涂层表面的不规则角度和反射影响,照明困难的问题依然存在。 注塑 电子连接器的塑胶盒座在注塑阶段制成。通常的工艺是将熔化的塑胶注入金属胎膜中,然後快速冷却成形。当熔化塑胶未能完全注满胎膜时出现所谓 "漏?quot; (Short Shots), 这是注塑阶段需要检测的一种典型缺陷。另一些缺陷包括接插孔的填满或部分堵塞(这些接插孔必须保持清洁畅通以便在最後组装时与插针正确接插)。由於使用背光能很方便地识别出盒座漏缺和接插孔堵塞,所以用於注塑完成後品质检测的机器视觉系统相对简单易行 组装 电子连接器制造的最後阶段是成品组装。将电镀好的插针与注塑盒座接插的方式有两种:单独对插或组合对插。单独对插是指每次接插一个插针;组合对插则一次将多个插针同时与盒座接插。不论采取哪种接插方式,制造商都要求在组装阶段检测所有的插针是否有缺漏和定位正确;另外一类常规性的检测任务则与连接器配合面上间距的测量有关。 和冲压阶段一样,连接器的组装也对自动检测系统提出了在检测速度上的挑战。尽管大多数组装线节拍为每秒一到两件,但对於每个通过摄像头的连接器,视觉系统通常都需完成多个不同的检测专案。因而检测速度再次成为一个重要的系统性能指标。 组装完成後,连接器的外形尺寸在数量级上远大於单个插针所允许的尺寸公差。这点也对视觉检测系统带来了另一个问题。例如:某些连接器盒座的尺寸超过一英尺而拥有几百个插针,每个插针位置的检测精度都必须在几千分之一英寸的尺寸范围内。显
光纤连接器的基础知识
光纤连接器的基础知识解析 一.光纤连接器的定义 光纤连接器是连接器的一种,也是光纤通信系统中各种装置连接所必不可少的器件,主要用于光纤与光纤之间的活动,使光路能按所需的通道进行传输,以实现和完成预定或期望的目的和要求。 二.光纤连接器的工作原理 光纤连接器就是把光纤的两个端面精密对接起来,以使发射光纤输出的光能量能最大限度地耦合到接收光纤中去,并使由于其介入光链路而对系统造成的影响减到最小,这是光纤连接器的基本要求。在一定程度上,光纤连接器也影响了光传输系统的可靠性和各项性能。
三.光纤连接器的性能 光纤连接器的性能,首先是光学性能,此外还要考虑光纤连接器的互换性、重复性、抗拉强度、温度和插拔次数等。 (1)光学性能 对于光纤连接器的光性能方面的要求,主要是插入损耗和回波损耗这两个最基本的参数。 插入损耗(Insertion Loss)即连接损耗,是指因连接器的导入而引起的链路有效光功率的损耗。插入损耗越小越好,一般要求应不大于0.5dB。 回波损耗(Return Loss, Reflection Loss)是指连接器对链路光功率反射的抑制能力,其典型值应不小于25dB。实际应用的连接器,插针表面经过了专门的抛光处理,可以使回波损耗更大,一般不低于45dB。 (2)互换性、重复性 光纤连接器是通用的无源器件,对于同一类型的光纤连接器,一般都可以任意组合使用、并可以重复多次使用,由此而导入的附加损耗一般都在小于0.2dB的范围内。
(3)抗拉强度 对于做好的光纤连接器,一般要求其抗拉强度应不低于90N。 (4)温度 一般要求,光纤连接器必须在-40oC ~ +70oC的温度下能够正常使用。 (5)插拔次数 目前使用的光纤连接器一般都可以插拔l000次以上。 四.常见的光纤连接器种类 按照不同的分类方法,光纤连接器可以分为不同的种类,按传输媒介的不同可分为单模光纤连接器和多模光纤连接器;按结构的不同可分为FC、SC、ST、D4、DIN、Biconic、MU、LC、MT等各种型式;按连接器的插针端面可分为FC、PC(UPC)和APC;按光纤芯数分还有单芯、多芯之分。 在实际应用过程中,我们一般按照光纤连接器结构的不同来加以区分。以下简单的介绍一些目前比较常见的光纤连接器: (1)FC型光纤连接器 这种连接器最早是由日本NTT研制。FC是Ferrule Connector的缩写,表明其外部加强方式是采用金属套,紧固方式为螺丝扣。最早,FC类型的连接器,采用的陶瓷插针的对接端面是平面接触方式(FC)。此类连接器结构简单,操作方便,制作容易,但光纤端面对微尘较为敏感,且容易产生菲涅尔反射,提高回波损耗性能较为困难。后来,对该类型连接器做了改进,采用对接端面呈球面的插针(PC),而外部结构没有改变,使得插入损耗和回波损耗性能有了较大幅度的提高。 (2)SC型光纤连接器 这是一种由日本NTT公司开发的光纤连接器。其外壳呈矩形,所采用的插针与耦合
汽车线束的生产工艺大揭秘..
汽车线束的生产工艺大揭秘 线束工艺 在线束二维产品图纸出来以后,要编排线束的生产工艺,工艺是服务于生产的两者密不可分,因此将两者结合起来一起分析。 开线工艺 开线是线束生产的第一个工位,开线工艺的准确性直接关系到整个生产进度,一旦出现错误特别是开线尺寸偏短,会导致所有工位的返工,费时费力影响生产效率。所以在编制开线工艺是一定要根据图纸的要求合理确定导线的开线尺寸,剥头尺寸。制作开线操作说明书,制作流程跟踪卡。 压接工艺 开线之后的第二个生产工位,根据图纸要求的端子类型确定压接参数,制作压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。比如:有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到专用的压接工具,这种压接方式具有良好的电接触性能。 预装工艺 编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位,预装工艺的合理与否直接影响到总装配的效率也反映出一个工艺人员的技术水平高低。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量,放慢流水线的速度所以工
艺人员要经常呆在现场不断总结经验,这样才能编制出合理的生产工艺。 总装工艺 根据产品开发部门设计的装配台板,设计工装设备、物料盒规格尺寸并将所有装配护套和附件的编号贴于物料盒上以提高装配效率。编制各个工位装配内容和要求,平衡整个总装工位防止出现一点工作量过大,拉下整个流水线速度的情况。要做到工位平衡,工艺人员必须对每个操作了熟于心并现场测算工时,随时调整装配工艺。线束工艺还包括编制材料消耗定额明细表、工时测算、工人培训等。 汽车线束主要以端子线为主,焊接,成型的都不太多,所以投资主要是端子机,而且通常来说半自动端子机就完全可以满足了,要全自动的端子机太浪费,还有就是成型机(两万左右一台),测试机,拉力机,脱皮机,裁线机,焊锡机,电子称,冲床 汽车线束的生产工艺和生产流程 1)电线剪切将所需各种电线剪切至所需长度 2)端子压接将端子压接至电线上 3)分装sub assembly 安装接插件等成为小股分线 4)总装assembly 将各种小股分线在大的工装板上组装,用胶带包扎,安装各种保护件(波纹管,保护支架等) 5)检测在专设检测板上检测各个电路是否畅通,外观检测,grommet防水检测等 线束的生产流程就是开线——压接——预装——总装——检验——电测试——打包——发运 在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成。 汽车电线又称低压电线,它与普通家用电线是不一样的。普
电连接器的分类及端接
电连接器基础知识 一、概述 连接器是我们电子工程技术人员经常接触的一种部件。它的作用非常单纯:在电路内被阻断处或孤立不通的电路之间,架起沟通的桥梁,从而使电流流通,使电路实现预定的功能。 连接器是电子设备中不可缺少的部件,顺着电流流通的通路观察,你总会发现有一个或多个连接器。连接器形式和结构是千变万化的,随着应用对象、频率、功率、应用环境等不同,有各种不同形式的连接器。例如,球场上点灯用的连接器和硬盘驱动器的连接器,以及点燃火箭的连接器是大不相同的。但是无论什么样的连接器,都要保证电流顺畅连续和可靠地流通。就泛指而言,连接器所接通的不仅仅限于电流,在光电子技术迅猛发展的今天,光纤系统中,传递信号的载体是光,玻璃和塑料代替了普通电路中的导线,但是光信号通路中也使用连接器,它们的作用与电路连接器相同。 连接器属于电子元器件机电组件行业,一般成为接插件,广义的接插件包括了连接器、开关、管座等。 二、什么是连接器 连接器是我们电子工程技术人员经常接触的一种部件。它的作用非常单纯:在电路内被阻断处或孤立不通的电路之间,架起沟通的桥梁,从而使电流流通,使电路实现预定的功能。连接器是电子设备中不可缺少的部件,顺着电流流通的通路观察,你总会发现有一个或多个连接器。连接器形式和结构是千变万化的,随着应用对象、频率、功率、应用环境等不同,有各种不同形式的连接器。 三为什么要使用连接器 设想一下如果没有连接器会是怎样?这时电路之间要用连续的导体永久性地连接在一起,例如电子装置要连接在电源上,必须把连接导线两端,与电子装置及电源通过某种方法(例如焊接)固定接牢。这样一来,无论对于生产还是使用,都带来了诸多不便。 连接器的好处 改善生产过程连接器简化电子产品的装配过程。也简化了批量生产过程 易于维修如果某电子元部件失效,装有连接器时可以快速更换失效元部件 便于升级随着技术进步,装有连接器时可以更新元部件,用新的、更完善的元部件代替旧的 提高设计的灵活性使用连接器使工程师们在设计和集成新产品时,以及用元部件组成系统时,有更大的灵活性。 四、主要的相关理论(一)电接触理论
连接器的相关类别及型号命名
连接器的相关类别及型号命名 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 相关类别 连接器产品类型的划分虽然有些混乱,但从技术上看,连接器产品类别只有两种基本的划分办法:①按外形结构:圆形和矩形(横截面),②按工作频率:低频和高频(以3MHz 为界)。 按照上述划分,同轴连接器属于圆形,印制电路连接器属于矩形(从历史上看,印制电路连接器确实是从矩形连接器中分离出来自成一类的),而流行的矩形连接器其截面为梯形,近似于矩形。以3MHz为界划分低频和高频与无线电波的频率划分也是基本一致的。 至于其它按用途、安装方式、特殊结构、特殊性能等还可以划分出许多不同的类型,并常常出现在刊物和制造商的宣传品中,但一般只是为了突出某一特征和用途,基本分类仍然没有超出上述的划分原则。 考虑到连接器的技术发展和实际情况,从其通用性和相关的技术标准,连接器可划分以下几种类别(分门类):①低频圆形连接器;②矩形连接器;③印制电路连接器;④射频连接器;⑤光纤连接器。 型号命名 连接器的型号命名是客户采购和制造商组织生产的依据。在国内外连接器行业中,产品型号命名有两种思路:一种是用字母代号加数字的办法,力求在型号命名中反映产品的主要结构特点。这种方式的好处是易于识别,但排列太长,过于复杂,随着连接器的小型化,给打印带来很多困难。目前国内仍流行这种方式,并在某些行业标准甚至国标中作出了规定,如SJ2298-83(印制电路连接器)、SJ2297-83(矩形连接器)、SJ2459-84(带状电缆连接器)、GB9538-88(带状电缆连接器)等。由于连接器结构的日益多样化,在实践中用一种命名规则覆盖某一类连接器越来越困难。另一种思路是用阿拉伯数字组合。这种方式的
连接器的分类和基本结构
本文转载自https://www.360docs.net/doc/311481885.html,/blog/static/116281922200942084951189/ 连接器的分类和基本结构 在各类电子系统中,电连接器在器件与器件、组件与组件、系统与系统之间进行电气连接和信号传递,是构成一个完整系统所必须的基础组件。 一、电连接器分类、结构 1.连接器常用的分类方法是: 1)按外形分: 圆形电连接器、矩形电连接器。 圆形电连接器由于自身结构的特点在军事装备上(航空、航天)用量最大。矩形电连接器由于其结构简单更多的是用于电子设备的印制线路板上。 2)按结构分: 按连接方式:螺纹连接、卡口(快速)连接、卡锁连接、推拉式连接、直插式连接等; 按接触体端接形式:压接,焊接,绕接;螺钉(帽)固定; 按环境保护分:耐环境电连接器和普通电连接器 3)按用途分: 射频电连接器 密封电连接器(玻璃封焊) 高温电连接器 自动脱落分离电连接器 滤波电连接器 复合材料电连接器 机场电源电连接器 印制线路板用电连接器等
电连接器结构电连接器由固定端电连接器(以下称插座),自由端电连接器(以下称插头)组成。插座通过其方(圆)盘固定在用电部件上(个别还采用焊接方式),插头一般接电缆,通过连接螺帽实现插头、插座连接。 连接器的基本结构件有①接触件;②绝缘体;③外壳(视品种而定);④附件。 1.接触件(contacts)是连接器完成电连接功能的核心零件。一般由阳性接触件和阴性接触件组成接触对,通过阴、阳接触件的插合完成电连接。 阳性接触件为刚性零件,其形状为圆柱形(圆插针)、方柱形(方插针)或扁平形(插片)。阳性接触件一般由黄铜、磷青铜制成。 阴性接触件即插孔,是接触对的关键零件,它依靠弹性结构在与插针插合时发生弹性变形而产生弹性力与阳性接触件形成紧密接触,完成连接 。插孔的结构种类很多,有圆筒型(劈槽、缩口)、音叉型、悬臂梁型(纵向开槽)、折迭型(纵向开槽,9字形)、盒形(方插孔)以及双曲面线簧插孔等。 2.绝缘体绝缘体也常称为基座(base)或安装板(insert),它的作用是使接触件按所需要的位置和间距排列,并保证接触件之间和接触件与外壳之间的绝缘性能。良好的绝缘电阻、耐电压性能以及易加工性是选择绝缘材料加工成绝缘体的基本要求。 3.壳体也称外壳(shell),是连接器的外罩,它为内装的绝缘安装板和插针提供机械保护,并提供插头和插座插合时的对准,进而将连接器固定到设备上。 4.附件附件分结构附件和安装附件。结构附件如卡圈、定位键、定位销、导向销、联接环、电缆夹、密封圈、密封垫等。安装附件如螺钉、螺母、螺杆、弹簧圈等。附件大都有标准件和通用件。
汽车线束的生产工艺与功能介绍
汽车线束的生产工艺与功能介绍 随着人们对舒适性、经济性、安全性要求的不断提高,汽车上的电子产品种类也在不断增加,汽车线束越来越复杂线束的故障率也相应增加。这就要求提高线束的可靠性和耐久性等性能,许多人对于汽车线束的工艺和生产比较有兴趣,在这里浩智电子就汽车线束工艺和生产这方面的知识做个简单的叙述,您只需要花几分钟阅读,就能大致了解。 在汽车线束二维产品图纸出来以后,要编排线束的生产工艺,工艺是服务于生产的两者密不可分,因此笔者将汽车线束的生产和工艺二者结合起来一起分析。 线束生产的第一个工位是开线工艺。开线工艺的准确性直接关系到整个生产进度,一旦出现错误特别是开线尺寸偏短,会导致所有工位的返工,费时费力影响生产效率。所以在编制开线工艺是一定要根据图纸的要求合理确定导线的开线尺寸,剥头尺寸。 开线之后的第二个工位就是压接工艺,根据图纸要求的端子类型确定压接参数,制作压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。比如:有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到专用的压接工具,这种压接方式具有良好的电接触性能。 接着就是预装工艺了,首先要编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位,预装工艺的合理与否直接影响到总装配的效率也反映出一个工艺人员的技术水平高低。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量,减慢流水线的速度,所以工艺人员要经常待在现场不断总结。 最后一步就是,总装工艺。能够编根据产品开发部门设计的装配台板,设计工装设备、物料盒规格尺寸并将所有装配护套和附件的编号贴于物料盒上以提高装配效率。编制各个工位装配内容和要求,平衡整个总装工位防止出现一点工作量过大,拉下整个流水线速度的情况。要做到工位平衡,工艺人员必须对每个操作了熟于心并现场测算工时,随时调整装配工艺。 此外,线束工艺还包括编制材料消耗定额明细表、工时测算、工人培训等,由于技术含量值不高,这些也就不细说了。总而言之,汽车线束在车内电子技术含量和质量,逐渐成为评价汽车性能的一项重要指标。汽车厂商对于线束的选择应该尤为重视,也有必要了解下汽车线束的工艺和生产。 在现代汽车上,汽车线束特别多,电子控制系统与线束有着密切关系。有人曾经打了一个形象的比喻:如果把微机、传感器与执行元件的功能用人体来比喻,可以说微机相当于人脑,传感器相当于感觉器官,执行元件相当于运动器官,那么线束就是神经和血管了。 汽车线束是汽车电路的网络主体,连接汽车的电气电子部件并使之发挥功能,没有普莱德线束也就不存在汽车电路。在目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、联插件和包裹胶带组成,它既要确保传送电信号,也要保证连接电路的可靠性,向电子电气部件供应规定的电流值,防止对周围电路的电磁干扰,并要排除电器短路。 汽车线束从功能上来分,有运载驱动执行元件(作动器)电力的电力线和传递传感器输入指令的信号线二种。电力线是运送大电流的粗电线,而信号线是不运载电力的细电线(光纤维通信);例如信号电路用的导线截面积为0.3、0.5mm2。 在电机、执行元件用的导线截面积为0.85、1.25mm2,而电源电路用导线截面积为2、
汽车线束培训教程(精)
线束培训教程 一、电器设备: 汽车主要是由四大部分组成,即:底盘、发动机、车身、电器设备。 以下是电器设备的组成结构图 供电电源蓄电池、发电机 起动系点火开关、起动继电器、起动机 点火系(多见于汽油机上 喇叭、灯具、报警 用电设备仪表装置水温表、机油压力表、燃油电器设备表、转速表、里程表等辅助电器雨刮器、空调器、预热装置、 音响、防盗装置等 电子控制系统利用微电脑控制的电子 系统:制动防抱死系统 全球定位系统、电喷等 配电控制装置线束、接插件、继电器、电路开关、 电器控制盒、熔断装置(保险等 二、汽车电器设备的特点: 汽车电器设备尽管形式多样、结构不同,但它们都有一些共同的特点,概括为:
1、两个电源:汽车上电能供给是由蓄电池和发电机两个直流电源共同来完成的,其供电电压一般为12V或24V。 2、低压直流: 3、并联单线:一般情况下,电器设备与电源之间都是用两根导线连接才能构成 回路,而汽车上的电器设备与电源之间只有一根导线连接,另一条导线利用底盘或发动机上的金属体来代替。 4、负极接地:汽车采用单线制后,电源或电器设备的一端必须与金属机体相连,这种连接方式称为“负极接地”。 总之,用一句话概括为“负极搭铁单线制”。 三、汽车线束: 1、概论: 线束主要是由导线、端子、接插件以及护套等组成,是车辆电器元件工作的 桥梁和纽带,整车电器要达到正常、稳定工作,除了各电器元件的自身质量以外,与线束在车辆上的铺设情况也是密切相关的。 2、汽车线束的分类及包扎方案: 2.1汽车线束根据其功能可分为: 底盘线束、空调线束、加热器线束、ABS线束、发电机线束、启动机线束、蓄电池的正、负极线、特殊配置状态下还有饮水机线、冰箱线、门泵线等。 2.2线束包扎方案 线束外包扎起到耐磨、阻燃、防腐蚀、防止干扰、降低噪声、美化外观的作用,一般根据工作环境和空间大小制定以下包扎设计方案。
连接器构造与种类
连接器知识介绍
一、连接器的定义 電連接器是一種電機系統﹐其可提供可分離的界面以連接兩個次電子系統﹐并且對于系統的運作不會產生不可接受的作用。 連接器是一種電機系統是因為,它是通過機械方法產生的電性連接的產品 可分離性的需求和”不可接受性”的限度要由連接器的應 用而定。可分離性包括配合周期的數目,配合周期是指連接器在不影響其性能必須提供的,以及與另一連接器相配合所必需的作用力。典型的配合周期需求其范圍從內部連接器的幾十個周期到外圍設備的幾千個周期,比如PCMCIA 型連接器。
二、連接器的組成 2.1 連接器塑膠本體(The Connector Housing) 2.2 端子的彈性元件(The Contact Spring) 2.3 端子的接觸界面(The Contact Interface) 2.4 端子的接觸鍍層(The Contact Finish)
2.1、連接器塑膠本體部分 連接器本體部分具有如下作用: ˙使各接觸彈片相互隔離,不能電性導通 ˙固定各接觸彈片 ˙對各接觸彈片進行機械保護 ˙對各接觸彈片進行工作環境遮蔽保護 我們根據產品的特性要求和客戶的制程要求常用的材料有﹕PBT,NY66,NY6T,NY9T,LCP
2.2、接觸彈性元件 接觸彈片在連接器上具有以下3 個作用: ˙在組件之間提供一條導通電訊的路徑 ˙產生形成並維持接觸彈片接觸面的壓力 ˙形成穩固的接觸 只要使用常用的銅或者銅合金材料就可輕易達到令人滿意的效果。銅合金的導電率雖然不是很低,只有銅導電率的10%到30%,但是,對大多數連接器來說,這個導電率已經足夠了﹔ 其它兩個作用就要復雜的多,并且涉及到材料特性和設計參數之間的相互作用。接觸彈片包括兩種基本類型:插座彈片,通常是彈性的;插頭彈片,通常是剛性的,它使插座彈片產生彈性變形,從而產生接觸力。只有這樣的接觸才是一個穩定的接觸方法。(我們考慮材料的特性主要是彈性模量和屈服強度) 連接器常用的材料﹕彈性端子使用磷銅,如C5191,C5210.剛性端子使用的材料主要為黃銅﹐如C2680,C2600,還有一些連接器為提高其一些相關的性能要求會使用一些特殊的材料﹐如要求彈性高﹐導電率高就會使用BeCu(鈹銅),TiCu(鈦銅)。