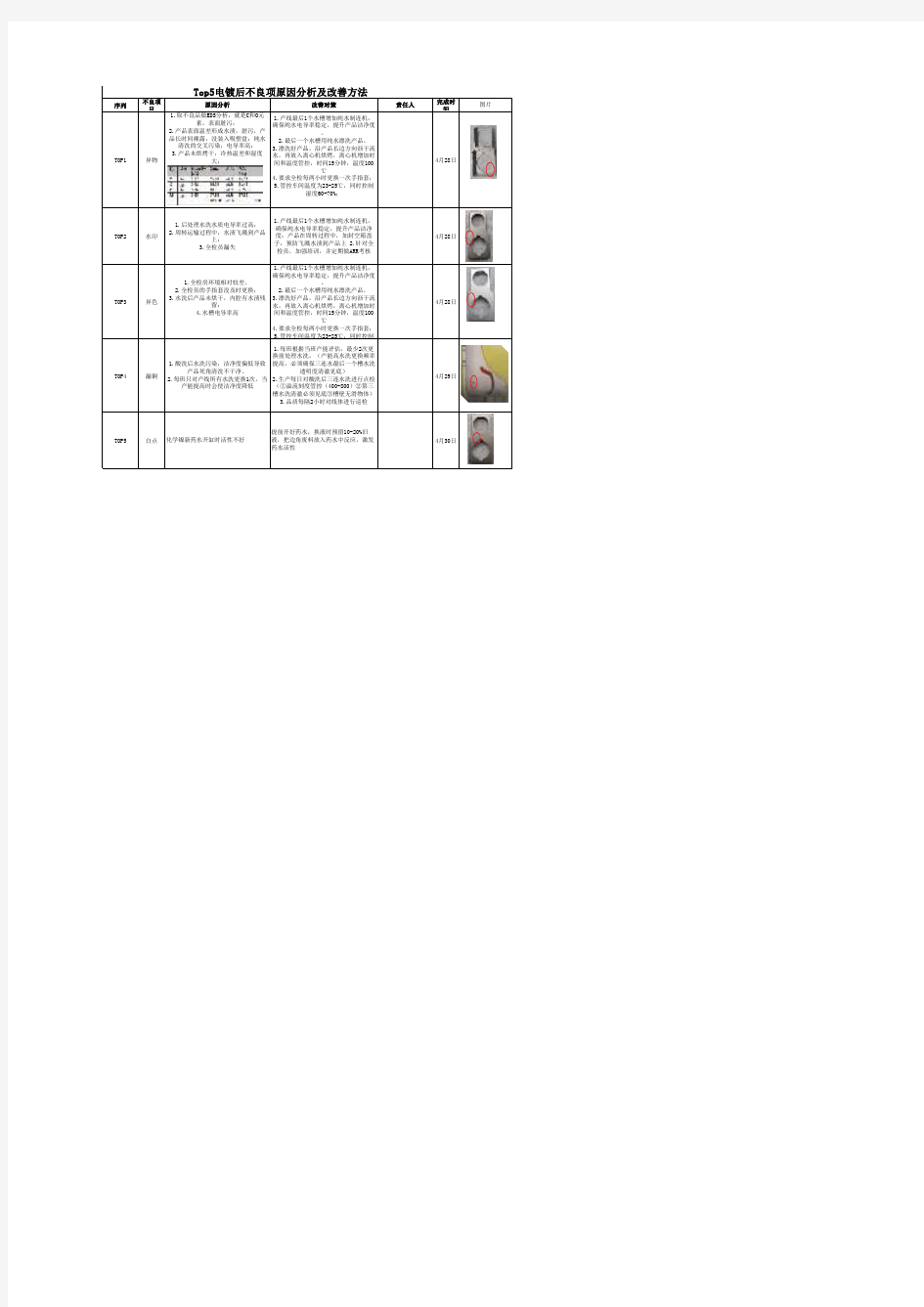
2020电镀后不良项Top5原因分析及改善方法
序列不良项
目完成时间TOP1异物4月28日
TOP2水印4月28日TOP3异色4月28日
TOP4漏铜4月29日
TOP5白点4月30日化学镍新药水开缸时活性不好提前开好药水,换液时预留10-20%旧液,把边角废料放入药水中反应,激发
药水活性1.全检房环境相对较差。2.全检员的手指套没及时更换;3.水洗后产品未烘干,内腔有水渍残留;4.水槽电导率高 1.产线最后1个水槽增加纯水制连机,
确保纯水电导率稳定,提升产品洁净度
。
2.最后一个水槽用纯水漂洗产品。
3.漂洗好产品,沿产品长边方向沥干流
水,再放入离心机烘烤,离心机增加时
间和温度管控,时间15分钟,温度100
℃
4.要求全检每两小时更换一次手指套;
5.管控车间温度为23-25℃,同时控制1.酸洗后水洗污染,洁净度偏低导致产品死角清洗不干净。2.每班只对产线所有水洗更换1次,当产能提高时会使洁净度降低 1.每班根据当班产能评估,最少2次更换前处理水洗,(产能高水洗更换频率提高,必须确保三连水最后一个槽水洗透明度清澈见底)
2.生产每日对酸洗后三连水洗进行点检
(①溢流刻度管控(400-800)②第三
槽水洗清澈必须见底③槽壁无滑物体)
3.品质每隔2小时对线体进行巡检1.取不良品做EDS分析,就是C和O元
素,表面脏污;
2.产品表面温差形成水渍,脏污,产
品长时间裸露,没装入吸塑盘;纯水
清洗的交叉污染,电导率高;
3.产品未烘烤干,冷热温差和湿度
大; 1.产线最后1个水槽增加纯水制连机,确保纯水电导率稳定,提升产品洁净度。2.最后一个水槽用纯水漂洗产品。3.漂洗好产品,沿产品长边方向沥干流水,再放入离心机烘烤,离心机增加时
间和温度管控,时间15分钟,温度100
℃
4.要求全检每两小时更换一次手指套;
5.管控车间温度为23-25℃,同时控制
湿度60-70%;1.后处理水洗水质电导率过高;2.周转运输过程中,水渍飞溅到产品
上;
3.全检员漏失 1.产线最后1个水槽增加纯水制连机,确保纯水电导率稳定,提升产品洁净度;产品在周转过程中,加封空箱盖子,预防飞溅水渍到产品上 2.针对全
检员,加强培训,并定期做ARR考核
Top5电镀后不良项原因分析及改善方法
原因分析
改善对策责任人图片