弯曲力计算

1.概略计算
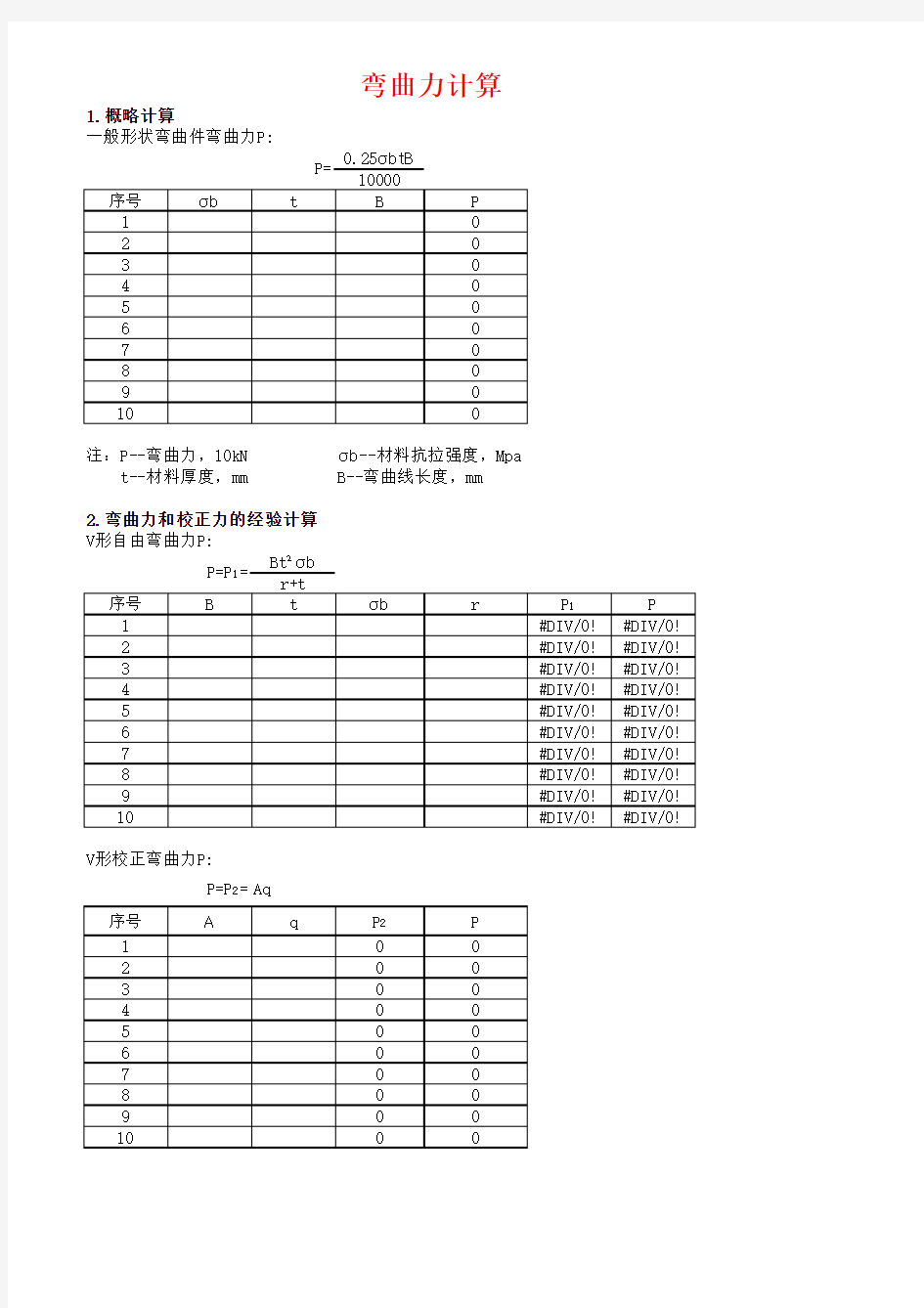
一般形状弯曲件弯曲力P:
0.25σbtB
注:P--弯曲力,10kN σb --材料抗拉强度,Mpa t--材料厚度,mm B--弯曲线长度,mm
2.弯曲力和校正力的经验计算V形自由弯曲力P:
Bt2σb
V形校正弯曲力P:
P=P 2=Aq
弯曲力计算
P=
P=P 1=
U形用弹顶器不校正弯曲力P:
1.8Bt2σb
U形用弹顶器加校正弯曲力P:
注:P--弯曲时总弯曲力,N Q--最大弹顶力,Q=0.8P1 P 1--弯曲力,N
P 2--校正力,N L--弯曲线长度,mm
t--材料厚度,mm
A--材料校正部分投影面积,mm2σb --材料抗拉强度,Mpa
q--校正弯曲时单位压力,见下表3.顶件力或压料力P3:
P 3=(0.3~0.8)P 1注:P 3--顶件力或压料力,N P 1--自由弯曲力,N 4.压力机压力的确定自由弯曲时:P 公≥P 1+P 3
P=P 1+Q=1.8P 1=
校正弯曲时:P≥P2
注:P公--压力机公称力,N P1--弯曲力,N
P2--校正力,N P3--顶件力或压料力,N
拉深力计算
1.用压边圈的第一次拉深力P1:
2.以后各次拉深时的力Pn:
3.变薄拉深时的力P:
4.方(矩)形件拉深力Py:
P y=(0.5~0.8)Ltσb
注:L--拉深件横断面周长(按中径计算),mm
t--料厚,mm
σb--材料抗拉强度,Mpa
d cp--拉深件中径
σ--材料变形抗力,σ=nσb,黄铜n=1.6~1.8,钢n=1.8~2.25
t n-1、t n--拉深前、后壁厚,mm
K1、K2--系数
5.压边力计算
任何形状零件拉深时的压边力Q:
圆筒形件第一次拉深时的压边力Q 1:
圆筒形件以后各次拉深时的压边力Qn:
注:d1…d n-1,d n --第一次…第n_1次,第n次拉深直径,mm R 凹1…R 凹n --第一次…第n次拉深凹模圆角半径,mm D--毛坯直径,mm q--单位压边力6.按计算拉深力直接选用压力机6-1.单动压力机:(1.8~2)*∑P≤P 公
注:∑P--拉深力、成形力和压边力之和 P 公--压力机公称力6-2.双动压力机:(1.8~2)P≤P 公,内 Q≤P 公,外
注:P--拉深、成形等工序冲压力 Q--压边力
P 公,内--双动压力内滑块公称力
7.按压力机负荷曲线选用冲压设备
casa=
2(1-h/R)(1+1/λ)+(h/R)2