贴片电阻进货检验规范标准
共 1 页
进货检验流程及规范模板
1.0目的: 确保未经检验或验证合格的原材料、外协件及供方提供的物品不投入使用或加工, 防止不合格物料进入生产流程, 保证过程产品符合规定要求。 2.0适用范围: 适用于本公司所有外协、外购产品的检验。 3.0职责: 3.1 物流部 3.2 品管部:
3.3采购部: 3.4 生产部: 4.0进料检验细则:
5.1 入库送检: 物流部在规定时间完成物料点收( 含质量证明文件或检测报告) 、标识, 填写《送检单》, 填写内容要求完整, 物料到库半小时内送品管部报检。 5.2 进货检验流程: 5.2.1品管部收到《送捡单》( 含质量证明文件或检测报告) 半小时内回复检验及完成时间。 5.2.2 标准确认: 来料检验员根据具体来料标识卡、物流部报检单, 查找相对应来料检验标准。 5.2.3抽样: 根据来料数量按《产品抽样检验管理办法》确定抽样方案并取样。 5.2.4测量/实验: 5.2.4.1 进料检验进行来料标识确认: 送货单位、产品名称、规格型号、日期、是否环保等内容标识完整; 标识卡内容不完整或者无物流标识, 物流部负责纠正, 品管部进行跟踪验证。 5.2.4.2 检测实验报告及其它质量证明文件的确认、点收: 确认无误按《文件控制程序》归档备查, 如送货单位无检测实验报告及其它质量证明文件, 内部联络采购部, 依《不符合、纠正和预防措控制程序》处理。 5.2.4.3 产品包装防护确认: 目测检查产品包装外箱是否满足搬
运、运输及储存要求, 不符合要求, 内部联络采购部, 依《不符合、纠正和预防措控制程序》处理。 5.2.4.4外观检查: 不允许有麻点, 色差、锈迹、裂纹、油污、碰伤、字迹清楚、破损、缩水、水纹、变形等, 按品管部检验标准执行。 5.2.4.5尺寸测量: 按品管部图纸及检验标准执行。 5.2.4.6性能实验: 按品管部图纸及检验标准执行。 5.2.4.7报告填写: 依据来料标识及《报检单》填写《来料检验报告》抬头栏: 供应商名称、来料日期、数量、客户名称、合同编号、检验员、检验日期及抽样方案Ac-----接收数Re------拒收数等。依据检验标准完整填写检测项目、标准要求, 测量/实验工具或者方法及实际测量结果。 5.2.5 判定: 5.2.5.1测量/实验结果同标准要求比对, 超出标准在判定栏画”X”、未超出标准范围内在判定栏画”∨”完成判定, 签字确认后, 报品管部经理审核, 如不合格, 填写《不合格处理单》按《不合格控制程序》处理, 最终不合格评审意见及时通知生产部、采购部联络供应商, 填写《供应商纠正预防措施表》, 按《纠正预防措施控制程序》处理。 5.2.6 标识: 来料检验员根据《不合格处理单》评审最终处理意见做好来料状态标识。 5.3 处理:
电阻件检验规范(含表格)
电阻件检验规范 (IATF16949-2016/ISO9001-2015) 1.0目的: 1.1确保生产所需电阻材料均能正确检验,以确认其符合品质要求。 2.0范围: 2.1本公司电阻材料包括贴片电阻、炭膜电阻等各类电阻。 2.2 电阻材料入料检验和制程材料确认。 3.0职责: 3.1仓库:负责确认进料物料的相关资料、产品的相关核对及物料送检、保存动作。 3.2品管部:负责对进料进行检验判定、资料分发及品质资料存档。 3.3资材部:负责供应商异常情况联络,品管检验不良品跟进处理。 4.0名词定义: 4.1IQC:进料品质检验 4.2 SQE:供应商品质工程师 5.0步骤: 5.1 抽样方式依《检验抽样管理规范》进行抽样。 5.2 检验注意事项: 5.2.1 核对有无公司零件图或物料承认书及首件样品,若无则不予验收。 5.2.2 尺寸规格依据物料承认书或公司零件图中之数据;尺寸检验合格时,记录于报告中;若有尺寸检验不合格时,将重点检验不合格数据全部记录于检验
表单中。 5.2.3 检验项目为本公司设备,治具,能力所无法验证之部分的物料,则依供应商之出厂检验报告为保证依据。 5.2.4 一般检验依5.3之项目执行,若有特殊项目或标准则依特殊要求检验,检验的记录则填写于备注栏,或附件中。 5.3 常规的检验项目: 注: 1.每批检验须有记录,其它各项在有异常需要时备注或附上相关记录。 2.尺寸规格依据物料承认书或公司零件图中之数据保持二位小数取得,其公差不变;尺寸检验合格时,将实测的最大值与最小值记录于报告中,若有尺寸检验不合格时,将重点检验不合格数据全部记录于检验表单中。 3.对于外观:全部内容都需要检验到位,记录3~5个重要方面即可。 4.检验项目为本公司设备、治具,能力所无法验证之部分的物料,则依供应商之出厂检验报告为保证依据。 5.一般检验依5.3之项目执行,若有特殊项目或标准则依特殊要求检验,检验之记录则填写于备注栏或附件中。
进货检验流程规范
进货检验流程规范 1、目的 监控所有进料质量,确认采购的辅助材料、化学品、外协品,符合本公司的品质要求。 2、适用范围 本办法规定了辅助材料、化学品、外协品的进货检验基本流程规范。 3、职责 3.1物资部负责进货产品的送检工作。 3.2物资部负责对进厂各种物料的品名、数量及外包装的验收工作,按贮存标准分类保 管及各种物资入库、出库的搬运装卸工作。 3.3技术部负责制定采购物料的材料技术规格书及检测标准。 3.4品质管理部负责检测作业指导书的制定、采购物资的检验和验证,并对质量问题进 行反馈。 3.5 品质管理部SQE工程师负责将来料异常质量问题通过物资部反馈给供应商,并追 踪后续供应商的改善情况并确认改善效果。 4、管理内容 4.1流程图 [辅料检验流程图] (附件一)。 4.2进料点收 4.2.1供应商送货时先由仓管人员进行收货,若于收货前发现品名、数量、重量与实物不符,物料不经IQC(物料检验)直接由仓管人员负责处理。 4.2.2点收合格后由仓管人员将货物移至待检区,并发起系统送检,同时把随货所附的COC或COA一并交付并通知IQC人员进行检验工作。 4.3物料检验流程 4.3.1 IQC检验人员接到仓库的送检信息后,首先去仓库待检区核对物料,核对内容包括随货所附COC或COA和物料外包装上的批次号、供应商信息、客户信息等。核对无误后实施抽样检验。依据[各类辅料材料规格书]与[进货检验作业指导书]所规定的项目和要求执行检验。 4.3.2 物料检验完成后,IQC检验人员应填写[进货检验判定报告],把物料的检测结果,依据该物料的[材料规格书]判定为合格或不合格,并由主管领导会签确认。
作业指导书贴片电阻
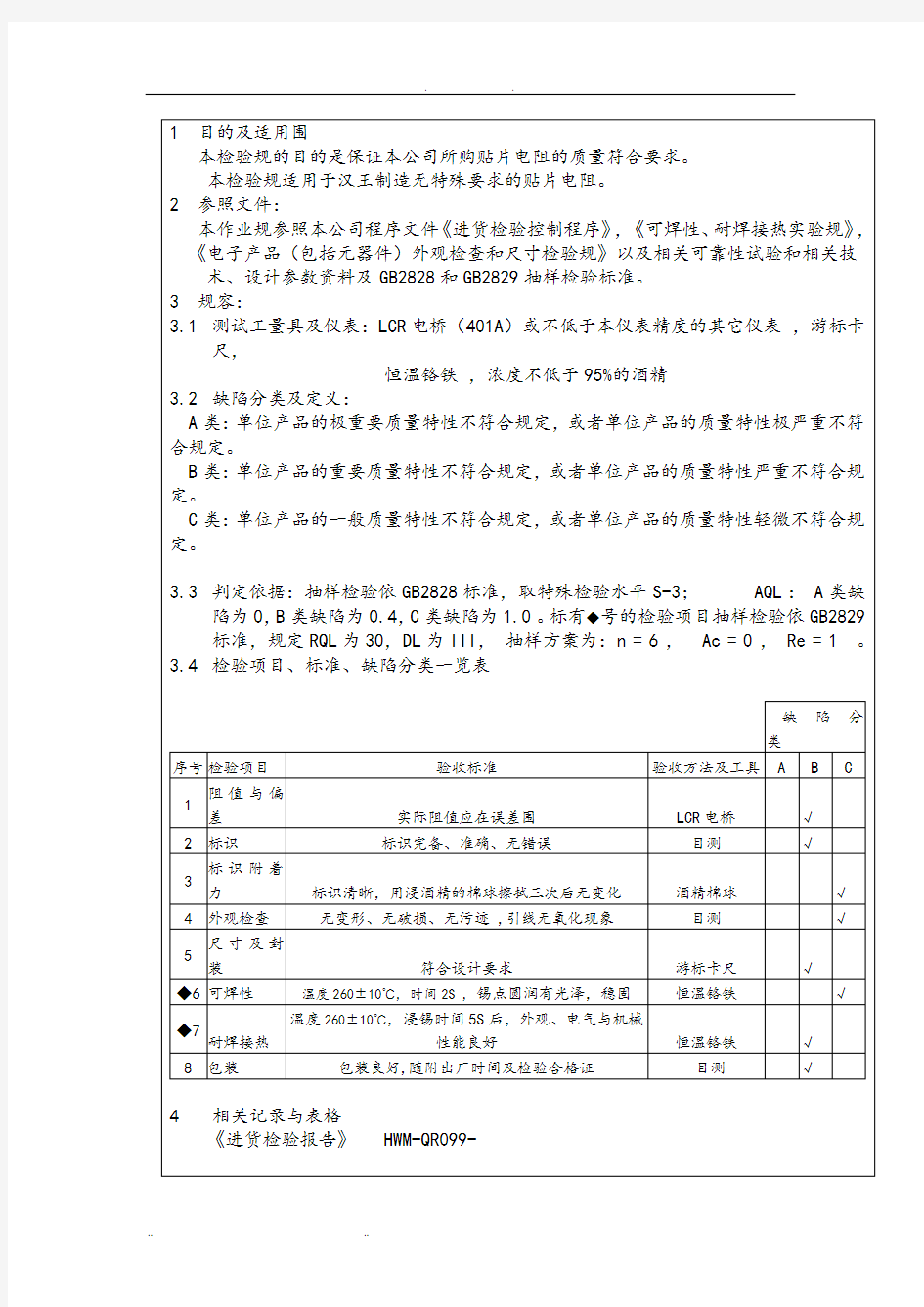
第 1 页共 1 页 作业指导书进货检验规范(贴片电阻)编号 第 2 版第 0 次修改生效日期 受控状态分发号
1 目的及适用范围 本检验规范的目的是保证本公司所购贴片电阻的质量符合要求。 本检验规范适用于汉王制造有限公司无特殊要求的贴片电阻。 2 参照文件: 本作业规范参照本公司程序文件《进货检验控制程序》,《可焊性、耐焊接热实验规范》,《电子产品(包括元器件)外观检查和尺寸检验规范》以及相关可靠性试验和相关技 术、设计参数资料及GB2828和GB2829抽样检验标准。 3 规范内容: 3.1测试工量具及仪表:LCR电桥(401A)或不低于本仪表精度的其它仪表,游标卡尺, 恒温铬铁,浓度不低于95%的酒精 3.2缺陷分类及定义: A类:单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定。 B类:单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定。 C类:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定。 3.3判定依据:抽样检验依GB2828标准,取特殊检验水平S-3; AQL : A类缺陷为0,B 类缺陷为,C类缺陷为。标有◆号的检验项目抽样检验依GB2829标准,规定RQL为30,DL 为III,抽样方案为:n = 6 , Ac = 0 , Re = 1 。 3.4检验项目、标准、缺陷分类一览表 缺陷分 类 序号检验项目验收标准验收方法及工具A B C 1 阻值与偏 差实际阻值应在误差范围内LCR电桥√ 2 标识标识完备、准确、无错误目测√ 3 标识附着 力标识清晰,用浸酒精的棉球擦拭三次后无变化酒精棉球√ 4 外观检查无变形、无破损、无污迹 ,引线无氧化现象目测√ 5 尺寸及封 装符合设计要求游标卡尺√ ◆6 可焊性温度260±10℃, 时间2S , 锡点圆润有光泽,稳固恒温铬铁√ ◆7 耐焊接热温度260±10℃, 浸锡时间5S后,外观、电气与机械 性能良好恒温铬铁√ 8 包装包装良好,随附出厂时间及检验合格证目测√ 4相关记录与表格 《进货检验报告》 HWM-QR099- 批准人签名审核人签名制定人签名 批准日期审核日期制定日期
电阻焊检查标准 (1)
HES E 001-05 电 阻 焊 检 查 标 准
1.概述 此项标准明确了强度等级260~980MPa且厚度不大于4.0mm(*1)的钢板点焊(包括连续缝焊和滚动焊)的外观检查方法及标准,也适用于强度等级在260~270MPa(*2)的普碳钢板的凸焊和缝焊。 备注: (*1)汽车用热轧钢板及带钢参照HES C 051,汽车用冷扎钢板及带钢参照HES C 052,汽车用热浸镀锌钢板及带钢参照HES C 071。 (*2)该标准适用于含碳量<0.15%的普碳钢,包括表面处理钢板,例如镀锌钢板和防锈钢板。 说明: 此标准中采用的单位和数值的表示方法参照的是国际单位体系(SI),用{}特殊标注的数值是指经验值。 2.分类及标注方法 每个组成部件和分总称分为A、B、C三个强度等级和a、b、c三个外观等级,该标准应该在接收标准,量产检查标准、以及作业标准中明确。 2.1强度等级分类 完成车以及零部件根据结构强度分为A、B、C三个等级。 2.2外观等级分类 完成车中对外观有要求的部分分成如表1所示的三个等级。 2.3标准方法 当对强度和外观都有等级要求时,分类及标注方法如表2所示。如果不要求标注外观等级,则应该仅对强度进行标注。但是,在这种情况下对外部缺陷的要求应参照4.3部分。 表2 3.试片 3.1点焊试片 点焊试片参照标注JIS Z 3136。
3.2凸焊试片 用于断面检查的试片应该使用产品的形状,用于剪切应力检查的试片应该采用图1所示的形状,凸焊的各个尺寸要求参照HES A 1018。 表3 备注: 1.上图是一个环形焊缝的例子。检测时必须在试片上固定一个支撑(图中阴影部分所使用的材料及厚度需要可以抵抗所施加的拉力)。固定时需要注意固定的位置及方法(如果采用点焊固定,就要注意由于焊接热应力产生的扭曲)。 2.当不同板厚和材质的板材结合时,试片的尺寸标准应该以(材料强度)×(板厚)值较小的板材为参照。如果为三层板或者是多层板结合,试片的尺寸标准应参照两个承载的板材。 3.3缝焊试片 试片的形状如图1所示,沿着标记线进行切割。对密闭性有要求的试片形状如图2所示。 图1
常用贴片电阻
相关资料: 优先数及优先数系 由于各种产品的特征互不相同,不可能都按一个公比形成系列,客观上需要这样一种数列,即项数较少的数列包含在项数较多的数列中,并且按照十进的规律能向两端无限延伸,这就是优先数列。 优先数和优先数系是一种科学的数值制度,它是一种无量纲的分级数系,适用于各种量值的分级。它又是十进几何级数,它对于标准化对 E -24系列:常用于精度为5%的贴片电阻 (单位:Ω) E-24 1Ω~10Ω 10Ω~ 100Ω 100Ω~1k Ω 1k Ω~10k Ω 10k Ω~ 100k Ω 100k Ω~1M Ω 1M Ω~10M Ω 标准 实际 标准 实际 标准 实际 标准 实际 标准 实际 标准 实际 标准 实际 标准值 表示法 电阻值 表示法 电阻值 表示法 电阻值 表示法 电阻值 表示法 电阻值 表示法 电阻值 表示法 电阻值 1 1R0 1Ω 100 10Ω 101 100Ω 10 2 1k Ω 10 3 10k Ω 10 4 100k Ω 10 5 1M Ω 1.1 1R1 1.1Ω 110 11Ω 111 110Ω 112 1.1k Ω 113 11k Ω 114 110k Ω 115 1.1M Ω 1.2 1R2 1.2Ω 120 12Ω 121 120Ω 122 1.2k Ω 123 12k Ω 124 120k Ω 125 1.2M Ω 1.3 1R3 1.3Ω 130 13Ω 131 130Ω 132 1.3k Ω 133 13k Ω 134 130k Ω 135 1.3M Ω 1.5 1R5 1.5Ω 150 15Ω 151 150Ω 152 1.5k Ω 153 15k Ω 154 150k Ω 155 1.5M Ω 1. 6 1R6 1.6Ω 160 16Ω 161 160Ω 162 1.6k Ω 163 16k Ω 164 160k Ω 165 1.6M Ω 1.8 1R8 1.8Ω 180 18Ω 181 180Ω 182 1.8k Ω 183 18k Ω 184 180k Ω 185 1.8M Ω 2 2R0 2Ω 200 20Ω 201 200Ω 202 2k Ω 203 20k Ω 204 200k Ω 205 2M Ω 2.2 2R2 2.2Ω 220 22Ω 221 220Ω 222 2.2k Ω 223 22k Ω 224 220k Ω 225 2.2M Ω 2.4 2R4 2.4Ω 240 24Ω 241 240Ω 242 2.4k Ω 243 24k Ω 244 240k Ω 245 2.4M Ω 2.7 2R7 2.7Ω 270 27Ω 271 270Ω 272 2.7k Ω 273 27k Ω 274 270k Ω 275 2.7M Ω 3 3R0 3Ω 300 30Ω 301 300Ω 302 3k Ω 303 30k Ω 304 300k Ω 305 3M Ω 3.3 3R3 3.3Ω 330 33Ω 331 330Ω 332 3.3k Ω 333 33k Ω 334 330k Ω 335 3.3M Ω 3.6 3R6 3.6Ω 360 36Ω 361 360Ω 362 3.6k Ω 363 36k Ω 364 360k Ω 365 3.6M Ω 3.9 3R9 3.9Ω 390 39Ω 391 390Ω 392 3.9k Ω 393 39k Ω 394 390k Ω 395 3.9M Ω 4.3 4R3 4.3Ω 430 43Ω 431 430Ω 432 4.3k Ω 433 43k Ω 434 430k Ω 435 4.3M Ω 4.7 4R7 4.7Ω 470 47Ω 471 470Ω 472 4.7k Ω 473 47k Ω 474 470k Ω 475 4.7M Ω 5.1 5R1 5.1Ω 510 51Ω 511 510Ω 512 5.1k Ω 513 51k Ω 514 510k Ω 515 5.1M Ω 5.6 5R6 5.6Ω 560 56Ω 561 560Ω 562 5.6k Ω 563 56k Ω 564 560k Ω 565 5.6M Ω 6.2 6R2 6.2Ω 620 62Ω 621 620Ω 622 6.2k Ω 623 62k Ω 624 620k Ω 625 6.2M Ω 6.8 6R8 6.8Ω 680 68Ω 681 680Ω 682 6.8k Ω 683 68k Ω 684 680k Ω 685 6.8M Ω 7.5 7R5 7.5Ω 750 75Ω 751 750Ω 752 7.5k Ω 753 75k Ω 754 750k Ω 755 7.5M Ω 8.2 8R2 8.2Ω 820 82Ω 821 820Ω 822 8.2k Ω 823 82k Ω 824 820k Ω 825 8.2M Ω 9.1 9R1 9.1Ω 910 91Ω 911 910Ω 912 9.1k Ω 913 91k Ω 914 910k Ω 915 9.1M Ω
进货检验流程规范
进货检验流程规范 1、目的 通过监控所有进料质量,确保采购的原辅材料质量符合本公司的品质要求。 2、适用范围 适用于产品检测部对到货原辅材料执行进货检验时的基本流程。 3、职责 3.1商务部负责进货产品的送检工作。 3.2仓库负责对进厂各种物料的品名、数量及外包装的验收工作,按贮存标准分类保管及各种物资入库、出库的搬运装卸工作。 3.3生产技术部负责制定采购物料的材料技术规格书及检测标准的制定。3.4产品检测部负责检测作业指导书,检测仪器操作规范的编制、采购物资的检验和验证,对质量异常问题进行会签确认并追踪。 3.5品管部负责进货检验流程的制定并监督流程执行的有效性。负责异常物料的供应商改善反馈及后续追踪确认。 4、管理内容 4.1流程图 [ 原辅料检验流程图] (附件一)。 4.2进料点收 4.2.1供应商送货时先由仓库保管员进行收货,若于收货前发现品名、数
量、重量与实物不符,物料不经IQC(原料检验员)直接由仓库保管员负责处理。 4.2.2点收合格后,对于需要产品检测部IQC 人员检测的物料由仓管人员将货物移至待检区并发起一份《产品请检单》,把随货所附的产品合格证或产品检验单一并交付并通知IQC 人员进行检验工作。 4.2.3所有到货的原辅材料及设备零部件,仓库库管员在收货后,都要要求请购部分填写一份《来料检验报告单》,确认所请购的物料要求是否符合使 用要求。 4.3物料检验流程 4.3.1IQC 检验人员接到仓库的请检信息后,首先去仓库核对物料,核对内容包括随货所附产品合格证或产品检验单和物料外包装上的批次号、供应商信息、客户信息等。核对无误后实施抽样检验。依据《产品检测中心抽样规定》与《各类原辅材料进货检验作业指导书》所规定的项目和要求执行检验。 4.3.2物料检验完成后,IQC 检验人员应填写《原料检验报告单》,把物料的检测结果,依据该物料的[ 材料检验标准]判定为合格或不合格,确认完成的检测结果签字后以打印或邮件形式发往商务部、生产技术部、品管部、及公司领导各一份。 4.3.3对于产品检测部判定为合格的物料,由IQC 人员在《原料检验报告单》直接盖合格章。对于判定为不合格的物料,由产品检测部人员发起一
进货检验流程及其检验方法
进货检验流程及其检验方法 摘要:进货检验主要是对供应商提供过来的原材料进行检验,确保未经检验或验证合格的原材料、外协件及供方提供的物品不投入使用或加工,防止不合格物料进入生产流程,保证过程产品符合规定要求。 什么是进货检验? 进货检验,主要是指企业购进的原材料、外购配套件和外协件入厂时的检验,这是保证生产正常进行和确保产品质量的重要措施。为了确保外购物料的质量,入厂时的验收检验应配备专门的质检人员,按照规定的检验内容、检验方法及检验数量进行严格认真的检验。 进货检验的目的 确保未经检验或验证合格的原材料、外协件及供方提供的物品不投入使用或加工,防止不合格物料进入生产流程,保证过程产品符合规定要求。 进货检验的形式 进货检验包括首件(批)样品检验和成批进货检验两种。①首件(批)样品检验。 首件(批)样品检验的目的,主要是为对供应单位所提供的产品质量水平进行评价,并建立具体的衡量标准。所以首
件(批)检验的样品,必须对今后的产品有代表性,以便作为以后进货的比较基准。通常在以下3种情况下应对供货单位进行首件(批)检验:a.首次交货;.设计或产品结构有重大变化;c.工艺方法有重大变化,如采用了新工艺或特殊工艺方法,也可能是停产很长时间后重新恢复生产。 ②成批进货检验。 成批进货检验,可按不同情况进行A,B,C分类,A类是关键的,必检;B类是重要的,可以全检或抽检;C类是一般的,可以实行抽检或免检。这样,既要保证质量,又可减少检验工作量。成批进货检验既可在供货单位进行,也可在购货单位进行,但为保证检验的工作质量,防止漏检和错检,一般应制定“入库检验指导书”或“入库检验细则”,其形式和内容可根据具体情况设计或规定。进货物料经检验合格后,检验人员应做好检验记录并在入库单上签字或盖章,及时通知库房收货,做好保管工作。对于原材料、辅材料的入厂检验,往往要进行理化检验,如分析化学成分、机械性能试验等工作,验收时要着重材质、规格、炉批号等是否符合规定。 进货检验流程 对于来自供应商提供过来的原材料后,我们需对材料进行检
进货检验流程及规范
1.0目的: 确保未经检验或验证合格的原材料、外协件及供方提供的物品不投入使用或加工,防止不合格物料进入生产流程,保证过程产品符合规定要求。 2.0适用范围: 适用于本公司所有外协、外购产品的检验。 3.0职责: 3.1 物流部: 3.2 品管部: 职责1 协助技术部制定进料的检验标准和检验规范 职责3 按照公司规定的分类检验方法,对部分需进行分选检验的零件进行检验, 防止不合格品入库并投入使用 职责4 识别和记录进料质量问题,对供应商提出质量改进建议 职责5 通过再检验,验证供应商纠正措施的实施效果 职责6 拒收进料中的不合格材料和物件 职责7 做好质量原始记录,对所检物品的质量情况进行统计、分析、上报 职责2 按照相关标准、要求、图纸、检验方法和进料检查程序,对原材料、外购件、 外协件、包装物进行检验 职责9 参加外协厂送样产品检验结果的讨论,并保管好讨论记录 职责10 妥善处理进料出现的质量异常问题 职责11 协助采购部处理不合格材料的退货工作 职责12 对原料供应商、协作厂商交货质量进行整理、分析与评价 职责13 对进料的规格和质量提出改善意见或建议 职责8 参加外协品定点前的考察和外协厂的质量保证能力的评估工作 职责1 负责物料的点收、保管、记录、标示、送检、入库、退货; 职责2 负责物料的储存期限管制; 职责3 负责对超过储存期限的物料报检;
3.3采购部: 3.4 生产部: 4.0进料检验细则: 检测项目 要求 判定准则 反应计划 标识验证 送货单位、产品名称、规格型号、日期、等内容 标识不完整不合格 报告、纠正、联络 检验报告确认 每批次进料供应商必须提供《检验报告》 无《检验报告》不合格 报告、标识、联络 化学成分报告确认 每批次进料供应商必须提《化学成分报告》 无《化学成分报告》不合格 报告、联络 物理性能报告 每批次进料供应商必须提《物理性能报告》 无《物理性能报告》不合格 报告、联络 数量验证 不允许少于送货单数量 数量少不合格 报告、联络 包装/产品防护确认 按采购合同要求/满足产品搬运、运输防护等要求 不符合合同订单、防护 要求不合格 报告、联络 外观检验验证 不允许有麻点,色差、锈迹、裂纹、油污、 碰伤、 字迹清楚、破损、缩水、水纹、变形等 图纸或者比对标准样品 报告、联络 尺寸检测验证 按图纸或者品管部检验规范 超出公差不合格 报告、标识、联络 性能测试 按图纸或者品管部检验规范 超出标准不合格 报告、标识、联络 5.1 入库送检: 物流部在规定时间完成物料点收(含质量证明文件或检测报告)、标识,填写《送检单》,填写内容要求完整,物料到库半小时内送品管部报检。 5.2 进货检验流程: 5.2.1品管部收到《送捡单》(含质量证明文件或检测报告)半小时内回复检验及完成时间。 5.2.2 标准确认: 来料检验员根据具体来料标识卡、物流部报检单,查找相对应来料检验标准。 5.2.3抽样: 根据来料数量按《产品抽样检验管理办法》确定抽样方案并取样。 5.2.4测量/实验: 职责15 进料库存品的抽验以及鉴定报废品 职责14 完成上级领导临时交办的其他任务 职责1 负责不合格来料让步接受,特采后,挑选、返修等具体纠正事宜 职责2 负责与供方联络处理来料不良,反馈进料及其它物品的质量信息给供方; 职责1 协助质管部处理不合格品。
贴片电阻标准阻值表
文档来源为:从网络收集整理.word 版本可编辑.欢迎下载支持. 标准阻值表 OHM CODE OHM CODE OHM CODE OHM CODE OHM CODE 10 10R0 100 1000 1.00K 1001 10.0K 1002 100K 1003 10.2 10R2 102 1020 1.02K 1021 10.2K 1022 102K 1023 10.5 10R5 105 1050 1.05K 1051 10.5K 1052 105K 1053 10.7 10R7 107 1070 1.07K 1071 10.7K 1072 107K 1073 11 11R0 110 1100 1.10K 1101 11.0K 1102 110K 1103 11.3 11R3 113 1130 1.13K 1131 11.3K 1132 113K 1133 11.5 11R5 115 1150 1.15K 1151 11.5K 1152 115K 1153 11.8 11R8 118 1180 1.18K 1181 11.8K 1182 118K 1183 12.1 12R1 121 1210 1.21K 1211 12.1K 1212 121K 1213 12.4 12R4 124 1240 1.24K 1241 12.4K 1242 124K 1243 12.7 12R7 127 1270 1.27K 1271 12.7K 1272 127K 1273 13 13R0 130 1300 1.30K 1301 13.0K 1302 130K 1303 13.3 13R3 133 1330 1.33K 1331 13.3K 1332 133K 1333 13.7 13R7 137 1370 1.37K 1371 13.7K 1372 137K 1373 14 14R0 140 1400 1.40K 1401 14.0K 1402 140K 1403 14.3 14R3 143 1430 1.43K 1431 14.3K 1432 143K 1433 14.7 14R7 147 1470 1.47K 1471 14.7K 1472 147K 1473 15 15R0 150 1500 1.50K 1501 15.0K 1502 150K 1503 15.4 15R4 154 1540 1.54K 1541 15.4K 1542 154K 1543 15.8 15R8 158 1580 1.58K 1581 15.8K 1582 158K 1583 16.2 16R2 162 1620 1.62K 1621 16.2K 1622 162K 1623 16.5 16R5 165 1650 1.65K 1651 16.5K 1652 165K 1653 16.9 16R9 169 1690 1.69K 1691 16.9K 1692 169K 1693 17.4 17R4 174 1740 1.74K 1741 17.4K 1742 174K 1743 17.8 17R8 178 1780 1.78K 1781 17.8K 1782 178K 1783 18.2 18R2 182 1820 1.82K 1821 18.2K 1822 182K 1823 18.7 18R7 187 1870 1.87K 1871 18.7K 1872 187K 1873 19.1 19R1 191 1910 1.91K 1911 19.1K 1912 191K 1913 19.6 19R6 196 1960 1.96K 1961 19.6K 1962 196K 1963 20 20R0 200 2000 2.00K 2001 20.0K 2002 200K 2003 20.5 20R5 205 2050 2.05K 2051 20.5K 2052 205K 2053 21 21R0 210 2100 2.10K 2101 21.0K 2102 210K 2103 21.5 21R5 215 2150 2.15K 2151 21.5K 2152 215K 2153 22.1 22R1 221 2210 2.21K 2211 22.1K 2212 221K 2213 22.6 22R6 226 2260 2.26K 2261 22.6K 2262 226K 2263 23.2 23R2 232 2320 2.32K 2321 23.2K 2322 232K 2323 23.7 23R7 237 2370 2.37K 2371 23.7K 2372 237K 2373 24.3 24R3 243 2430 2.43K 2431 24.3K 2432 243K 2433 24.9 24R9 249 2490 2.49K 2491 24.9K 2492 249K 2493 25.5 25R5 255 2550 2.55K 2551 25.5K 2552 255K 2553 26.1 26R1 261 2610 2.61K 2611 26.1K 2612 261K 2613 26.7 26R7 267 2670 2.67K 2671 26.7K 2672 267K 2673 27.4 27R4 274 2740 2.74K 2741 27.4K 2742 274K 2743 28 28R0 280 2800 2.80K 2801 28.0K 2802 280K 2803 28.7 28R7 287 2870 2.87K 2871 28.7K 2872 287K 2873 29.4 29R4 294 2940 2.94K 2941 29.4K 2942 294K 2943 30.1 30R1 301 3010 3.01K 3011 30.1K 3012 301K 3013
进货检验规范
进货检验规范 The latest revision on November 22, 2020
1、目的 对公司的采购物资(原辅材料、外协的质量进行检验把关),凡不合格的均不能入库和投产,确保质量符合规定要求。 2、适用范围 本规程适用于公司的采购物资在入库前的检验和试验。 3、验收依据 a、产品图样 b、检验规范 c、双方签订的合同和技术质量协议 d、有关的国家行业标准 4. 工作内容 4.1按进公司物资分原材料、一般物资、辅料等。 a.重要物资主要为:钢材、铝型材、玻纤布、腊、帘布、塑料件等外协件。 b.一般物资为:五金标准件。 c.辅料:印制版、胶带、包材、工具等。 质检人员根据采购、仓库人员的物资报检情况,进行检验。 4.2对重要物资中的外协配套件以双方签订的质量协议书进行验收,主要以图纸的技术要求为主。钢材、腊、树脂以核对原厂合格证明(复印件、传真件)为主。
4.3对原材料的验收主要查阅出厂检验报告、合格证,质量证明书,做好规格、外观验收记录,需要时其化学成份及机械性能委外进行检验。 4.4对一般物资主要以验证为主,主要查阅合格证或质量证明书,进行外观、规格检查。 4.5辅料有仓库管理人员根据采购单/合同、入库单等直接进行验收、入库。。 4.6质检人员对物资检验和试验结果作好记录并收集有关质量文件归档。 4.7未经检验或验收的不合格的物资不得投入使用或加工。 4.8进货检验判定 4.8.1进货检验判定依据:外协外购件进货检验规程、产品图纸、技术等。 4.8.2批次允收准则:进料检验必须以“0”缺陷为允收准则。 4.9检验工作程序 供方供货——〉采购员(仓库)报检——〉检验员对待检物料进行抽样检验并填写检验结果——〉质量部判定是否合格并批准同意入库。 供方首次供货: 供方必须将样件、自检报告单、生产许可证、营业执照和注册证书复印件等交由采购,质量部依据图纸等技术要求制定检验项目,交检验员进行检验,检验人员填写检验单。 样件检验完毕后,检验单交由采购,以据此做出鉴定报告,采购通知供方并列入“合格供方名录”,根据供方情况制定初步供货份额。 非首次供货: 供方须待检验报告(材质保证及物理性能报告),仓库报检,检验员确认后进行检验,检验后检验员将检验数据和相关资料交质量负责人批准,合格后方可办理入库手续。
原材料、外购件、外包件进货检验规范
原材料、外购件、外包件进货检验规范 篇一:原材料外购件进货检验规程 原材料、外购件进货检验规程 1. 目的 对原材料、外购件进货检验过程实施控制,确保采购产品的质量符合规定的要求。 2. 适用范围 本规程适用于本公司采购的进货检验。 3. 定义:无 4. 职责 4.1采购部门负责进货产品的送检工作。 4.1.1采购人员负责下达《原材料请验单》(以下简称《请验单》); 4.1.2质检部检验员根据《请验单》负责进货产品的检验和试验; 4.1.3采购部根据各部门反应的信息对供应商进行考评; 4.2仓储部门负责进货产品进行登记入库。 4.3生产技术部门负责提供进货产品的检验和试验依据。 4.4质检部门负责进货产品检验和试验的工作指导,并对质量问题进行仲裁。 5. 工作内容 5.1原材料的分类
根据原材料对最终产品影响重要程度,将其分为关键项、重要项和一般项:关键项:即保证安全项,指如果不满足要求,将危及人身安全并导致产品不能完成主要任务的特性。 重要项:即重要原材料,构成最终产品的主要部分或关键部分,直接影响最终产品的使用或安全性能,可能导致顾客严重投诉、对产品实现有重要影响的物资。 一般项:即一般原材料,构成最终产品非关键部位的批量物资,它一般不影响最终产品的质量。 由生产技术部汇总后编制《采购物资分类明细表》。 5.2进货检验判定标准 进货检验判定依据:《原材料进货检验规程》、产品图纸、技术标准等。 批次允收准则:进料检验必须以“0”缺陷为允收准则;其中关键项、重要项合格率100%,一般项不低于92%。 5.3检验工作程序 供方供货——〉采购员送达《验收单》——〉检验员对待检物料进行抽样检验并填写检验结果——〉交质量经理判定是否合格并批准同意入库。 供方首次供货: 供方必须将样件、自检报告单、合格证、生产许可证、营业执照和注册证书复印件等交由采购部门《请验单》,质量负责人依据图纸等技术要求制定检验项目,交检验员进行
贴片电阻标准阻值表
标准阻值表 E-96 F(+1%) Standard Resistance Table OHM CODE OHM CODE OHM CODE OHM CODE OHM CODE 10 10R0 100 1000 1.00K 1001 10.0K 1002 100K 1003 10.2 10R2 102 1020 1.02K 1021 10.2K 1022 102K 1023 10.5 10R5 105 1050 1.05K 1051 10.5K 1052 105K 1053 10.7 10R7 107 1070 1.07K 1071 10.7K 1072 107K 1073 11 11R0 110 1100 1.10K 1101 11.0K 1102 110K 1103 11.3 11R3 113 1130 1.13K 1131 11.3K 1132 113K 1133 11.5 11R5 115 1150 1.15K 1151 11.5K 1152 115K 1153 11.8 11R8 118 1180 1.18K 1181 11.8K 1182 118K 1183 12.1 12R1 121 1210 1.21K 1211 12.1K 1212 121K 1213 12.4 12R4 124 1240 1.24K 1241 12.4K 1242 124K 1243 12.7 12R7 127 1270 1.27K 1271 12.7K 1272 127K 1273 13 13R0 130 1300 1.30K 1301 13.0K 1302 130K 1303 13.3 13R3 133 1330 1.33K 1331 13.3K 1332 133K 1333 13.7 13R7 137 1370 1.37K 1371 13.7K 1372 137K 1373 14 14R0 140 1400 1.40K 1401 14.0K 1402 140K 1403 14.3 14R3 143 1430 1.43K 1431 14.3K 1432 143K 1433 14.7 14R7 147 1470 1.47K 1471 14.7K 1472 147K 1473 15 15R0 150 1500 1.50K 1501 15.0K 1502 150K 1503 15.4 15R4 154 1540 1.54K 1541 15.4K 1542 154K 1543 15.8 15R8 158 1580 1.58K 1581 15.8K 1582 158K 1583 16.2 16R2 162 1620 1.62K 1621 16.2K 1622 162K 1623 16.5 16R5 165 1650 1.65K 1651 16.5K 1652 165K 1653 16.9 16R9 169 1690 1.69K 1691 16.9K 1692 169K 1693 17.4 17R4 174 1740 1.74K 1741 17.4K 1742 174K 1743 17.8 17R8 178 1780 1.78K 1781 17.8K 1782 178K 1783 18.2 18R2 182 1820 1.82K 1821 18.2K 1822 182K 1823 18.7 18R7 187 1870 1.87K 1871 18.7K 1872 187K 1873 19.1 19R1 191 1910 1.91K 1911 19.1K 1912 191K 1913 19.6 19R6 196 1960 1.96K 1961 19.6K 1962 196K 1963 20 20R0 200 2000 2.00K 2001 20.0K 2002 200K 2003 20.5 20R5 205 2050 2.05K 2051 20.5K 2052 205K 2053 21 21R0 210 2100 2.10K 2101 21.0K 2102 210K 2103 21.5 21R5 215 2150 2.15K 2151 21.5K 2152 215K 2153 22.1 22R1 221 2210 2.21K 2211 22.1K 2212 221K 2213 22.6 22R6 226 2260 2.26K 2261 22.6K 2262 226K 2263 23.2 23R2 232 2320 2.32K 2321 23.2K 2322 232K 2323 23.7 23R7 237 2370 2.37K 2371 23.7K 2372 237K 2373 24.3 24R3 243 2430 2.43K 2431 24.3K 2432 243K 2433 24.9 24R9 249 2490 2.49K 2491 24.9K 2492 249K 2493 25.5 25R5 255 2550 2.55K 2551 25.5K 2552 255K 2553 26.1 26R1 261 2610 2.61K 2611 26.1K 2612 261K 2613 26.7 26R7 267 2670 2.67K 2671 26.7K 2672 267K 2673 27.4 27R4 274 2740 2.74K 2741 27.4K 2742 274K 2743 28 28R0 280 2800 2.80K 2801 28.0K 2802 280K 2803 28.7 28R7 287 2870 2.87K 2871 28.7K 2872 287K 2873
进货检验流程及规范
1.0 目的: 确保未经检验或验证合格的原材料、外协件及供方提供的物品不投入使用或加 工,防止不合格物料进入生产流程,保证过程产品符合规定要求。 2.0 适用范围: 适用于本公司所有外协、外购产品的检验。 3.0职责: 3.1 物流部: 3.2 品管部:
3.3采购部: 3.4 生产部: 5.1 入库送检: 物流部在规定时间完成物料点收(含质量证明文件或检测报告)、标识,填写《送检单》,填写内容要求完整,物料到库半小时内送品管部报检。 5.2 进货检验流程: 5.2.1品管部收到《送捡单》(含质量证明文件或检测报告)半小时内回复检验及完成时间。 5.2.2 标准确认: 来料检验员根据具体来料标识卡、物流部报检单,查找相对应来料检验标准。 5.2.3抽样: 根据来料数量按《产品抽样检验管理办法》确定抽样方案并取样。
5.2.4测量/实验: 5.2.4.1 进料检验进行来料标识确认:送货单位、产品名称、规格型号、日期、是否环保等内容标识完整;标识卡内容不完整或者无物流标识,物流部负责纠正,品管部进行跟踪验证。 5.2.4.2 检测实验报告及其他质量证明文件的确认、点收:确认无误按《文件控制程序》归档备查,如送货单位无检测实验报告及其他质量证明文件,内部联络采购部,依《不符合、纠正和预防措控制程序》处理。 5.2.4.3 产品包装防护确认:目测检查产品包装外箱是否满足搬运、运输及储存要求,不符合要求,内部联络采购部,依《不符合、纠正和预防措控制程序》处理。 5.2.4.4外观检查:不允许有麻点,色差、锈迹、裂纹、油污、碰伤、字迹清楚、破损、缩水、水纹、变形等,按品管部检验标准执行。 5.2.4.5尺寸测量:按品管部图纸及检验标准执行。 5.2.4.6性能实验:按品管部图纸及检验标准执行。 5.2.4.7报告填写:依据来料标识及《报检单》填写《来料检验报告》抬头栏:供应商名称、来料日期、数量、客户名称、合同编号、检验员、检验日期及抽样方案Ac-----接收数 Re------拒收数等。依据检验标准完整填写检测项目、标准要求,测量/实验工具或者方法及实际测量结果。 5.2.5 判定: 5.2.5.1测量/实验结果同标准要求比对,超出标准在判定栏画“X”、未超出标准范围内在判定栏画“∨”完成判定,签字确认后,报品管部经理审核,如不合格,填写《不合格处理单》按《不合格控制程序》处理,最终不合格评审意见及时通知生产部、采购部联络供应商,填写《供应商纠正预防措施表》,按《纠正预防措施控制程序》处理。 5.2.6 标识:来料检验员根据《不合格处理单》评审最终处理意见做好来料状态标识。 5.3 处置: 5.3.1 合格:入库,物流部检查物料有无质量状态标识,如无质量状态标识,品管部进料检验立即纠正,物流部仓管验证后办理入库,安排适当的位置存放,标识。 5.3.2 不合格:物流部负责将其隔离,生产部根据《不合格品评审处置表》最终评审意见组织挑选,返工,品管部进料检验进行验证及质量状态标识。 5.3.2.1挑选:品管部来料检验负责现场挑选员工培训督导,并签限度样品,标识产品质量状态,进行不合格,合格统计,及时填写《供应商纠正预防措施表》具体按《纠正预防措施控制程序执行》;生产部负责组织挑选事宜,严格执行品质部挑选标准。 5.3.2.2 返修:生产部按《不合格处理单》最终评审意见组织返修,品管部制程验对返修进行检验、验证、标识。 5.3.4 退货:品管部来料检验对来料不合格产品进行统计、标识及记录《进货检验产品记录表》,仓库办理退货事宜,及记录。 5.4到期及超过储存期限进料的重检: 5.4.1 物流部按规定监管物料储存期限,对到期和超过储存期限的物料组织报检。 5.4.2 品管部按规定检验.,不合格按《不合格品控制程序》处理。 5.4.3 确认合格物料,物流部重新粘贴物料标识卡,检验标识质量状态及检验时间,并签字确认。 5.4.4 处置按本规定5.3执行。 5.5进料数据统计分析及反馈: 5.5.1进料检验按检验批次填写《供应商不合格品统计表》、《进料检验统计表》,根据《进料检验统计表》制作《进料质量月报》。