版全套焊接工艺评定表格
焊接工艺评定任务书
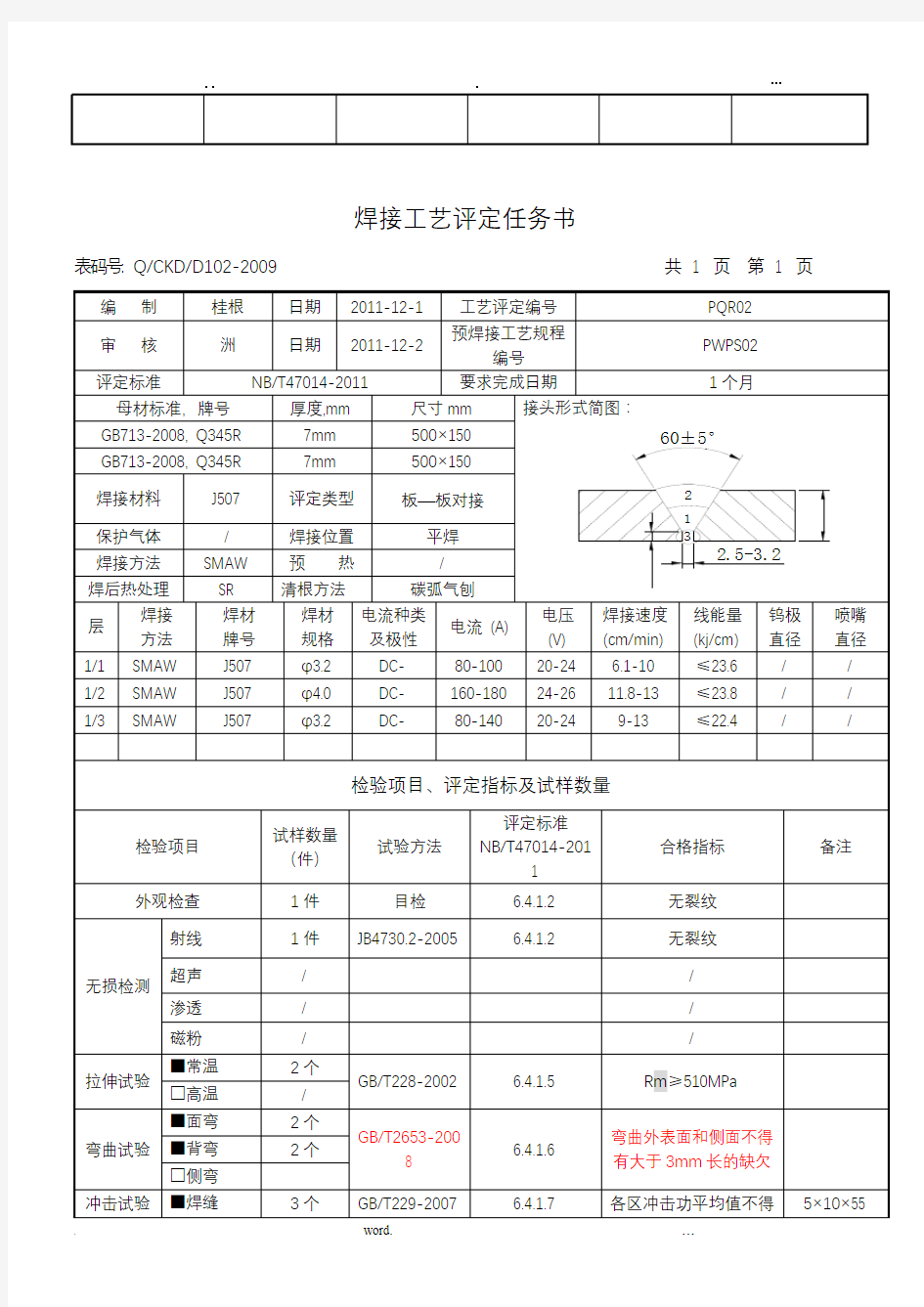
表码号: Q/CKD/D102-2009 共 1 页第 1 页
预焊接工艺规程
表码号: Q/CKD/D026-2009 共 2 页第 1 页
注:对每一种母材与焊接材料的组合均需分别填表
预焊接工艺规程
表码号: Q/CKD/D026-2009 共 2 页第 2 页
焊接工艺评定报告
表码号: Q/CKD/D027-2009 共 3 页第 1 页
焊接工艺评定报告
表码号: 共 3 页第 2 页
焊接工艺评定报告
表码号: Q/CKD/D027-2009 共 3 页第 3 页
表码号: Q/ZKD/D103-2009
焊接工艺评定作业指导书
1.总则 焊接工艺评定是产品正式焊接前应进行的试验工作,解决在具体条件下焊接工艺问题,是制定工艺技术文件的依据。规定了焊接工艺评定的具体操作程序,是焊接工艺评定的指导性文件。 2.定义 2.1焊接:通过加热、加压或两者并用,并且用或不用填充材料使焊件间达到原子结 合的一种加工工艺方法。 2.2焊接工艺评定:是在正式产品焊接前通过试验、预测焊接接头可焊性。若试验的 接头性能不合格,可以改变焊接工艺,直到评定合格为止,以解决在具体条件下实施焊接工艺问题。 3.工作程序 3.1工作程序流程图 3.2凡属下列条件均需进行焊接工艺评定: ?甲方制作标准中规定; ?结构钢材系首次使用; ?焊条、焊丝、焊剂的型号改变; ?焊接方法改变,或由于焊接设备的改变而引起焊接参数的改变。 3.2.1焊接工艺需改变: a. 双面焊、对接焊改为单面焊; b. 单面对接电弧焊增加或去掉垫板,埋弧焊的单面焊反面成型; c.坡口型式改变、变更钢板厚度,要求焊透的T型接头。 3.2.2需要预热、后热或焊后要做热处理。
3.3技术员在正式产品施焊之前分别向制作车间、焊研室下达焊接工艺委托书(具体 项目见附页)。 3.4工艺试验的钢材和焊接材料,应于工程上所用材料相同。 3.4.1工艺试验一般以对接接头为主,试验前应根据钢材的可焊性和设计要求 拟定试件的焊接工艺、焊后处理、检验程序和质量要求。 3.4.2要求焊透的T型接头,宜用与实际构件刚度相当的试件进行试验。 3.4.3工艺试验应包括现场作业中遇到的各种焊接位置,当现场有妨碍焊接操 作的障碍时,还应做模拟障碍的焊接试验。 3.5制作车间:配料员据委托书配出工艺评定所用材料的规格、尺寸、经划线、切割 等各工序加工完毕后转至焊研室。 3.6试样的加工与评定 3.6.1工艺试板的焊接应由持焊工合格证的焊工施焊。 3.6.2试验焊件焊缝的外观及内部质量无损检测,应按JGT81-91第六章的规 定进行检查、评比。 3.6.3试验人员将试样的截取方式在试件上划出后转至网架结构车间。 3.6.4网架结构车间据图样加工出试验所需试样再转焊研室进行试验。 3.6.5焊接接头的力学性能试验以拉伸和冷弯(面弯、背弯)为主,冲击试验 按设计要求确定,有特殊要求时应做侧弯试验。每个焊接位置的试件数 量应为: ?拉伸、面弯、背弯及侧弯各2件 ?冲击试验9件(焊缝、熔合线、HAC各3件) 试件的截取、加工及试验方法均按国家标准GB2649-2656《焊缝金属及焊接接头力学性能试验》的规定进行。 3.6.6焊缝接头力学性能试验的合格标准。 ?拉伸试验:接头焊缝的强度不低于母材强度的最低保证值; ?冷弯试验弯曲合格角度按下表执行:
焊接工艺评定条件
焊接工艺评定条件
5.3.1焊条手工电弧焊时,下列条件之一发生变化,应重新进行工艺评定: 1焊条熔敷金属抗拉强度级别变化; 2由低氢型焊条改为非低氢型焊条; 3焊条直径增大1mm以上。 5.3.2熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定: 1实芯焊丝与药芯焊丝的相互变换;药芯焊丝气保护与自 保护的变换; 2单一保护气体类别的变化;混合保护气体的混合种类和 比例的变化; 3保护气体流量增加25%以上或减少10%以上的变化; 4焊炬手动与机械行走的变换; 5按焊丝直径规定的电流值、电压值和焊接速度的变化分 别超过评定合格值的10%、7%和10%。 5.3.3非熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定: 1保护气体种类的变换; 2保护气体流量增加25%以上或减少10%以上的变化; 3添加焊丝或不添加焊丝的变换;冷态送丝和热态送丝的 变换; 4焊炬手动与机械行走的变换;
5按电极直径规定的电流值、电压值和焊接速度的变化分 别超过评定合格值的25%、7%和10%。 5.3.4埋弧焊时,下列条件之一发生变化,应重新进行工艺评定: 1焊丝钢号变化;焊剂型号变换; 2多丝焊与单丝焊的变化; 3添加与不添加冷丝的变化; 4电流种类和极性的变换; 5按焊丝直径规定的电流值、电压值和焊接速度变化分别 超过评定合格值的10%、7%和15%。 5.3.5电渣焊时,下列条件之一发生变化,应重新进行工艺评定: 1板极与丝极的变换,有、无熔嘴的变换; 2熔嘴截面积变化大于30%,熔嘴牌号的变换,焊丝直径 的变化,焊剂型号的变换; 3单侧坡口与双侧坡口焊接的变化; 4焊接电流种类和极性变换; 5焊接电源伏安特性为恒压或恒流的变换; 6焊接电流值变化超过20%或送丝速度变化超过40%,垂 直行进速度变化超过20%; 7焊接电压值变化超过10%; 8偏离垂直位置超过10°;
6焊接工艺评定程序 (管理体系)
焊接工艺评定制度焊接工艺评定制度 批准:日期: 审核:日期: 编制:日期: 受控登记号: 修改记录 I
焊接工艺评定制度 II 目次 1 目的 (1) 2 适用范围 (1) 3 主要引用标准和相关文件 (1) 4 职责 (1) 5 工作流程 (2) 6 具体要求 (3) 7 文件及试样管理 (3) 8 附录 (3)
焊接工艺评定制度 焊接工艺评定制度 1 目的 规范焊接工艺评定工作,使评定工作程序化、规范化,保证评定工作的质量,确保公司制造、安装、改造、维修工程的焊接质量。 2 适用范围 适用于公司内部的焊接工艺评定工作。 3 主要引用标准和相关文件 GB/T19000—2008 《质量管理体系基础和术语》(idt IS09000:2008) GB/T19001—2008 《质量管理体系要求》(idt ISO9001:2008) GB/T28001—2011 《职业健康安全管理体系规范》 GB/T24001—2004 《环境管理体系要求及使用指南》(idt ISO14001:2004) GB/T50430—2007 《工程建设施工企业质量管理规范》 TSG Z0004-2007 《特种设备制造、安装、改造、维修质量保证体系基本要求》 NB/T47014-2011(JB/T4708)《承压设备焊接工艺评定》 《蒸汽锅炉安全监察规程》(劳部发(1996)276号) DL/T868—2004 《焊接工艺评定规程》 SY/T0452-2002 《石油天然气金属管道焊接工艺评定》 Q/HEPSEC.SC-2013 《管理手册》 Q/HEPSEC.CX27-2013《不符合与事件控制程序》 4 职责 4.1 总工程师 4.1.1 负责焊接工艺评定的领导、组织和协调工作。 4.1.2 审批焊接工艺评定任务书、方案和报告。 4.2 工程管理部焊接工程师 4.2.1 负责编制、下达焊接工艺评定任务书。 4.2.2 负责审核焊接工艺评定方案和报告 4.2.3 负责焊接工艺评定工作的存档、管理、监督和推行。 4.3 焊接技术中心 4.3.1 负责制定焊接工艺评定方案; 4.3.2 负责具体实施焊接工艺评定工作。 4.4 专业化公司、项目部项目/分公司 4.4.1 根据工程需要向工程管理部提出焊接工艺评定意向。 4.4.2 配合焊接技术中心实施工艺评定工作。 4.4.3 负责执行焊接工艺评定结果。 4.5 经营管理部 负责审批焊接工艺评定材料计划及预算。 4.6 物资公司 负责及时提供评定用合格焊材、母材和其他消耗性材料。 I
实验室土工试验原始记录表
土工试验、水质分析原始记录表式 编制 审核 批准 江苏常州地质工程勘察院检测中心
土工试验记录表式目录
CKCS-JL-TG-01-2015 开样记录、密度试验记录(环刀法) □1.《土工试验方法标准》GB/T50123-1999 □2.《土工试验规程》SL237-1999 □3.《公路土工试验规程》JTG E40-2007 □4.《铁路工程土工试验规程》TB 10102-2010 注:1、使用仪器设备:电子天平;2、检定/校准合格,检查正常方参与试验。
CKCS-JL-TG-02-2013 含水率试验记录(烘干法) □1.《土工试验方法标准》GB/T50123-1999 □2.《土工试验规程》SL237-1999 □3.《公路土工试验规程》JTG E40-2007 □4.《铁路工程土工试验规程》TB 10102-2010 工程名称:工程编号:
CKCS-JL-TG-03-2013 液、塑限联合测定记录 □1.《土工试验方法标准》GB/T50123-1999 □2.《土工试验规程》SL237-1999 □3.《公路土工试验规程》JTG E40-2007 □4.《铁路工程土工试验规程》TB 10102-2010 工程名称:工程编号: 注:1、使用仪器设备:电子天平、烘箱、液塑限联合测定仪;2、检定/校准合格,检查正常方参与试验。 试验:检查:
固结试验记录(快速法) □1.《土工试验方法标准》GB/T50123-1999 □2.《土工试验规程》SL237-1999 □3.《公路土工试验规程》JTG E40-2007 □4.《铁路工程土工试验规程》TB 10102-2010 注:仪器编号指固结仪各联的实验室编号,仪器状态栏正常打√,不正常打×。 试验: 检查:
焊接工艺评定资料
焊接件的设计及焊接工艺评定 一、焊接件的设计要求及在设计图上的正确表述: 1、焊接结构钢材的选择: 选择原则:抗拉强度、刚度、塑性、冲击韧性、成形性、焊接性等。 另外还需要考虑:耐蚀性、耐磨性、耐热性及材料的价格和市场供货状况。 2、焊接结构的强度计算: (1)、焊缝容许应力 各行业间的焊缝容许应力值常有差异,设计焊接结构时应遵循所纳入的行业的国家标准。 A、建筑钢结构焊缝强度设计值应符合: GBJ64—84《建筑结构设计统一标准》; GBJ17-88《钢结构设计规范》; GBJ18—87《冷弯薄壁型钢结构技术规范》。 B、压力容器结构焊缝容许应力: 压力容器结构中的焊缝,当母材金属与焊缝材料相匹配时,其容许应力按母材金属的强度乘以焊缝系数φ计算 压力容器强度计算时的焊缝系数φ a)最简单的结构形式; b)最少的焊接工作量; c)容易进行焊接施工; d)焊接接头产生变形的可能性最小; e)最低的表面处理要求; f)最简便的焊缝检验方法; g)最少的加工与焊接成本; h)最短的交货期限。 3、焊接结构工作图(设计图): 焊接结构设计图是制造焊接结构产品的基本依据,通常由总图、部件图及零件图组成(各行业有差异,有些企业是由总图及部件图两部份组成,而由施工单位即制造单位的工艺人员绘制零件图).
通常焊接结构设计图除常规的要求外,还应包括以下内容: 1)、结构材料; 2)、焊接方法及材料; 3)、焊接接头形式及尺寸的细节(或局部放大图); 4)、允许尺寸偏差; 5)、焊前预热要求; 6)、焊后热处理的方法.(消除应力热处理). 注:接头形式: 焊接结构及焊接连接方法的多样化,以及结构几何尺寸、施工场合与条件等的多变形,使焊接接头形式及几何尺寸的选择有极大的差异.优良的接头形式有赖于设计者对结构强度的认识及丰富的生产实践经验.优良的接头不仅可保证结构的局部及整体强度,而且可简化生产工艺,节省制造成本;反之则可能影响结构的安全使用甚至无法施焊.例如相同板厚的对接接头,手工焊与自动埋弧焊的坡口形式及几何尺寸完全不同;两块板相连时采用对接或搭连接,其强度、备料、焊接要求及制造成本也迥然不同,这就需要根据技术经济效果综合考虑,认真选择. 我国关于不同焊法的接头形式的国家标准有: GB985—88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸; GB986—88 埋弧焊焊缝坡口的基本形式和尺寸; 它们具有指导性,需要指出,在不同行业及各个工厂企业,由于习惯及一些特殊要求,在接头形式及符号上会出现差异。 4、焊接方法及焊缝符号在设计图上的表示: 设计标准、规范与法规是指导设计、制造、试验与验收的重要依据。从事焊接结构产品设计的人员,应通晓本专业范围所涉及的各类原材料、焊接材料、焊接设备、焊接工艺、无损检测、焊缝及焊接接头的力学性能检验与验收标准,此外,还应当熟悉与焊接有关的基础与通用标准。 焊接标记符号与辅助加工记号,已经批准实施的国家标准有: GB324-88 焊缝符号表示法; GB5185-85 金属焊接及钎焊方法在图样上的表示方法; GB12212-90 技术制图焊缝符号的尺寸、比例及简化表示法; GB7093.2《图形符号表示规则产品技术文件用图形符号》; GB4457.3 《机械制图字体》; GB4457.4 《机械制图图线》; GB4458.1 《机械制图图样画法》; GB4458.3 《机械制图轴测图》; 它们通过符号、数字或以技术要求方式在图样中标明。(凡应用标准规定的,可在图样上直接标注标准号及合格要求,以简化技术文件内容。) 在技术图样中,一般按GB324-88规定的焊缝符号表示焊缝,也可按GB4458.1和GB4458.3规定的制图方法表示焊缝。焊缝图形符号及其组成,应按GB7093.2《图形符号表示规则产品技术文件用图形符号》的有关规则设计和绘制,用于焊缝符号的字体和图线应符合GB4457.3和GB4457.4的规定。 焊接设计人员了解各种常用的及新推广的焊接方法、设备、材料、工艺基础知识,通晓现行的焊缝符号、标志方法、尺寸公差,熟悉最常用的焊缝质量检测方法与质量分等规定。 5、技术要求的一般内容: 技术要求
如何做好焊接工艺评定-评定的程序
如何做好焊接工艺评定-评定的程序 焊接工艺评定的程序是:编制和下达焊接工艺评定任务书—编制焊接工艺评定方案—焊制试件和检验试件—编制焊接工艺评定报告—根据焊接工艺评定报告编制焊接作业指导书(或称焊接工艺卡) 一、编制和下达焊接工艺评定任务书 任务书的主要作用是下达评定任务,因此,其主要的内容应为:评定目的、评定指标、评定项目和承担评定任务的部门及人员的资质条件等。 (一)评定指标的确定 根据规程和钢材的理论基础知识(焊接性)等,确定各项技术指标。按照《焊接工艺评定规程》 DL/T869的规定,要求焊缝金属的化学成分和力学性能(强度、塑性、韧性等指标)应与母材相当或不低于母材相应规定值的下限。 (二)评定项目的确定 根据工程的实际工作情况要求,按规程适用范围做好项目的相关覆盖,确定好评定项目。 焊接工艺评定的项目确定应从以下几方面来考虑: 1.钢材 焊接工程应用的钢材品种和规格繁多,如每种均进行“评定”,不但复杂且数量很多,为减少评定数量,且又能取得可靠的工艺,将钢材按其化学成分、冶金性能、焊后热处理条件、力学性能、规格、设计和使用条件等因素综合考虑.划分成类级别进行评定。按规程要求可以进行替代覆盖。 (1)钢材类级别划分 电力工业火力发电厂常用钢材按类级别划分,它们的划分方法是:按用途划分成A、B、C 等三个类别,而级别则以力学性能、化学成分和组织类型综合划分为I、Ⅱ、Ⅲ三个级别。几个规程钢材类别划法已统一,具体是: 1)碳素钢及普通低合金钢为一类,代号为“A”。其级别为: 碳素钢(含碳量≤0.35%)代号为:A I。 普通低合金钢(6 s≤400MPa)代号为:AⅡ。
全套焊接工艺评定表格
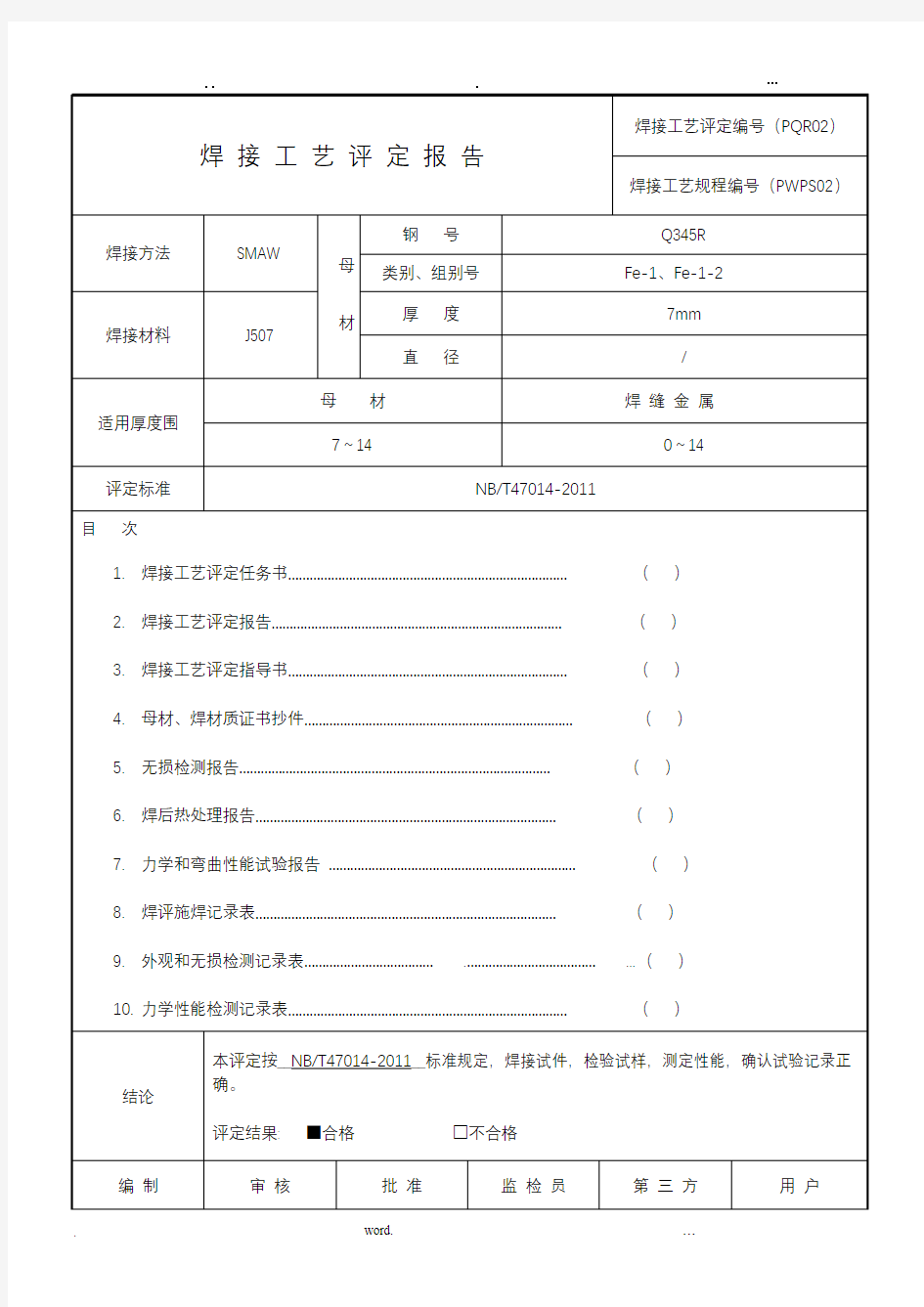
焊接方法 焊接材料适用厚度范围评定标准 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 焊接工艺评定报告SMAW J507 焊接工艺评定任务书 焊接工艺评定报告 焊接工艺评定指导书 母材、焊材质证书抄件 无损检测报告 焊后热处理报告 力学和弯曲性能试验报告 焊评施焊记录表 外观和无损检测记录表 力学性能检测记录表 结论7?14 类别、组别号 焊接工艺评定编号 ( PQR02) 焊接工艺规程编号(PWPS02) Q345R Fe-1、Fe-1-2 7mm 焊缝金属 0?14 NB/T47014- 2011 ? > 本评定按_NB/T47014-2011_标准规定,焊接试件,检验试样,测定性能,确认试验记录正确。评定结果:■合格□不合格
焊接工艺评定任务书 表码号:Q/CKED102-2009 共1页第1页 检验项目、评定指标及试样数量
预焊接工艺规程 表码号:Q/CKED026-2009 单位名称: 有限公司 预焊接工艺规程编号: PWPS02 日期:2011.12.18 焊接工艺评定报告编号: PQR02 焊接方法: SMAW 机械化程度(手工、半自功、自动): 手工 母材: 类别号 Fe-1 组别号 Fe-1-2 与类别号 Fe-1 组别号 Fe-1-2 相焊及 标准号 GB713-2008 钢 号 Q345R 与标准号 GB713-2008 钢 号 Q345R 相焊 厚度范围: 母材: 对接焊缝 6-14mm 角焊缝 不限 管子直径、厚度范围: 对接焊缝 / 角焊缝 / 焊缝金属厚度范围: 对接焊缝 0-14mm 角焊缝 _______ 不限 其他: ■/ ________________________________________ 共2页第
焊接工艺评定报告记录模板
焊接工艺评定报告记录模板
————————————————————————————————作者:————————————————————————————————日期:
焊接工艺评定 焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101 中石化工建设有限公司
焊接工艺评定存档目录 工艺评定编号: 序号项目名称编号页数预焊接工艺规程(pWPS) 1 材料质量证明书 2 3 焊接材料质量证明书 无损探伤报告 4 5 机械性能试验报告 化学分析试验报告 6 7 热处理报告 焊接工艺评定报告 8 9 以下空白 10 11 12 13 14 15 备 注 档案管理:存档日期:
中石化工建设有限公司预焊接工艺规程(pWPS) 表号/装订号 共页第页 单位名称天津海盛石化建筑安装工程有限公司 预焊接工艺规程编号WPS-HP0101日期2014.8 所依据焊接工艺评定报告编号HP0101焊接方法GTAW+SMAW 机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:V型坡口 衬垫(材料及规格)Q235B 其他坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号Fe-1 组别号Fe-1-1 与类别号Fe-1 组别号Fe-1-1 相焊或标准号GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊对接焊缝焊件母材厚度范围:4~12mm 角接焊缝焊件母材厚度范围:不限 管子直径、壁厚范围:对接焊缝--- 角焊缝--- 其他:同时适用返修焊和补焊 填充金属: 焊材类别:焊丝(GMAW)焊丝(SAW) 焊材标准:GB/T8110-2008 JIS Z3351 填充金属尺寸:φ1.2mm φ4.8mm 焊材型号:ER50-6 YS-S6 焊材牌号(金属材料代号):THT-50-6 US-36 填充金属类别:Fe-1-1 FeMS1-1 其他:/ 对接焊缝焊件焊缝金属厚度范围:GMA W≤6mm,SAW≤12角焊缝焊件焊缝金属厚度范围:不限 耐蚀堆焊金属化学成分(%) C Si Mn P S Cr Ni Mo V Ti Nb 其他:/
焊接工艺评定程序
第二章、焊接工艺评定的一般程序 生产中,焊接工艺评定工作通常按图2-1所示的程序进行 一、编制焊接工艺指导书 由施工单位的焊接工程技术人员根据产品结构、图样和技术条件,通过金属焊接性试验或查阅有关焊接性能的技术资料,以及根据经验拟定焊接工艺,并编制出焊接工艺指导书(WPS),原则上讲,对于任何一个产品在采用新材料、新工艺或新结构之前,均需做焊接性试验,但具体到某个制造单位,是否一定要做焊接性试验,应根据具体情况而定,对强度较低、刚性不大的材料,可借鉴外单位的试验;即使强度不太低的材料,如果掌握了详尽的有关焊接性能试验报告,对其又确信无疑,或者有关标准和规范已经对该材料作了详尽的阐述或规定时,可不必重新进行试验(即焊接性能具有“可输入性”)。但是,当用首次应用的材料或新材料,而又没有详尽的试验报告,或对已有的报告有怀疑或不尽清楚时,就应进行焊接性试验。 为了避免重复或者漏评,应统计产品中所有焊接接头的类型及各项有关数据,如材质、板厚、焊接位置、焊接方法、管子直径与壁厚等,进行分类归纳,确定出应进行焊接工艺评定的焊接接头类型。每一种类型的焊接接头均需编制一份焊接工艺指导书。 焊接工艺指导书应包括以下内容: ①焊接工艺指导书的编号和日期。 ②相应的焊接工艺评定报告的编号。 ③焊接方法及自动化程度。 ④焊接接头形式,有无焊接衬垫及其材料牌号。 ⑤用简图表明被焊工件的坡口、间隙、焊道分布和顺序。 ⑥母材的钢号、分类号。 ⑦母材、焊缝金属的厚度范围,以及管子的直径范围。 ⑧焊接材料的类型、规格和熔敷金属的化学成分。 ⑨焊接位置,立焊的焊接方向。 ⑩焊接预热温度,最高层间温度和焊后热处理规范等。 ?每层焊缝的焊接方法、焊接材料的牌号和规格、焊接电流种类、极性和焊接电流范围、电弧电压范围、焊接速度范围、导电嘴至工件的距离、喷嘴尺寸及喷嘴与工件的角度、保护气体种类、气体垫和尾部气体保护的成分和流量、施焊技术、焊条有无摆动、摆动方法、清根方法和有无锤击等。 ?焊接设备及所用仪表。
钢结构焊接工艺评定程序
XX钢结构焊接工程 监理细则 内容提要: 一.钢结构焊接工程的特点 二.钢结构焊接工程的监理流程 三.钢结构焊接工程的控制要点和目标值四.监理工作的方法和措施 项目监理部(章): 专业监理工程师: 总监理工程师: 日期: 一.钢结构焊接工程的特点
与钢筋混凝土结构中钢筋焊接相比,钢结构型材焊接不但量大,而且要求更高、更严、更复杂。钢结构焊接工程具有以下特点: 随着钢材厚度的增大以及强度等级的提高,焊接区内冷裂的出现构成了主要危险。产生原因为: a.焊缝金属中扩散性氢的数量 b.热影响区的脆性组织 c.焊接缝拉伸应力的明显集中 焊接性能随着碳含量的增大而可焊性降低,钢板的碳当量,在供货前应协商确定,以满足焊接要求。 钢结构的焊接作业,必须编制焊接工艺文件,并应根据工艺评定合格的试验结果和数据,在焊接工程师指导下进行。 4.本工程钢结构焊接工程的概况: 本工程为单层结构门式钢架(柱为热扎型钢,梁为热扎型钢),屋面采用镀锌压型钢板,基础为墩基础,本工程为一级加油站,加油棚为单层轻钢结构,建筑面积360m2,建筑高度7.0m,建筑抗震设防类别为丙类,建筑物抗震设防烈度为7度,建筑结构安全、耐火等级均为二级,防水等级三级,本工程使用年限为50年,由福建省国防工业设计院设计,监理单位为解放军理工大学工程兵工程学院工程建设监理部监理,施工单位为福建省中南建筑工程有限公司承建, 二.钢结构焊接工程的监理流程 (一)审查施工单位企业资质等有关资料 施工企业资质等级证书; 福清市建设工程施工许可证; 企业法人营业执照; 项目经理及主要管理人员、技术人员的上岗证书; 专职质检员、测量员、施工员的上岗证; 特殊工种上岗证; 仪器、工具标定证书; 施工组织设计、专项施工方案 (二)检查施工单位质保体系、安保体系是否健全 施工质保体系、安保体系组织机构落实情况; 施工质保体系主要规章制度; 施工安保体系主要规章制度 (三)监理验收程序 施工单位首先进行自检。自检合格后,应填写验收单和质量检查评定表,并以书面形式()报监理验收,施工单位自检资料作为表格A3.3的附页。施工单位自检不合格,自行整改、返工。 监理工程师收到施工单位的书面报告A3.3,经审核无误后,将及时进行验收,最迟不超过24小时。验收合格签字后,才能进行下道工序施工;验收不合格,监理工程师在验收单上写明整改要求,施工单位必须进行整改或返工。整改或返工完后,再进行以上自检程序;自检合格后,监理工程师一般在24小时内再行复检,影响工期由施工单位负责。如复检仍未通过,应对责任人进行教育或处罚。施工单位没有自检或无自检记录,监理工程师可拒绝验收。
(全套)铁路工程施工用表
目录 目录. (1) 表 A.0.4 分包单位资质报审表 (7) 表 A.0.5 主要进场人员报审表 (7) 表 A.0.6 进场施工机械、设备报验表 (9) 表 A.0.7 进场材料/ 构配件/ 设备报验表 (10) 表 A.0.10 施工现场质量管理检查记录 (11) 表 A.0.11 施工复测/ 测量放样报验表 (13) 表 A.0.13 旁站监理记录表 (14) 表 A.0.19 索赔申请表 (21) 表 A.0.20 索赔审批表 (22) 表 A.0.21 变更设计提议单 (23) 表 A.0.22 监理日志(记)式样 (23) 表 A.0.23 工作联系单 (25) 表 A.0.24 图纸会审记录 (26) 表 A.0.27 监理月报(年月) (30) 表 A.0.27 附表2 监理抽检情况月汇总表 (33) 表 A.0.28 监理巡视记录. (35) 附录 B 设计技术交底及交接桩用表 (36) 表 B.0.1 设计技术交底记录. (36) 表 B.0.2 交接桩记录. (37) 附录 C 施工记录用表 (39) 表 C.0.1 打入桩施工记录. (39) 表 C.0.3 基坑开挖施工记录. (41) 表 C.0.8 粉体喷射搅拌桩施工记录 (46) 表 C.0.9 浆体喷射搅拌桩施工记录 (47) 表 C.0.12 强夯施工记录. (49) 表 C.0.13 隧道开挖断面及地质状况检查记录 (51) 表 C.0.14 隧道喷锚支护施工记录 (51) 表 C.0.15 线路锁定记录. (51) 表 C.0.16 施工日志式样. (53) 附录 D 施工质量验收记录用表. (56) 表 D.0.1 检验批质量记录 (56) 试验用表. (64) x年x月水泥试验成果汇总表 (64) x年x月粉煤灰试验成果汇总表 (65) x年x月磨细矿渣粉试验成果汇总表 (65) x年x月硅灰试验成果汇总表 (66) x年x月细骨料试验成果汇总表 (67) x年x月粗骨料试验成果汇总表 (67) x年x月速凝剂试验成果汇总表 (69) x年x月引气剂试验成果汇总表 (70) x年x月拌和用水试验成果汇总表 (70) x年x月钢筋(原材)试验成果汇总表 (71) x年x月钢筋(钢板型材)试验成果汇总表 (72) x年x月钢筋(锚杆)试验成果汇总表 (73)
焊接工艺评定监理审查要点
焊接工艺评定监理审查 要点 集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-
焊接评定监理审查要点 一、前言 焊接工艺评定是指为验证所拟定的焊接工艺参数的正确性而进行的试验过程和结果评价。其目的为验证所拟定的焊接工艺参数的正确性,并且检验施焊单位综合焊接能力。 长输管道及集气场站工程施工之前,施工单位应向监理单位报送焊接工艺评定文件,通过监理审查认可,认为能够覆盖实际焊接作业项目时,施工单位才能据此编制焊接作业指导书(规程),指导现场焊接作业。另外,在实际施工过程中,常会发生工程变更及材料代用等情况,导致现场焊接工艺超出前述通过审查的焊接工艺评定的覆盖范围,这时,通过分析,监理人员应明确施工单位是否必须重新进行焊接工艺评定。 下文将论述监理过程中监理人员应如何审查焊接工艺评定文件,以及施工中分析和应用焊接工艺评定的具体工作方法。 二、监理人员如何审查焊接工艺评定文件 1、掌握几个焊接工艺评定标准的区别 施工单位应依据相关标准进行焊接工艺评定,具体采用哪个标准,应按设计要求确定,监理人员在审查施工单位报送的焊接工艺评定文件时应与设计要求对照,确定报送的工艺评定文件所依据的标准是否相符。在油气田建设工程中,工艺评定所依据的标准主要有以下几个: GB50236-98《现场设备工业管道焊接工程施工及验收规范》 JB4708-2000《钢制压力容器焊接工艺评定》
SY/T0452-2002《石油天然气金属管道焊接工艺评定》 SY/T4103-2006《钢质管道焊接及验收》 长输管道的设计规范主要包括GB50251—1994《输气管道工程设计规范》和 GB50253—1994《输油管道工程设计规范》,在GB50251现行版和修订版(稿)中,焊接工艺评定均采用GB50236。在GB50253现行版和修订版(稿)中,压力容器焊接工艺评定采用JB4708,而管道的焊接工艺评定则执行GB50236。但在长输管道实际施工中,不少工程项目自主执行了SY/T4103,还有部分工程项目执行了SY/T0452。 经过分析,我认为,JB4708是参照ASME《锅炉及压力容器规范》第九卷《焊接和钎焊评定》编制修订的,内容详尽,规定科学,替代合理,包含了SY/T4103中所有情况,当补入长输管道用材后,完全可以用于长输管道的焊接工艺评定;GB50236也是参照ASME 第九卷编制修订的,但不如JB4708内容详尽;SY/T4103是等效转换APIstd1104《管道焊接及有关设施的焊接》而来的,未对材料进行冲击韧性评定,因而不适用于对冲击性能有要求的长输管道;SY/T0452适用于陆上石油天然气工程,该标准参照了JB4708、 GB50236,比SY/T4103更进了一步,明确提出影响冲击韧性的焊接工艺评定因素及评定规则,规定了冲击试验要求及结果评价。通过分析比较可以得出以下两个结论:1)SY/T4103不适用于对冲击韧性有要求的工程项目焊接工艺评定; 2)冲击韧性是长输管道及集气管线工程设计时的一项重要性能,应在施工规范中给予保证,此时,可以引用GB50236、JB4708及SY/T0452这三个标准进行焊接工艺评定; 2、焊接工艺评定文件完整性的审查
[精华]nb47014-2011承压装备工艺评定__焊接工艺评定表格
[精华]nb47014-2011承压装备工艺评定__焊接工艺评定表 格 预焊接工艺规程(pWPS) 单位名称 预焊接工艺规程编号日期所依据焊接工艺评定编号: 焊接方法机械化程度(手工、半自动、自动) 焊接接头: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置坡口形式: 及顺序) 衬垫(材料及规格) 其他 母材: 类别号组别号与类别号组别号相焊或标准号材料代号与标准号材料代号相焊对接焊缝焊件母材厚度范围角焊缝焊件母材厚度范围管子直径、壁厚范围:对接焊缝角焊缝其他填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号): 填充金属类别: 其他 对接焊缝焊件焊缝金属厚度范围: 角焊缝焊件焊缝金属厚度范围耐蚀堆焊金属化学成份(%) C Si Mn P S Cr Ni Mo V Ti Nb
/ / / / / / / / / / / 其他: 注:每一种母材与焊接材料的组合均需分别填表 焊接位置: 焊后热处理: 对接焊缝的位置: 焊后热处理温度(?): 立焊的焊接方向:(向上、向下) 保温时间范围(h): 角焊缝位置 立焊的焊接方向:(向上、向下) 预热: 气体: 最小预热温度(?) 气体混合比流量L/min 最大道间温度(?) 保护气: 保持预热时间尾部保护气: 加热方式背面保护气: 电特性 电流种类极性焊接电流范围(A) 电弧电压(V) 焊接速度(范围) 钨极类型及直径喷嘴直径(mm) 焊接电弧种类(喷射弧、短路弧等) 焊丝送进速度(cm/min) (按所焊位置和厚度,分别列出电压和电压范围,记入入下表) 焊接工艺参数 填充金属焊接电流焊道/ 焊接电弧电压焊接速度线能量焊层方法牌号直径极性电流(A) (cm/min) (kJ/cm) V 技术措施: 摆动焊或不摆动焊摆动参数焊前清理和层间清理: 背面清根方法单道焊或多道焊(每面) 单丝焊或多丝焊导电嘴至工件距离(mm) 锤击其他: 绘制日期审核日期批准日期 焊接工艺评定报告 单位名称 焊接工艺评定编号焊接工艺指导书编号焊接方法机械化程度:(手工、半自动、自动)
铁路工程试验表格Q-CR9205-201X
Q/CR 中国铁路总公司企业标准 Q/CR 9205-2015 铁路工程试验表格 Test Table for Railway Engineering 2015- 03 - 28 发布2015- 06 - 25 实施 中国铁路总公司发布
中国铁路总公司企业标准铁路工程试验表格Test Table for Railway Engineering Q/CR 9205-2015 主编单位:中国铁路经济规划研究院批准部门:中国铁路总公司 施行日期:2015年06月24日 2015年·北京
前言 本试验表格是根据构建中国铁路总公司铁路工程建设标准体系要求,在原铁道部《铁路工程试验表格》(铁建设函〔2009〕27号)(简称“原试验表格”,下同)的基础上修编而成。 本试验表格在编制过程中,与现行国家、行业标准和总公司相关标准进行了协调;调整了原试验表格中不符合总公司铁路建设项目特点和要求的有关内容;吸纳了原试验表格发布后,在总公司铁路工程施工的实践经验;配套修改了标准动态管理工作中对相关标准已作的局部修订内容,为总公司铁路工程建设施工质量和安全提供技术支撑。 本试验表格主要内容包括:水泥、粗细骨料、掺和料、外加剂、拌和用水、混凝土(砂浆)配合比、混凝土力学性能和耐久性能、混凝土无损检测、混凝土构件性能、水泥乳化沥青砂浆试验、岩石和土工试验、原位测试、填土密度、钢材、道砟、锚杆、防水材料、石灰等的试验记录和试验报告。 本试验表格主要增加了委托单位、工程名称和施工部位等信息,统一了相关术语、符号、代号、计量单位和表达方式等内容,调整了表格中日常试验项目的排序。 在执行本试验表格过程中,希望各单位结合工程实践,认真总结经验,积累资料。如发现需要修改和补充之处,请及时将意见及有关资料寄交中国铁路经济规划研究院(北京市海淀区北蜂窝路乙29号,邮政编码:100038),供今后修订时参考。 本试验表格由中国铁路总公司建设管理部负责解释。 本试验表格主编单位:中国铁路经济规划研究院。 本试验表格参编单位:中铁一局集团有限公司、中铁二局集团有限公司、中
焊接工艺评定表格ASME
焊接工艺评定表格ASME
焊接工艺规程(WPS) Page 1 of 2 单位名称: WPS No. 日期:所依据的PQR No. 修改号No. 日期: 焊接方法:SMAW 机械化程度:(手工、半自动、自动) 接头(QW-402) 接头型式:对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 根部间隙:V型 衬垫:有无 衬垫材料(型式)(有关二面的和金属成型块)其他: □金属□不熔金属 □非金属□其它材料 母材(QW-403) P-No. Group No. 与P-No. Group No. 相焊或 钢号和等级UNS No为:与钢号和等级UNS No为:相焊或 化学成份和力学性能为:与化学成份
和力学性能为:相焊 厚度范围: 母材:坡口焊缝角焊缝 最大焊道厚度≤1/2in.(13mm) 是:否: 其他 填充金属(QW-404) SFA No.: AWS No.: F—No.: A—No.: 填充金属尺寸: 填充金属产品形式 附加填充金属: 评定的焊缝金属厚 度范围: 坡口焊: 角焊缝: 焊丝—焊剂(分类 号): 焊剂类型 焊剂商品类型 可熔化嵌条:
其他: 每种母材和填充金属的给合宜分别记录。
WPS No. 修改号Page 2 of 2 焊接位置(QW-405)坡口焊缝位置:平焊焊接方向:向上向下 角焊缝位置: 其它:焊后热处理(QW-407) 温度范围(℃)/ 时间范围(h)/ 其它: 预热(QW-406) 最低预热温度:/ 最高层间温度/ 预热保持方式:/ 其它:/ (当应用连续或特殊的加热时,宜予记录) 气体(QW-408) (百分比组成) 气体混合比流量(L/min)保护气:/ / / 尾部保护气:/ / / 背面保护气:/ / / 其它: 电特性(QW-409) 焊道焊 接 方 填充金属电 流 类 安培 (A) 送 丝 速 能 量 或 焊 接 速 电 压 ( 其 它牌 号 直 径
焊接工艺评定报告记录
焊接工艺评定报告记录
————————————————————————————————作者:————————————————————————————————日期:
钢结构焊接工艺评定报告 报告编号:HD-WPQ-2014-09-01 编制: 审核: 批准: 单位: 日期:年月日
表B.0.1 焊接工艺评定报告目录 序号报告名称报告编号页数 1 焊接工艺评定报告HD-WPQ-2014-09-01 1 2 焊接工艺指导书HD-WPS-2014-09-01 1 3 焊接工艺评定记录表HD-PDJL-01 1 4 附表1:弯曲报告 1 5 附表2:母材材质证明书(复印件) 1 6 附表3:焊材材质证明书(复印件) 5 7 8 9 10 11 12 13 14 15 16 17 18 19
20 表B.0.2 焊接工艺评定报告 共1页第1 页 工程(产品)名称评定报告编号HD-WPQ-2014-09-01委托单位工艺指导书编号HD-WPS-2014-09-01 项目负责人依据标准《钢结构焊接规范》(GB50661-2011) 试样焊接单位施焊日期2014,9,22 焊工资格代号01 级别一级 母材钢号Q235B 板厚或管径 x壁厚 T=14 轧制或热处理 状态 热轧生产厂家 马鞍山钢 铁化学成分和力学性能 C (%)Mn (%) Si (%) S (%) P (%) Cr (%) M o V Cu Ni B R eH(R el )(N/m㎡) Rm (N/m㎡) A (%) Z (% ) A KV (J) 标准≤0.2≤0.7≤0.3≤0.045≤0.045 ≤0.0 3-- -- -- -- -- ≥245 370-5 30 ≥20-- ≥34 合格证14 44 23 0.009 0.016 -- -- -- -- -- -- 270 415 27 -- 119 复验-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- C eq,11W (%)C+ Mn 6+ Cr+Mo+V 5+ Cu+Ni 15=-- P cm (%) C+ Si 30+ Mn+Cu+Cr 20+ Ni 60+ Mo 15+ V 10+5B=-- 焊接材料生产厂牌号类型直径 (mm) 烘干制度(℃×h)备注 焊条金桥焊材E4303 -- 4.0 -- -- 焊丝亨昌焊材SJ-50 -- 1.2 -- -- 焊剂或气体-- CO2-- -- -- 焊接方法GMAW焊接位置平焊接头形式T型熔透焊接工艺参数见焊接工艺评定指导书清根工艺背面清根 焊接设备型号NBC-500 电源及极 性 直流反接 预热温度(℃)-- 道间温度(℃)60~100 后热温度(℃)及时间(min)-- 焊后热处理-- 评定结论:本评定按《建筑钢结构焊接技术规程》GB50661-2011规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:合格。焊接条件及工艺参数范围按本评定指导书执行。
如何做好焊接工艺评定
如何做好焊接工艺评定
如何做好焊接工艺评定 第一节、焊接工艺评定 一、焊接工艺评定概念 焊接工艺评定工作是整个焊接工作的前期准备。焊接工艺评定工作是验证所拟定的焊件及有关产品的焊接工艺的正确性而进行的试验过程和结果评价。它包括焊前准备、焊接、试验及其结果评价的过程。焊接工艺评定也是生产实践中的一个重要过程,这个过程有前提、有目的、有结果、有限制范围。所以焊接工艺评定要按照所拟定的焊接工艺方案进行焊前准备、焊接试件、检验试件、测定试件的焊接接头是否具有所要求的使用性能的各项技术指标,最后将全过程积累的各项焊接工艺因素、焊接数据和试验结果整理成具有结论性、推荐性的资料,形成“焊接工艺评定报告”。 二、焊接工艺评定的意义 焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容,是国家质量技术监督机构进行工程审验中必检的项目,是保证焊接工艺正确和合理的必经途径,是保证焊件的质量,焊接接头的各项性能必须符合产品技术条件和相应的标准要求的重要保证,因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。 三、焊接工艺评定目的 焊接工艺评定的目的是: (1)是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件。 (2)是焊接质量管理所要执行的关键环节或重要措施。 (3)是反映一个单位施焊能力和技术水平高低的重要标志。 (4)是行业和国家相关的规程所做规定的必须进行的项目。 四、焊接工艺评定的历史和发展 80年代以后,电力系统高温、高压机组不断涌现,尤其近年来超临界、超超临界机组的不断出现,新钢种、新材料的不断出现;国家和行业的标准如《蒸汽锅炉安全监察规程》、《压力容器安全监察规程》和《电力工业锅炉压力容器监察规程》等规程都严格规定要进行焊接工艺评定;而在机组的安装、设备的检修实际工作中也都不同程度出现了由于焊接工艺不当影响焊接质量,并造成了一定的损失。在这种形势下,为了适应电力工业焊接技术发展要求,出版了第一本电力行业的焊接工艺评定规程《火力发电厂锅炉、压力容器焊接工艺评定规程》,规程编号为SD340-89。 SD340-89出版后,我们电力行业的焊接工作者做了大量的基础工作,当时的东北电管局和华北电管局等地都由上级主管部门专项拨款,按照这一规程进行了系统的、规范的焊接工艺评定,做到了材质按级按类覆盖、规格尺寸按壁厚和管径分别覆盖、规范参数按大小线能量
(全套)铁路工程施工用表
目录 目录 (1) 表A.0.4 分包单位资质报审表 (7) 表A.0.5 主要进场人员报审表 (7) 表A.0.6 进场施工机械、设备报验表 (9) 表A.0.7 进场材料/构配件/设备报验表 (10) 表A.0.10 施工现场质量管理检查记录 (11) 表A.0.11 施工复测/测量放样报验表 (13) 表A.0.13 旁站监理记录表 (14) 表A.0.19 索赔申请表 (21) 表A.0.20 索赔审批表 (22) 表A.0.21变更设计提议单 (23) 表A.0.22 监理日志(记)式样 (23) 表A.0.23 工作联系单 (25) 表A.0.24 图纸会审记录 (26) 表A.0.27监理月报(年月) (30) 表A.0.27附表2 监理抽检情况月汇总表 (33) 表A.0.28监理巡视记录 (35) 附录B 设计技术交底及交接桩用表 (36) 表B.0.1设计技术交底记录 (36) 表B.0.2交接桩记录 (37) 附录C 施工记录用表 (39) 表C.0.1打入桩施工记录 (39) 表C.0.3基坑开挖施工记录 (41) 表C.0.8粉体喷射搅拌桩施工记录 (46) 表C.0.9浆体喷射搅拌桩施工记录 (47) 表C.0.12强夯施工记录 (49) 表C.0.13隧道开挖断面及地质状况检查记录 (51) 表C.0.14隧道喷锚支护施工记录 (51) 表C.0.15线路锁定记录 (51) 表C.0.16施工日志式样 (53) 附录D施工质量验收记录用表 (56) 表D.0.1 检验批质量记录 (56) 试验用表 (64) x年x月水泥试验成果汇总表 (64) x年x月粉煤灰试验成果汇总表 (65) x年x月磨细矿渣粉试验成果汇总表 (65) x年x月硅灰试验成果汇总表 (66) x年x月细骨料试验成果汇总表 (67) x年x月粗骨料试验成果汇总表 (67) x年x月速凝剂试验成果汇总表 (69) x年x月引气剂试验成果汇总表 (70) x年x月拌和用水试验成果汇总表 (70) x年x月钢筋(原材)试验成果汇总表 (71) x年x月钢筋(钢板型材)试验成果汇总表 (72)