《颗粒剂(冲剂)工艺流程图及生产管理要点》
*******************************************************************************
****药业有限公司GMP培训教材
《颗粒剂(冲剂)工艺流程图及生产管理要点》
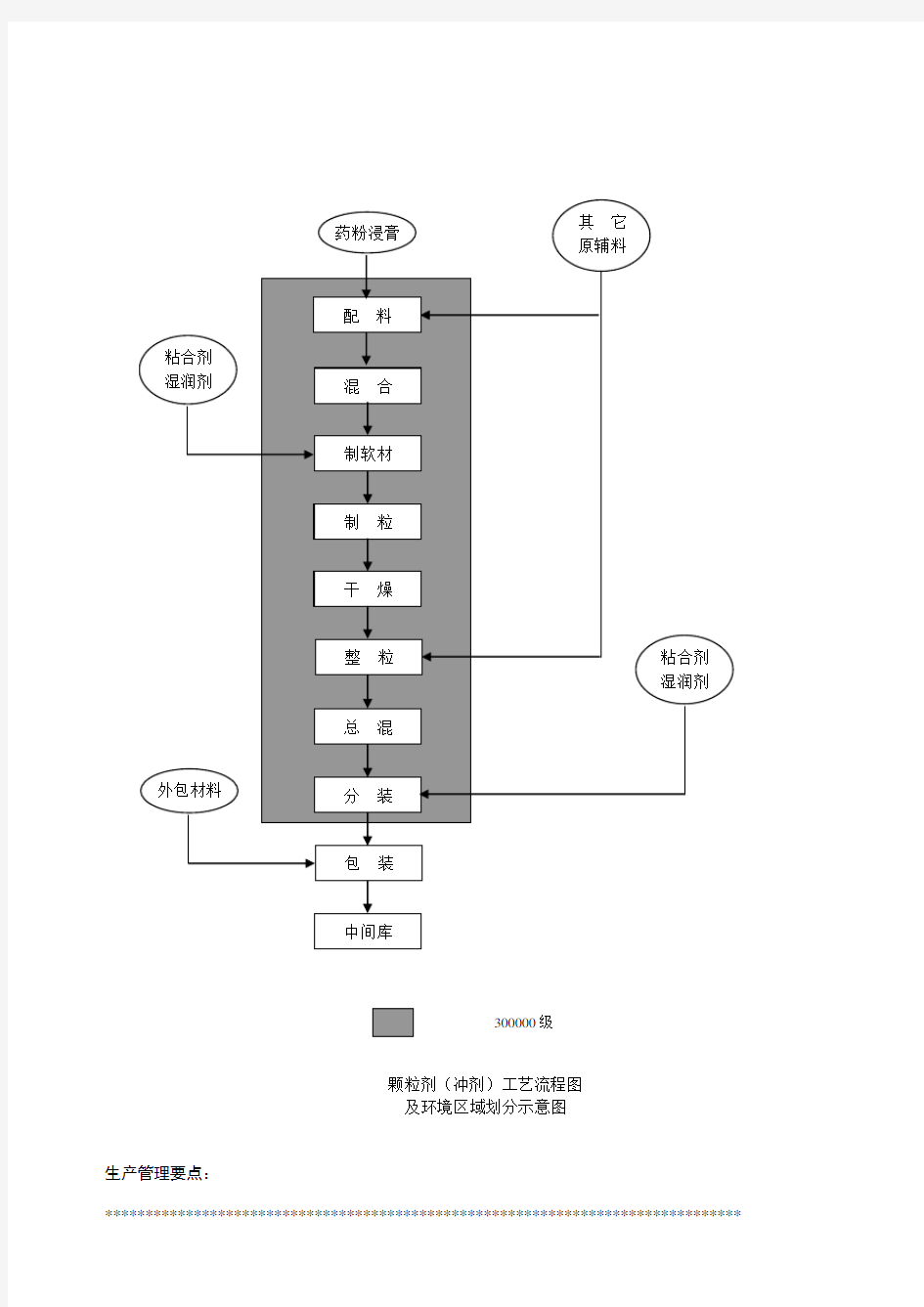
颗粒剂(冲剂)工艺流程图
及环境区域划分示意图
生产管理要点:
1.备粒室
1.1.备料室的洁净度级别与生产要求一致,并有捕尘和防止交叉污染的有效设施,也不得作为通路。
1.2.按批生产指令或批包装指令分别备料。生产用原辅料及包装材料应分设备料室。
1.3.领取的物料均应有合格证或检验合格报告书,并同时核对物料的品名、批号、规格、数量等应相符。
1.4.根据不同性质物料,分别配备不同有效设施。如垫货板、货架、货柜、货框等。贵细药、毒麻药或标签等物料应入柜上锁。
1.5.备料室内物料均应有明显标志,并做到物料领发记录准确,手续齐全。
1.6.车间生产剩余物料,应检查质量,封口,包装完好后退库。
2.生产前准备
2.1.原料、辅料、中间产品使用前需核对品名、规格、批号、厂牌和数量,并目检、过筛,液体应过滤。
2.2.处理后的原辅料应在容器内外附有标志,写明品名、规格和重量,做好记录。
2.3.直接接触药品的包装材料、容器,应符合要求,并采用双层包装,符合质量标准要求。
2.4.其它各项要求见通则
3.生产过程
3.1.配料
3.1.1.浸膏应贮藏在洁净的容器中,并附合格证。
3.1.2.配料前先核对原料或浸膏和辅料品名、数量、规格、批号、生产厂,应与检验合格报告书相符。配料计算、称量及投料应复核,操作者及复核者均应在记录上签名。
3.1.3.粘合剂的温度、浓度等技术参数应符合工艺要求。
3.2.制粉和制软材
3.2.1.喷雾干燥制粉
3.2.1.1.在浸膏中逐渐加入辅料或粘合剂,调节到适合喷雾干燥的相对密度。
3.2.1.2.按工艺要求制定喷雾干燥的进风温度、排风温度、雾化器的高速离心转速和加料器流量,并记录。
3.2.1.3.控制喷雾塔内温度,防止产生粘壁现象,并控制水分在规定范围内。
3.2.1.
4.干燥后的粉末放凉后,装入洁净的容器中,注意防潮。
3.2.2.制软材:将药粉混均匀后,逐渐加入稠膏或粘合剂,制成适宜软材。
3.3.制粒与干燥
3.3.1.湿法制粒
3.3.1.1.按工艺要求使用规定筛号的筛网,制成颗粒,制粒过程中随时注意筛网完好情况,发现有并丝或断丝应及时更换。不得用铁丝筛网。
3.3.1.2.制出颗粒应大小均匀,松紧一致,每盘装量适宜。
3.3.2.干燥
3.3.2.1.烘箱法干燥
3.3.2.1.1.按品种制定及控制干燥盘中的湿颗粒厚度、数量,干燥过程中应经常翻料。
3.3.2.1.2.严格控制并记录烘箱温度,定时打开循环通风装置,防止颗粒融熔焦糊、变质,并控制颗粒水分在规定范围之内。
3.3.2.2.沸腾干燥法
3.3.2.2.1.按品种要求调节风量和温度
3.3.2.2.2.将湿颗粒送入沸腾干燥床内,按工艺规定调节沸腾温度和时间,操作中应不断检查有无结料现象。干燥至符合要求,冷却。
3.3.2.3.干燥颗粒装在洁净的容器内,容器上均应附有标志,注明品名、批号、数量、件数、日期、操作者(或工号)。
3.3.3.干法制粒
3.3.3.1.喷雾干燥后的粉末与适量粘合剂和润滑剂混合均匀后,干挤制粒。
3.3.3.2.干压(挤)工序应有温度和温度自动显示装置,操作人员应经常注意温湿度在控制范围内,若有超过规定上限趋势时,应通知中央温湿度控制中心及时控制。
3.3.
4.一步制粒
3.3.
4.1.按工艺要求在盛料器中装入一定数量药粉,在沸腾状态中喷入药液或粘合剂,制粒并干燥。
3.3.
4.2.控制好各项工艺参数,如温度、压力、流量、时间等。
3.4.整粒与总混
3.4.1.芳香性物料按规定用量与适量细粉混匀后逐渐加入颗粒中,混合均匀。密闭存放规定时间。
3.4.2.整粒机落料斗中应装有永久磁铁,吸除意外进入颗粒中的铁屑。
3.4.3.混合机的装量一般不宜超过总容量的三分之二。
3.4.4.混合好的颗粒装在洁净容器内,标志明显,及时送中间库。
3.5.分装
3.5.1.控制好分装室内温度和相对湿度,分装机上都应有吸尘罩排除粉末。
3.5.2.分装前先核对中间产品标志上的品名、规格、性状、批号、数量,应与检验合格报告书相符。
3.5.3.分装前应试装、调整至符合技术标准方能分装生产,并应定时抽样检查,发现问题及时调整。试装不合格品应及时返工处理。
3.6.包装
3.6.1.核对包装材料的品名、规格、批号。包装结束后应统计产品数量以及包装材料领用数、实用数、残损数及剩余数。剩余和残损包装材料应按有关管理办法处理。
3.6.2.装箱时必须复核包装箱的品名、规格、批号等。
3.7.成品入中间库待验。
4.清场
4.1.每种药材加工后,应彻底清理操作设备,容器及场所等,并检查、记录。
4.2.企业应制订清场及清洁规程。
4.3.药品生产中每批产品的每一生产阶段完成后,必须由生产操作人员清场,填写清场记录。内容至少包括:工序名称、产品名称、生产批号、清场日期、检查项目及结果,清场负责人及复查人签字。清场记录应纳入批生产记录。清场结束后由车间质量管理人员复查合格后,发放清场合格证,清场合格证作为下一品种的生产凭证。未取得“清场合格证”不得进行下一品种(规格)的生产。
5.附则
特殊有毒品种,应在密闭室中生产。操作人员隔离操作,室内应设有吸尘装置,排出粉尘应集中处理。
6.中间库
6.1.中间产品在中间库必须按品种、批号码放整齐,不同品种、不同批号之间要按规定距离码放,并挂牌注明品牌、批号、数量等内容。
6.2.中间产品在中间库要有明显的状态标志,并分区存放。
6.3.有可能互相影响质量,有混药可能的中间产品(如药物粉末、液体药物及易挥发性的药物)不能同室存放。如必须存放时,要采取有效的隔离措施,杜绝混药。
6.4.进入中间库的物料,容器上必须悬挂有明显的标明其品名、批号、规格、数量(或重量)、本批容器数量及加工状态、工序名称、操作日期等的标志。
6.5.中间库的洁净度级别应与生产要求相适应,必须按中间库清洁规程进行清洁。进入中间库的物料外皮必须清洁,无浮尘。
6.6.物料出、入中间库必须办理出入库手续,并填写出、入库台帐,做到帐、卡、物相符。
6.7.中间库的不合格品和待处理的物品必须按有关规定限期处理。