OU1300表面粗糙度仪
OU1300表面粗糙度仪
技术参数
产品名称:OU1300粗糙度仪
?简介:欧谱OU1300粗糙度仪高精度、精确到0.001;13个参
数,适合多种测值要求;可靠防电机卡死电路及程序软件设
计,攻克国产粗糙度仪现有难题,大大提高使用寿命;
?
一、概述
欧谱OU1300表面粗糙度仪是适合于生产环境和移动测量需要的一种手持式仪器,它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准并兼容美国、德国、日本英国等一些工业发达国家的标准。测量结果可以根据选定的测量条件计算相应参数,并在显示器上显示出全部测量参数和轮廓图形,也可以输出到打印机上及与PC机进行通讯。适用于金属与非金属工件;适用于机械加工制造业、检测、商检等部门粗糙度测量;平面、曲面、凹槽、小孔等复杂工件的粗糙度测量。
二、检测原理
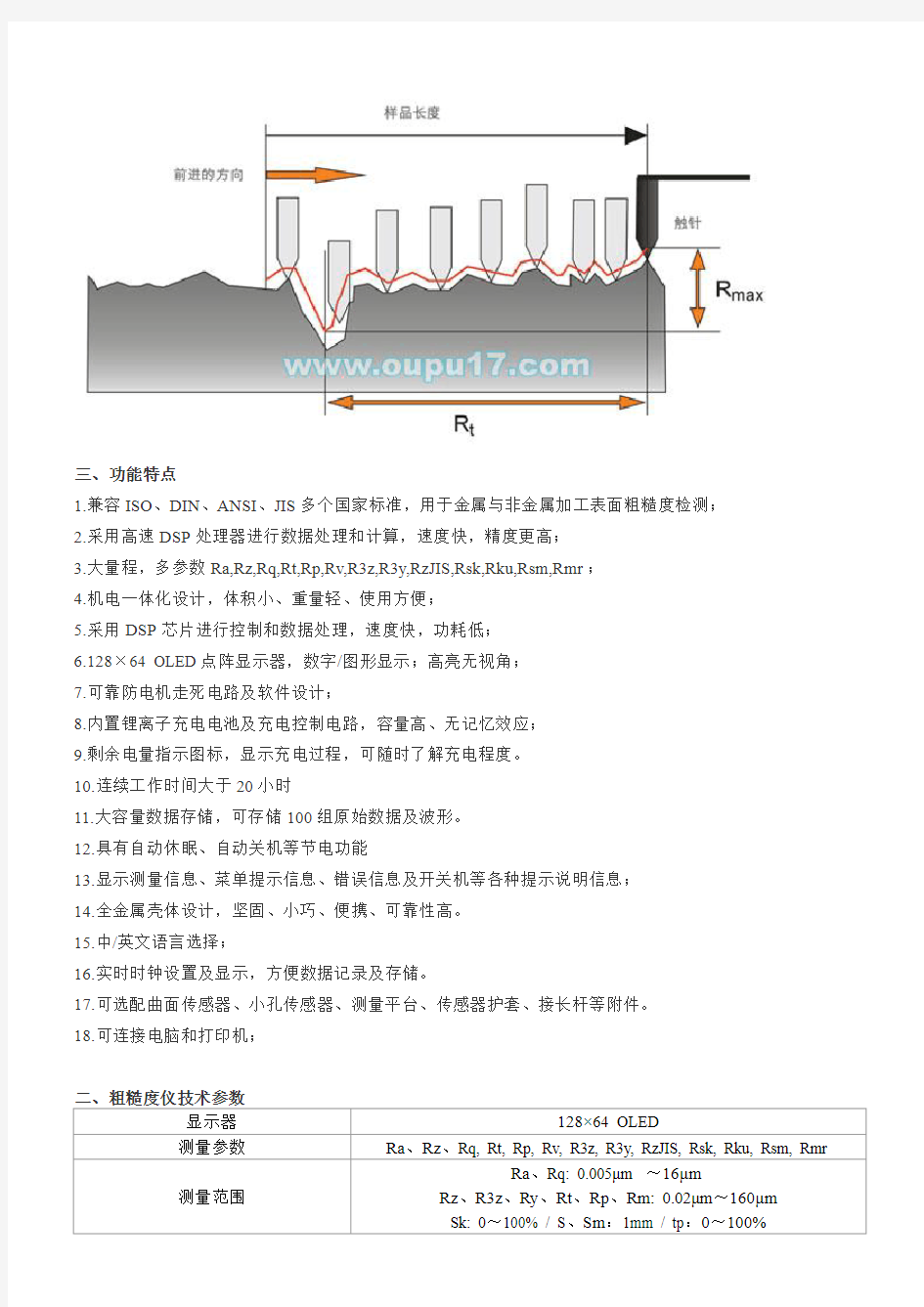
OU1300表面粗糙度仪使用的是电感传感器,测量时,精密驱动机构带动传感器沿被测表面做等速直线滑行,传感器触针在被测表面上下位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏检波器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片对采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上给出。
三、功能特点
1.兼容ISO、DIN、ANSI、JIS多个国家标准,用于金属与非金属加工表面粗糙度检测;
2.采用高速DSP处理器进行数据处理和计算,速度快,精度更高;
3.大量程,多参数Ra,Rz,Rq,Rt,Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr;
4.机电一体化设计,体积小、重量轻、使用方便;
5.采用DSP芯片进行控制和数据处理,速度快,功耗低;
6.128×64 OLED点阵显示器,数字/图形显示;高亮无视角;
7.可靠防电机走死电路及软件设计;
8.内置锂离子充电电池及充电控制电路,容量高、无记忆效应;
9.剩余电量指示图标,显示充电过程,可随时了解充电程度。
10.连续工作时间大于20小时
11.大容量数据存储,可存储100组原始数据及波形。
12.具有自动休眠、自动关机等节电功能
13.显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息;
14.全金属壳体设计,坚固、小巧、便携、可靠性高。
15.中/英文语言选择;
16.实时时钟设置及显示,方便数据记录及存储。
17.可选配曲面传感器、小孔传感器、测量平台、传感器护套、接长杆等附件。
18.可连接电脑和打印机;
标准传感器使用TS100标准传感器,可测量平面、圆柱表面粗糙度,测量孔内表面时,孔径最小为5mm,深度最大为22mm。
曲面传感器使用TS110曲面传感器,可测量曲率半径大于3mm的凹凸曲面工件的表面粗糙度,也可测量适合的平面、柱面,配合测量平台TA610/TA620使用。
小使用TS120小孔传感器,可测量孔径大于2mm的孔内表面粗糙度,
孔传感器最大深度为9mm,也可测量平面、柱面。
沟槽传感器使用TS130沟槽传感器,可测量槽宽大于2mm,槽深小于3mm的沟槽;或者高度小于3mm的台阶的表面粗糙度,也可测量平面、柱面,配合测量平台TA610/TA620使用。
深槽传感器使用TS131深槽传感器,可测量槽宽大于3mm,槽深小于10mm的沟槽;或者高度小于10mm 的台阶的表面粗糙度,也可测量平面、柱面,配合测量平台TA610/TA620使用。
直角测量机
TS140直角测量机构包括直角传感器和直角转接杆;使用TS140直角测量机构,
使机构横向运动进行测量,可以测量凹槽、曲轴等表面。被测工件最小槽7.5mm-20mm,具体与所选取样长度有关。另外,还可以测量高度小于2.5mm的台阶。
配合平台TA610/TA620使用。
测
齿条升降,立柱可以随意转动,用来测量不容易放置的工件,可提高测量精度。
花岗岩平台工作面精度:00级(平面公差值3μm)花岗岩平台大小尺寸:400mm×250mm×70mm 垂直升降高度:270mm 垂直升降微调量:20mm
粗糙度仪的原理以及分类小知识
粗糙度仪的原理以及分类小知识 粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,*早一般用对比样板来评定工件表面粗糙度,从▲1到▲14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。 粗糙度仪的原理 测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC机进行通讯粗糙度仪分类: 粗糙度仪又叫表面、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称,国外先研发生产后来才引进国内,目前市场上品牌主要有:英国泰勒粗糙度仪、德国马尔粗糙度仪、德国霍梅尔表面粗糙度仪、日本三丰粗糙度仪、东京精密粗糙度、瑞士泰萨粗糙度仪、英国易高粗糙度这些都是国外生产厂商品牌; 从测量使用的方便性上说又可分为:袖珍式表面、袖珍式表面粗糙度仪、手持式粗糙度仪、便携式粗糙度仪、台式粗糙度仪从功能又可划分为:表面粗糙度仪、粗糙度形状测量仪(TR300粗糙度形状测量仪是界于表面粗糙度仪和表面粗糙度轮廓仪之间的一款测量表面粗糙度的仪器,也可说是微观表面粗糙度轮廓仪)和表面粗糙度轮廓仪
SJ-201手册(粗糙度仪操作手册)2
1、电源的开/关开电源:按下 (POWER/DATA)键。 关闭电源:如果使用交流电源或自动睡眠功能没打开按下 (REMOTE)键。如果使用内置电池并且自动睡眠功 能已打开机器会自动关机。 2、SJ-201各功能键的说明图解
仪器校正 说明:1、按下(CAL/STD/RANG)键,屏幕出现CAL字和闪动的参考数值,与所用的标准块上的值对照,如不一样,请使 (REMOTE)键移动光标,使用(CUTOFF)和(mm/inch 键改变数值,使他和标准样板上的数值一样。 2、按下(N/ENT)键 3、按图所示放置好粗糙度仪和标准样板。 4、按下(START/STOP)键进行测量。 5、测量完成后按下(N/ENT)键,完成整个校正过程。
测量 放好工件和仪器,按下(START/STOP)键,就开始测量,并自动获得结果。 转换测量结果显示参数 按下(PARAMETER)键就可实现参数转换。
改变测量状态 1、在测量状态下按下(CUTOFF)键,截取长度可在 0.25---0.85---2.5mm之间变换。 2、改变取样长度 在测量状态下按下(N/ENT)取样长度在X1--X3--X5--L之间转换(如:0.8 X 1、0.8 X 3、0.8 X 5,L是直接输入取样长度。)
, 3、改变测量轮廓 1/在测量状态下按下(CURVE/FILTER/TOL/CUST )键 进入轮廓设定状态。(显示CRV 和闪动的轮廓代号) 2/按(CUTOFF )或(mm/inch )键改变轮廓代号。 每次按动轮廓代号会按照一定顺序改变: SJ-201P :P--r--d--P SJ-201M :P--r--CnO--P 3/按下(N/ENT )键输入新设定。 粗糙度测量方法 1、仪器的正确摆放 如图:驱动器应该与 工件 垂直,并紧贴工件表面。 2、传感器测头需水平于被测 表 面。
表面粗糙度仪的原理
OU1300 表面粗糙度仪的原理 使用说明书
一、概述 OU1300型表面粗糙度测量仪是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。适用于车间检定站、实验室、计量室等环境的检测。 1.1 主要特点 ●机电一体化设计,体积小,重量轻,使用方便; ●采用 DSP 芯片进行控制和数据处理,速度快,功耗低; ●大量程,多参数 Ra,Rz,Rq,Rt。 ●高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr 等参数; ●128×64 OLED 点阵显示器,数字/图形显示;高亮无视角; ●显示信息丰富、直观、可显示全部参数及图形; ●兼容 ISO、DIN、ANSI、JIS 多个国家标准; ●内置锂离子充电电池及充电控制电路,容量高、无记忆效应; ●有剩余电量指示图标,提示用户及时充电; ●可显示充电过程指示,操作者可随时了解充电程度 ●连续工作时间大于 20 小时 ●超大容量数据存储,可存储 100 组原始数据及波形。 ●实时时钟设置及显示,方便数据记录及存储。 ●具有自动休眠、自动关机等节电功能 ●可靠防电机走死电路及软件设计 - 1 -
●显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息; ●全金属壳体设计,坚固、小巧、便携、可靠性高。 ●中/英文语言选择; ●可连接电脑和打印机; ●可打印全部参数或打印用户设定的任意参数。 ●可选配曲面传感器、小孔传感器、测量平台、传感器护套、 接长杆等附件。 1.2 测量原理 本仪器在测量工件表面粗糙度时,先将传感器搭放在工件被测表面上,然后启动仪器进行测量,由仪器内部的精密驱动机构带动传感器沿被测表面做等速直线滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度会引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏检波器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP 芯片对采集的数据进行数字滤波和参数计算,测量结果在显示器上给出,也可在打印机上输出,还可以与PC 机进行通讯。 1.3 仪器各部分名称 传感器 - 2 -
粗糙度仪使用说明书
粗糙度仪使用说明书
简 介 粗糙度仪又称为便携式粗糙度仪、粗糙度表面测量仪、粗糙度仪价格、粗糙度仪厂家、表面粗糙度测量仪、表面粗糙度测试仪、粗糙度检测仪、机加工粗糙度测试仪、粗糙度测试仪厂家、粗糙度测试仪价格、袖珍表面粗糙度仪,数字式粗糙度仪,便携式粗糙度检测仪,表面粗糙度测定仪,数显粗糙度仪,手持式粗糙度检测仪,金属表面粗糙度测量仪,粗糙度测试仪,便捷式粗糙度仪,数字式表面粗糙度仪,数显粗糙度测试仪,便携式粗糙度测试仪,袖珍式表面粗糙度仪价格,袖珍式表面粗糙度仪,便携式粗糙度测量仪,便携式表面粗糙度仪,表面粗糙度检查仪,手持式粗糙度测量仪、手持式粗糙度仪、便携式粗糙度仪、精密粗糙度测试仪、袖珍式粗糙度测量仪、袖珍式粗糙度检测仪、表面粗糙度检验仪、手持粗糙度测量仪、表面粗糙度检查仪、手持粗糙度仪、手持式粗糙度测量仪、高精度粗糙度仪是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。适用于车间检定站、实验室、计量室等环境的检测。
一、概述 OU1300型表面粗糙度测量仪是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。适用于车间检定站、实验室、计量室等环境的检测。 1.1 主要特点 ●机电一体化设计,体积小,重量轻,使用方便; ●采用 DSP 芯片进行控制和数据处理,速度快,功耗低; ●大量程,多参数 Ra,Rz,Rq,Rt。 ●高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr 等参数; ●128×64 OLED 点阵显示器,数字/图形显示;高亮无视角; ●显示信息丰富、直观、可显示全部参数及图形; ●兼容 ISO、DIN、ANSI、JIS 多个国家标准; ●内置锂离子充电电池及充电控制电路,容量高、无记忆效应; ●有剩余电量指示图标,提示用户及时充电; ●可显示充电过程指示,操作者可随时了解充电程度 ●连续工作时间大于 20 小时 ●超大容量数据存储,可存储 100 组原始数据及波形。 ●实时时钟设置及显示,方便数据记录及存储。 ●具有自动休眠、自动关机等节电功能 ●可靠防电机走死电路及软件设计 - 1 -
SJ-210表面粗糙度测量仪操作指导书
xxxxxxx有限公司—检验规程QW/ZL15—2013 SJ-210表面粗糙度测量仪 操作指导书 QW/ZL15-2013 A/0 编制: 审核: 批准: 2013-05-08发布2013-05-08实施
受控状态: 文件发放号: 1、目的: 指导员工正确的使用SJ-210表面粗糙度测量仪对产品表面粗糙度进行检测。 2、范围: 本规程适用于我公司购买的SJ-210表面粗糙度测量仪。 3、职责: 3.1 质量部负责SJ-210表面粗糙度测量仪的使用和管理。 4、工作流程: 4.1 驱动检出部以及检出器的安装和拆卸: 4.1.1 检出器的安装 a. 安装和拆卸检出器,应先将电源关闭。在电源接通的情况下安装或拆卸,则仪器可能受损。关闭电源有2种方法:1、长时间按[Esc/Guide]键,关闭电源; 2、使用内置电池时,利用自动休眠关闭电源。
b. 安装和拆卸检出器,应将驱动部置于原点位置后再进行操作。如果驱动部不在原点位置,则不仅安装和拆卸困难,而且仪器可能受损。
c.检出器安装和拆卸时,请务必握住检出器的主体部分。如果握住尖端或测针部位,则仪器可能受损。 d.请勿触碰测针。否则测针可能受损。
c.检出器确实嵌入后,检出器的情况如下图所示,在检出器上方可以看见的螺丝位置和检出部导轨的端面基本一致。 4.1.2 检出器的拆卸,使用SJ-210完成测量操作后,为防止仪器触碰而损坏,请将检出器从驱动部上拆卸下来保管。
a. 驱动部位于原点的位置时,小心地将检出器从驱动部垂直地拔出来。 4.1.3数据线的使用 驱动检出部不按装在演算显示器上时,请如下图所示用数据线连接后再使用。 数据线的安装和拆卸方法 a. 驱动检出器连接插头的连接
粗糙度仪操作规程
版本变更历史 文件审批栏
为确保公司之仪器的有效操作,避免因操作方法、操作步骤等失误而造成仪器的损坏、或因仪器的维 护不到位导致测试结果不精准,而产生产品的误测,特追溯至通用使用规程对本仪器制定正确的操作 规则。 2.0 范围适用于公司所生产的磨砂材料表面粗糙度测试。 3.0 引用文献手持式粗糙度仪使用说明书(随机附)。 4.0 仪器概述 4.1 工作原理 测量工件表面粗糙度时,将感应器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表 面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而杂相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进行数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,可以存储,也可以在打印机上输出。 4.2 仪器主体概述 4.4 显示屏使用界面
5.0 操作步骤 5.1 测量前准备 将传感器插入仪器底部的传感器连结套中 . 提示: 1. 传感器的触针是本仪器的关键零件 ,应给予高度重视。 2. 在进行传感器装卸的过程中 ,应特别注意不要碰及触针 ,以免造成损坏 ,影响测量 3.在安装传感器时 ,应特 别注意连接要可靠 . 5.2 测量步骤 步骤 图片 说明
将标准件(1.68 μm)放置在传感器下,调高机脚,进行校准 按启动键开始测量,传感器在被测表面上滑行,液晶屏的 采样符号“”动态逐级显示,表示当前仪器的传感器正在拾取 信号。当采样符号“ --- ”变为快速变动时,表示采样结束,正在 进行滤波及参数计算,测试完毕,本次测试结果显示在液晶屏上。 在测量状态时,除电源 校准完毕,本次测试结果显示在液晶屏上 键外,按其余键无效。 将被测物放置在传感器下,按启动键进行测试,步骤与校准一致。 测试完毕,按红色键,关闭仪器,卸下传感器保护套和机脚 7
三维表面形貌仪测皮革表面粗糙度
6 Morgan, Ste156, Irvine CA 92618 · P: 949.461.9292 · F: 949.461.9232 · https://www.360docs.net/doc/35558494.html, Today's standard for tomorrow's materials. ? 2014 NANOVEA Processed Leather Surface Finish Using 3D Profilometry Prepared by Craig Leising
INTRO: Once the tanning process of a leather hide is complete the leather surface can undergo several finishing processes for a variety of looks and touch. These mechanical processes can include stretching, buffing, sanding, embossing, coating etc. Dependent upon the end use of the leather some may require a more precise, controlled and repeatable processing. IMPORTANCE OF PROFILOMETRY INSPECTION FOR R&D AND QUALITY CONTROL Because of the large variation possible, and unreliability of visual inspection, the surface finish of leather should be properly inspected for quality control. Understanding surface features can lead to the best selection surface finish and control measures. To insure the quality control of such parameters, inspection will heavily rely upon quantifiable, reproducible and reliable information. The Nanovea 3D Non-Contact Profilometers utilize chromatic confocal technology with unmatched capability to measure finished leather. Where other techniques fail to provide reliable data, due to probe contact, surface variation, angle, absorption or reflectivity, Nanovea Profilometers succeed. MEASUREMENT OBJECTIVE In this application, the Nanovea ST400 is used to measure and compare the surface finish of 2 different but closely processed leather samples. Several surface parameters will be automatically calculated from the surface profile. Here we will focus on surface roughness, dimple depth, dimple pitch and dimple diameter for comparative evaluation.
OU1300表面粗糙度仪
OU1300表面粗糙度仪 技术参数 产品名称:OU1300粗糙度仪 ?简介:欧谱OU1300粗糙度仪高精度、精确到0.001;13个参 数,适合多种测值要求;可靠防电机卡死电路及程序软件设 计,攻克国产粗糙度仪现有难题,大大提高使用寿命; ? 一、概述 欧谱OU1300表面粗糙度仪是适合于生产环境和移动测量需要的一种手持式仪器,它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准并兼容美国、德国、日本英国等一些工业发达国家的标准。测量结果可以根据选定的测量条件计算相应参数,并在显示器上显示出全部测量参数和轮廓图形,也可以输出到打印机上及与PC机进行通讯。适用于金属与非金属工件;适用于机械加工制造业、检测、商检等部门粗糙度测量;平面、曲面、凹槽、小孔等复杂工件的粗糙度测量。 二、检测原理 OU1300表面粗糙度仪使用的是电感传感器,测量时,精密驱动机构带动传感器沿被测表面做等速直线滑行,传感器触针在被测表面上下位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏检波器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片对采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上给出。
三、功能特点 1.兼容ISO、DIN、ANSI、JIS多个国家标准,用于金属与非金属加工表面粗糙度检测; 2.采用高速DSP处理器进行数据处理和计算,速度快,精度更高; 3.大量程,多参数Ra,Rz,Rq,Rt,Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr; 4.机电一体化设计,体积小、重量轻、使用方便; 5.采用DSP芯片进行控制和数据处理,速度快,功耗低; 6.128×64 OLED点阵显示器,数字/图形显示;高亮无视角; 7.可靠防电机走死电路及软件设计; 8.内置锂离子充电电池及充电控制电路,容量高、无记忆效应; 9.剩余电量指示图标,显示充电过程,可随时了解充电程度。 10.连续工作时间大于20小时 11.大容量数据存储,可存储100组原始数据及波形。 12.具有自动休眠、自动关机等节电功能 13.显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息; 14.全金属壳体设计,坚固、小巧、便携、可靠性高。 15.中/英文语言选择; 16.实时时钟设置及显示,方便数据记录及存储。 17.可选配曲面传感器、小孔传感器、测量平台、传感器护套、接长杆等附件。 18.可连接电脑和打印机;
表面粗糙度检测标准
v1.0 可编辑可修改 标题:粗糙度检验规范 文件编号:WI/ZB 版本:A
修订履历表 1.0目的 对来自于外购模具、工装、治具、夹具等零配件、本厂加工的模具、工装、治具、夹具等零配件按要求进
行表面粗糙度检验,以确保模具、工装、治具、夹具等零配件满足预期的要求。 范围 适用于所有组成模具、工装、治具、夹具的零配件,包括委外和内部加工的零配件。 定义 表面粗糙度:表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表面粗糙度。 表面粗糙度对工件的影响: 3.2.1表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。 3.2.2表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐 渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 3.2.3表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应 力集中很敏感,从而影响零件的疲劳强度。 3.2.4表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属 内层,造成表面腐蚀。 3.2.5表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。 3.2.6表面粗糙度影响零件的接触刚度。接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。 3.2.7影响零件的测量精度。零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是 在精密测量时。 表面粗糙度比较样块定义及检验要求: 3.3.1定义:表面粗糙度比较样块是检查加工后工件表面的一种对比量具,他的使用方法是以样块工作面的表 面粗糙度为标准,凭触觉(如手摸)或视觉(可借助放大镜、比较显微镜等)与待检查的工件表面进行比对,从而判别被检查表面的表面粗糙度是否合乎要求,这是一种定性的检查工具。 3.3.2检验要求:在用比较样块对工件表面进行比较时,所选用的样块和被检查工件的加工方法必须相同,同 时样块的材料、形状、表面色泽等应尽肯能的与被检查工件一致,判断的准则是根据工件加工痕迹的深浅来决定表面粗糙度是否符合图纸(或工艺)要求。当被检查工件表面的加工痕迹深浅程度相当或者小于样块工作面加工痕迹深度时,则被检查工件表面粗糙度一般不大于样块的标记公称值。 国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm):
喷砂除锈粗糙度检测仪
喷砂除锈粗糙度检测仪使用说明书
基本概述 喷砂除锈粗糙度检测仪又叫喷砂粗糙度仪、喷砂除锈粗糙度测试仪、喷砂除锈粗糙度等级、喷砂粗糙度测量仪、锚纹仪、喷砂除锈粗糙度判断适用于:喷丸喷砂行业、印刷行业、喷涂防腐行业等表面粗糙度需求的行业使用、根据选定的测量条件计算出相应的参数、在液晶显示器上清晰地显示出全部测量参数。
目录 1. 特性 (1) 2. 规格和参数 (2) 3. 面板说明 (3) 4. 测量步骤 (4) 5. 仪器校准 (4) 6. 更换电池 (5) 7. 与PC机通讯 (5) 8. 日常维护与保养 (5) 9. 售后服务 (6)
1. 特性 1.1 符合ASTM D 4417-B, IMO MSC.215(82), SANS 5772,US Navy NSI 009-32, US Navy PPI 63101-000.测试方法、可直接测量表面的峰顶-谷底的高度。 1.2 适用于:喷丸喷砂行业、印刷行业、喷涂防腐行业等表面粗糙度需 求的行业使用、根据选定的测量条件计算出相应的参数、在液晶显示器上清晰地显示出全部测量参数。 1.3 测量工件表面粗糙度时、将仪器传感器放在工件被测表面上、由仪器 内置的锐利触针感受被测表面的粗糙度、此时工件被测表面的粗糙度引起触针产生位移、该位移使传感器电感线圈的电感量发生变化、从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号、该信号经过放大及电平转换之后进入数据采集系统、DSP芯片将采集的数据进行数字滤波和参数计算、测量结果在液晶显示器显示出来、同时可以与PC机进行通讯、实现数据分析统计和打印。 1.4 高精度电感传感器; 1.5 一体化设计、体积小、重量轻、使用; 1.6 具有自动关机功能。本仪器设有两种关机方式、即手动关机和自动关 机。在任何时侯、只要轻按下多功能键、待显示器上出现OFF、松开手就可手动关断整机电源;另一方面,若在1分钟的时间内、未按动任何按键、或者未进行任何测量、则会自动关机,以实现省电功能。1.7 具有公英制转换功能。 1.8 具有平均值计算功能。 1
表面粗糙度仪的工作原理
表面粗糙度仪的工作原理 表面粗糙度仪是一种常用的检测仪器,具有测量精度高、测量范围宽、操作简便、便于携带、工作稳定等特点,可以广泛应用于各种金属与非金属的加工表面的检测。表面粗糙度仪的工作原理 针描法又称触针法。当触针直接在工件被测表面上轻轻划过时,由于被测表面轮廓峰谷起伏,触针将在垂直于被测轮廓表面方向上产生上下移动,把这种移动通过电子装置把信号加以放大,然后通过指零表或其它输出装置将有关粗糙度的数据或图形输出来。 采用针描法原理的表面粗糙度测量仪由传感器、驱动器、指零表、记录器和电感传感器是轮廓仪的主要部件之一,在传感器测杆的一端装有金刚石触针,触针曲率半径r很小,测量时将触针搭在工件上,与被测表面垂直接触,利用驱动器以一定的速度拖动传感器。由于被测表面轮廓峰谷起伏,触状在被测表面滑行时,将产生上下移动。此运动经支点使磁芯同步地上下运动,从而使包围在磁芯外面的两个差动电感线圈的电感量发生变化。图3为仪器的工作原理主框图。传感器的线圈与测量线路是直接接入平衡电桥的,线圈电感量的变化使电桥失去平衡,于是就输出一个和触针上下的位移量成正比的信号,经电子装置将这一微弱电量的变化放大、相敏检波后,获得能表示触针位移量大小和方向的信号。此后,将信号分成三路:一路加到指零表上,以表示触针的位置,一路输至直流功率放大器,放大后推动记录器进行记录;另一路经滤波和平均表放大器放大之后,进入积分计算器,进行积分计算,即可由指示表直接读出表面粗糙度Ra值。 传统表面粗糙度测量仪工作原理框图指零表的作用反映铁芯在差动电感线圈中所处的位置。当铁芯处于差动电感线圈的中间位置时,指零表指针指示出零位,即保证处于电感变化的线性范围之内。所以,在测量之前,必须调整指零表,使其处于零位。经过噪声滤波和波度滤波以后,剩下来的就是与被测表面粗糙度成比例的信号,再经平均表放大器后,所输出的电流I与被测表面轮廓各点偏离中线的高度y的值成正比,然后经积分器完成的积计算,得出Ra值,由指零表显示出来。这种仪器适用于测定0.02-10μm的Ra值,其中有少数型号的仪器还可测定更小的参数值,仪器配有各种附件,以适应平面、内外圆柱面、圆锥面、球面、曲面、以及小孔、沟槽等形状
TR210粗糙度仪操作说明书
TR210手持式粗糙度仪使用说明书
1.概述 (1) 1.1测量原理 (1) 1.2标准配置 (1) 1.3仪器各部分名称 (2) 1.4基本连接方法 (3) 1.4.1传感器装卸 (3) 1.4.2电源适配器及电池充电 (3) 2.测量操作 (5) 2.1测量前的准备 (5) 2.2开机 (5) 2.3修改测量条件 (6) 2.3.1取样长度 (6)
2.4.2液晶背光 (7) 2.5功能选择 (8) 2.5.1测值存储 (8) 2.5.2读取存储值 (8) 2.5.3打印 (9) 2.5.4触针位置 (9) 2.5.5示值校准 (10) 3可选附件及其使用 (10) 3.1可调支脚及传感器护套 (10) 3.2测量平台 (11) 3.3接长杆 (12) 3.4磁性表座连接杆 (12) 3.5传感器 (13)
3.5.2TS110曲面传感器 (13) 3.5.3TS120小孔传感器 (14) 4.技术参数 (14) 4.1传感器 (14) 4.2驱动参数 (14) 4.3示值误差 (14) 4.4示值变动性 (15) 4.5显示内容 (15) 4.5.1符号 (15) 4.5.2参数 (15) 4.5.3提示信息 (15) 4.6轮廓和滤波器 (15) 4.7取样长度 (15) 4.8评定长度 (15) 4.9粗糙度参数和显示范围 (16) 4.10测量范围和分辨力 (16) 4.11电源 (16) 4.12温度/湿度范围 (16) 4.13外形尺寸和重量 (16) 4.14连接打印机 (17) 5.日常维护与保养 (17) 5.1故障处理 (17) 5.2故障信息 (17) 6.电池开关 (18) 7.参考资料 (18) 7.1轮廓和滤波 (18) 7.1.1轮廓 (18) 7.1.2滤波器 (19)
油漆表面粗糙度检测仪
OU1300 油漆表面粗糙度检测仪 使用说明书
简 介 油漆表面粗糙度检测仪又称为油漆表面粗糙度测试仪、镀层表面粗糙度检测仪、金属涂层表面粗糙度检测仪、涂镀层粗糙度试验仪、油漆表面粗糙度检测仪价格、油漆表面粗糙度检测仪厂家、油漆表面粗糙度试验仪、表面粗糙度测试仪、高精度粗糙度检测仪、手持式粗糙度测试仪、小型粗糙度仪测量仪、粗糙度仪、便携式粗糙度仪、粗糙度测量仪价格、袖珍表面粗糙度仪、数字式粗糙度仪、便携式粗糙度检测仪、表面粗糙度测定仪,数显粗糙度仪、手持式粗糙度检测仪,粗糙度检测仪、粗糙度测试仪、表面粗糙度测量仪、粗糙度测量仪的使用方法、粗糙度测量仪价格、袖珍式表面粗糙度仪、便携式粗糙度测量仪、便携式表面粗糙度仪、表面粗糙度检查仪、手持式粗糙度测量仪、手持式粗糙度仪、便携式粗糙度仪、精密粗糙度测试仪、袖珍式粗糙度测量仪、袖珍式粗糙度检测仪、表面粗糙度检验仪、手持粗糙度测量仪、表面粗糙度检查仪、手持粗糙度仪、手持式粗糙度测量仪、高精度粗糙度仪 是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。适用于车间检定站、实验室、计量室等环境的检测。
一、概述 OU1300型表面粗糙度测量仪是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。适用于车间检定站、实验室、计量室等环境的检测。 1.1 主要特点 ●机电一体化设计,体积小,重量轻,使用方便; ●采用 DSP 芯片进行控制和数据处理,速度快,功耗低; ●大量程,多参数 Ra,Rz,Rq,Rt。 ●高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr 等参数; ●128×64 OLED 点阵显示器,数字/图形显示;高亮无视角; ●显示信息丰富、直观、可显示全部参数及图形; ●兼容 ISO、DIN、ANSI、JIS 多个国家标准; ●内置锂离子充电电池及充电控制电路,容量高、无记忆效应; ●有剩余电量指示图标,提示用户及时充电; ●可显示充电过程指示,操作者可随时了解充电程度 ●连续工作时间大于 20 小时 ●超大容量数据存储,可存储 100 组原始数据及波形。 ●实时时钟设置及显示,方便数据记录及存储。 ●具有自动休眠、自动关机等节电功能 ●可靠防电机走死电路及软件设计 - 1 -
表面粗糙度测量仪操作规范
表面粗糙度测量仪操作规范 1 仪器的用途 SV-3000S4表面粗糙度测量仪可进行多功能表面粗糙度测量。其SURFPAK-SV专用分析软件兼容包括ISO、DIN、ANSI和JIS在内的符合国际标准的57种分析用参数,具有先进的数据处理能力。 2 仪器的使用和操作方法 2.1 工作环境: 温度:15℃~25℃ 湿度:20~80%RH(远离冷凝气) 电源:220V 50Hz 1PHASE 2.2 打开计算机,打开主机电源,待显示灯亮后双击“SURFPAK”进入测量程序。 2.3 设置原点。根据对话框提示确认后仪器将自动完成原点设置。 2.4 根据测量要求选择并安装合适的检测器及探针,同时进行相应的程序设置。 2.5 检测器校正 2.5.1每一种型号的检测器和探针在首次使用或认为探针磨损影响测量精度时应进行校正。校正值注册后自动保存在检测器“补偿”中,需要时可以直接调用。不调用校正值时默认上一次使用状态的校正值。 2.5.2检测器的校正可利用测量仪所配的粗糙度标准样块(OLDMIX)来完成。
2.5.3启动“检测器校正测量”,根据提示输入标准样块的参数并设置测量条件,将样块尽可能调平后再进行校正测量。测量完毕后程序自动给出结果校正值。 2.6 通用测量 2.6.1将被测样件放在工作台上,按测量需要对其进行调平,即调整被测样件的平面或其素线,令其与导轨平行,同时被测量部位的加工痕迹与探针运行方向(X轴)垂直。 2.6.2根据被测工件实际情况及测量要求选择评价标准并进行测量条件设置,包括评价轮廓类别、基准长度、区间数、间距、评价长度、滤波方式、补偿设置等,确定好测量起始位置后进行自动测量。 2.6.3测量完毕后自动显示评价轮廓图,其水平和垂直放大倍率由系统自动设置也可以自行设置。 2.6.4双击“设置参数区”选择所要评定的参数,程序自动给出所选参数的测量结果。 2.6.5双击“分析图表区”选择所要评定的结果分析图,程序自动生成并显示所需图表。 2.7输出报告。将需要打印输出的内容利用“粘贴布局”来完成,并可以按照需要添加注释。设置完毕后打印输出检测报告。 2.8 保存测量数据,以备将来查看。 2.9测量完毕后将检测器升至安全位置后退出测量程序,关上主机电源。 2.10仪器的自校准与核查
粗糙度测试仪器
粗糙度测试仪器 产品名称:OU1300粗糙度仪 ?产地:中国销售:沧州欧谱 ?简介:欧谱OU1300粗糙度仪高精度、精确到0.001;13个参 数,适合多种测值要求;可靠防电机卡死电路及程序软件设 计,攻克国产粗糙度仪现有难题,大大提高使用寿命; 一、概述 欧谱OU1300表面粗糙度仪是适合于生产环境和移动测量需要的一种手持式仪器,它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准并兼容美国、德国、日本英国等一些工业发达国家的标准。测量结果可以根据选定的测量条件计算相应参数,并在显示器上显示出全部测量参数和轮廓图形,也可以输出到打印机上及与PC机进行通讯。适用于金属与非金属工件;适用于机械加工制造业、检测、商检等部门粗糙度测量;平面、曲面、凹槽、小孔等复杂工件的粗糙度测量。 二、检测原理 OU1300表面粗糙度仪使用的是电感传感器,测量时,精密驱动机构带动传感器沿被测表面做等速直线滑行,传感器触针在被测表面上下位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏检波器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片对采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上给出。
三、功能特点 1.兼容ISO、DIN、ANSI、JIS多个国家标准,用于金属与非金属加工表面粗糙度检测; 2.采用高速DSP处理器进行数据处理和计算,速度快,精度更高; 3.大量程,多参数Ra,Rz,Rq,Rt,Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr; 4.机电一体化设计,体积小、重量轻、使用方便; 5.采用DSP芯片进行控制和数据处理,速度快,功耗低; 6.128×64 OLED点阵显示器,数字/图形显示;高亮无视角; 7.可靠防电机走死电路及软件设计; 8.内置锂离子充电电池及充电控制电路,容量高、无记忆效应; 9.剩余电量指示图标,显示充电过程,可随时了解充电程度。 10.连续工作时间大于20小时 11.大容量数据存储,可存储100组原始数据及波形。 12.具有自动休眠、自动关机等节电功能 13.显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息; 14.全金属壳体设计,坚固、小巧、便携、可靠性高。 15.中/英文语言选择; 16.实时时钟设置及显示,方便数据记录及存储。 17.可选配曲面传感器、小孔传感器、测量平台、传感器护套、接长杆等附件。 18.可连接电脑和打印机;
表面粗糙度检测标准
标题:粗糙度检验规范文件编号:WI/ZB 版本:A
修订履历表 1.0目的 对来自于外购模具、工装、治具、夹具等零配件、本厂加工的模具、工装、治具、夹具等零配件按要求进行表面粗糙度检验,以确保模具、工装、治具、夹具等零配件满足预期的要求。
范围 适用于所有组成模具、工装、治具、夹具的零配件,包括委外和内部加 工的零配件。 定义 表面粗糙度:表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。无论采用哪种加工方法所获得的零件表面,都不是绝对平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表面粗糙度。 表面粗糙度对工件的影响: 3.2.1表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大, 磨损就越快。 3.2.2表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过 程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。 3.2.3表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹 一样,对应力集中很敏感,从而影响零件的疲劳强度。 3.2.4表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷 渗入到金属内层,造成表面腐蚀。 3.2.5表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面 间的缝隙渗漏。 3.2.6表面粗糙度影响零件的接触刚度。接触刚度是零件结合面在外力作用下,抵抗接触变形的 能力。 3.2.7影响零件的测量精度。零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的 精度,尤其是在精密测量时。 表面粗糙度比较样块定义及检验要求: 3.3.1定义:表面粗糙度比较样块是检查加工后工件表面的一种对比量具,他的使用方法是以样块 工作面的表面粗糙度为标准,凭触觉(如手摸)或视觉(可借助放大镜、比较显微镜等)与待检查的工件表面进行比对,从而判别被检查表面的表面粗糙度是否合乎要求,这是一种定性的检查工具。 3.3.2检验要求:在用比较样块对工件表面进行比较时,所选用的样块和被检查工件的加工方法必 须相同,同时样块的材料、形状、表面色泽等应尽肯能的与被检查工件一致,判断的准则是根据工件加工痕迹的深浅来决定表面粗糙度是否符合图纸(或工艺)要求。当被检查工件表面的加工痕迹深浅程度相当或者小于样块工作面加工痕迹深度时,则被检查工件表面粗糙度一般不大于样块的标记公称值。 国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm):
实验三 表面粗糙度测量实验
实验三表面粗糙度测量实验 一、实验目的 1.了解JB-1C型粗糙度测量仪测量表面粗糙度的原理和方法。 2.加深对粗糙度评定参数R a、R y、R max、R t、R zd、R z、R3z、R p、S m、S、T p的理解。 二、实验内容 用JB-1C型粗糙度测量仪测量表面粗糙度的R a、R y、R max、R t、R zd、R z、R3z、R p、S m、S、T p值。 三、实验设备 JB-1C型粗糙度测量仪。 四、实验原理 1大理石座2升降装置3升降手轮4传感装置5传感器6连接电缆7电器箱8可调节工 作台9电源线10支撑架 JB-1C粗糙度测量仪属于接触式的粗糙度测量,它属于感应式位移传感的原理。在这个系统里,一个金刚石触针被固定在一移动极板上(铁氧体极板),在被测表面上移动。在零位状态时,这些极板离开定位于传感器外壳上的两个线圈,有一定的距离,且有一高频的震荡信号在这两个线圈内流动。如果铁氧体极板与线圈间的距离改变了(由于传感器的金刚石触针在一粗糙表面移动),线圈的电感发生变化,而测量仪的微机系统,则对此的变化,进行采集、数据转移处理后,在液晶屏上显示出被测物表面的粗糙度参数。 本设备测量的粗糙度参数说明如下: 1.取样长度(截止波长)λc:它是用来判断具有表面粗糙度特征的一段基准线长度,在轮廓的走向上量取。本测量仪分为λc=0.25mm、0.8mm、 2.8mm三档。2.平定长度(测量长度)L n:它是测量过程中有效的行程长度,一般取样长λc 的3至7倍。
3.算术平均粗糙度值R a :它是取样长度λc 内轮廓偏距绝对值的算术平均值。 c a dx x Y R λ?= 1 )( 4.轮廓最大高度R y :它是在取样长度λc 内轮廓峰顶线和谷底线之间的距离。分别用R max 、R t 表示。 5.平均峰谷高度R zd :在已滤波的轮廓上,五个等量相邻的单元测量长度中单个高度的算术平均值。 6.十点高度R z :在测量长度(评定长度)内,五个最高的轮廓峰值和轮廓谷值的绝对高度的平均值之和。 5 5 1 5 1 ∑∑==+= i i Vi pi z Y Y R 7.平均的中等峰谷高度R 3z :五个相邻的单元测量长度上,各个中等的峰到谷高度的平均值。 8.中线以上最大峰高R p :在测量长度L n 内最高峰到中线之间的距离。 9.轮廓微观不平度的平均间距S m :在取样长度轮廓不平度的间距的平均值。
测量表面粗糙度的方法
OU1300 测量表面粗糙度的方法 使用说明书
一、概述 OU1300型表面粗糙度测量仪是适合于生产现场环境和移动测量需要的一种手持式仪器,可测量多种机加工零件的表面粗糙度,可根据选定的测量条件计算相应的参数,并在显示器上显示出全部测量参数和轮廓图形。该仪器它操作简便,功能全面,测量快捷,精度稳定,携带方便,能测量最新国际标准的主要参数,本仪器全面严格执行了国际标准。测量参数符合国际标准并兼容美国、德国、日本、英国等国家的标准。适用于车间检定站、实验室、计量室等环境的检测。 1.1 主要特点 ●机电一体化设计,体积小,重量轻,使用方便; ●采用 DSP 芯片进行控制和数据处理,速度快,功耗低; ●大量程,多参数 Ra,Rz,Rq,Rt。 ●高端机器增加 Rp,Rv,R3z,R3y,RzJIS,Rsk,Rku,Rsm,Rmr 等参数; ●128×64 OLED 点阵显示器,数字/图形显示;高亮无视角; ●显示信息丰富、直观、可显示全部参数及图形; ●兼容 ISO、DIN、ANSI、JIS 多个国家标准; ●内置锂离子充电电池及充电控制电路,容量高、无记忆效应; ●有剩余电量指示图标,提示用户及时充电; ●可显示充电过程指示,操作者可随时了解充电程度 ●连续工作时间大于 20 小时 ●超大容量数据存储,可存储 100 组原始数据及波形。 ●实时时钟设置及显示,方便数据记录及存储。 ●具有自动休眠、自动关机等节电功能 ●可靠防电机走死电路及软件设计 - 1 -
●显示测量信息、菜单提示信息、错误信息及开关机等各种提示说明信息; ●全金属壳体设计,坚固、小巧、便携、可靠性高。 ●中/英文语言选择; ●可连接电脑和打印机; ●可打印全部参数或打印用户设定的任意参数。 ●可选配曲面传感器、小孔传感器、测量平台、传感器护套、 接长杆等附件。 1.2 测量原理 本仪器在测量工件表面粗糙度时,先将传感器搭放在工件被测表面上,然后启动仪器进行测量,由仪器内部的精密驱动机构带动传感器沿被测表面做等速直线滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度会引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏检波器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP 芯片对采集的数据进行数字滤波和参数计算,测量结果在显示器上给出,也可在打印机上输出,还可以与PC 机进行通讯。 1.3 仪器各部分名称 传感器 - 2 -