CNC-机床说明书及维护手册讲课讲稿
6-2
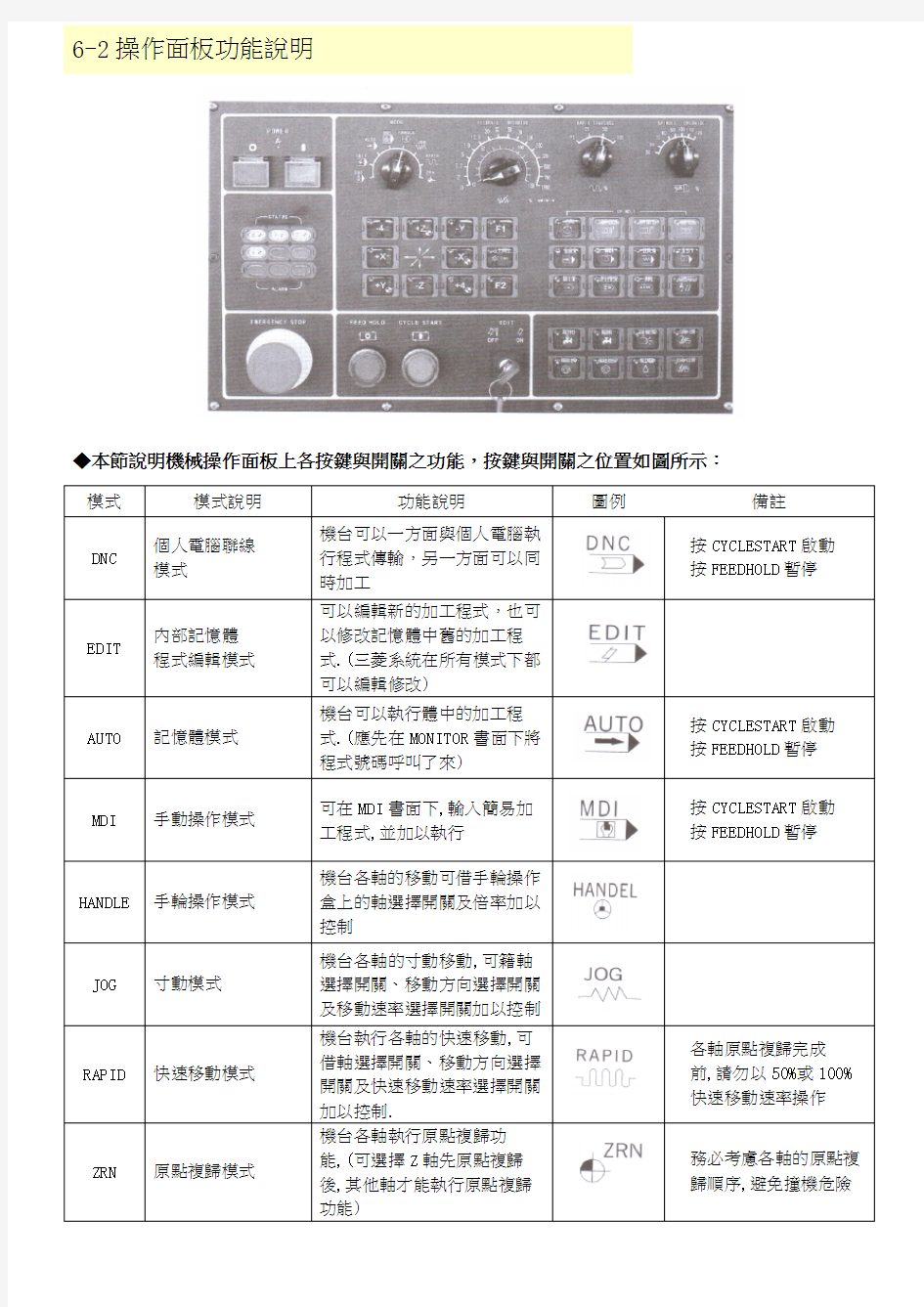
操作面板功能說明
◆本節說明機械操作面板上各按鍵與開關之功能,按鍵與開關之位置如圖所示:
模式模式說明功能說明圖例備註
DNC 個人電腦聯線
模式
機台可以一方面與個人電腦執
行程式傳輸,另一方面可以同
時加工
按CYCLESTART啟動
按FEEDHOLD暫停
EDIT 內部記憶體
程式編輯模式
可以編輯新的加工程式,也可
以修改記憶體中舊的加工程
式.(三菱系統在所有模式下都
可以編輯修改)
AUTO 記憶體模式機台可以執行體中的加工程
式.(應先在MONITOR書面下將
程式號碼呼叫了來)
按CYCLESTART啟動
按FEEDHOLD暫停
MDI 手動操作模式可在MDI書面下,輸入簡易加
工程式,並加以執行
按CYCLESTART啟動
按FEEDHOLD暫停
HANDLE 手輪操作模式機台各軸的移動可借手輪操作盒上的軸選擇開關及倍率加以控制
JOG 寸動模式機台各軸的寸動移動,可籍軸選擇開關、移動方向選擇開關及移動速率選擇開關加以控制
RAPID 快速移動模式機台執行各軸的快速移動,可
借軸選擇開關、移動方向選擇
開關及快速移動速率選擇開關
加以控制.
各軸原點複歸完成
前,請勿以50%或100%
快速移動速率操作
ZRN 原點複歸模式機台各軸執行原點複歸功
能,(可選擇Z軸先原點複歸
後,其他軸才能執行原點複歸
功能)
務必考慮各軸的原點複
歸順序,避免撞機危險
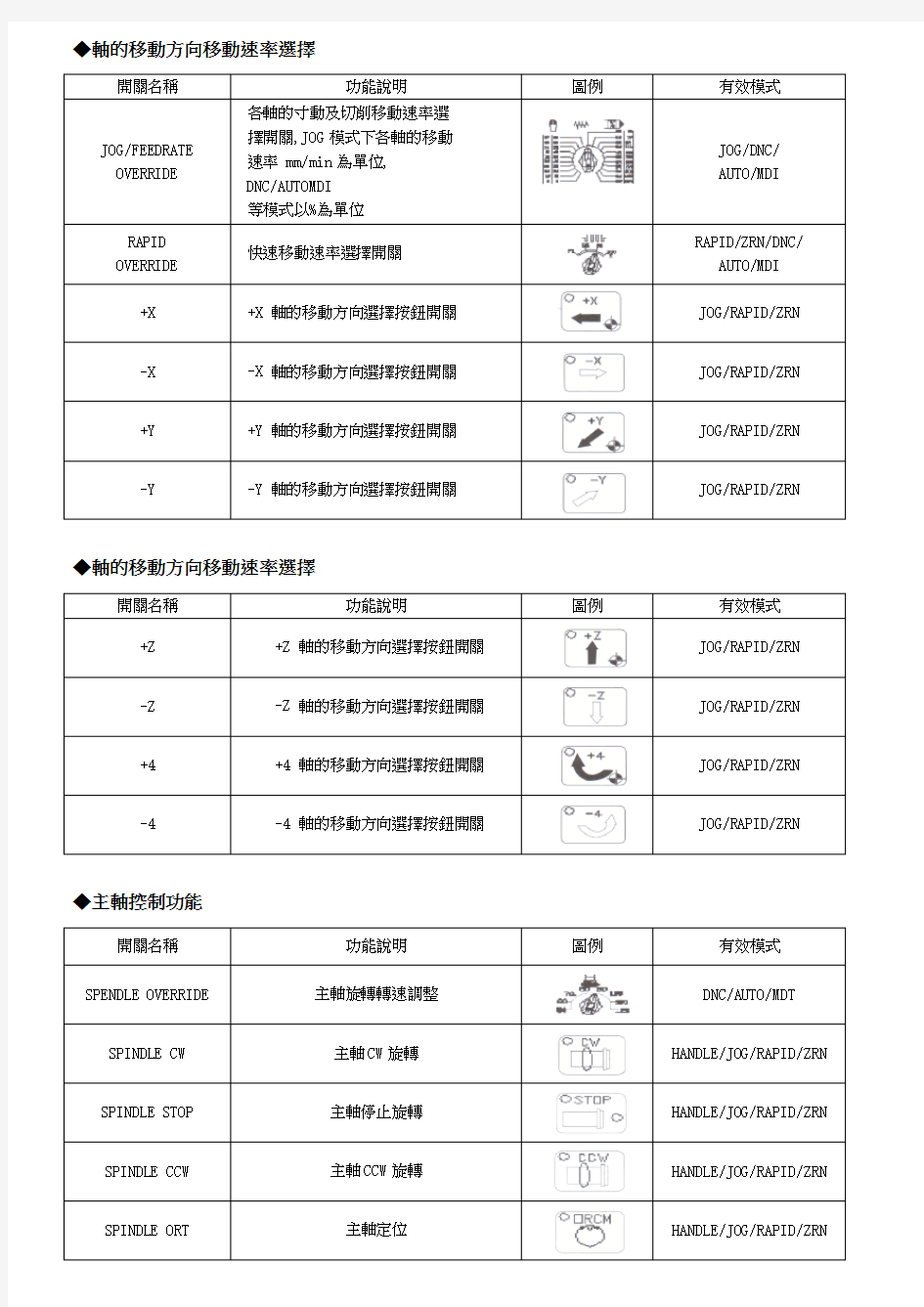
◆軸的移動方向移動速率選擇
開關名稱功能說明圖例有效模式
JOG/FEEDRATE OVERRIDE
各軸的寸動及切削移動速率選
擇開關,JOG模式下各軸的移動
速率 mm/min為單位,
DNC/AUTOMDI
等模式以%為單位
JOG/DNC/
AUTO/MDI
RAPID OVERRIDE 快速移動速率選擇開關
RAPID/ZRN/DNC/
AUTO/MDI
+X +X 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN
-X -X 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN
+Y +Y 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN
-Y -Y 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN
◆軸的移動方向移動速率選擇
開關名稱功能說明圖例有效模式+Z +Z 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN
-Z -Z 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN
+4 +4 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN
-4 -4 軸的移動方向選擇按鈕開關JOG/RAPID/ZRN
◆主軸控制功能
開關名稱功能說明圖例有效模式SPENDLE OVERRIDE 主軸旋轉轉速調整DNC/AUTO/MDT SPINDLE CW 主軸CW旋轉HANDLE/JOG/RAPID/ZRN SPINDLE STOP 主軸停止旋轉HANDLE/JOG/RAPID/ZRN SPINDLE CCW 主軸CCW旋轉HANDLE/JOG/RAPID/ZRN SPINDLE ORT 主軸定位HANDLE/JOG/RAPID/ZRN
◆自動操作功能
開關名稱開關說明功能說明圖例
CYCLE START 程式啟動啟動程式的執行.(應先在MONITOR 書面下將程式號碼呼叫出來)。
FEED HOLD 程式暫停暫停程式的執行.
SINGLE BLOCK 單節執行每按"CYCLE START"一次,程式執行一個單節。(滑道油不足ALARM時,也會進入單切執行狀態下.)
M01 選擇性程式
停止
程式執行到有"M01"的單節時會暫
停,按"CYCLESTART"可繼續執行程
式
DRY BUN 外部數控程式中軸的切削速度由面板上JOG OVERRIDE 開關控制
MACHINE LOCK 機械鎖定所有軸不移動,但CRT上工件座標會變化
Z AXIS LOCK Z軸鎖定Z軸不移動,但CRT上工件座標會變化
◆自動操作功能
M.S.T LOCK M.S.T無效M碼/S碼/T碼功能無效
BLOCK SKIP 單節忽略程式執行能開頭有"/"的單節時會不執行此單切,而繼續執行下一個單節
MANUAL ABSOLUTE 手動絕對值
程式執行中以手動模式造成的移動
量,
程式坐標系統會予以更新
DOOR LOCK 門開關程式執行時避免事故發生,將門關閉操作運行
◆手輪(MPG)操作說明
開關名稱開關說明功能說明圖例
1/10/100 倍率選擇MPG每一旋轉刻度時,軸的移動距離"1" 表示1um "10"表示10um "100"表示0.1mm
X/Y/Z 軸選擇選擇MPG所要控制的軸
◆特殊功能(OPTION)
開關名稱開關說明功能說明圖例COOLANT MANUAL 切削液手動手動啟動/關閉切削液
COOLANT AUTO 切削液自動M08啟動切削液有效
CHIP CONVEYOR FOR 除屑機CW 啟動螺旋除屑機CW
CHIP CONVEYOR STOP 除屑機停止關閉螺旋除屑機
CHIP CONVEYOR BACK 除屑機CCW 寸動螺旋除屑機CCW
AIR BLOWING 切削吹氣啟動/開關切削吹氣
AUTO POWER OFF 自動斷電程式執行 M30 結束,若"AUTO POWER OFF" 開關為"ON"狀態,則約10秒後,機台進入緊急停止狀態,再約10秒後,總電源將關閉,如欲重新開機,則須先將總電源開關切換至"RESET"位置,才能重新開機
LIGHT 工作燈啟動/關閉工作照明燈
MAG.CW 刀庫CW 於手輪模式(HANDLE)下,按此開關可使刀庫CW旋轉
https://www.360docs.net/doc/366085107.html,W 刀庫CCW 於手動模式(HANDLE)下,按此開關可使刀庫CCW旋轉
EDIT KEY 編輯開關"EDITKEY"在"1"的位置時,系統才允許使用者修改程式、參數、工件座標及刀具補正資料
◆特殊功能(OPTION)
開關名稱開關說明功能說明圖例
1/10/100 倍率選擇MPG每一旋轉刻度時,軸的移動距離"1" 表示1um "10"表示10um "100"表示0.1mm
X/Y/Z 軸選擇選擇MPG所要控制的軸
6-3操作面板功能單項說明
手動模式(Manual Pulse Generator mode)
1.在本模式下,可用手輪(MPG)作手動進給,移動各軸.
2.欲移動軸向,可由手動操作盒上的軸向選擇鈕選擇.
3.各軸移動速度可由手動操作盒上的進給倍率旋鈕決定.
1.In this mode,can use the MPG(manual pulse generator)tk movement all axes.
2.In the MPG box,you can select the axis direction to movement the axis.
3.All axes move speed,you can select handle feed rate rotation switch of
the MPG box.
慢速進給模式(JOG mode):
1.在本模式下,欲移動各軸,請按各軸軸向鍵及選擇慢速進給率.
2.移動進給速率,依慢速進給率作移動之速度依據.速率調整可由0mm/min~10000mm/min.
3.按軸各鍵時,手指不可離開(離開後即停止稱動),其指定軸向即可移動.
1.In this mode,if want to move whichever axis.Please press the axis direction push button and select jog feed rate.
2.The axis move feed rate according to jog feed rate overrinde.The feed rate from 0mm/min~10000mm/min.
3.Press the axis direction push button,the finger don't leave the push brtton (If not the axis stop movement),the axis will be movement.
快進給模式(RAPID mode):
當按此鍵,軸向移動是屬於快速進給速度.
Press this push button,the axis can be moved at rapid speed.
機械原點複歸模式(ZRN mode):
1.本模式為進給軸機械原點手動複歸時使用.
2.第一次開機作原點複歸時,若各軸位置在原點附近,請將各軸移動至中間位置,再做原點複歸動作.
3.機械原點複歸速率由快速進給百分比率之速度(F0%,F25%,F50%,F100%)作控制
1.The mode is use for machine return to reference point.
2.First time return to reference point.If the axis near the reference point. Please nove the axis to mijddle position,then return the all axes to
reference point.
手動資料輸入(Manual date input mode):
此模式為程式暫時性執行及輸入,可作單一動作執行.
The mode is manual data input mode,can do M code for single block.
自動模式(AUTO mode):
此模式為程式自動執行模式,當程式編輯完成後,切至此模式,再配合"程式啟動"鍵來使用. The mode is auto.mode,when the program edit complete.Turn then press
"cycle start"button.
連續運行模式(Internet DNC mode):
此模式為程式運行模式,當程式編輯完成後,切至此模式,再配合"電腦傳輸"來使用.
The mode is dnc.mode,when the program edit complete.Turn to the mode then press "computer tansmit".
編輯模式(EDIT mode):
此模式為"程式編輯"時使用的模式.
The mode is program edit mode.
手動絕對值(Manual absolute signal):
1.本功能鍵燈亮時,此功能有效,程式座標不會因手動操作而改變,操作時有效.
2.本功能鍵燈不亮時,此功能無效,程式座標會隨手動操作而改變,易產生撞機.
1.If this button LED"ON",the function is effective.The program coordingation will not be manual operator for vary.When the manual operator,the push button must be opened.
2.If this button LED"OFF",the function is ineffective.The program coordingation will be manual operator for vary.It is very damage for the machine.
單節跳躍(Block skip):
當程式自動執行時,程式中有"/"符號,此開關被打開後,則此單節跳過不執行,若開關沒有
打開時,則照常執行.
When the block skip button be opened,the program run to"/".this block
will be skipped.If it is not opened the program is still running.
選擇性停止(Optional stop)
當此按鍵被打開時,則程式中遇到(M01)時程式會停止在此單節,若此按鍵沒有打開,
時,則繼續執行
When the optional stop button be opened,the program run to"M01"will stop at
single block.If it is not opened,the program is still running.
Z軸鎖定模式(Z axis lock mode):
當此按鍵被打開時,機械Z軸不能移動,但在自動程式執行時,程式仍繼續執行,僅是Z軸沒有移動When this button be opened,the axes Z will be prohibited,but the program is
still running,the axes Z be prohibited only.
機械鎖定(Machine lock):
當此按鍵被打開時,機械各軸都不能移動,但在自動程式執行時,程式仍繼續執行,僅是機械沒有移動. When this button be opened,the axes motion will be prohibited,but the program is
still running,the axes be prohibited only.
程式空跑(DRY run):
當此按鍵被打開,則程式中的(F)碼,改由手動選擇進給切削倍率值取代.
When this button be opened,the "F"code depend on the feed rate override in
the program.
輔助功能鎖定(Auxiliary function lock):
當此按鍵被打開時,則程式中凡遇到M,S,T碼都會忽略不執行.
When this button be opened,the Program running,the M,S,T code will de skipped.
單節執行(Single block):
當此按鍵被按下後,程式自動執行到一個單節結束就會停止,欲繼續執行下一個單節,必須
再按下"程式啟動"鍵,所以程式是以一個單節一個單節執行.
When this button be opened,the program will be run at single block.If you want
門鎖開關(Door SW ingore):
當此鍵按下後,門會自動開或關上
When this button be pushed,the door will be open or close.
主軸定位鎖定(Spindle lock):
當按下此按鍵後,主軸被定位到指定的角度,一般用在刀庫自動換刀
When this button be pushed,the spindle is locked to angle,it is use
to the magazine auto turn.
工作燈故動按鍵(Work light push button):
當按此鍵工作燈打開,再按一次此鍵工作燈開關
Press this push button the work light"ON",press again the work light"OFF".
刀庫正轉按鍵(The magazine clockwise push button):
1.本鍵在手動刀庫確認燈亮且於手動模式下有效。
2.按下本鍵,刀庫上的刀套號碼速增,放開本鍵刀庫停止.
1.At manual mode or"manual magazine confirm push button"is"ON",priss
this push button is effective.
2.Press this push button,the pots number will be increment of the
magazine. Release the push button,the magazine will be stopped.
鐵屑輸送機及切屑螺旋前進(Chip conveyor & chip scraper):
1.三個排屑輸送控制按鍵在任何模式下操作皆有效.
2.鐵屑輸送機和切屑機螺旋同時動作.
3.當按下本鍵或於自動模式下按程式啟動鍵後,鐵屑輸送機及切屑螺旋連續運轉,
若欲於自動模式下作間歇運轉,須設定PCL參數.
1.Three chip conveyor control push button,at qny mode is effective.
2.The chip conveyor and chip scraper is siimultaneous.
3.Press this push button or at auto.mode press"cycle start"push button,
the chip conveyor and chip scraper is running.If want to at auto.mode
do intermission motion,must setting at PLC switch.
主軸正轉按鍵(Spindle clockwise push button):
在手動模式下按此鍵,則主軸以順時針方向旋轉
At manual mode,press this button the spindle rotate forward.
切削液自動按鍵(Coolant auto push button):
在任何模式下按鍵,切削液自動操作有效,程式執行M08時切削液會自動噴出程式執行到M09時會自動停止。
At any mode,press this button the coolant auto.Effective.When the program running at M08,the coolant will be"ON".When the program running at M09,
the coolant will be"OFF".
刀庫反轉按鍵
1.本鍵在手動刀庫確認燈亮且於手動模式下有效。
2.按下本鍵,刀庫上的刀套號碼速減,放開本鍵刀庫停止.
1.At manual mode or"manual magazine confirm push button"is"ON",priss
this push button is effective.
2.Press this push button,the pots number will be decelerate of the
magazine. Release the push button,the magazine will be stopped.
鐵屑輸送機及切屑螺旋停止.(Chip conveyor ﹠ chip scraper stop):
1.按本鍵鐵屑輸送機及切屑螺旋停止.
2.若欲鐵屑輸送機及切屑螺旋作正反轉控制進,必須先按停止鍵.
1.Press this button,the chip conveyor and scraper will be stopped.
2.The chip conveyor and chip scraper doing the clockwise or
counter-clockwise,first have to press this button.
主軸停止按鍵(Spindle stop push button):
在手動模式在按此鍵,則主軸停止旋轉.
At manual mode,press this button the spindle rotate reverse.
冷吹氣按扭(Blow button):
在任何模式下按此鍵,冷吹氣自動操作有效.
At any mode,press this button the blow auto effective.
自動開機按鈕(Auto power off):
當在程式執行完成後,遇到M30和按下此按鈕,機床自動開機.
When the program completed,it run to M30 and press this push button,the machine will auto close.
鐵屑輸送機及切屑螺旋反轉(Chip conveyor ﹠ chip scraper reverse):
按本鍵則鐵屑輸送機切屑螺旋後退但只持續幾秒鐘即停止.
Press the button,the chip conveyor and chip scraper will be reverse.But only a few second is stop.
程式、參數保護開關(Program protect):
若此開關切至(1)的位置,將保護參數及程式等相關資料不能被任意修改.
If the switch turn to(1)position,the parameter and part program will
be protected.
JOG+4控制按鍵(JOG+4 push button):
按此鍵則第4軸依調整率(Rate override)之速度向"—"方向移動.
Press this push button,the Z axis will according to rate override speed
toward positive direction movement.
JOG-Y控制按鍵(JOG-Y push butnon):
按此鍵Y軸依調整率(Rate override)之速度向"—"方向移動.
Press this push button,the Y axis will according to rate override speed
toward negative direction movement.
JOG+Z控制按鍵(JOG+Z push button):
按此鍵則Z軸依調整率(Rate override)之速度向"+"方向移動.
Press this push button,the Z axis will according to rate override speed
toward negative direction movement.
JOG+X控制按鍵(JOG+X push button):
按此鍵則X軸依調整率(Rate override)之速度向"+"方向移動.
Press this push button,the X axis will according to rate override speed toward positive direction movement.
JOG-X控制按鍵(JOG-X push button):
按此鍵則X軸依調整率(Rate override)之速度向"—"方向移動.
Press this push button,the X axis will according to rate override speed toward negative direction movement.
JOG-4控制按鍵(JOG-4 push button):
按此鍵則第4軸依調整率(Rate override)之速度向"—"方向移動.
In JOG mode,press this push button,the 4 axis will according to feed rate override speed toward ega-tive direction movement.
JOG-Y控制按鍵(JOG+Y push butnon):
按此鍵Y軸依調整率(Rate override)之速度向"+"方向移動.
Press this push button,the Y axis will according to rate override speed toward positive direction movement.
JOG-Z控制按鍵(JOG-Z push button):
按此鍵則Z軸依調整率(Rate override)之速度向"-"方向移動.
In JOG mode,press this push button,the Z axis will according to rate override speed toward negative direction movement.
行程解除按鈕(Path releaxe button):
當機械運行超過規定行程時,按下此按鈕可自動解除,(功能選用,只在OMD系統執行)When the machine running past to the path,push it will be auto release.
原點指示燈(The refernce point LED):
1.當指示燈若亮起來則表示軸在機械原點上.
2.當指示燈若一閃一閃,則表示軸正在進行歸原點。
1.When the indication LED is "ON",the mean is that the axis at reference point.
2.When the indication LED is "flash",the mean is that the axis is running
to the point.
空氣系統警示顯示(Air pressure systerm alarm LED):
1.氣壓低於5公斤/平方公分.
2.若程式執行中,如果氣壓不足,本訊息出現,則進入單節執行狀態.
3.ATC刀具交換時,如果氣壓不足,所有動作靜止不動,壓力達到時,以手動方式將刀庫回復至原位.
4.氣壓足夠後,按"Reset"鍵或程式敞動鍵,皆可解除此燈號.
1.The air pressure lower than 5kg/cm2
2.If the machine is running program.The LED "ON",the machine will be entry single
block situation.
3.During the automatic tool change,the air pressure is not enough,all action stop.
When the air press-ure is enough,please move the arm to proper position by handle, 4.The air pressure is enough,press "Reset" key or "cycle stare" push button to
release the situation.
潤滑系統警示顯示(Lubricating system alarm LED):
1.潤滑油低於標準量.
2.若機器正在執行程式時,本訊息出現,則進入單節執行狀態.
3.油量足夠時,單節執行及訊息消失,按程式故動鍵仍可繼續執行程式.
1.The lubrication oil is not enough.
2.If the machine is running program.The LED"ON",the machine will be entry single
block situation.
3.When the lubrication oil is enough,the single block situation and the LED will
be "OFF".Press the cycle start push button them the program will run again.
換刀指示燈叫(ATC ready LED):
當燈亮時表示換刀臂正確位置.
The LED "ON",the mean is arm at proper position.
NC預警指示燈(light):
當緊急停止沒有拉起或系統發生錯誤時,指示燈亮.
When the emergency stop don't push or the systerm is wrong,the light will be "ON" .
M02 M30 指示燈(M02 M30 light)
當執行M02 M30指令時,此燈亮.
When the program run to M02﹑M30,the light will be "ON ".
緊急停止鍵(Emergency stop push button):
緊急停止鍵為黃色底,紅色按鈕的特殊按鍵,主要是用來當機械操作中有緊急事件發生時,以至造成撞機或傷害到操作員,或種種之意外,緊急停止之按鈕,正常情況下,此按鍵是處於旋松解除狀況
It is a special button,red button and yellow background,to prevent operator's or M/C from damaged,push the emergency stop button to stop all motions,servo、spindle、devives……etc,release button to resume normal statement,operation will be accepted.
程式啟動(Cycle start):
此按鍵於自動操作有效,用於程式的執行.
This push button is running at AUTO mode,Use to program start.
程式停止(Cycle stop):
此按鍵於自動操作有效,用於程式的停止.
This push button is running at AUTO mode,Use to program stop.
慢速進給速率調整
JOG override percentage LED
快速進給速率調整
Rapid override percentage LED
主軸轉速調整
Spindle speed display
6-4 M碼一覽表
一個M碼僅可用在一個單節裏,當有二個或更多的M碼被使用到時,則僅有一個有效. 下列的M資訊有其特殊的意義
九、保養
9-1每日保養
(1)、清理機械四周雜物,周邊保持乾淨。
(2)、清理機械內部漬屑。
(3)、注油器內填油。
(4)釋送空壓面內漬水。
(5)、清潔主軸內孔。
(6)、清潔刀庫上之鐵屑。
(7)、檢查三點組合的空氣壓力是否維持在6Kg/cm-6.5g/cm。9-2周保養
(1)、釋放三點組合內之水。
(2)、螢幕及鍵盤保持乾淨。
9-3月保養
(1)、電箱內保持乾淨,請開關電源後再進行清理。
(2)、清潔主軸冷卻機過濾網。
(3)、清潔熱交換機過濾網。
(4)、檢查主軸冷卻機之油位高低。
(5)、清潔後集油箱。
9-4季保養
(1)、水位校正。
(2)、Z軸配重錘之鏈條上黃油。
9-5半年保養
(1)、增壓缸填油或更換新油。
(2)、三點組合填8分滿或更換新油。
(3)、機械精度校驗(調機雷射校正,行圓測試)。
9-6年保養
(1)、清潔水箱內底部的污垢及殘餘鐵屑。
(2)、檢查主軸冷卻機的冷媒是否足夠。
十、機架接地(FG)
為避免各單元間連接產生共通電感,基本上FG的安裝方法採用:點接地,但是,如同附
帶吊架箱結構撐作部分的設備相同,在控制單元和顯示單元與強電盤分離安裝時,請將控制
單元和顯示的接地端與撐作部分的接地板進行連接,將操作部分的接地板與強電盤的接地板
進行接地連接。
系統地系統用來將設備和單元的框架地系統和大地連接起來。
(注1)表示插頭的金屬外殼通過基板上的FC範本與FG端子台連接。
(注2)本圖中描述了使用多個 DC24V 穩壓電源的狀況。
(注3)系統地的電阻應該為100ohms或更小(3級接地)。
(注4)系統地電纜必須有足夠的橫截面積以保證安全的將系統故障(比如短路)時的超載電流導入地下。(通常,它的橫截面積至少與交流電源級的橫截面積相同或更大,建議使用16
十一、警示訊息一覽表(機械手)
警示訊息一覽表(機械手)
十二、E68系統IC卡的使用
一、將IC卡裏的NC程式傳到機床
1、關機狀態下插入IC卡,開機三軸回零後按DIAGN/IN/OUT後按三次功能表出現的IC DA TA進入
IC卡輸入輸出畫面。
2、選A CHOICE 選擇你要傳輸的NC加工程式,選中後直接按輸入就可以,按返回後就可在區域A
裏看大批#3FILE NAME 裏有你輸入的程式名稱。
3、在#(6)輸入你所輸入程式名稱,單副檔名一定要是PRG檔,例如你剛才在#3後面的檔名稱為333,
那麼,現在你在#(6)後面就可輸入333.PRG後輸入就行,當然也可輸入別檔案名稱。
4、在#()裏輸入7後按INPUT後,畫面出現“傳輸中不可變更畫面”後輸入完成。
5、在程式一覽表裏面就可看剛傳到機床的程式,在記憶模式下(AUTO)就可直接運行程式。
6、此種操作方法通常用在加工程式比較短,將程式傳到機床裏進行產品加工,可一張卡用於多台機
床,但對於模具加下等程式比較大的就不適用了。
二、直接呼叫IC卡裏面的程式
1、在相對值畫面按功能表後按呼叫進入呼叫畫面,將顯示器下面右下角顯示的紙帶(0)改為紙帶
(2)就可直接呼叫IC卡裏的副檔名為PRG的檔。
2、此種操作方法通常用在加工程式比較長,將程式直接從卡裏讀取進行加工,一機一卡。
三、名詞解釋
# DEVICEA 裝置A
#1 https://www.360docs.net/doc/366085107.html, (IC-CARD )設置名(IC卡)
#2 https://www.360docs.net/doc/366085107.html, (/ )目錄名
#3 FILENAME()檔案名
# DEVICE B 裝置B
# https://www.360docs.net/doc/366085107.html, 裝置名(記憶體)
#5 https://www.360docs.net/doc/366085107.html,(/PRG/USER)目錄名
#6 FILENAME()檔案名
#7 Transmit (A B ) 傳輸(A B)
#8 Transmit (B A ) 傳輸(B A)
#9 Compare (A:B ) 比較(A:B )
#10 File delete (A) 檔刪除(A )
#11 File delete (B) 檔刪除(B )
注意事項:1、不可帶電拔插IC卡,卡能會導致IC卡損壞。
2、電腦格式化IC卡時用其所長FAT16格式,否則有可能無法讀取IC卡。
3、英文字母大小寫切換請按CHANGE。
数控车床操作规程
数控车床操作规程 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】
数控车床操作规程 一、安全操作基本注意事项 1 、工作时请穿好工作服、安全鞋,戴好工作帽及防护镜,注意:不允许戴手套操作机床; 2 、注意不要移动或损坏安装在机床上的警告标牌; 3、注意不要在机床周围放置障碍物,工作空间应足够大; 4、某一项工作如需要俩人或多人共同完成时,应注意相互间的协调一致; 5 、不允许采用压缩空气清洗机床、电气柜及 NC 单元。 二、工作前的准备工作 l 、机床工作开始工作前要有预热,认真检查润滑系统工作是否正常(润滑油是否充足,冷却液是否充足),如机床长时间未开动,可先采用手动方式向各部分供油润滑; 2 、使用的刀具应与机床允许的规格相符,有严重破损的刀具要及时更换; 3 、调整刀具所用工具不要遗忘在机床内; 4 、大尺寸轴类零件的中心孔是否合适,中心孔如太小,工作中易发生危险; 5 、刀具安装好后应进行一、二次空行程试切削。 6 、检查卡盘夹紧工作的状态; 7 、机床开动前,必须关好机床防护门。 三、工作过程中的安全注意事项
l 、禁止用手接触刀尖和铁屑,铁屑必须要用铁钩子或毛刷来清理; 2 、禁止用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位; 3 、禁止加工过程中测量工件、变速,更不能用棉丝擦拭工件、也不能清扫机床; 4 、车床运转中,操作者不得离开岗位,机床发现异常现象立即停车; 5 、经常检查轴承温度,过高时应找有关人员进行检查; 6 、在加工过程中,不允许打开机床防护门; 7 、严格遵守岗位责任制,机床由专人使用,他人使用须经实验管理人员同意; 8 、工件伸出车床 100mm 以外时,须在伸出位置设防护物。 9 、禁止进行尝试性操作。 10 、手动原点回归时,注意机床各轴位置要距离原点 -100mm 以上,机床原点回归顺序为:首先 +X 轴,其次 +Z 轴。 11 、使用手轮或快速移动方式移动各轴位置时,一定要看清机床 X 、 Z 轴各方向“+、-”号标牌后再移动。移动时先慢转手轮观察机床移动方向无误后方可加快移动速度。 12 、编完程序或将程序输入机床后,须先进行图形模拟,准确无误后再要进行机床试运行,并且刀具应离开工件端面 200 mm 以上。 13 、程序运行注意事项: ( 1 )对刀应准确无误,刀具补偿号应与程序调用刀具号符合。 ( 2 )检查机床各功能按键的位置是否正确。
数控仿真操作步骤
数控仿真操作步骤 一、基本操作部分 1、选择机床:机床→选择机床→控制系统(FANUC)→(FANUC 0I)→机床类型(车 床) 2、开机:按启动按钮→(相关指示灯亮)→大红按钮→注意屏幕显示 3、回参考点:按(回原点)→按Z→按+→Z轴回参考点;按X→按+→X轴回参 考点;注意屏幕显示 4、程序输入:按(编辑)→(PROG)键→屏幕进入编程状态→输入程序;输入 O1111(文件名)→按(INSERT)键→按(;)按(INSERT)键→依次输入每一个程序段→按(;)按(INSERT)键→ 删除输入域中的数据按(Backspace)键 删除字符按(DELETE)键 5、图形显示: 选中所需程序,将光标移至程序头→按(自动运行)→按(CUSTCM GRAPH)→按→选择合适的显示平面→选择合适的放大和缩小比例→选择移动标 二、选择刀具(根据图纸选择所需刀具) 刀具类型刀片 刀尖角 度 刃长 刀尖半 径 刀柄主偏角 加工深 度 最小直 径 T0101 外圆车 刀 35°35160.8 外圆右 向横柄 93── T0202 内孔镗 刀 55°55110.4内孔柄 93、60、19 (编号121) 槽刀槽刀第二行倒数第二把 宽度 刀尖半 径 切槽深 度 加工深 度 最小直 径 外槽刀 根据图 纸上槽 的尺寸 定槽刀 宽度 0 应大于 图纸上 计算得 到的槽 深 ── 内槽刀 0 20 成型 槽刀 第二行倒数第一把 外槽刀 2 螺纹刀 第一行 最后一 刀尖角 度 刃长 刀尖半 径 刀柄 加工深 度 最小直 径
把 外圆螺纹刀60110 外螺纹 柄 内孔螺纹刀6070 内螺纹 柄 20 三、编写程序 1、零件的每一边写在一个程序内,一共两个程序(O0001、O0002) 2、编程顺序:每一边都是从外到内编写,先轮廓、再槽、再螺纹 3、程序中的刀号要与上述所选刀具号一至 4、程序中除了G73 U10. R10中的R不加点外,X、Y、Z、R、U、W字母后面都要加点 5、一般情况中编制加工轨迹时直径方向用X表示,其值为正。轴线方向用Z 表示,其值为负。 四、检查程序 1、通过查看轨迹检查程序是否正确 2、检查中出现的问题要学会查找,并修改 3、修改完成后,按‘RESET’复位键,再从新轨迹检查 4、一定要检查清楚,要保证轨迹正确才能做下一步的工作。 5、有时在单段方式下查看轨迹,有利于快速查找编程错误 6、在程序输入过程中要边做边保存,(在指定盘符路径建立一个文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。文件名:考生准考证号_FZ) 五、装工件 1、要按图纸要求定义零件的类型、各部分尺寸 2、装零件时一定要全部伸出,为以后解决问题作准备 3、要看清楚内孔的方位(把零件设定为全剖或透明) 4、完成后要保存 六、对刀 1、先对外轮廓刀: 切端面(少切点,不要把总长变短了)→刀具不动→设置(输入Z0→测量) 切外圆→刀具不动→主轴停止→测量外圆直径→设置(输入X (直径值)→测量)同时设置刀具补偿:T3 R0.8 2、对其余刀: 换刀:返参,按(MDI)→PROG→输入;T0202;(或;T0*0*;)→按循环启动 对刀:切外圆→刀具不动→主轴停止→测量切削处(读取Z值、X值→设置(在相应刀位输入X (直径值)→测量、Z0→测量) 如是内轮廓刀同时设置刀具补偿:T2 R0.4 3、螺纹刀Z方向对刀例外(。。。。。) 4、同一边加工的刀一起对刀完成
数控车床使用说明书
Y C K-6032/6036数控车床使用维修说明书
目录 前言 .......................................... 错误!未定义书签。第一章机床特点及性能参数. (2) 1.1机床特点 (2) 4.1 准备工作 4.2 上电试运行 (8) 第五章主轴系统 (9) 5.1 简介 (9) 5.2 主轴系统的机构及调整 (10)
5.2.1 皮带张紧 (10) 5.2.2 主轴调整 (11) 5.3 动力卡盘 (11) 第六章刀架系统 (11) 第十一章机床电气系统 (14) 11.1主要设备简要 (15) 11.2 操作过程: (15) 11.3 安全保护装置: (15)
11.4 维修: (15) 第十二章维护、保养及故障排除 (18)
前言 欢迎您购买我厂产品,成为我厂的用户。 本说明所描述的是您选用的我厂YCK-6032/6036标准型全功能数控车床。该车床结构紧凑,自动化程度高,是一种经济型自动化加工设备,主要用于批量加工各种轴类、套类及盘类零件的外圆、内孔、切槽,尤其适用轴承行业轴承套圈等多工序零件加工。
第一章机床特点及性能参数 1.1机床特点 YCK-6032/6036全功能数控车床是顺应市场要求向用户推荐的优秀产品,该机性能优异,各项指标均达国际水平,具有较高的性价比,可替代同类进口产品。 YCK-6032/6036整机布局紧凑合理,其高转速、高精度和高刚性,为用户在使用中提 本机标准配置为排刀架,刚性好,可靠性高,故障率低,重复定位精度为 0.007mm,相邻刀位移动时间为0.3秒,车、镗、钻、扩、铰等工具可同时安装使用。 另外,本机可选配八工位、十工位、十二工位液压转盘刀塔。 本机进给系统全部由伺服电机(可选配步进电机)直连驱动,刚性、动态特性好,系统的最小设定单位为0.001mm,快速移动速度为X轴15m/min,Z轴15m/min,
数控车床操作工
数控车床操作工 一、报考条件 1、具备下列条件之一的,可申请报考初级工: (1)在同一职业(工种)连续工作二年以上或累计工作四年以上的; (2)经过初级工培训结业。 2、具备下列条件之一的,可申请报考中级工: (1)取得所申报职业(工种)的初级工等级证书满三年; (2)取得所申报职业(工种)的初级工等级证书并经过中级工培训结业; (3)高等院校、中等专业学校毕业并从事与所学专业相应的职业(工种)工作。 3、具备下列条件之一的,可申请报考高级工: (1)取得所申报职业(工种)的中级工等级证书满四年; (2)取得所申报职业(工种)的中级工等级证书并经过高级工培训结业; (3)高等院校毕业并取得所申报职业(工种)的中级工等级证书。 二、考核大纲 (一)基本要求 1职业道德 1.1职业道德基本知识 1.2职业守则 (1)遵守法律、法规和有关规定
(2)爱岗敬业、具有高度的责任心。 (3)严格执行工作程序、工作规、工艺文件和安全操作规程。 (4)工作认真负责,团结合作。 (5)爱护设备及工具、夹具、刀具、量具。 (6)着装整洁,符合规定;保持工作环境清洁有序,文明生产。2基础知识 2.1基础理论知识 (1)识图知识。 (2)公差与配合。 (3)常用金属材料及热处理知识。 (4)常用非金属材料知识。 2.2机械加工基础知识 (1)机械传动知识。 (2)机械加工常用设备知识(分类、用途)。 (3)金属切削常用刀具知识。 (4)典型零件(主轴、箱体、齿轮等)的加工工艺。 (5)设备润滑及切削液的使用知识。 (6)工具、夹具、量具使用与维护知识。 2.3钳工基础知识 (1)划线知识。 (2)钳工操作知识(錾、锉、锯、钻、绞孔、攻螺纹、套螺纹)。 2.4电工知识
数控车床说明书
数控车床设计方案 一、选定题目——数控车床 数控机床的特点 1. 适应性强,适合加工单件或小批量复杂工件在数控机床上加工不同形状的工件,只需重新编制新工件的加工程序,就能实现新工件的加工。 2. 加工精度高,生产质量稳定数控机床的脉冲当量普遍可达 0.001mm/p,传动系统和机床机构都具有很高的刚度和热稳定性,进给系统采用间隙措施,并对反向间隙与丝缸螺距误差等由数控系统实现自动补偿,所以加工精度高。 3. 生产率高工件加工所需时间包括机动时间和辅助时间。数控机床能有效的减少这两部分时间。数控机床主轴转速和进给量的调速都比普通机床的范围大,机床刚性好,快速移动和停止采用了加速、减速措施,数控机床更换工件时,不需要调整机床。同一批工件加工质量稳定,无需停机检验,故辅助时间大大减少。 4. 减轻劳动强度,改善劳动条件数控机床加工是自动进行的工件过程不需要人的干预,加工完毕自动停车,这就使工人的劳动条件大为改善。 5. 良好的经济效益机床价格昂贵,分摊到每个工件的设备费用较大,但是机床可节省许多其他的费用。例如,工件加工前不用划分工序,工件的安装、调整、加工和检验所花费的时间少,特别不用设计制造专用工装夹具,加工精度稳定,减少废品率。 6. 有利于生产管理的现代化数控机床使用数字信息与标准代码处理、传递信息,特别在数控机床上使用计算机控制。
二、主要技术指标 1. 用途:指数控车床的工艺范围,包括加工对象的材料、质量、形状及尺寸等。 2. 生产率:包括加工对象的种类、批量及其所要求生产率。 3. 性能指标:包括加工对象所要求的精度或数控车床的精度、刚度、热变形、噪声等。 4. 主要参数:即确定数控车床的加工空间和主要参数。 5. 驱动方式:数控车床驱动方式分为步进电动机驱动与伺服电动机驱动。驱动方式的确定不仅与机床的成本有关,还将直接影响传动方式的确定。 6. 成本及生产周期:无论是订货还是工厂规划的产品,都将确定成本及生产周期方面的指标。 三、系统方案设计 (一) 数控车床基本组成 1) 数控机床是一种利用数控技术,按照事先编好的程序实现动作的机床,它由程序载体、输入装置、数控装置、伺服系统、位置反馈和机床机械部件组 成。 2) 数控车床结构由主轴传动机构、进给传动机构、工作台、床身等部分组成。 3) 数控车床由数控装置、床身、主轴箱、刀架进给系统、尾座、液压系统、冷却系统、润滑系统、排屑器等部分组成。详见下图:
数控车床使用说明书
YCK-6032/6036 数控车床使用维修说明书
目录 前言 (1) 第一章机床特点及性能参数 (2) 1.1 机床特点 (2) 第二章机床的吊运与安装 (5) 2.1 开箱 (5) 2.2 机床的吊运 (6) 2.3 机床安装 (7) 2.3.1 场地要求 (7) 2.3.2 电源要求 (7) 第三章机床的水平调整 (8) 第四章机床试运行 (9) 4.1 准备工作 (9) 4.2 上电试运行 (9) 第五章主轴系统 (10) 5.1 简介 (10) 5.2 主轴系统的机构及调整 (11) 5.2.1 皮带张紧 (11) 5.2.2 主轴调整 (12) 5.3 动力卡盘 (12)
第六章刀架系统 (13) 第七章进给系统 (13) 第八章液压系统 (14) 8.1 液压系统原理 (14) 8.2 液压油 (15) 第九章润滑系统 (15) 9.1 移动部件的润滑 (15) 9.2 转动部件润滑 (15) 9.3 润滑油 (16) 第十章机车冷却系统及容屑装置 (17) 第十一章机床电气系统 (18) 11.1 主要设备简要 (18) 11.2 操作过程: (18) 11.3 安全保护装置: (19) 11.4 维修: (19) 第十二章维护、保养及故障排除 (24)
欢迎您购买我厂产品,成为我厂的用户 本说明所描述的是您选用的我厂YCK-6032/6036 标准型全功能数控车床。该车床结构紧凑,自动化程度高,是一种经济型自动化加工设备,主要用于批量加工各种轴类、套类及盘类零件的外圆、内孔、切槽,尤其适用轴承行业轴承套圈等多工序零件加工。该机床采用45 °斜床身,流畅 的排屑性能及精确的重复定位功能,可实现一台设备同时完成多道工序,提高了劳动效率,为工厂节省了人力资源,并且尺寸精度大大提高,一次装料可进行多次循环加工,可实现一人操作,看护多台机床。避免了传统车床自动送料车床的二次加工,使得多工序的产品能够一次性加工完成,实现了大批量多品种高精度零件的自动化生产。
GSK980TD数控车床中文使用说明书
GSK980TA/D编程教材 《一》编程的基本概念 《二》常用G代码介绍 《三》单一固定循环 《四》复合型固定循环 《五》用户宏程序 《六》螺纹加工 《七》T代码及刀补 《八》F代码及G98、G99 《九》S代码及G96、G97 (注意:本教材仅供学习参考,实际操作编程时应以广数GSK980T车床数控系统使用手册为准) 2007年9月 《一》编程的基本概念: 一个完整的车床加工程序一般用于在一次装夹中按工艺要求完成对工件的加工,数控程序包括程序号、程序段。 (一)程序号:相当于程序名称,系统通过程序号可从存储器中多个程序中识别所要处理的程序,程序号由字母O及4位数字组成。 (二)程序段:相当于一句程序语句,由若干个字段组成,最后是一个分号(;)录入时在键入EOB键后自动加上。整个程序由若干个程序段构成,一个程序段用来完成刀具的一个或一组动作,或实现机床的一些功能。(三)字段(或称为字):由称为“地址”的单个英语字母加若干位数字组成。根据其功能可分成以下几种类型的字段: ▲程序段号:由字母N及数字组成,位于程序段最前面,主要作用是使程序便于阅读,可以省略,但某些特殊程序段(如表示跳转指令的目标程序段)必须标明程序段号。 为了便于修改程序时插入新程序段,各句程序段号一般可间隔一些数字(如 N0010、N0020、N0030)。 ▲ 准备功能:即G代码,由字母G及二位数字组成,大多数G代码用以指示刀具的运动。(如G00、G01、G02) ▲ 表示尺寸(坐标值)的字段:一般用在G代码字段的后面,为表示运动的G代码提供坐标数据,由一个字母与坐标值(整数或小数)组成。字母包括: 表示绝对坐标:X、Y、Z 表示相对坐标:U、V、W 表示园心坐标:I、J、K (车床实际使用的坐标只有X、Z,所以Y、V、J都用不着) ▼表示进给量的字段:用字母F加进给量值组成,一般用在插补指令的程序段中,规定了插补运动的速度。 ▼S代码:表示主轴速度的字段。用字母S加主轴每分钟转速(或主轴线速度:米/分)组成。
数控机床安全操作规程标准范本
操作规程编号:LX-FS-A38384 数控机床安全操作规程标准范本 In The Daily Work Environment, The Operation Standards Are Restricted, And Relevant Personnel Are Required To Abide By The Corresponding Procedures And Codes Of Conduct, So That The Overall Behavior Can Reach The Specified Standards 编写:_________________________ 审批:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
数控机床安全操作规程标准范本 使用说明:本操作规程资料适用于日常工作环境中对既定操作标准、规范进行约束,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 一、安全操作基本注意事项 1、工作时穿好工作服、不允许戴手套操作机床。 2、未经允许不得打开机床电器防护门,不要对机内系统文件进行更改或删除。 3、,工作空间应足够大。 4、某一项工作如需要两人或多人共同完成时,应注意相互间的协调一致。 5、不允许采用压缩空气清洗机床、电气柜及NC单元。 6、未经指导老师同意不得私自开机。
7、请勿更改CNC系统参数或进行任何参数设定。 二、工作前的准备工作 l、认真检查润滑系统工作是否正常,如机床长时间未开动,可先采用手动方式向 各部分供油润滑。 2、使用的刀具应与机床允许的规格相符,有严重破损的刀具要及时更换。 3、调整刀具所用工具不要遗忘在机床内。 4、刀具安装好后应进行一、二次试切削。 5、加工前要认真检查机床是否符合要求,认真检查刀具是否锁紧及工件固定是否 牢靠。要空运行核对程序并检查刀具设定是否正确。 6、机床开动前,必须关好机床防护门。
宇龙数控车床仿真软件的操作
第18章宇龙数控车床仿真软件的操作 本章将主要介绍上海宇龙数控仿真软件车床的基本操作,在这一章节中主要以FANUC 0I和SIEMENS 802S数控系统为例来说明车床操控面板按钮功能、MDA键盘使用和数控加工操作区的设置。通过本章的学习将使大家熟悉在宇龙仿真软件中以上两个数控系统的基本操作,掌握机床操作的基本原理,具备宇龙仿真软件中其它数控车床的自学能力。 就机床操作本身而言,数控车床和铣床之间并没有本质的区别。因此如果大家真正搞清楚编程和机床操作的的一些基本理论,就完全可以将机床操作和编程统一起来,而不必过分区分是什么数控系统、什么类型的机床。 在编程中一个非常重要的理论就是在编程时采用工件坐标值进行编程,而不会采用机床坐标系编程,原因有二:其一机床原点虽然客观存在,但编程如果采用机床坐标值编程,刀位点在机床坐标系中的坐标无法计算;其二即使能得到刀位点在机床坐标系的坐标,进而采用机床坐标值进行编程,程序是非常具有局限性的,因为如果工件装夹的位置和上次的位置不同,程序就失效了。实际的做法是为了编程方便计算刀位点的坐标,在工件上选择一个已知点,将这个点作为计算刀位点的坐标基准,称为工件坐标系原点。但数控机床最终控制加工位置是通过机床坐标位置来实现的,因为机床原点是固定不变的,编程原点的位置是可变的。如果告诉一个坐标,而且这个是机床坐标,那么这个坐标表示的空间位置永远是同一个点,与编程原点的位置、操作机床的人都没有任何关系;相反如果这个坐标是工件坐标值,那么它的位置与编程原点位置有关,要确定该点的位置就必须先确定编程原点的位置,没有编程原点,工件坐标值没有任何意义。编程原点变化,这个坐标值所表示的空间位置也变化了,这在机床位置控制中是肯定不行的,所以在数控机床中是通过机床坐标值来控制位置。为了编程方便程序中采用了工件坐标值,为了加工位置的控制需要机床坐标值,因此需要将程序中的工件坐标转换成对应点的机床坐标值,而前提条件就是知道编程原点在机床中的位置,有了编程原点在机床坐标系中的坐标,就可以将工件坐标值转换成机床坐标值完成加工位置的控制,解决的方法就是通过对刀计算出编程原点在机床坐标系中的坐标。程序执行时实际上做了一个后台的工作,就是根据编程原点的机床坐标和刀位点在工件坐标系中的坐标计算出对应的机床坐标,然后才加工到对应的机床位置。 这是关于编程的最基本理论,所有轮廓加工的数控机床在编程时都采用这样的理论,无论铣床、车床、加工中心等类型的机床,还是FANUC、SIEMENS、华中数控、广州数控等数控系统,数控机床都必须要对刀,原理都是完全相同的,而对刀设置工件坐标系或刀补则是机床操作中的核心内容,如果大家搞清楚这些理论对机床操作将十分具有指导意义。 18.1 实训目的 本章主要使大家了解宇龙仿真软件车床的基本操作,熟悉并掌握FANUC 0I数控车床的操作界面,在此基础上过渡并熟悉SIEMENS 802S数控车床的界面和操作。 18.2 FANUC 0i数控车床
广州数控数控车床操作编程说明书
广州数控980TD编程操作说明书 第一篇编程说明 第一章:编程基础 1.1GSK980TD简介 广州数控研制的新一代普及型车床CNC GSK980TD是GSK980TA的升级产品,采用了32位高性能CPU和超大规模可编程器件FPGA,运用实时多任务控制技术和硬件插补技术,实现μm级精度运动控制和PLC逻辑控制。 技术规格一览表 运动控 制控制轴:2轴(X、Z);同时控制轴(插补轴):2轴(X、Z) 插补功能:X、Z二轴直线、圆弧插补 位置指令范围:-9999.999~9999.999mm;最小指令单位:0.001mm 电子齿轮:指令倍乘系数1~255,指令分频系数1~255 快速移动速度:最高16000mm/分钟(可选配30000mm/分钟) 快速倍率:F0、25%、50%、100%四级实时调节 切削进给速度:最高8000mm/分钟(可选配15000mm/分钟)或500mm/转(每转进给) 进给倍率:0~150%十六级实时调节 手动进给速度:0~1260mm/分钟十六级实时调节 手轮进给:0.001、0.01、0.1mm三档 加减速:快速移动采用S型加减速,切削进给采用指数型加减速 G指令28种G指令:G00、G01、G02、G03、G04、G28、G32、G33、G34、G40、G41、G42、G50、G65、G70、G71、G72、G73、G74、G75、G76、G90、G92、G94、G96、G97、G98、G99,宏指令G65可完成27种算术、逻辑运
1.2 机床数控系统和数控机床 数控机床是由机床数控系统(Numerical Control Systems of machine tools)、机械、电气控制、液压、气动、润滑、冷却等子系统(部件)构成的机电一体化产品,机床数控系统是数控机床的控制核心。机控系统由控制装置(Computer Numerical Controler简称CNC)、伺服(或步进)电机驱动单元、伺服(或步进)电机等构成。 数控机床的工作原理:根据加工工艺要求编写加工程序(以下简称程序)并输入CNC,CNC加工程序向伺服(或步进)电机驱动单元发出运动控制指令,伺服(或步进)电机通过机械传动构完成机床的进给运程序中的主轴起停、刀具选择、冷却、润滑等逻辑控制指令由CNC传送给机床电气控制系统,由机床电气控制系统
数控车床安全操作规程通用版
操作规程编号:YTO-FS-PD303 数控车床安全操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
数控车床安全操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 1.工作前戴好防护眼镜,工作服要扎好袖口,长发应卷入工作帽中,不准戴手套及穿凉鞋工作。 2.开机前,应仔细查看车床各部分机构是否完好,须手动润滑的部位应先进行手动润滑;检查数控系统及各电器附件是否正常,各开关、按钮和按键是否正常、灵活;检查各坐标轴是否回零。 3.程序输入后,应仔细核对代码,数值、正负号及语法等;正确测量和计算坐标系,并请指导教师对结果进行检查,无误后方可上机操作。 4.未装工件前应先空运行一次程序,检验程序是否能顺利运行,刀具和卡具安装是否合理,有无超程现象。 5.每把刀首次使用时必须先验证刀补值是否合适,试切时,在刀具运行至工件表面20~30mm处,必须在进给保持下,验证Z轴和X轴坐标值与加工程序是否一致。 6.必须在确认工件夹紧后才能起动机床,严禁在工件转动工程中测量、触摸工件。
数控机床的操作及编程实训报告范本
数控机床的操作及编程实训报告
数控机床的操作及编程实训报告 姓名: 学号: 班级:数控102
实训一、数控车床认识及基本操作实训 一、目的与要求 1、目的: 1)、了解数控车床的结构和工作原理; 2)、掌握数控车床的编程; 3)、掌握数控车床的手动操作; 4)、掌握数控车床的刀具补偿输入、程序自动运行。 2、要求:在规定的课程周期内: 1)、熟悉车床本体、CNC、伺服单元、PLC、面板等 部件的结构、原理、作用。 2)、掌握手动编程各种指令的意义功能、根据加工工艺,编写指定零件的加工程序。 3)、能够熟练操作数控车床。 4)、独立完成数控车床的对刀,程序编制、录入, 加工出合格的零件。 5)、按课程要求编写相应的实训报告。 二、内容: 1、熟悉数控车床的结构和工作原理 2、在掌握数控车削加工工艺的基础上,能够熟练使用 华中数控系统编制加工程序。 3、能够正确操作SKA6136/V数控车床,并利用机床完成给
定零件的加工; 三、实训设备:数控车床一台 四、实训思考题 1.简述数控车床的安全操作规程. (1)工作时请穿好工作服,安全鞋,戴好工作帽及防护镜,注意:不允许戴手套操作机床。 (2)注意不要移动或损坏安装在机床上的警告标牌。 (3)注意不要在机床周围放置障碍物,工作空间应足够大。 (4)某一项工作需要俩人或多人共同完成时,应注意相互间的协调一致。 2.机床回零的主要作用是什么? 数控装置上电时并不知道机床零点,为了正确地在机床工作时建立机床坐标系,一般在每个坐标轴的移动范围内设置一个机床参考点(测量起点),机床起动时,一般要进行机动或手动回参考点,以建立机床坐标系。机床参考点能够与机床零点重合,也能够不重合,经过参数指定机床参考点到机床零点的距离。机床回到了参考点位置,也就知道了该坐标轴的零点位置,找到所有坐标轴的参考点,CNC 就建立起了机床坐标系。。 3.机床的开启、运行、停止有那些注意事项? 首先安全第一,关机前要先按急停按钮再切断系统电源开关、
数控车床操作规程培训课件
数控车床操作规程 1.开机前要检查润滑油是否充裕、冷却是否充足,发现不足应及时补充。 2.检查机床导轨以及各主要滑动面,如有障碍物、工具、铁屑、杂物等,必须清理、擦拭干净、上油。 3.打开数控车床电器柜上的电器总开关。 4.启动数控机床。 5.手动返回数控车床参考点。首先返回+X方向,然后返回+Z方向。 6.车刀安装不宜伸出过长,车刀垫片要平整,宽度要与车刀底面宽度一致。 7.对刀操作时应选取合适的主轴转速、背吃刀量及进给速度。 8.在自动运行程序前,必须认真检查程序,确保程序的正确性。在操作过程中必须集中注意力,谨慎操作,运行前关闭防护门。运行过程中,一旦发生问题,及时按下复位按钮或紧急停止按钮。 9.出现报警时,要先进入主菜单的诊断界面,根据报警号和提示文本,查找原因,及时排除警报。 10.加工完毕后,应把刀架停放在远离工件的换刀位置。 11.实习学生在操作时,旁观的同学禁止按控制面板的任何按钮、旋钮,以免发生意外及事故。 12.严禁任意修改、删除机床参数。 13.关机前,刀架应移动到距离主轴较远处,清除铁屑,清扫工作现场,认真擦净机床,导轨面处加油保养,将进给速度修调置零。 14.关闭电器总开关。 2.1数控车床操作规程 2.1.1工作前 a.查验“交接班记录”。 b.检查操纵手柄、开关、旋钮是否在正确的位置,操纵是否灵活,安全装置是否齐全、可靠。 c.接通电源前,应注意电源电压,超出规定电压范围不允许合上开关。空车低速运转2?/FONT>3分钟,观察运转状况是否正常,如有异常应停机检查。 d.观察油标指示,检查油量是否合适,油路是否畅通,在规定部位加足润滑油、冷却液。e.确认润滑、电气、机械各部位运转正常后方可开始工作。 2.1.2工作中 a.严禁超性能使用。 b.禁止在机床的导轨表面、油漆表面放置物品。 c.严禁在导轨面上敲打、校直和修整工件。 d.对新的工件在输入加工程序后,必须先用“试运行键”检查程序编制的正确性,再用“单程序段操作键”检查程序运行情况,此时手指放在停止按钮上,随时准备做停止操作。未经试验的程序,不允许进行自动循环操作,以防止机床发生故障。 e.在程序自动循环运行时,操作者应集中思想,密切监视运行情况,严禁离开工作岗位。f.在运行中发生报警和其它意外故障时,应使用暂停键终止运行,再做相应的操作处理,应尽量避免使用紧急停止按钮。 g.刀架在轴向位移时,严禁切断电源,避免零件损坏。 h.经常检查机床精度和观测刀具磨损情况,以便及时进行刀具的尺寸补偿和更换。
数控机床说明书
目录 1. 概述 1 1.1 机床课程设计的目的 1 1.2 铣床的规格系列和用处 1 1.3 操作性能要求 1 2. 参数的拟定 1 2.1 确定极限转速 1 2.2 主电机选择 1 3. 传动设计 2 3.1 主传动方案拟定 2 3.2 传动结构式、结构网的选择 2 3.2.1 确定传动组及各传动组中传动副的数目 2 3.2.2 传动式的拟定 2 3.2.3 结构式的拟定 3 4. 传动件的估算 4 4.1 三角带传动的计算 4 4.2 传动轴的估算 6
4.2.1 传动轴直径的估算 6 4.2.2 传动轴以及主轴计算转速 7 4.3 齿轮齿数的确定和模数的计算 7 4.3.1 齿轮齿数的确定 7 4.3.2 齿轮模数的计算 8 4.3.3 齿宽确定 10 4.4 带轮结构设计 11 5. 动力设计 11 5.1 主轴刚度验算 11 5.1.1 选定前端悬伸量C 11 5.1.2 主轴支承跨距L的确定 12 5.1.3 计算当量外径 12 5.1.4 主轴刚度的计算 12 5.1.5 对于这种机床的刚度要求 12 5.2 齿轮校验 13 5.3 轴承的校验 13 6. 系统传动图 14
7. 心得体会 16 8. 参考文献 17 1.概述 1.1机床课程设计的目的 机床课程设计,是在金属切削机床课程之后进行的实践性教学环节。其目的在于通过机床运动机械变速传动系统的结构设计,使学生在拟定传动和变速的结构的结构方案过程中,得到设计构思,方案分析,结构工艺性,机械制图,零件计算,编写技术文件和查阅技术资料等方面的综合训练,树立正确的设计思想,掌握基本的设计方法,并培养学生具有初步的结构分析,结构设计和计算能力。 1.2铣床的规格系列和用处 普通机床的规格和类型有系列型谱作为设计时应该遵照的基础。因此,对这些基本知识和资料作些简要介绍。本次设计的是普通铣床主轴变速箱。 1.3 操作性能要求 1)具有皮带轮卸荷装置 2)主轴的变速由滑移齿轮完成 2.参数的拟定 2.1 确定极限转速 主轴最大转速2000r/min,最低转速160 r/min。公比 =1.25
数控机床安全操作规程
附录A: 数控机床安全操作规程 一、安全操作基本注意事项 1、工作时穿好工作服、不允许戴手套操作机床(可在停机情况下戴手套装卸工件)。 2、未经允许不得打开机床电器防护门,不要对机内系统文件进行更改或删除。 3、工作空间应足够大。 4、某一项工作如需要两人或多人共同完成时,应注意相互间的协调一致。 5、不允许采用压缩空气清洗机床、电气柜及NC单元。 6、学工未经指导老师同意不得私自开机。 7、请勿更改CNC系统参数或进行任何参数设定。 二、工作前的准备工作 l、认真检查润滑系统工作是否正常,如机床长时间未开动,可先采用手动方式向各部分供油润滑。 2、使用的刀具应与机床允许的规格相符,有严重破损的刀具要及时更换。 3、调整刀具所用工具不要遗忘在机床内。 4、刀具安装好后应进行一、二次试切削。 5、加工前要认真检查机床是否符合要求,认真检查刀具是否锁紧及工件固定是否牢靠。要空运行核对程序并检查刀具设定是否正确。 6、机床开动前,必须关好机床防护门。 三、工作过程中的安全注意事项 l、不能接触旋转中的主轴或刀具;测量工件、清理机器或设备时,请先将机器停止运转。 2、机床运转中,操作者不得离开岗位,机床发现异常现象立即停车。 3、加工中发生问题时,请按重置键“RESET”使系统复位。紧急时可按紧急停止按钮来停止机床,但在恢复正常后,务必使各轴再复归机械原点。 4、手动换刀时应注意刀具不要撞到工件、夹具。加工中心刀塔装设刀具时应注意刀具是否互相干涉。 四、工作完成后的注意事项 l、清除切屑、擦拭机床,使机床与环境保持清洁状态。 2、检查润滑油、冷却液的状态,及时添加或更换。 3、依次关掉机床操作面板上的电源和总电源。
数控车工培训计划和培训大纲
一、培训目标 1.1 总体目标 培养具备以下条件的人员:掌握中级数控车工的理论知识,具备编程和操作数控车床的技能,能够独立完成数控车削加工的技术工人。 1.2 理论知识培训目标 依据《数控车工国家职业标准》中对中级数控车工的理论知识要求,通过培训,是培训对象掌握数控车工的职业道德和职业守则、安全文明生产与环境保护知识、简单零件图的画法、较复杂零件图的视图知识、常用金属材料基本性能、机电控制基本知识、计算机应用基础知识、机械加工基础知识、公差与配合基础知识、简单数学计算知识等。 1.3 操作技能培训目标 依据《数控车工国家职业标准》中对中级数控车工的操作技能要求,通过培训,使培训对象具备读图、绘图的能力,能够进行一般轴类零件、套类零件、盘类零件、三角外螺纹零件的数控车削加工,能够合理使用常用车刀、刀杆、工具、量具、卡具,能够熟练操作数控车床进行简单的数控手工编程和自动编程,能够对数控车床进行日常维护,达到独立上岗操作的水平。 二、教学要求 2.1理论知识要求 2.1.1职业道德、职业守则、安全文明生产与环境保护知识 2.1.2专业基础知识 2.1.3加工准备知识 2.1.4数控编程知识 2.1.5数控车床操作知识 2.1.6零件加工知识 2.1.7数控车床日常维护与故障诊断知识 2.2操作技能要求 2.2.1 加工准备 2.2.2 数控编程 2.2.3 数控车床操作 2.2.4 零件加工 2.2.5 数控车床日常维护与故障诊断 三、教学计划安排 总课时数:400课时。 理论知识授课:110课时。 理论知识复习:25课时。 操作技能授课:50课时。 操作技能练习:190课时。 机动课时:25课时。
法兰克系统数控车床说明书及编程[修订]
法兰克系统数控车床说明书及编程[修订] G代码是数控程序中的指令。一般都称为G指令。 代码名称-功能简述 G00------快速定位 G01------直线插补 G02------顺时针方向圆弧插补 G03------逆时针方向圆弧插补 G04------定时暂停 G05------通过中间点圆弧插补 G07------Z 样条曲线插补 G08------进给加速 G09------进给减速 G20------子程序调用 G22------半径尺寸编程方式 G220-----系统操作界面上使用 G23------直径尺寸编程方式 G230-----系统操作界面上使用 G24------子程序结束 G25------跳转加工 G26------循环加工 G30------倍率注销 G31------倍率定义 G32------等螺距螺纹切削,英制
G33------等螺距螺纹切削,公制G53,G500-设定工件坐标系注销 G54------设定工件坐标系一 G55------设定工件坐标系二 G56------设定工件坐标系三 G57------设定工件坐标系四 G58------设定工件坐标系五 G59------设定工件坐标系六 G60------准确路径方式 G64------连续路径方式 G70------英制尺寸寸 G71------公制尺寸毫米 G74------回参考点(机床零点) G75------返回编程坐标零点 G76------返回编程坐标起始点 G81------外圆固定循环 G331-----螺纹固定循环 G90------绝对尺寸 G91------相对尺寸 G92------预制坐标 G94------进给率,每分钟进给 G95------进给率,每转进给 G00—快速定位 格式:G00 X(U)__Z(W)__
数控车床操作手册(华中系列)
目录 华中世纪星21M数控铣床1第一章数控系统面板1 1.1数控系统面板1 1.2MDI键盘说明2 1.3菜单命令条说明2 1.4快捷键说明3 1.5机床操作键说明3第二章手动操作8 2.1返回机床参考点8 2.2手动移动机床坐标轴8 2.3手动控制主轴10 2.4MDI运行11
第三章自动运行操作14 3.1进入程序运行菜单14 3.2选择运行程序14 3.3程序校验15 3.4启动自动运行15 3.5单段运行15第四章程序编辑17 4.1进入程序编辑菜单17 4.2选择编辑程序17 4.3编辑当前程序18 4.4保存程序19第五章数据设置20 5.1进入数据设置菜单20 5.2设置坐标系20 5.3设置刀具数据21华中世纪星21T数控车床23
第一章数控系统面板23 1.1数控系统面板23 1.2MDI键盘说明24 1.3菜单命令条说明24 1.4快捷键说明25 1.5机床操作键说明25第二章手动操作30 2.1返回机床参考点30 2.2手动移动机床坐标轴30 2.3手动控制主轴32 2.4刀位选择和刀位转换33 2.5机床锁住33 2.6MDI运行34第三章自动运行操作36 3.1进入程序运行菜单36 3.2选择运行程序36 3.3程序校验37
3.4启动自动运行37 3.5单段运行37第四章程序编辑和管理39 4.1进入程序编辑菜单39 4.2选择编辑程序39 4.3编辑当前程序40 4.4保存程序41第五章数据设置42 5.1进入数据设置菜单42 5.2设置刀库数据42 5.3设置刀偏数据43 5.4设置刀补数据44 5.5设置坐标系44华中世纪星三轴立式加工中心46第一章数控系统面板46 1.1数控系统面板46
法兰克系统数控车床说明书及编程
G代码是数控程序中的指令。一般都称为G指令。代码名称-功能简述 G00------快速定位 G01------直线插补 G02------顺时针方向圆弧插补 G03------逆时针方向圆弧插补 G04------定时暂停 G05------通过中间点圆弧插补 G07------Z 样条曲线插补 G08------进给加速 G09------进给减速 G20------子程序调用 G22------半径尺寸编程方式 G220-----系统操作界面上使用 G23------直径尺寸编程方式 G230-----系统操作界面上使用 G24------子程序结束 G25------跳转加工 G26------循环加工 G30------倍率注销 G31------倍率定义 G32------等螺距螺纹切削,英制 G33------等螺距螺纹切削,公制 G53,G500-设定工件坐标系注销 G54------设定工件坐标系一 G55------设定工件坐标系二 G56------设定工件坐标系三 G57------设定工件坐标系四 G58------设定工件坐标系五 G59------设定工件坐标系六 G60------准确路径方式 G64------连续路径方式 G70------英制尺寸寸 G71------公制尺寸毫米 G74------回参考点(机床零点) G75------返回编程坐标零点 G76------返回编程坐标起始点 G81------外圆固定循环 G331-----螺纹固定循环 G90------绝对尺寸 G91------相对尺寸 G92------预制坐标 G94------进给率,每分钟进给 G95------进给率,每转进给
数控车床操作规程(最新版)
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 数控车床操作规程(最新版) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
数控车床操作规程(最新版) 1目的 本规程用于指导操作者正确操作和使用设备。 2适用范围 本规程适用于指导本公司加工中心的操作与安全操作。 3管理内容 3.1操作规程 3.1.1操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。 3.1.2操作者必须经过培训、考试或考核合格后,持证上岗。 3.1.3开机前,按设备润滑图表注油,检查各开关、手柄是否在规定位置上。 3.1.4启动润滑油泵,检查油路是否畅通;启动液压泵调整系统
压力、工作压力、夹紧压力、回转刀架压力。如果弹性夹头必须夹紧工件。 3.1.5点动移动Z轴、X轴检查限位报警系统。 3.1.6电气回零,输入编辑程序,模拟运行。 3.1.7启动主电机,低速空转3~5分钟后,以高速的1/3~1/2倍,运转25~30分钟。 3.1.8停机前复位,关闭主电机,待主电机停止后,关闭液压泵、润滑泵,关闭NC开关。 3.1.9关闭机床电控总开关,关闭电控柜空气开关。 3.1.10清洁机床,按设备润滑图表注油,刮研面抹油。 3.2安全操作规程 3.2.1操作者应熟练掌握机床数控系统的编程方法,执行“安全防护须知”。正确使用“参数表”。 3.2.2加工前,应使电气回零,检查机床原点、刀具数据,加工中,不得随意用湿手触摸开关。 3.2.3开机时,应先低速空运转3-5分钟,注意液压系统压力应