API钻具接头螺纹特点1
API钻具接头螺纹的特点、类型、加工要求及技术参数随着牙轮钻进,空气潜孔锤钻进,气举反循环钻进等钻探工艺的推广使用。API系列井内钻柱构件和井下工具也得到了越来越广泛的应用。尤其是连接钻柱构件的API系列钻具接头螺纹,更是起着不可或缺的作用。因此,熟悉和掌握API系列钻具接头螺纹的相关技术规范和设计要求,采用合理的加工参数及检测方法,是保证API系列井内钻柱构件和井下工具正常使用的重要工作之一。本文拟在API SPEC7、GB/T9253. 1—1999、SY/T5144—2007及GB/T4749—2003等标准的基础上,并结合生产实践及使用过程中遇到的实际问题,分别就API系列钻具接头螺纹的特点、类型、规格、加工要求、检测方法、及螺纹的主要失效形式等方面进行论述,以帮助我们加深对API相关技术规范的理解和认识,正确掌握API系列钻具接头螺纹的生产加工和操作使用。
一、螺纹特点
API系列钻具接头螺纹主要用于钻杆、钻铤、钻具稳定器和转换器等钻井工具及钻柱构件的连接。目前生产和检验的主要依据标准为:API SPEC 7《旋转钻柱构件规范》(2001年11月第40版)和GB/T9253.1—1999《石油钻杆接头螺纹》。
API SPEC 7将钻具接头螺纹称为“旋转台肩连接”,这种带锥螺纹具有通过轴向位移来补偿连接部分直径误差的特点。因此互换程度高、结合紧密、装拆容易。其技术特点为:“英制锥管螺纹、有台肩连接、三角形螺纹”,因此在管材连接中应用极为广泛。
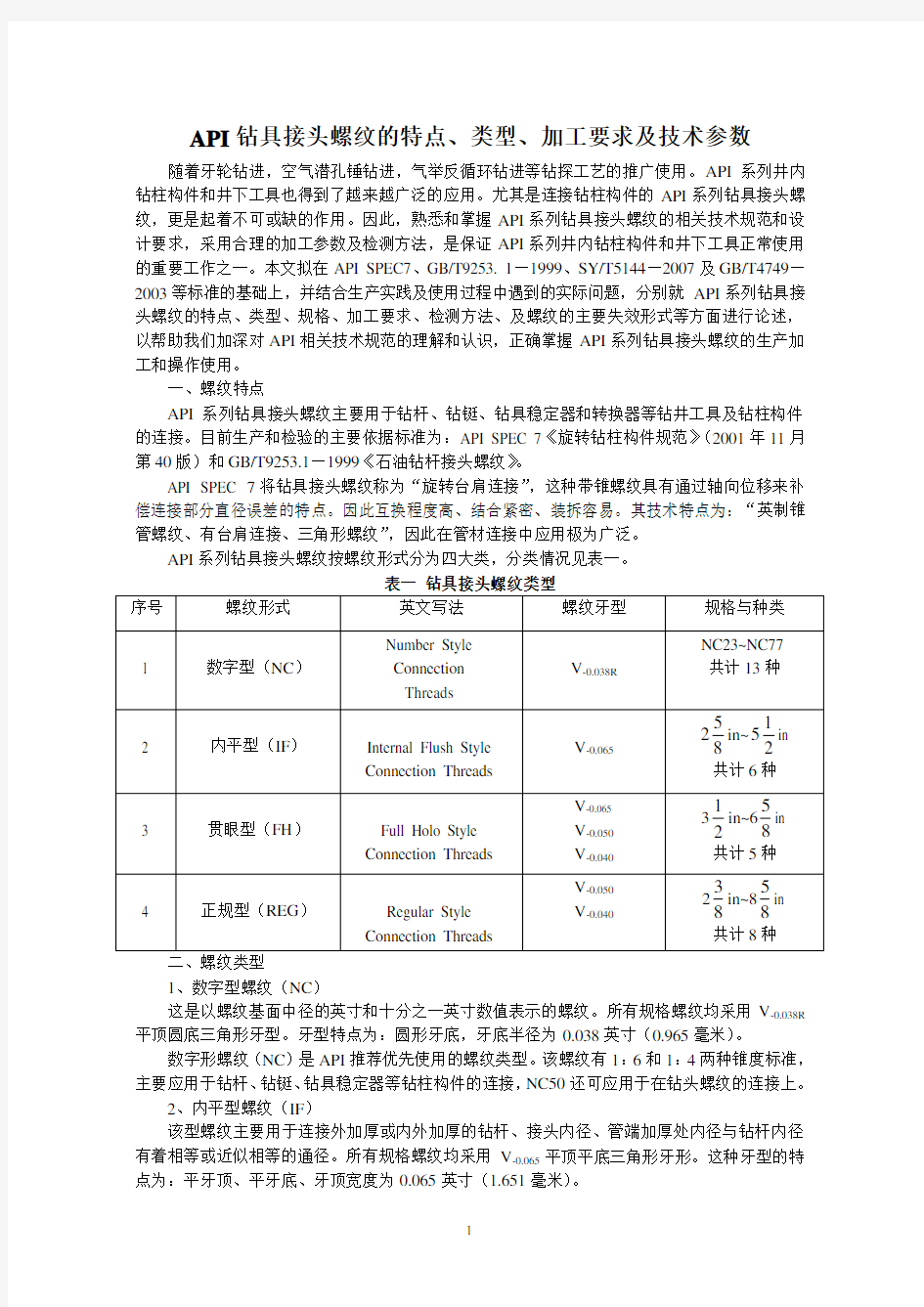
API系列钻具接头螺纹按螺纹形式分为四大类,分类情况见表一。
表一钻具接头螺纹类型
序号螺纹形式英文写法螺纹牙型规格与种类
1 数字型(NC)Number Style
Connection
Threads
V-0.038R
NC23~NC77
共计13种
2 内平型(IF)Internal Flush Style
Connection Threads V-0.0658
5
2in~
2
1
5in
共计6种
3 贯眼型(FH)Full Holo Style
Connection Threads V-0.065
V-0.050
V-0.040
3
2
1
in~6
8
5
in
共计5种
4 正规型(REG)Regular Style
Connection Threads V-0.050
V-0.040
2
8
3
in~8
8
5
in
共计8种
二、螺纹类型
1、数字型螺纹(NC)
这是以螺纹基面中径的英寸和十分之一英寸数值表示的螺纹。所有规格螺纹均采用V-0.038R 平顶圆底三角形牙型。牙型特点为:圆形牙底,牙底半径为0.038英寸(0.965毫米)。
数字形螺纹(NC)是API推荐优先使用的螺纹类型。该螺纹有1:6和1:4两种锥度标准,主要应用于钻杆、钻铤、钻具稳定器等钻柱构件的连接,NC50还可应用于在钻头螺纹的连接上。
2、内平型螺纹(IF)
该型螺纹主要用于连接外加厚或内外加厚的钻杆、接头内径、管端加厚处内径与钻杆内径有着相等或近似相等的通径。所有规格螺纹均采用V-0.065平顶平底三角形牙形。这种牙型的特点为:平牙顶、平牙底、牙顶宽度为0.065英寸(1.651毫米)。
该型螺纹除2
1
5
IF 规格外,其它规格因其结构尺寸与相应的数字型螺纹完全相同,因此与数字型螺纹具有互换性。
内平型螺纹的牙型结构易导致应力集中,故API 已将其逐步淘汰。相应规格螺纹由同规格的数字型螺纹所取代。
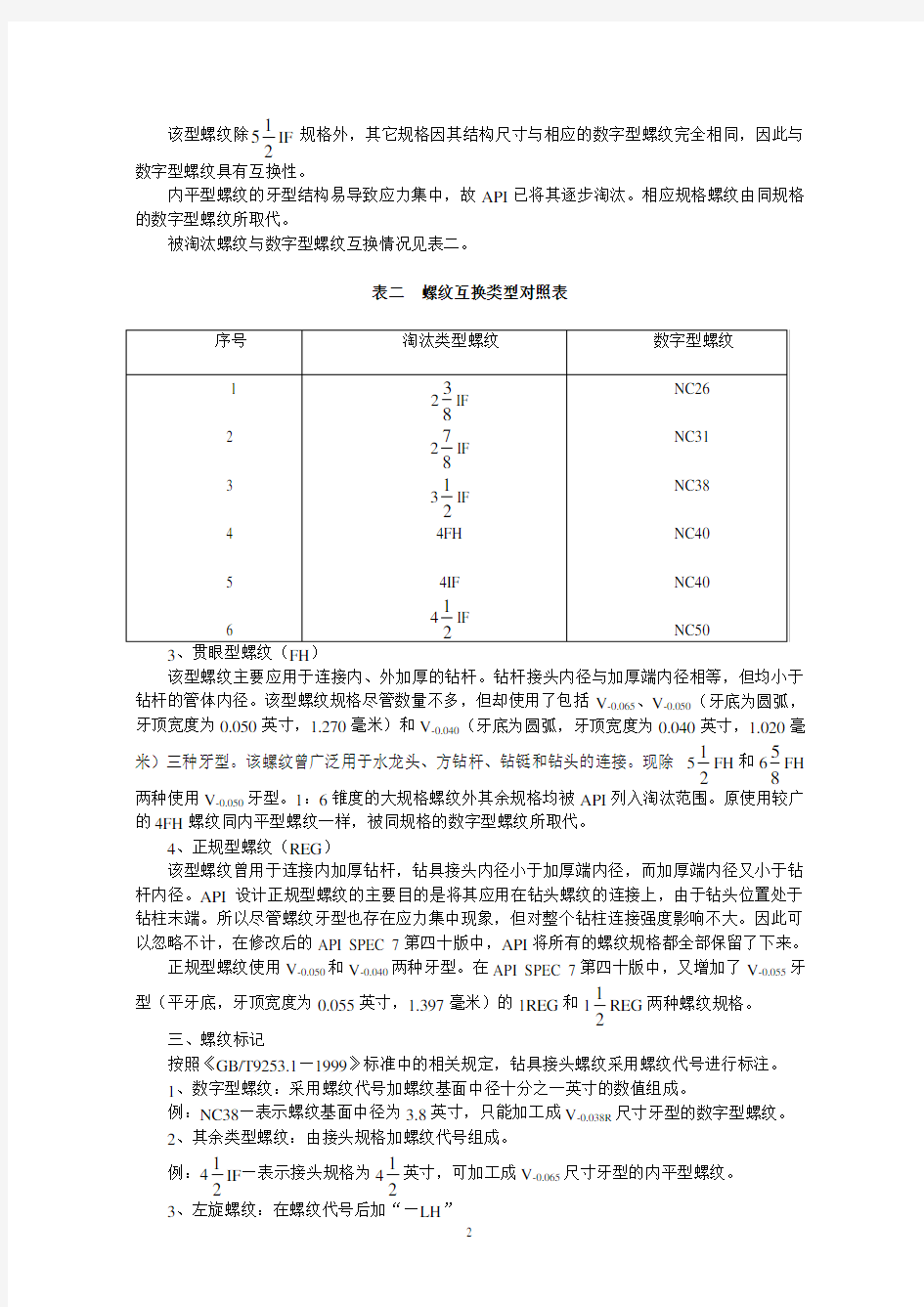
被淘汰螺纹与数字型螺纹互换情况见表二。
表二 螺纹互换类型对照表
序号 淘汰类型螺纹 数字型螺纹
1 2 3 4 5 6
283IF 287IF 32
1IF 4FH 4IF 4
2
1IF NC26 NC31 NC38 NC40 NC40 NC50
3、贯眼型螺纹(FH )
该型螺纹主要应用于连接内、外加厚的钻杆。钻杆接头内径与加厚端内径相等,但均小于钻杆的管体内径。该型螺纹规格尽管数量不多,但却使用了包括V -0.065、V -0.050(牙底为圆弧,牙顶宽度为0.050英寸,1.270毫米)和V -0.040(牙底为圆弧,牙顶宽度为0.040英寸,1.020毫米)三种牙型。该螺纹曾广泛用于水龙头、方钻杆、钻铤和钻头的连接。现除5
2
1FH 和685FH
两种使用V -0.050牙型。1:6锥度的大规格螺纹外其余规格均被API 列入淘汰范围。原使用较广
的4FH 螺纹同内平型螺纹一样,被同规格的数字型螺纹所取代。
4、正规型螺纹(REG )
该型螺纹曾用于连接内加厚钻杆,钻具接头内径小于加厚端内径,而加厚端内径又小于钻杆内径。API 设计正规型螺纹的主要目的是将其应用在钻头螺纹的连接上,由于钻头位置处于钻柱末端。所以尽管螺纹牙型也存在应力集中现象,但对整个钻柱连接强度影响不大。因此可以忽略不计,在修改后的API SPEC 7第四十版中,API 将所有的螺纹规格都全部保留了下来。
正规型螺纹使用V -0.050和V -0.040两种牙型。在API SPEC 7第四十版中,又增加了V -0.055牙型(平牙底,牙顶宽度为0.055英寸,1.397毫米)的1REG 和1
2
1
REG 两种螺纹规格。 三、螺纹标记
按照《GB/T9253.1—1999》标准中的相关规定,钻具接头螺纹采用螺纹代号进行标注。 1、数字型螺纹:采用螺纹代号加螺纹基面中径十分之一英寸的数值组成。
例:NC38—表示螺纹基面中径为3.8英寸,只能加工成V -0.038R 尺寸牙型的数字型螺纹。 2、其余类型螺纹:由接头规格加螺纹代号组成。 例:4
21IF —表示接头规格为42
1
英寸,可加工成V -0.065尺寸牙型的内平型螺纹。 3、左旋螺纹:在螺纹代号后加“—LH ”
例:4
2
1
REG —LH 4、可互换螺纹:对被换螺纹加括号表示。 例:NC50(4
21IF )—表示42
1IF 可与NC50螺纹进行互换,螺纹牙型尺寸即可加工成V -0.038R ,亦可加工成V -0.065。
对可互换螺纹,如果括号内只标注了内平或贯眼型螺纹代号(如上例中的4
2
1
IF ),则允许螺纹牙型可按V -0.038R 尺寸进行加工。
四、螺纹牙型
1、螺纹牙型有V -0.038R 、V -0.040、V -0.050、V -0.055、V -0.065五种类型。螺纹牙型及尺寸参数见图一、图二和表三。
图一:V -0.038R V -0.040和V -0.050螺纹牙型
图二:V-0.055、V-0.065螺纹牙型
表三:钻具接头螺纹牙型尺寸表
螺纹牙型V-0.038R V-0.038R V-0.040V-0.050V-0.050V-0.055V-0.065螺距mm(牙/寸) 6.35(4)6.35(4)5.08(5) 6.35(4) 6.35(4) 4.233(6)6.35(4)锥度1:6 1:4 1:4 1:4 1:6 1:8 1:6 原始三角形高度H 5.487 5.471 4.376 5.471 5.487 3.660 5.487 牙形高度hn=hs 3.095 3.083 2.993 3.742 3.755 1.420 2.831 牙顶削平高度fcn=fcs 1.427 1.423 0.875 1.094 1.097 1.209 1.426 牙底削平高度Srm=Srs 0.965 0.965 0.508 0.635 0.635 1.031 1.229 牙顶宽度Fcn=Fcs 1.651 1.651 1.016 1.270 1.270 1.397 1.651 牙底宽度frn=frs ————— 1.194 1.422 牙底圆角半径r nn=r rs0.965 0.965 0.508 0.635 0.635 ——圆角半径r 0.381 0.381 0.381 0.381 0.381 0.381 0.381
螺纹代号NC23~
NC50
NC56~
NC77
2
8
3
REG~
4
2
1
REG
3
2
1
FH~
4
2
1
FH
5
2
1
REG
7
8
5
REG
8
8
5
REG
6
8
5
REG
5
2
1
FH
6
8
5
FH
NC10~
NC16
1REG
1
2
1
REG
2
8
3
IF~
5
2
1
IF
4FH
2、V -0.038R 指的是牙底圆弧半径为0.038英寸(0.965毫米)的V 形螺纹。V -0.040、V -0.050、V -0.055、V -0.065中各自的数字分别代表V 形螺纹牙顶宽度的英寸数值,但这四种螺纹的牙底形状则各不相同。V -0.040螺纹的牙底圆弧半径为0.02英寸(0.51毫米)。V -0.050的螺纹牙底圆弧半径为0.025英寸(0.635毫米)。V -0.055和V -0.065的螺纹牙底则为平面。
五、螺纹加工精度要求 1、螺距极限偏差
在完整螺纹范围内,任一段沿轴向25.4毫米长度内的螺纹累积偏差为±0.038毫米。
在完整螺纹整个范围内,螺纹累积偏差为±114毫米,或按螺纹总长度的1/1000计算,两者取其大值。
2、牙侧角极限偏差为:±45’。
3、锥度极限偏差
在完整螺纹范围内,折算到304.8毫米轴向长度上,螺纹中径圆锥的平均锥度极限偏差为:外螺纹
762
.00
+,内螺纹0762.0-。
4、牙形高和牙顶高的极限偏差应符合图三和表四的规定。
图三 牙型高和牙顶高极限偏差尺寸图
表四:牙型高牙顶高极限偏差尺寸
螺距 牙顶高han=has
牙型高hn=hs △ha=△hs
△ha=△hs
4.233 0
08.0- 06
.00
+ 5.080 0
120.0- 08.00+ 6.350
180.0-
120.00
+
5、紧密距极限偏差,应符合GB/T4749—2003中相关规定。
6、螺纹结构的其它尺寸公差和形位公差应满足图四、图五和表五、表六、表七中相关要求。
7、特殊结构
对于钻铤和小规格的钻具接头螺纹(NC10~NC16),内外螺纹的收尾部分可根据需要加工成密封槽,应力分散槽和密封锥面等特殊结构。
六、螺纹的检测与识别
1、钻具接头螺纹在生产加工中,必须符合各项尺寸公差和形位公差要求。并按规定正确使用螺纹量规检验螺纹紧密距和各项极限偏差。对库存产品,每隔一定检验周期。应用螺纹单项检测仪对螺纹螺距和锥度重新进行检测。
2、在使用现场,可采用牙型规对螺纹的磨损情况进行检测。螺纹剩余牙顶宽度不小于原牙顶宽度的1/2,牙顶高度不低于原牙顶高度的2/3。磨损牙数不超过3.5牙时,螺纹仍可继续使用,否则必须进行修扣处理。
3、使用现场对螺纹最有效的识别方法是使用螺纹接头尺。这种接头尺专门设有标记了外螺纹根部直径和内螺纹镗孔直径参数的游标卡尺。使用时即简便、直观、又可准确判定螺纹的类型和规格。如无螺纹接头尺,则可同时使用普通游标卡尺和钢直尺进行测量,然后通过参照螺纹规范进行对比,即可确定螺纹的类型和规格。
4、螺纹旋向的识别
将螺纹竖直放置,从正面观察螺旋线的上升方向。向右上升的为右旋螺纹,向左上升的为左旋螺纹。
七、螺纹的主要失效形式
1、粘扣和胀扣
通常发生在有较高轴向压力情况下,外螺纹强制进入内螺纹,导致内螺纹胀开或粘扣而造成连接失效。上扣时扭矩过高或钻进中产生过高扭矩时,也会出现这种情况下。
2、螺纹剪切失效
往往出现在螺纹最未端的完整扣处。螺纹锥度越大,螺纹越短,越容易发生剪切失效现象。
3、断裂
螺纹最未端完整扣处往往应力最大。断裂现象常出现在螺纹最未端完整扣处。因此,小规格钻具接头螺纹和钻铤螺纹常加工有应力分散槽等特殊结构,以减小应力集中现象。
4、滑扣
螺纹锥度较大时,上紧圈数尚未达到额定圈数而扭矩就已达到推荐值,此时在轴向拉力作用下,往往会出现滑扣。除此之外,螺纹间隙充填物不合理时也易产生滑扣现象。
5、倒扣
螺纹上紧扭矩过小或未能达到额定值,导致螺纹无法承受施加的轴向载荷和井下扭矩,从而出现倒扣失效,造成钻具脱扣掉入井内。
6、刺扣和密封失效
钻进过程中,钻具的扭转振动往往会造成钻具旋转速度时快时慢。当钻具突然加速旋转时,扭矩会瞬间增大。此时,在钻具和井壁、外螺纹和内螺纹的交互作用下,钻具接头处往往会产生很高的热量,导致螺纹脂从螺纹间隙中流出,造成密封失效而引起刺扣。除此之外,加工精度过低,不合理的公差配合,过少的螺纹过盈量,都是产生刺扣现象发生一个重要原因。
八、螺纹的基本尺寸和加工参数
1、钻具接头螺纹尺寸见图四、图五
2、钻具接头螺纹尺寸参数见表五、表六、表七
表五:数字型(NC)接头螺纹尺寸参数表
螺纹类型螺纹
牙型
螺距
P
螺
纹
牙
数
牙
/
时
锥
度
外螺纹大
端外径
D l40
.0
±
外螺纹
小端外
径
D s
外螺纹
长度
L pc
18
.3-
内螺纹
大端内
径
D c
镗孔
直径
Q c
70
.0
40
.0
+
-
内螺纹
锥孔长
度
L DC
52
.9
+
NC10 V-0.055 4.233 6 1:8 30.226 25.451 38.10 27.742 30.58 53.98 NC12 V-0.055 4.233 6 1:8 35.357 29.794 44.05 32.873 35.71 60.33 NC13 V-0.055 4.233 6 1:8 38.557 32.995 44.45 36.076 38.91 60.33 NC16 V-0.055 4.233 6 1:8 44.094 38.532 44.45 41.611 44.48 60.33 NC23 V-0.038R 6.350 4 1:6 65.100 52.400 76.20 59.828 66.68 92.08 NC26 V-0.038R 6.350 4 1:6 73.050 60.350 76.20 67.778 74.61 92.08 NC31 V-0.038R 6.350 4 1:6 86.131 71.323 88.90 80.859 87.71 104.78 NC35 V-0.038R 6.350 4 1:6 94.971 79.096 95.25 89.698 96.84 111.13 NC38 V-0.038R 6.350 4 1:6 102.006 85.065 101.60 96.734 103.58 117.48 NC40 V-0.038R 6.350 4 1:6 108.712 89.662 114.30 103.440 110.33 130.18 NC44 V-0.038R 6.350 4 1:6 117.475 98.425 114.30 112.203 119.06 130.18 NC46 V-0.038R 6.350 4 1:6 122.784 103.734 114.30 117.511 124.62 130.18 NC50 V-0.038R 6.350 4 1:6 133.350 114.300 114.30 128.070 134.94 130.18 NC56 V-0.038 6.350 4 1:4 149.250 117.500 127.00 143.990 150.81 142.88 NC61 V-0.038R 6.350 4 1:4 163.525 128.600 139.70 158.265 165.10 155.58 NC70 V-0.038R 6.350 4 1:4 185.750 147.650 152.40 180.490 187.33 168.28 NC77 V-0.038R 6.350 4 1:4 203.200 161.950 165.10 197.965 204.78 180.98
表六 正规型(REG )接头螺纹尺寸参数表
螺纹 代号
螺纹 牙型
螺距 P
螺纹牙数牙/时
锥度
外螺纹大 端外径
D l 40.0± 外螺纹小端外径 D s 外螺纹长度
L pc 0
18.3-
内螺纹大端内径 D c 镗孔 直径
Q c 70.040.0+-
内螺纹锥孔长度
L DC 52.90+
283
REG
V -0.040 5.080 5 1:4 66.675 47.625
76.20 61.423 68.26 92.08 287
REG
V -0.040
5.080 5 1:4 7
6.200 53.925 88.90 70.948 7
7.79 104.78 3
2
1
REG V -0.040
5.080 5 1:4 88.900 65.075 95.25 83.636 90.49 111.13 4
21
REG V -0.040
5.080 5 1:4 117.475 90.475 107.95 112.211 119.06 123.83 5
21
REG V -0.050 6.350 4 1:4 140.208 110.058 120.65 133.630 141.68 136.53 6
85
REG V -0.050
6.350 4 1:6 152.197 131.039 12
7.00 145.601 153.99 142.88 7
85
REG V -0.050
6.350 4 1:4 17
7.800 144.475 133.35 171.235 180.18 149.23 8
8
5
REG V -0.050
6.350 4 1:4
201.981
167.843
136.53
195.417
204.38
152.40
表七:贯眼型(FH ),内平型(IF )接头螺纹尺寸参数表
贯眼型(FH )
螺纹 代号
螺纹 牙型
螺距 P 螺纹牙数
牙/时
锥度
外螺纹大 端外径
D l 40.0± 外螺纹小端外径 D s 外螺纹长度
L pc 0
18.3-
内螺纹大端内径 D c 镗孔 直径
Q c 70.040.0+-
内螺纹锥孔长度
L DC 52.90+
3
2
1FH V -0.040 5.080 5 1:4 101.448 77.622 92.25 96.187 102.79 111.13 4FH
V -0.065 6.350 4 1:6 108.712 89.662 114.30 103.440 110.33 130.18 4
21FH V -0.040 5.080 5 1:4 121.717 96.317 101.60 116.456 123.83 117.48 521FH V -0.050 6.350 4 1:6 147.955 126.797 127.00 141.364 150.02 142.88 68
5FH V -0.050
6.350
4
1:6
171.526
150.368
127.00
164.951
173.83
142.88
内平型(IF )
283IF V -0.065 6.350 4 1:6 73.050 60.350 76.20 67.778 74.61 92.08 287IF V -0.065 6.350 4 1:6 86.131 71.323 88.90 80.859 87.71 104.78 32
1IF V -0.065 6.350 4 1:6 102.006 85.065 101.60 96.734 103.58 117.48 4IF V -0.065 6.350 4 1:6 122.784 103.734 114.30 117.511 124.62 130.18 4
21IF V -0.065 6.350 4 1:6 133.350 114.300 114.30 128.070 134.94 130.18 52
1IF V -0.065
6.350
4
1:6
162.480
141.326
127.00
157.212
163.91
142.88
国外国内螺纹对照表
螺纹 第一章国标螺纹的一般知识 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24× 1.5LH; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二.米制普通螺纹 1.米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3.米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1.常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距
3.2.米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三.用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1.用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2.用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3.标记示例: 圆锥内螺纹Rc 3/8 圆柱内螺纹Rp3/8 圆锥外螺纹R3/8 当螺纹为左旋螺纹时Rc 3/8-LH(LH表示左旋螺纹) 常用螺纹(标记:Rc 3/8、Rp3/8、R3/8)的基本尺寸: 表2 4.GB 7306规定的标记方法与ISO7/1的规定是一样的。在ISO 7/1作出统一之前,各国的标记方法如下: 表3
英制管螺纹美制管螺纹对照表
分类:专业知识 字号:大中小 英制管螺纹美制管螺纹对照表 英制管螺纹英制管螺纹美制管螺纹 规格标准径钻孔径 规格 标准径有交牙 部之长度(最 小)中之毋螺 牙内径 标准长 度(最小)中 之毋螺牙内径 规格 钻孔径 最大最小使用纹刀时 不用纹刀 时 NPT NPS 使用绞刀时不用绞刀时 PS 1/16-28 6.50 6.632 6.490 PT 1/16-28 6.10 6.20 6.244 6.384 1/16 - 27 6.10 6.25 6.35 PS 1/8-28 8.50 8.637 8.495 PT 1/8-28 8.10 8.20 8.249 8.388 1/8 - 27 8.33 8.43 8.74 PS 1/4-19 11.40 11.549 11.341 P T 1/4-19 10.70 11.0 10.962 11.174 1/4 - 18 10.72 11.13 11.13 PS 3/8-19 15.00 15.054 14.846 P T 3/8-19 14.20 14.5 14.448 14.658 3/8 - 18 14.27 14.27 14.68 PS 1/2-14 18.50 18.773 18.489 P T 1/2-14 17.60 18.0 17.979 18.263 1/2 - 14 17.48 17.86 18.26 PS 3/4-14 24.00 24.259 23.975 P T 3/4-14 23.00 23.5 23.378 23.663 3/4 - 14 22.63 23.01 23.42 PS 1-11 30.20 30.471 30.111 P T 1-11 29.00 29.5 29.459 29.822 1 - 11-1/2 28.58 28.98 29.36
API钻具接头螺纹的特点
API钻具接头螺纹的特点、类型、加工要求及技术参数随着牙轮钻进,空气潜孔锤钻进,气举反循环钻进等钻探工艺的推广使用。API系列井内钻柱构件和井下工具也得到了越来越广泛的应用。尤其是连接钻柱构件的API系列钻具接头螺纹,更是起着不可或缺的作用。因此,熟悉和掌握API系列钻具接头螺纹的相关技术规范和设计要求,采用合理的加工参数及检测方法,是保证API系列井内钻柱构件和井下工具正常使用的重要工作之一。本文拟在API SPEC7、GB/T9253. 1—1999、SY/T5144—2007及GB/T4749—2003等标准的基础上,并结合生产实践及使用过程中遇到的实际问题,分别就API系列钻具接头螺纹的特点、类型、规格、加工要求、检测方法、及螺纹的主要失效形式等方面进行论述,以帮助我们加深对API相关技术规范的理解和认识,正确掌握API系列钻具接头螺纹的生产加工和操作使用。 一、螺纹特点 API系列钻具接头螺纹主要用于钻杆、钻铤、钻具稳定器和转换器等钻井工具及钻柱构件的连接。目前生产和检验的主要依据标准为:API SPEC 7《旋转钻柱构件规范》(2001年11月第40版)和GB/T9253.1—1999《石油钻杆接头螺纹》。 API SPEC 7将钻具接头螺纹称为“旋转台肩连接”,这种带锥螺纹具有通过轴向位移来补偿连接部分直径误差的特点。因此互换程度高、结合紧密、装拆容易。其技术特点为:“英制锥管螺纹、有台肩连接、三角形螺纹”,因此在管材连接中应用极为广泛。 API系列钻具接头螺纹按螺纹形式分为四大类,分类情况见表一。 1、数字型螺纹(NC) 这是以螺纹基面中径的英寸和十分之一英寸数值表示的螺纹。所有规格螺纹均采用V-0.038R 平顶圆底三角形牙型。牙型特点为:圆形牙底,牙底半径为0.038英寸(0.965毫米)。 数字形螺纹(NC)是API推荐优先使用的螺纹类型。该螺纹有1:6和1:4两种锥度标准,主要应用于钻杆、钻铤、钻具稳定器等钻柱构件的连接,NC50还可应用于在钻头螺纹的连接上。 2、内平型螺纹(IF) 该型螺纹主要用于连接外加厚或内外加厚的钻杆、接头内径、管端加厚处内径与钻杆内径有着相等或近似相等的通径。所有规格螺纹均采用V-0.065平顶平底三角形牙形。这种牙型的特点为:平牙顶、平牙底、牙顶宽度为0.065英寸(1.651毫米)。
压力表减压阀型号及安全使用方法标准版本
文件编号:RHD-QB-K1397 (操作规程范本系列) 编辑:XXXXXX 查核:XXXXXX 时间:XXXXXX 压力表减压阀型号及安全使用方法标准版本
压力表减压阀型号及安全使用方法 标准版本 操作指导:该操作规程文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时必须遵循的程序或步骤。,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。 型号:YQWG-224 介质:丙烷 测量范围(0-0.25,0-2.5 ) MPa 额定进口压力 1.6MPa 调节范围0.01-0.15MPa 流量40m3/h 进口连接螺纹M27x1.5(Ф14焊接孔) 出口连接螺纹M27x1.5(Ф14焊接孔) 外型尺寸210x175x220 重量3Kg
用途: 丙烷减压器是一种自动降低管路工作压力的专门装置,丙烷减压器是采用控制阀体内的启闭件的开度来调节介质的流量,将介质的压力降低,同时借助阀后压力的作用调节启闭件的开度,使阀后压力保持在一定范围内,丙烷碳减压器的特点是在进口压力不断变化的情况下,保持出口压力值在一定的范围内。 丙烷减压器是将气瓶内的高压气体任意调节减至实用压力,以供使用的气瓶减压装置,主要用于焊接、切割及化工、医药卫生、电子工业等方面。丙烷减压器不论输入压力和输出流量发生变化,都能保证稳定的输出压力。 注意:丙烷减压器为临海市大华仪表产品,商品纯铜制品,所以价格与当前原料铜价格为标准!数量多可以优惠!
减压器的安全使用 使用减压器应按下述规则执行: (1)氧气瓶放气或开启减压器时动作必须缓慢。如果阀门开启速度过快,减压器工作部分的气体因受绝热压缩而温度大大提高,这样有可能使有机材料制成的零件如橡胶填料、橡胶薄膜纤维质衬垫着火烧坏,并可使减压器完全烧坏。另外,由于放气过快产生的静电火花以及减压器有油污等,也会引起着火燃烧烧坏减压器零件。 (2)减压器安装前及开启气瓶阀时的注意事项:安装减压器之前,要略打开氧气瓶阀门,吹除污物,以防灰尘和水分带入减压器。在开启气瓶阀时,瓶阀出气口不得对准操作者或他人,以防高压气体突然冲出伤人。减压器出气口与气体橡胶管接头处必须用退过火的铁丝或卡箍拧紧;防止送气后脱开发生危
直螺纹套筒接头规定
钢筋直螺纹套筒接头规定 1、适用范围 钢筋等强螺纹接头(滚轧)适用于一切抗震设防和非抗震设防的混凝土结构工程,尤其适用于要求充分发挥钢筋强度和延性的重要结构。 1.1粗直径、不同直径钢筋连接。 1.2弯折钢筋、超长水平钢筋的连接。 1.3钢筋笼的对接。 1.4两根固定钢筋之间的对接。 1.5钢结构与钢筋的连接。型钢柱与梁主筋相交时,可利用焊在钢板上的螺母连接钢筋。 2、工艺原理 钢筋等强滚轧直螺纹连接原理为:通过滚轮将钢筋端头部分压圆并一次性滚出螺纹和套筒通过螺纹连接形成的钢筋机械接头。 直螺纹接头连接有六种类型:(变径型、扩口型这里不作介绍) 2.1Ⅰ型连接(标准型接头) 用于钢筋可自由转动的场合。 利用钢筋端头相互对顶力锁定连接件。 可选用标准型或变径型连接套筒。(见图1) 2.2Ⅱ型连接(加长型接头) 用于钢筋过于长而密集,不便转动的场合。 连接套筒预先全部拧入一根钢筋的加长螺纹上,再反拧人被接钢筋的端螺纹,转动钢筋半至一圈即可锁定连接件,可选用标准型连接套筒。 2.3Ⅲ型连接(加锁母型接头) 用于钢筋完全不能转动,如弯折钢筋以及桥梁,灌注桩等钢筋笼的相互对接。将锁母和连接套筒预先拧入加长螺纹,再拧入另一根钢筋端头螺纹,用锁母锁定连接套筒。可选用标准或扩口型连接套筒加锁母(见图3)。 2.4Ⅳ型连接(正反丝扣型连接) 用于钢筋完全不能转动而要求调节钢筋内力的的场合,如施工缝、后浇带等。连接套筒带正反丝扣,可在一个旋合方向中松开或拧紧二根钢筋,应先用带正反
丝扣的连接套筒。 3、施工顺序 3.1 钢筋端部切割。 3.2钢筋端部压圆。 3.3在压圆的同时滚轧螺纹。 3.4利用连接套筒对接钢筋。 4、操作要点 4.1钢筋端部应先调直再下料,切口端面应与钢筋轴线垂直,不得有马蹄形或挠曲,不得用气割下料。 4.2滚轧机的滚轧头冷却应采用水溶性切削冷却液,不得使用油类冷却液套丝。钢筋丝纹与连接套的丝纹应完好无损,如发现丝纹表面杂制裁,应予清除。端头螺纹及套筒工艺参数见表1、表2、表3。 表1 钢筋端头螺纹滚轧加工尺寸(mm) 螺纹钢筋公称直径Φ16 Φ18 Φ20 Φ22 Φ25 Φ28 Φ32 Φ36 Φ40 螺纹代号 M17? M19? M21? M23? M26?.5 M29?.5 M33? M37? M41? 螺纹长度 22 24 26 28 30 35 40 40 45 中径 15.701 17.701 19.701 21.701 24.376 27.376 31.051 35.051 39.051 小径 14.835 16.835 18.835 20.835 23.294 26.294 29.752 33.752 37.752 表2 连接套规格尺寸(mm) 螺纹钢筋公称直径Φ16 Φ18 Φ20 Φ22 Φ25 Φ28 Φ32 Φ36 Φ40 螺纹外径 28 30 31 34 37 44 49 54 59 螺纹内径 15 17 19 21 23.5 26.5 30 34 38 接套长度 45 48 52 55 60 65 70 80 90 表3 连接套螺纹规格尺寸(mm) 螺纹钢筋公称直径Φ16 Φ18 20 Φ22 Φ25 Φ28 Φ32 Φ36 Φ40 滚轧直螺纹代号 M17 M19 M21 M23 M26 M29 M33 M37 M41 螺距 2 2 2 2 2.5 2.5 3 3 3 中径 15.701 17.701 19.701 21.701 24.376 27.376 31.051 35.051 39.051
一般压力表螺纹规格
GB/T1226-2001《一般压力表》国家标准中规定,Y-40压力表的连接螺纹为M10×1,Y-60压力表的连接螺纹为M14×1.5,Y-100,150,200,250压力表的连接螺纹为M20×1.5。在用户无特殊要求的情况下,制造商将按标准规定提供相应螺纹规格的压力表。 BS EN837-1 Pressure Gauges 压力表欧标中规定,螺纹接头有G1/8B,G1/4B,G3/8B,G1/2B四种管螺纹和1/8-27NPT EXT,1/4-18NPT EXT,1/2-14NPT EXT三种锥管螺纹,其中G3/8B为不推荐规格。实际上,R1/8(ZG1/8),R1/4(ZG1/4),R1/2(ZG1/2)也是压力表常用的连接螺纹规格
老国标的安装方式只有:径向直接式(I)、径向凸装式(Ⅱ)、轴向嵌装式(Ⅲ)、轴向直接式(Ⅳ)。见下表和图 型式安装方式接头位置外壳公称直径 I径向直接式径向40;60;100;150;200;250Ⅱ径向凸装式径向60;100;150;200;250 Ⅲ轴向嵌装式轴向60;100;150;200;250 Ⅳ轴向直接式轴向40;60
3.仪表精度等级的变化 压力表国家标准《一般压力表》GB/T1226-2001中第4.2 仪表的精确度等级: 仪表的精确度等级分为:1.0级;1.6级;2.5级;4.0级。各等级仪表的外壳公称直径应符合表2的规定。 表2 外壳公称直径(mm)精确度等级(%) 40;60 2.5;4.0 100 1.6;2.5 150;200;250 1. 0;1. 6 老国标的精度等级规定见下表 外壳公称直径(mm)精确度等级(%) 40;60 2.5;4.0 100 1.5;2.5 150;200;250 1. 0;1. 5 精度等级新旧国标的不同点是把原有的1.5级改为1.6级。 4.一般压力表按基本参数的分类。 1).仪表外壳公称直径(mm)系列:Φ40、Φ60、Φ100、Φ150、Φ200、Φ250. 2).仪表测量范围的上限(MPa)应符合规定的系列:1×10n、1.6×10n、2.5×10n、4×10
钢筋直螺纹连接规范
摘要:钢筋套筒冷挤压连接是钢筋混凝土结构施工中钢筋连接的一项新技术。目前在我国已建和在建工程中都得到了广泛的运用。 关键词:钢筋套筒冷挤压施工技术 一、概述 钢筋套筒冷挤压连接是钢筋混凝土结构施工中钢筋连接的一项新技术。目前在我国已建和在建的几个大的水电工程三峡水电站、小浪底工程、公伯峡水电站、拉西瓦导流洞中都得到了广泛的运用。为了使这项新的施工技术在拉西瓦工程中得到合理的使用,下面就对钢筋套筒冷挤压技术作些简要的介绍。 1、钢筋套筒冷挤压技术的特点 (1)钢筋套筒冷挤压连接技术施工工艺简单,容易掌握。 (2)钢筋套筒冷挤压连接技术施工快,在施工中较传统的焊接方法可以节省大量的时间。 (3)钢筋套筒冷挤压连接技术较传统钢筋焊接连接施工可以降低工程成本。 (4)钢筋套筒冷挤压连接技术适用于钢筋混凝土结构中钢筋直径为φ16-φ40的带肋钢筋的径向挤压连接。 2、钢筋套筒冷挤压技术技术要求 带肋钢筋挤压连接施工中必须采用合适的挤压工艺和合理的验收标准,以确保施工的质量完全达到设计要求。具体使用该项技术时应符合《GB1499-91》、《GB13014-91》《GBJ10-89》、《GB50204-92》、《GB8162-87》、《JGJ107-96》、《YB9250-93》等规范要求。 二、钢筋套筒冷挤压连接技术材料及设备 (一)材料 1、钢筋
挤压连接的钢筋必须具有质量证明书,其表面形状、尺寸和力学性能等应符合《钢筋混凝土用热扎带肋钢筋》(GB1499-91)和《筋混凝土余热处理钢筋》(GB13024-91)标准的要求。钢筋使用前必须进行外观检查和抽取试样作力学性能试验。钢筋发生脆断和力学性能明显不正常时,尚应进行化学成份分析。钢筋在储运时,不得损坏表面标志,并按批堆放整齐,避免锈蚀和污染。 2、套筒 套筒材料采用适于压延的无缝钢管加工制成,其实测力学性能符合表1-1中的要求。套筒尺寸及偏差符合表1-2及表1-3中的要求。套筒储运时须防锈蚀和污染,验收时分批验收,存放时按不同规格分别堆放,套筒应有出厂合格证。 钢套筒材料力学性能要求表1-1 钢套筒型号及几何尺寸表表1-2 套筒尺寸的允许偏差(mm)表1-3
石油钻杆接头螺纹
GB/T 9253.1-1999 石油钻杆接头螺纹 代替GB/T 9253.1-1988 Threads on rotary shouldered connections for petroleum industry 1 范围 本标准规定了数字型(NC)、内平型(LF)、贯眼型(FH)和正规型(REG)石油钻杆接头螺纹(即带台肩连接螺纹,简称螺纹)的牙型、基本尺寸、公差和标记。 由于数字型螺纹的牙型和锥度较内平型、贯眼型和正规型螺纹更合理。在新产品设计时推荐选用数字型螺纹。 本标准适用于井下工具和钻柱结构件的连接。 2引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 4749-1993 石油钻杆接头螺纹量规。 3定义和符号 本标准采用下列定义。
3.1术语 3.1.1数字型螺纹number (NC) style connection threads 采用V-0.038R螺纹牙型,并以螺纹基面中径的英寸数和十分之一英寸数表示的螺纹。 注:NC10-NC16采用V-0.055牙型 3.1.2内平型螺纹internal-flush(IF)style connection threads 采用V-0.065螺纹牙型,内平型钻杆接头采用的螺纹。 3.1.3贯眼型螺纹full-hole(FH) style connection threads 采用V-0.040、V-0.050或V0.065螺纹牙型,贯眼型钻杆接头采用的螺纹。 3.1.4正规型螺纹regular (REG) style connection threads 采用V-0.040或V-0.050螺纹牙型,正规型钻杆接头采用的螺纹。 3.1.5紧密距standoff 在规定的条件下,旋合的内外锥螺纹其规定测量点或面之间的轴向距离。 3.2符号 V-0.038R——牙底圆弧半径为0.038in的牙型代号 V-0.040——牙底为圆弧,牙顶宽度为0.040in的牙型代号 V-0.050——牙底为圆弧,牙顶宽度为0.050in的牙型代号 V-0.055——平牙底,牙顶宽度0.055in的牙型代号 V-0.065——平牙底,牙顶宽度为0.065in的牙型代号 P——螺距
API钻杆接头螺纹检验
API钻杆接头螺纹检验 1、总则 本文适用于API Sspec7-2、API Spec 5DP标准,并依据本厂制定的内控标准,或以订货合同规定的标准与技术条件协议作为生产的钻杆接头螺纹的检验,包括螺纹尺寸要求及质量要求。 2、工作程序 检验人员应严格按照图纸规定检验产品。 3、检验项目 外观检查、锥度、螺距、齿高、紧密距、内外螺纹长度、台肩面倒角直径、螺纹轴线与台肩面垂直度、台肩面平整度、内螺纹镗孔直径、大钳吊卡长度、外径、内径。 4、检验前的准备 4.1量具准备 检验前根据所检产品规格,准备相应的量具、量规和单向仪,并对量具和单向仪进行有效性的检查及校对。 4.2待检产品准备 检查前螺纹表面的乳液、铁屑等异物用压缩空气吹干净,螺纹起始端的翻边必须去除。 5、检验频度与质量要求 5.1 外观检验 5.1.1采用视觉、手感等方法进行检验 5.1.2检验频度:每件
5.1.3质量要求 从管端起,螺纹应无明显的撕裂、刀伤、划痕、铁屑镏、台肩、波纹或破坏螺纹连续性的任何缺欠,外螺纹起始点应位于管端倒角面大于1mm,螺纹加工应具有一定的牙形和尺寸精度及粗糙度,同时台肩面不允许存在肉眼可见的任何缺欠。 5.2锥度检验 锥度是单位长度内螺纹节圆直径的变化量。 5.2.1质量要求 锥度偏差及范围见下表: 5.2.2测量频度 每班首检三件外,检验频度不得低于10%,当设备发生故障重新加工时,应按首件进行检验,当抽检中发现锥度不合格,必须往前逐根检验,直至合格。 5.3螺距检验 螺距是螺纹上某一点到下一螺纹对应点之间平行于螺纹轴线的距离。 5.3.1质量要求
螺距偏差与范围见下表: 5.3.2测量频度 每班首检三件外,检验频度不得低于10%,当设备发生故障重新加工时,应按首件进行检验,当抽检中发现锥度不合格,必须往前逐根检验,直至合格。 5.4齿高检验 齿高是螺纹顶部与螺纹根部之间垂直于螺纹轴线的距离。 5.4.1质量要求 齿高偏差与范围见下表: 5.4.2测量频度 每班首检三件外,检验频度不得低于10%,当设备发生故障重新
螺纹种类一览表
螺纹种类一览表
管螺纹的规范及用途 PT(英制管用推拔螺纹) 以痈是使用面直角的螺纹峰,现在将规格统一为轴直角者。JIS定为耐密用而组全外螺纹和内螺纹。PT外螺纹除了配合PT内螺纹,有时也配合PS。 PS(英制管用推拔螺纹用平行内螺纹) 属于JIS内PT的规格,旧JIS裹有外螺纹,现在已被取消,对方的外螺纹规定要有用PT。(耐密用) PF(英制管用平行螺纹) JIS所定的机械接合螺纹,外螺纹与内螺纹成一对,许容差之设定与PS不同,采用一般固定螺钉方法,外螺纹在负边,内螺纹在正边,成为无余隙公差。 精度有A级、B级二等级。 NPT(美制管用耐密推拔螺纹) 制定在ANSI规格中,称为美国标准管用推拔螺纹,有外螺纹与内螺纹。NPT外螺纹不但对NPT内螺纹配合,有时也配合NPSC,这点类似T。纹峰与根切成同形,又因公差,大余隙、压紧两种配合都可用。如用润滑齐,则变成耐密用,耐密用者另有称为干封闭之如NPTF,NPSF等付有F之一群。 NPTF(美制管用耐密推拔螺纹) NPTF外螺纹,像PT。NPT有时也配合NPSF。NPSI(都是内螺纹)。因这种螺纹都是峰尖。根浅。峰不是密接于根就是食进。可防止在此部份变成螺旋状间隙,这是前述耐密性之理由。 PTF(美制管用耐密推拔螺纹) 耐密推拔螺纹。外螺纹之对方是NPSI,内螺纹之对方是NPTF。齿形和各部尺寸与NPTF相同,但内螺纹之小端径及外螺纹之大端径短一节距表。也是干封闭用。 NPTR(美制栏杆管接头) ANSI芝栏杆接头用管用推拔螺纹,有外螺纹与内螺纹,不和别种配合。下记螺纹长度以外和NPT相同。?寸以下外螺纹之管端短三节距,2寸以上都短三节距,内螺纹也在管口削峰扩大2。5~3节距,剩余螺纹长度比NPT作手转配合短1~2节距。
螺纹基本尺寸对照表
英制锥管螺纹基本尺寸及公差(牙形角55o)BSPT
公制螺纹基本尺寸及公差(牙形角60o) M 55°圆锥管螺纹基本尺寸对照表最新下载-汇兴达
55°圆锥管螺纹基本尺寸对照表最新下载-汇兴达55°圆锥管螺纹(BSPT)
聊城市鑫茂祥管业有限公司专业经营钢管规格:5mm*1mm—1020mm*200mm合金钢管、外径22mm-127mm冷轧无缝钢管、外径 127mm-600mm,壁厚16mm-100mm,外径精度±%,壁厚精度±5%热轧中厚壁无缝钢管、16Mn外径400—1600mm、壁厚20—60mm 的大口径厚壁卷管,可定尺到16米及各种规格的无缝方管、异型无缝钢管等.常备钢管种类有:构造用无缝钢管、流体用无 缝钢管、液压无缝钢管、电力用无缝钢管、石油输送用无缝钢管、化肥设备用无缝钢管、煤矿用无缝钢管、不锈钢无缝钢管、化工用无缝钢管、纺织机械用无缝钢管、汽车;水利用无缝钢管,精密无缝钢管、光亮无缝钢管、军工医疗用无缝钢管、管道用无缝钢管、支柱用无缝钢管、合金无缝管、高压无缝管、大口径直缝焊管等。适用于工程、煤矿、纺织、电力、锅炉、机械、军工等各个领域。公司以良好的信用、优质的产品、雄厚的实力、低廉的价钱享誉全国30多个省、市、自治区、直 辖市及国外,产品深得用户依赖。 公司常年销售成都钢铁集团、冶钢集团、包头钢厂、宝钢集团、鞍钢集团、天津大无缝、西宁特钢厂、无锡钢厂、衡阳钢厂等各大钢厂生产的各种无缝钢管及合金管。主营材质:20#、35#、45#、20G、20A、40Mn2、45Mn2、27SiMn、40MnB、20MnVB、20Cr、30Cr、35Cr、40Cr、45Cr、50Cr、 38CrSi、12CrMo 、20CrMo、35CrMo、42CrMo、12CrMoV、12Cr1MoV、38CrMoAL、50CrV、20CrMnSi、30CrMnSi、35CrMnSi、 20CrMnTi、30CrMnTi、12CrNi2、 12CrNi3、12Cr2Ni4、40CrNiMoA、45CrNiMoVA、20G、20MnG、25MnG、12CrMoG、15CrMoG、12Cr2MoG、12Cr1MoVG、12Cr2MoWVTiB、 12Cr3MoVSiTiB等实行标准:GB/T8162-99构造管、GB/T8163-99流体管、GB/T3087-99中低压锅炉管、GB/T5310-95高压锅炉管、GB/T6479-2000化肥专用管、27SiMn 液压支架管、高压合金管、GB/T9948-85石油裂化管GB9948-88、地质钻探用管YB235-70、汽车半轴套管YB/T5035-96。 现我公司有大量合金管、高压管、无缝方管、异型无缝钢管现货,将以优惠的价钱,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。 管螺纹的基本尺寸表 (2010-10-25 15:57:35) 转载▼ 标签: 杂谈 表(1)螺纹基本尺寸G1/2 、ZG1/2 (单位:mm)
一般压力表螺纹规格
GB/T1226-2001《一般压力表》国家标准中规定,Y-40压力表得连接螺纹为M10×1,Y -60压力表得连接螺纹为M14×1、5,Y-100,150,200,250压力表得连接螺纹为M20×1、5。在用户无特殊要求得情况下,制造商将按标准规定提供相应螺纹规格得压力表。BS EN837-1Pressure Gauges 压力表欧标中规定,螺纹接头有G1/8B,G1/4B,G3/8B,G1/2B四种管螺纹与1/8-27NPT EXT,1/4-18NPT EXT,1/2-14NPT EXT 三种锥管螺纹,其中G3/8B为不推荐规格。实际上,R1/8(ZG1/8),R1/4(ZG1/4),R1/2(ZG1/2)也就是压力表常用得连接螺纹规格
老国标得安装方式只有:径向直接式(I)、径向凸装式(Ⅱ)、轴向嵌装式(Ⅲ)、轴向直接式(Ⅳ)。见下表与图 型式安装方式接头位置外壳公称直径 I 径向直接式径向40;60;100;150;200;250 Ⅱ径向凸装式径向60;100;150;200;250 Ⅲ轴向嵌装式轴向60;100;150;200;250 Ⅳ轴向直接式轴向40;60
3.仪表精度等级得变化 压力表国家标准《一般压力表》GB/T1226-2001中第4、2仪表得精确度等级: 仪表得精确度等级分为:1、0级;1、6级;2、5级;4、0级。各等级仪表得外壳公称直径应符合表2得规定。 表2 外壳公称直径(mm) 精确度等级(%) 40;60 2、5;4、0 100 1、6;2、5 150;200;250 1、0;1、 6 老国标得精度等级规定见下表 外壳公称直径(mm) 精确度等级(%) 40;602、5;4、0 100 1、5;2、5 150;200;250 1、 0;1、 5 精度等级新旧国标得不同点就是把原有得1、5级改为1、6级。 4.一般压力表按基本参数得分类。?1)、仪表外壳公称直径(mm)系列:Φ40、Φ60、Φ100、Φ150、Φ200、Φ250、2?)、仪表测量范围得上限(MPa)应符合规定得系列:1×10n、
钢筋直螺纹接头施工方案
钢筋直螺纹接头施工方案 抚顺万科金域国际一期工程,根据设计要求,公称直径》18的钢筋接头采用滚压直螺纹连接技术。 一.基本规定:采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢筋的 接头 应相互错开。钢筋机械连接区段长度应按35d计算(d为连接钢筋中的较大直径)。在同一连接区段内有接头的受力钢筋截面积占受力钢筋总面积的百分率应符合以下规定: 1.接头宜设置在结构件受拉钢筋应力较小的部位,当需要在高应力部位 设置接头时,在同一连接区段内H级接头的接头百分率不应大于50%; I级接头的接头百分率可不受限制。 2.接头宜避开有抗震设防要求的框架的梁端、柱端箍筋加密区;当无法 避开时,应采用I级或H级接头,且接头百分率不应大于50%。 3.受拉钢筋应力较小部位或纵向受压钢筋,接头百分率可不受限制。 4.对直接承受动力荷载的结构件,接头百分率不得大于50%。 5.接头端头距钢筋弯曲点不得小于钢筋直径的10倍。 6.不同直径钢筋连接时,一次连接钢筋直径规格不宜超过二级。 二.施工准备 1.技术准备 (1)凡参与接头施工的操作人员必须参加技术培训,经考试合格后方可上2)核对有编号的布筋图纸加工单与成品数量;
(3)作好技术交底。 2?材料准备 (1)材料的品种规格必须复合设计要求。 (2)连接套应由产品合格证,两边螺纹孔应有保护套,套筒表面应有规格标 记。 3?主要机具:切割机、钢筋滚压直螺纹成形机、普通扳手、量规(牙形规、环规、塞规)。 4?作业条件: (1)钢筋端头螺纹已加工完毕,检查合格,且已具备现场钢筋连接条件;(2)?钢筋连接用的套筒已检查合格,进入现场挂牌且整齐码放。 (3)布筋图及施工穿筋顺序等已进行技术交底。 三.施工工艺 1?钢筋滚压直螺纹连接工艺流程: 钢筋切割一滚压螺纹—丝头检查一>保护帽—现场丝接 A 套筒加工,保护 ----------- 2?操作工艺: 钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成形。钢筋通过滚压螺纹,螺纹底部的钢筋没有被切削掉,而是被挤压出来,加大了原有直径。 (1)加工要求:
钻杆接头扣型介绍
石油专用管螺纹管材的类型及规格之一 ---------钻具接头螺纹 钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。 目前生产和检验依据的标准主要是API SPEC 7。 API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接 中应用极为广泛。其主要螺纹型式如表1所示。 表1:钻具接头螺纹类型 序号螺纹型式螺纹牙型规格与种类 1 数字型(NC) V-0.038R NC23-NC77共计13种 2 内平型(IF) V-0.065 23/8in-51/2in共计6 种 3 贯眼型(FH) V-0.065V-0.050V-0.040 31/2in-65/8in共计5种 4 正规型(REG) V-0.050V-0.040 23/8in-85/8in共计8种 1. 内平型螺纹 该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。所有规格螺纹均采用V-0.065平顶平底三角形牙型,这种牙型为平牙底,牙顶较宽度为0.065英寸(1.651mm)。除51/2IF外,其它规格螺纹的因结构尺寸与相应的数字型螺纹完全相同,故具有互换性。该型螺纹因其牙型结构易导致应力集中,API已将其淘汰,其中包括41/2IF和4IF,它们就是曾经在我油田被大量使用的410、411和4A10、4A11,取而代之 的是NC50和NC46数字型螺纹。 2. 贯眼型螺纹 该型钻杆接头螺纹连接内外加厚钻杆,形成钻杆接头内径和加厚端内径相等,而均小于钻杆管体内径的通径。该型螺纹的规格虽然为数不多,但却使用了V-0.065、V-0.050(牙底为圆弧,牙顶宽度为0.050英寸,1.27mm)和V-0.040(牙底为圆弧,牙顶宽度为0.040英寸,1.02mm)
直螺纹套筒连接的技术规范要求
直螺纹套筒规范 一、施工准备 1、材料准备: 钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符合现行规范的规定和设计要求。连接套筒应有出厂合格证,一般为低合金钢或优质炭素结构钢,其抗拉承载力标准值应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套筒应有保护盖,保护盖上应注明套筒的规格。套筒在运输、储存过程中,要防止锈蚀和沾污,套筒的尺寸偏差及精度要求见表1。 表1:套筒尺寸偏差及精度要求 套筒直径D 外径允许偏差长度允许偏差螺纹精度 ≤50±0.5±0.56H/GB197-81 >50 ±0.01D±0.56H/GB197-81 套筒出场质量检验要求见表2 表2:套筒出厂质量检验要求 序号检验 项目 量具名称检验要求 1 外观 质量 目测表面应无裂纹和影响接头质量的其它缺陷 2 外型 尺寸 卡尺或专 用量规 长度及外径应满足图纸要求 3 螺纹 尺寸 通端螺纹 赛规 能顺利连接套筒并达到旋合长度止端螺纹赛规赛规允许 从套筒两端部分旋合,旋入量不应超过3P 常用连接套筒有四种形式,分别是标准型套筒、正反丝扣型套筒、变径型套筒、可调型套筒。标准型套筒主要用于相同直径可转动钢筋的连接;正反丝扣型套筒用于两端钢筋不能转动但至少有一根钢筋可以轴向移动的钢筋连接,如拐铁钢筋的施工;变径型套筒用于不同直径钢筋的连接;可调型套筒用于两端不能转动的钢筋连接,也可用于拐铁处钢筋连接。当两端钢筋轴向位置不能移动时,只能使用此种拉头形式,如在两个预制大型混凝土结构连接施工中的钢筋对接。 2.2技术准备: 在进行钢筋翻样时,应综合考虑以下几个问题: 1)滚压直螺纹接头的混凝土保护层厚度应满足现行国家标准《混凝土结构设计规范》中受力钢筋保护层最小厚度的要求,且不得小于15nmm。 2)受力钢筋滚压直螺纹接头位置应相互错开。在任一接头中心至长度为钢筋直径的35倍的区段内,有接头的受力钢筋截面面积占钢筋总截面面积的百分率,应符合下列规定: a、受拉区的受力钢筋接头百分率不宜超过50%, b、接头宜避开有抗震设防要求的框架的梁端和柱端的箍筋加密区;当无法避开时,接头的百分率不应超过50%。 c、受压区和装配式构件中钢筋受力较小部位,接头百分率可不受限制。 3)根据待连接钢筋的实际情况,选择好套筒的型号、丝扣的方向,并及时调整因在下料、加工丝头、随机切断抽验检验而切短了的钢筋。 2.3 人员准备
国标螺纹的一般知识一螺纹的分类1螺纹分内螺纹和外螺纹
第一章国标螺纹的一般知识 一. 螺纹的分类 1. 螺纹分内螺纹和外螺纹两种; 2. 按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺纹; 3. 按线数分单头螺纹和多头螺纹; 4. 按旋入方向分左旋螺纹和右旋螺纹两种, 右旋不标注,左旋加LH,如M24×1.5LH; 5. 按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、60°圆锥管螺纹、米制锥螺纹等 二. 米制普通螺纹 1. 米制普通螺纹用大写M表示,牙型角2α=60°(α表示牙型半角); 2. 米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1. 粗牙普通螺纹标记一般不标明螺距,如M20表示粗牙螺纹;细牙螺纹标记必须标明螺距,如M30×1.5表示细牙螺纹、其中螺距为1.5。 2.2. 普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙螺纹比同一公称直径的粗牙螺纹强度略高,自锁性能较好。 3. 米制普通螺纹的标记:M20-6H、M20×1.5LH-6g-40,其中M 表示米制普通螺纹,20表示螺纹的公称直径为20mm,1.5表示螺距,LH表示左旋,6H、6g表示螺纹精度等级,大写精度等级代号表示内螺纹,小写精度等级代号表示外螺纹,40表示旋合长度; 3.1. 常用米制普通粗牙螺纹的螺距如下表(螺纹底孔直径:碳钢φ=公称直径-P;铸铁φ=公称直径-1.05~1.1P;加工外螺纹光杆直径取φ=公称直径-0.13P): 表1 常用米制普通粗牙螺纹的直径/螺距 公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径公称直径螺距P 铸铁底孔碳钢底孔外螺纹光杆直径 M5 0.8 4.1 4.2 4.9 M24 3 20.8 21 23.7 M6 1 4.9 5 5.9 M27 3 23.8 24 26.7 M8 1.25 6.6 6.7 7.9 M30 3.5 26.3 26.5 29.6 M10 1.5 8.3 8.5 9.8 M33 3.5 29.3 29.5 32.6 M12 1.75 10.3 10.4 11.8 M36 4 31.7 32 35.5 M14 2 11.7 12 13.7 M42 4.5 37.2 37.5 41.5 M16 2 13.8 14 15.7 M48 5 42.5 43 47.5 M18 2.5 15.3 15.5 17.7 M56 5.5 50 50.5 55.5 M20 2.5 17.3 17.5 19.7 M64 6 57.5 58 63.5 3.2. 米制普通内螺纹的加工底孔直径可用下式作近似计算:d=D-1.0825P,其中D为公称直径,P为螺距。 三. 用螺纹密封的管螺纹(GB 7306与ISO7/1相同) 1. 用螺纹密封的管螺纹不加填料或密封质就能防止渗漏。用螺纹密封的管螺纹有圆柱内螺纹和圆锥外螺纹、圆锥内螺纹和圆锥外螺纹两种连接形式。压力在5×105Pa以下时,用前一种连接已足够紧密,后一种连接通常只在高温及高压下采用。 2. 用螺纹密封的管螺纹内螺纹有圆锥、圆柱两种形式。外螺纹只有圆锥一种形式。牙型如下:锥度1:16,牙形角55°,旧螺纹标准示例:ZG3/8; 3. 标记示例: 圆锥内螺纹Rc 3/8 圆柱内螺纹Rp3/8 圆锥外螺纹R3/8
直螺纹连接标准
直螺纹套筒规格 1、主要施工方法 工艺流程:下料、平头→剥肋滚压螺纹→丝头检验→利用套筒连接→接头检验→完成 接头施工 1)切割下料 对端部不直的钢筋要预先调直,按规程要求,切口的端面应与轴线垂直,不得有马蹄形或挠曲,因此刀片式切断机和氧气吹割都无法满足加工精度要求,通长只有采用砂轮切割机,按配料长度逐根进行切割。 2)加工丝头
a、丝头的加工过程是:将待加工钢筋夹持在设备的台钳上,开动机器,扳动给进装置,动力头向前移动,开始剥肋滚压螺纹,等滚压到调定位置后,设备自动停机并反转,将钢筋端部退出动力头,扳动进给装置将设备复位,钢筋丝头即加工完成。 b、加工丝头时,应采用水溶性切削液,当气温低于0℃时,应掺入15~20%亚硝酸钠。严禁用机油作切削液或不加切削液加工丝头。 c、丝头加工长度为标准型套筒长度的1/2,其公差为+2P(P为螺距)。 d、操作工人应按下表的要求检查丝头的加工质量,每加工10个丝头用通、止环规检查一次。 2、质量控制 工程中应用滚压直螺纹接头时,技术合作单位提供有效的型式检验报告。 钢筋连接作业开始前及施工过程中,应对每批进场钢筋进行接头连接工艺检验,工艺检验应符合下列要求: 每种规格的钢筋连接接头试件不应少于三根; 接头试件的钢筋母材应进行抗拉强度检验; 现场检验应进行拧紧力矩检验和单向拉伸强度试验。施工中要注重对切割下料、螺纹加工的外观检查验收工作。严格把好自检、交接检和专职检验的过程控制关。 用力矩扳手按规定的接头拧紧力矩值抽检接头的施工质量。抽检数量为:梁、柱构件按接头数的15%,且每个构件的接头抽检数不得少于一个接头;基础、墙、扳构件,每100个接头作为一个验收批,不足100个也作为一个验收批,每批抽检3个接头。抽检的接头应全部合格,如有一个接头不合格,则该验收批应逐个检查并拧紧。
钢筋接头直螺纹连接施工工艺
钢筋接头直螺纹连接施工工艺
14钢筋接头直螺纹连接施工工艺标准 14.1 总则 14.1.1适用范围 本标准适用于工业与民用建筑承受动荷作用及各抗震等级的钢筋混凝土结构中直径为20~50mm的HRB335、HRB400级(Ⅱ、Ⅲ级)钢筋的连接,尤其适用于要求发挥钢筋强度和延性的重要结构。 钢筋接头直螺纹连接包括钢筋冷镦直螺纹连接、钢筋滚压直螺纹连接以及钢筋荆肋滚压直螺纹连接三种。因钢筋冷镦直螺纹连接目前已很少采用,在此不作介绍。 14.1.2编制参考标准及规范 《钢筋混凝土用热轧带肋钢筋》(GB 1499); 《钢筋混凝土用余热处理钢筋》(GB 13014); 《钢筋等强度剁肋滚压直螺纹连接技术规程》(Q/YJ 16—2001); 《钢筋机械连接通用技术规程》(JGJ 107--2003); 套筒与锁母材料应采用优质碳素结构钢或合金结构钢,其材质应符合GB 699规定。 14.2术语 14.2.1钢筋滚压螺纹 根据钢筋规格选取相应的滚丝轮,装在专用的滚丝机上,将以压圆端头的钢筋由尾端卡盘的通孔中插入至滚丝轮的引导部分并夹紧钢筋,然后开动电动机,在电动机旋转的驱动下,钢筋轴向自动悬进,
即可滚压出螺纹来。 14.2.2钢筋螺纹保护 把钢筋端部加工好的螺纹套上塑料保护套,以免损坏螺纹或被污物污染。 14.2.3钢筋亲|肋滚压螺纹 使用钢筋剥肋滚压直螺纹机将待连接钢筋的端头加工成螺纹。14.2.4钢筋丝头质量抽检 对自检合格的丝头进行的抽样检验。 14.2.5连接套筒 用以连接钢筋并有与丝头螺纹相对应内螺纹的连接件。 14.2.6锁母 锁定连接套筒与钢筋丝头相对位置的螺母。 14.3基本规定 14.3.1采用螺纹套筒连接的钢筋接头,其设置在同一构件中纵向受力钢筋的接头相互错开。钢筋机械连接区段长度应按35d计算(d 为被连接钢筋中的较大直径)。在同一连接区段内有接头的受力钢筋截面面积占受力钢筋总截面面积的百分率(以下筒称百分率),应符合下列规定: (1)接头宜设置在结构构件受拉钢筋应力较小部位,当需要在高应力部位设置接头时,在同一连接区段内Ⅱ级接头的接头百分率不应大于50%;I级接头的接头百分率可不受限制。 (2)接头宜避开有抗震设防要求的框架的粱端、柱端箍筋加密
(整理)螺纹分类及规格表
螺纹 一、圆 柱 螺 旋 线 及 螺 纹 的 形 成 (一)圆柱 螺旋线 如图9-1a 所示,一动点A 0沿圆柱表面绕其轴线作等速回转运动,同时沿母线作等速直线运动所形成 的轨迹 称为圆柱螺旋线.....。 动点A 0旋转一周沿轴 向移动的距离A 0A 12称为导程(P h )。图9-1b 为圆柱螺旋线的两面投影图。将圆柱表面展开 ,螺旋线随之展成为一 倾斜直线,如图9-1c 所示。该倾斜直线为直角三角形的斜边,底边为 圆柱底圆的 周长πd ,另一直角 边为导程P h 。斜边与底边的夹角ψ,称为导程角。导程角ψ可由 三角关系确定: Tan ?=d p h π 直角三角形中的另一锐角β称为螺旋角,β=90°-?。 (二)螺纹的形成 在圆柱(或圆锥)表面上 ,沿着螺旋线所形成的具有规定牙型的连续凸起,称为螺纹。不少零件的表面上都制有螺纹。制在零 件外表面上的螺纹称为外螺纹,制在内表面上的螺纹称为内螺纹,如 图9-2所 示。
加工螺纹的方法很多。图9-3为在车床上加工内、外螺纹的示意图,工件作等速旋转运动。刀具沿工件轴向作等速直线移动,其合成运动使切入工件的刀尖在工件表面切制出螺纹来。在箱体、底座等零件上制出的内螺纹(螺孔,一般是先用钻头钻孔,再用丝锥攻出螺纹,如图9-4所示。图中加工的为不穿通螺孔。钻孔时钻头顶部形成一个锥坑,其锥顶角按120°画出。 二、螺纹的基本要素和分类 (一)螺纹的基本要素 螺纹的结构和尺寸是由牙型、大径和小径、螺距和导程、线数、旋向等要素确定的。 1.螺纹牙型 在通过螺纹轴线的断面上,螺纹的轮廓形状称为螺纹牙型。它由牙顶、牙底和两牙侧构