双焦点激光焊接工艺参数对焊缝成形影响

第28卷 第1期
2008年2月
航 空 材 料 学 报
J OURNAL OF A ERONAUT ICAL MAT ER I A LS
V o l 128,N o 11 February 2008
双焦点激光焊接工艺参数对焊缝成形影响
李晓辉, 汪 苏, 夏彩云
(北京航空航天大学机械工程及自动化学院,北京100083)
摘要:通过利用自行研制的分束焊接头将一束激光分为能量相当的两束激光,在沿焊缝方向上串联产生了两个焦点。通过该试验系统研究了在双焦点激光焊接过程中参数的变化对焊缝成形和熔深的影响规律,探索了双焦点激光焊接最佳工艺的参数调节,试验结果表明,双焦点激光焊接显著改善了焊接质量,焊缝的中心线开裂敏感性也降低。双焦点激光焊接过程中,激光功率、焊接速度、离焦量等参数的变化,均能对焊缝成形和熔深产生显著影响,进而影响焊缝的微观组织和宏观形状。
关键词:双焦点;激光焊接;工艺参数;焊缝成形
中图分类号:TG44 文献标识码:A 文章编号:1005-5053(2008)01-0045-04
收稿日期:2006-04-05;修订日期:2006-05-15
作者简介:李晓辉(1978)),男,博士研究生,主要从事激光焊接和机器人技术研究,(E -m a il)li x iaohu i @m e .buaa .edu .cn 。
随着大功率激光器技术的发展,激光深熔焊技术已经开始大量地应用于汽车、造船、核电站结构
件、航空航天等领域。但是由于激光自身的特点,激光焊接还存在很多问题,比如激光利用率低、装配位置和精度要求高、设备昂贵等。双焦点激光焊接方法的提出主要是用于解决激光焊接对装配精度的适应性及提高焊接过程的稳定性、改善焊缝质量,尤其是针对薄板焊接。本工作主要研究双焦点激光焊接过程中各个参数对焊接质量的影响,以期找出各个参数对焊接质量影响的规律。
1 试验材料和方法
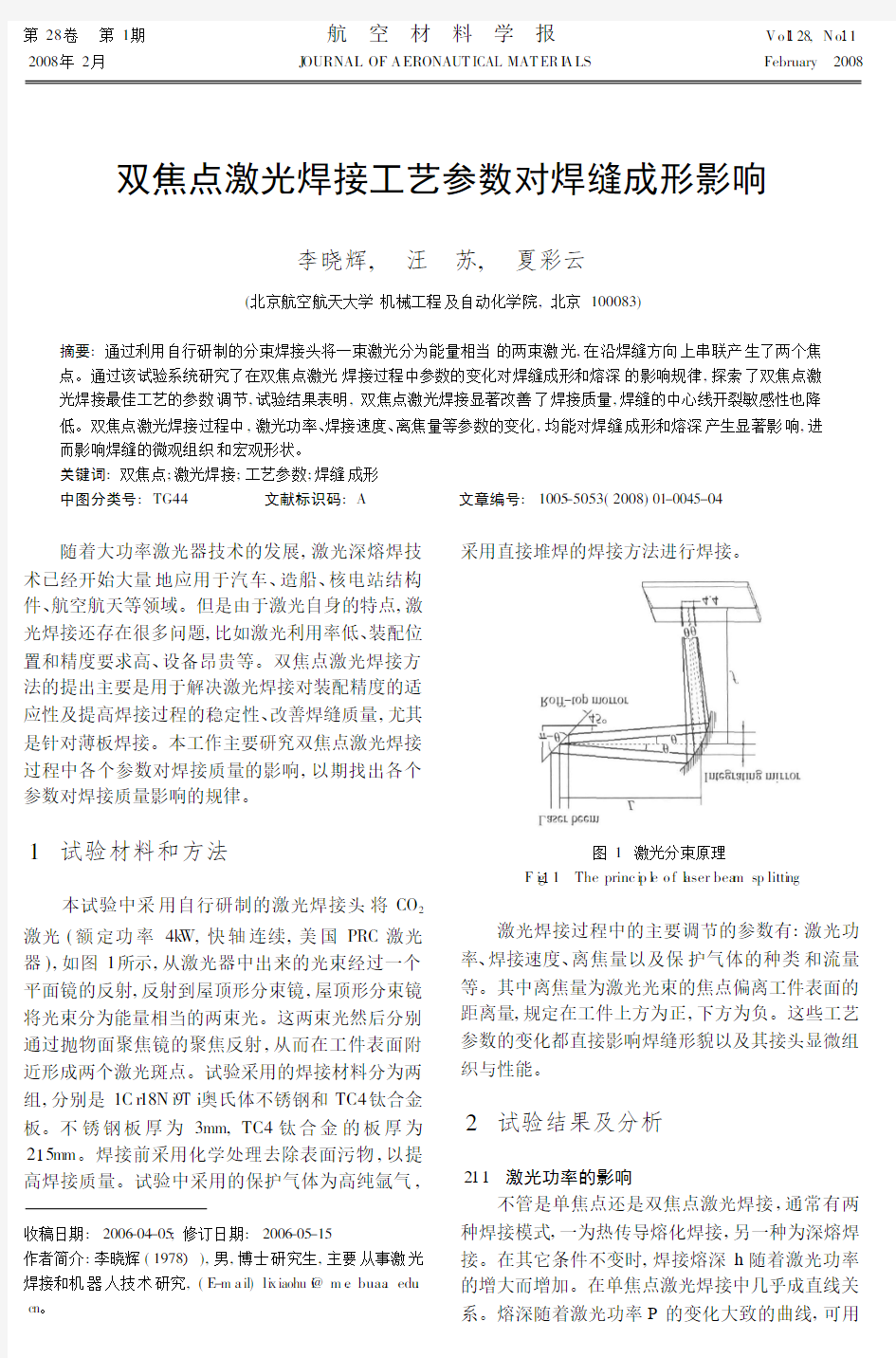
本试验中采用自行研制的激光焊接头将CO 2激光(额定功率4k W,快轴连续,美国PRC 激光器),如图1所示,从激光器中出来的光束经过一个平面镜的反射,反射到屋顶形分束镜,屋顶形分束镜将光束分为能量相当的两束光。这两束光然后分别通过抛物面聚焦镜的聚焦反射,从而在工件表面附近形成两个激光斑点。试验采用的焊接材料分为两组,分别是1C r 18N i9T i 奥氏体不锈钢和TC4钛合金板。不锈钢板厚为3mm,TC4钛合金的板厚为215mm 。焊接前采用化学处理去除表面污物,以提高焊接质量。试验中采用的保护气体为高纯氩气,
采用直接堆焊的焊接方法进行焊接。
图1 激光分束原理
F i g 11 The princ i p l e o f l aser bea m sp litti ng
激光焊接过程中的主要调节的参数有:激光功率、焊接速度、离焦量以及保护气体的种类和流量等。其中离焦量为激光光束的焦点偏离工件表面的
距离量,规定在工件上方为正,下方为负。这些工艺参数的变化都直接影响焊缝形貌以及其接头显微组织与性能。
2 试验结果及分析
211 激光功率的影响
不管是单焦点还是双焦点激光焊接,通常有两种焊接模式,一为热传导熔化焊接,另一种为深熔焊接。在其它条件不变时,焊接熔深h 随着激光功率的增大而增加。在单焦点激光焊接中几乎成直线关系。熔深随着激光功率P 的变化大致的曲线,可用
航 空 材 料 学 报第28卷
公式(1)近似的表示为: h W Pk
(1)
式中,h 为熔深(mm );P 为激光功率(k W );k 为常数,k [1,k 的典型经验值为017和110。 在双焦点激光焊接中,功率较小时多为热传导熔化焊,当功率增大到某一数值的时候,焊接过程就转化为深熔焊。如图2所示为不同功率下不锈钢激光焊接的焊缝形貌,从图中可以明显地看出来,图2a 属于熔化焊,他的显著特征是深宽比较小,约为1。而图2b 图就转化成了深熔焊,与前者相比它的深宽比显著增加,深熔焊的深宽比明显大于1
。
图2 激光功率对焊缝形状的影响
F i g 12 L aser pow er i nfl uence on sea m shape
V =115m /m i n ;$f =115mm;(a)P =114k W;(b)P =213k W
图3是在焊接速度和离焦量不变的情况下,激光功率与熔深、熔宽以及深宽比的关系曲线。从图中可以看出当焊接速度(V =115m /m in)和离焦量($f =-1mm )一定时,随着激光功率P 的增加,焊接熔池的熔深和熔宽都增加,但当P 增大到一定程度时,
深宽比基本上不再变化。
图3 激光功率影响曲线
F i g 13 T he curv e o f laser powe r i n fluence
根据上图的试验数据并进行拟合,发现对于双
焦点激光焊接,公式1中的k 取值为1145更符合实际情况。同时与单焦点激光焊接相比,双焦点激光焊接可以获得等大的深宽比。随着激光功率的增大,焊接热影响区越来越大,且组织变粗,而焊缝区的组织变化不大。当激光功率太小时,而且焊接速度又较快,则热影响区极小,焊缝组织与母材相比变
化也不大。
212 焊接速度的影响
焊接速度是激光焊接过程中的另一个重要参数。在深熔焊时焊接速度对焊缝的熔深和熔宽影响很大,同时也引起组织的改变。
图4是双焦点激光焊接过程中激光功率P 和离焦量$f 始终不变情况下TC4的焊缝形态,从焊缝形状图中我们可以看出随着焊接速度v 的增加,焊接熔池的熔深减小,熔宽也减小。从图中我们可以明显看出,随着焊接速度的加快,热影响区减小,
焊缝组织变化较小。
图4 焊接速度对焊缝形状的影响
F i g 14 W e l ding speed infl uence on seam shape P =1k W.$f =0;
(a)V =019m /m i n ;(b)V =115m /m i n ;(c)V =211m /m i n
在单焦点激光焊接中,激光功率一定情况下,提高焊接速度,热输入下降,焊接熔深减小。一般焊接速度与熔深有如下式的近似关系。 h U 1/vr
(2)
式中,h 为焊接熔深(mm );v 为焊接速度(mm /s);r 为小于1的常数。
图5表示的是焊接速度对焊缝的影响的曲线图(其中P =1k W,$f =0)。通过对图中的数据进行
46
第1期双焦点激光焊接工艺参数对焊缝成形影响拟合,发现在双焦点激光焊接中,r 取值比在同样条
件的单焦点激光焊接中取值较小。
图5 焊接速度的影响曲线
F ig 15 The cu rve of w e l d i ng speed infl uence
尽管适当降低焊接速度可加大熔深,但若焊接
速度过低,熔深却不会再增加,反而使熔宽增大。其主要原因是:激光深熔焊时,维持小孔存在的主要动力是金属蒸气的反冲压力,在焊接速度低到一定程度后,热输入增加,熔化金属越来越多。当金属汽化所产生的反冲压力不足以维持小孔的存在时,小孔不仅不再加深,甚至会崩溃,焊接过程蜕变为传热型焊接,因而熔深不会再加大。另一个原因是随着金属汽化的增加,小孔区温度增加,等离子体的浓度增加,对激光的吸收增加。这些原因使得低速焊时,激光焊熔深有一个最大值。但是由于采用双焦点串联形式排布,两个焦点一前一后更利于保持小孔的稳定,因此双焦点激光焊接的熔深最大值较单焦点时要大。也就是说,对于给定的双焦点激光功率等条件,存在维持深熔焊接的最小焊接速度与单焦点相比更小。
213 离焦量的影响
离焦量不仅影响焊件表面激光光斑的大小,而且影响光束的入射方向,因而对焊接熔深、焊缝宽度和焊缝横截面形状有较大影响。在$f 很大时($f 入焦为正),熔深很小,属于传热焊。当$f 减小到某一值后,熔深发生跳跃性增加,此处标志着小孔产生。在熔深发生跳跃性变化的地方,焊接过程是不稳定的,熔深随着$f 的微小变化而变化很大。对于一定厚度材料的激光焊接,在透镜焦距确定后应有一个合适的离焦量。激光深熔焊时,熔深最大时的焦点位置是位于焊件表面下方某处,此时焊缝成形也最好。
当激光功率P 和焊接速度v 一定时,离焦量$f 对焊缝形状的影响比较复杂,取决于功率密度并与之相匹配。图6是在激光功率和焊接速度相同的条
件下,采用不同离焦量进行双焦点激光焊接所产生的焊缝形状,其中图6c 的离焦量为-110mm,最接近理想值,
其熔深值也在四个试件中最大。
图6 不同离焦量时的焊缝宏观形状
F i g 16 Sea m shape i n different defocus
p =3k W V =115=115m /m i n ;(a)$f =015mm;(b)$f =0mm;(c)$f =-1mm;(d)$f =-115mm
图7是在其他条件不变的情况下(P =3k W,V =115m /m i n ),双焦点激光焊接离焦量的变化对焊缝熔深的影响,从试验中可以看出离焦量为负值时的焊缝熔深较大。当焦点位于工件表面下1mm 左右处,所得焊缝几乎成平行端面并可获得最大熔深,焊缝质量最理想。这与单焦点激光焊接时的规律基
本相同。
图7 离焦量对熔深的影响F i g 17 T he curve o f de f o cus i n fluence 3 结论
通过激光焊接试验和对试验结果的分析,可以看出焊接参数对于激光焊接的质量有较大的影响。
47
航空材料学报第28卷
(1)激光光束焦点位置、激光功率和焊接速度是影响激光焊接稳定性的重要工艺参数,随着这三个参数的连续变化,焊缝的熔深和熔宽以一定的规律变化。
(2)串行排布的双焦点激光焊接可以获得比单焦点激光焊接更大的深宽比。
(3)在双焦点激光焊接中,由于两个焦点的相互作用使得小孔更加稳定,维持深熔焊的最小焊接速度更低。
(4)在双焦点激光焊接中,离焦量的影响规律与单焦点时基本相同。影响焊缝成形和熔深的各主要因素是互相联系、互相制约的。在进行施焊的过程中,通过对各焦点位置、激光功率和焊接速度几个参数合理搭配,综合调节,可以获得深宽比较大,组织细密,热影响区较小的焊缝。
参考文献:
[1]HAN D D P,FOX M D T,et al.O pti ca l focus control sys-
te m for l aser w e l ding syste m and d irec t casti ng[J].O ptics and Lasers i n Eng ineer i ng,2000,34:415-427.[2]SC HW ED E H,KRAM ER R,HAN SEL K,et al.M u lti
Spot L aser Bea m P ro cessi ng Funda m en tals-app licati ons-d-i agnosti cs-quality A ssess m ent[J].I CALEO,2001:106-115
[3]T S UKAMOTO S,KAW AGU C H I I,A RAKANE G.Sup-
pressi on o f w e l d i ng defec ts i n deep penetration CO
2
l aser w eldi ng[J].ICALEO,2000,Secti on C,7-15.
[4]KATAYAMA S,SETO N,M IZ U TAN IM.fora m tion m echa-
nis m of po ros i ty i n h i gh power YAG laser w eldi ng[C]I CA-LEO,2000,Secti on C,16-25.
[5]X IE J.双束激光焊[J].国外机车车辆工艺,2004(4):
5-12.
[6]王涛,郑启光,陶星之,等.厚钢板的激光焊接[J].焊接
技术,1998(4):3-5.
[7]邹世坤,汤昱,巩水利.钛合金薄板激光焊接技术研究
[J].焊接技术,2003,32(5):16-18.
[8]王家淳.钛合金激光焊接的气体保护与焊前清理[J].钛
工业进展,2000(4):22-24.
[9]王家淳,王希哲,沈剑韵.钛合金激光焊接稳定性计算模
型[J].焊接学报,2000,21(4):13-16.
[10]张旭东.CO
2
激光焊过程不稳定性的形成机理及其防止[D].北京:清华大学,1997.
Effect ofW el di ng Para m eters on For mation of Double-foc usW el ds
L I X iao-hu,i WANG Su XI A Ca-i yun
(Schoo l o fM echan ica l Eng ineer i ng and A utom ati on,B eH i ang U n i versity,Be iji ng100083,Ch i na)
Abstrac t:A se lf des i gned w e l d i ng head is descr i bed1T he w e l d i ng head can d i v i de one torch i nto t w o equa ll y and the t wo focuses are in ser i es along t he we l d1A ser i es o f exper i m ent has done by this head to ana lyze the effect o fw e l d i ng para m eters on the for m ati on and penetra ti on o f we l ds i n doub l e focuses laser we l d i ng1T he expe ri m en t res u lts i ndicate that t he we l d quality i s i m proved pro m i nently and crack sens itiv ity is reduced1T here are m any facto rs hav i ng effec t on t he for m a tion and penetration of we l ds of doub l e f ocuses l aser w eld-i ng,and also hav ing i n fluence on the m icrostruct ures and m acro for m s o f w elds1In a ll t he param eters,the l aser beam powe r and the w i e l d i ng speed are the m ost pri m ary facto rs1
K ey word s:double focus,laser we l d i ng,para m eter,for m ation o fw e l ds
48
爱立信LTE考试--知识入门
LTE--知识入门 1. 常规CP情况下,一个RB包含()个RE: 答案:D A. 72 B. 96 C. 60 D. 84 2. LTE基站的覆盖半径最大可达()。 答案:D A. 10km B. 30km C. 50km D. 100km 3. 以下哪一个不是协议定义指标() 答案:C A. RSRP B. RSRQ C. SINR D. RI 4. LTE中循环前缀CP有两种模式。 答案:B A. 错误 B. 正确 5. PRACH的FORMAT 4只能用于TDD LTE。 答案:B A. 错误 B. 正确 6. CAT3和CAT4下行支持的速率为 答案:C A. 均为100M B. 50M和100M C. 100M和150M D. 均为150M 7. 截止2013年1季度,全球LTE用户数达到()。 答案:C A. 800万 B. 5000万 C. 9020万 D. 1亿 8. 由工信部领导的TD-LTE规模试验6城市中,以下哪些不是6城市中的城市()答案:D A. 青岛 B. 厦门 C. 广州
9. 中国移动倡导的TD-LTE国际推广组织名字是() 答案:B A. MAE B. GTI C. 3GPP D. TD联盟 10. SAE是以下哪个的缩写() 答案:B A. SharedApplicationEnvironment B. SystemArchitectureEvolution C. SocietyofAutomotiveEngineers D. SpecialAreaofEmphasis 11. TD-LTE系统中没有使用智能天线技术。 答案:A A. 错误 B. 正确 12. 下列哪项技术的快速发展和引入使得FDMA技术能够应用到LTE系统中( ) 答案:A A. 快速傅立叶变换 B. MIMO技术 C. HARQ D. FEC和ARQ 13. TD-LTE路测系统软件中RSRQ的含义是 答案:A A. 参考信号接受质量 B. 接受信号参考质量 C. 信道质量指示 D. 信干比 14. TD-LTE路测系统软件中TAC的含义是 答案:D A. 路由区 B. 位置区 C. 服务区 D. 跟踪区 15. TD-LTE路测系统软件中PCI的含义是 答案:B A. 物理小区ID B. 小区参数ID C. 物理信道知识 D. 小区ID 16. TD-LTE路测系统软件中SINR的含义是 答案:A A. 信干噪比
激光焊接的工作原理及其主要工艺参数(精)
激光焊接的工作原理及其主要工艺参数 目前常用的焊接工艺有电弧焊、电阻焊、钎焊、电子束焊等。电弧焊是目前应用最广泛的焊接方法,它包括手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊等。但上述各种焊接方法都有各自的缺点,比如空间限制,对于精细器件不易操作等,而激光焊接不但不具有上述缺点,而且能进行精确的能量控制,可以实现精密微型器件的焊接。并且它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。 激光指在能量相应与两个能级能量差的光子作用下,诱导高能态的原子向低能态跃迁,并同时发射出相同能量的光子。激光具有方向性好、相干性好、单色性好、光脉冲窄等优点。激光焊接是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接,这种焊接通常有连续功率激光焊和脉冲功率激光焊。激光焊接从上世纪60年代激光器诞生不久就开始了研究,从开始的薄小零器件的焊接到目前大功率激光焊接在工业生产中的大量的应用,经历了近半个世纪的发展。由于激光焊接具有能量密度高、变形小、热影响区窄、焊接速度高、易实现自动控制、无后续加工的优点,近年来正成为金属材料加工与制造的重要手段,越来越广泛地应用在汽车、航空航天、造船等领域。虽然与传统的焊接方法相比,激光焊接尚存在设备昂贵、一次性投资大、技术要求高的问题,但激光焊接生产效率高和易实现自动控制的特点使其非常适于大规模生产线。 2. 激光焊接原理 2.1激光产生的基本原理和方法 光与物质的相互作用,实质上是组成物质的微观粒子吸收或辐射光子。微观粒子都具有一套特定的能级,任一时刻粒子只能处在与某一能级相对应的状态,物质与光子相互作用时,粒子从一个能级跃迁到另一个能级,并相应地吸收或辐射光子。光子的能量值为此两能级的能量差△E,频率为ν=△E/h。爱因斯坦认为光和原子的相互作用过程包含原子的自发辐射跃迁、受激辐射跃迁和受激吸收跃迁三种过程。我们考虑原子的两个能级E1和E2,处于两个能级的原子数密度分别为N1和N2。构成黑体物质原子中的辐射场能量密度为ρ,并有E2 -E1=hν。 2.1.自发辐射 处于激发态的原子如果存在可以接纳粒子的较低能级,即使没有外界作用,粒子也有一定的概率自发地从高能级激发态(E2)向低能级基态(E1)跃迁,同时辐射出能量为(E2-E1)的光子,光子频率ν=(E2-E1)/h。这种辐射过程称为自发辐射。自发辐射发出的光,不具有相位、偏振态上的一致,是非相干光。 2.2.受激辐射 除自发辐射外,处于高能级E2上的粒子还可以另一方式跃迁到较低能级。当频率为ν=(E2-E1)/h的光子入射时,也会引发粒子以一定的概率,迅速地从能级E2跃迁到能级E1,同时辐射一个与外来光子频率、相位、偏振态以及传播方向都相同的光子,这个过程称为受激辐射。 2.3.受激吸收 受激辐射的反过程就是受激吸收。处于低能级E1的一个原子,在频率为的辐射场作用下吸收一个能量为hν的光子,并跃迁至高能级E2,这种过程称为受激吸收。自发辐射是不相干的,受激辐射是相干的。 由受激辐射和自发辐射的相干性可知,相干辐射的光子简并度很大。普通光源在红外和可见光波段实际上是非相干光源。如果能够创造这样一种情况:使得腔内某一特定模式的ρ很大,而其他所有模式的都很小,就能够在这一特定模式内形成很高的光子简并度,使相干
爱立信常用指令
1)RLCRP:CELL=小区名;查看小区的信道配置情况、小区干扰、即时话务 例:RLCRP:CELL=DO2WBO1; ICMBAND表示干扰级别,类型:1,2,3,4,5级别越高,干扰越大,就是说5级干扰最大。IDLE空闲,LOCK,BUSY占用 2)RLCFP:CELL=小区名;查看小区的频率配置情况 例:RLCFP:CELL=DO2WBO1;
CHGR表示信道,DCHNO表示频点。 3)RLSTP:CELL=小区名;查看小区的工作状态 例:RLSTP:CELL=DO2WBO1; STATE的状态有二种:ACTIVE(激活)和HALTED(闭)4)RLCHP:CELL=小区名;查小区的开、关跳频情况
例:RLCHP;CELL=DO2WBO1; HOP表示跳频状态,有二种状态:ON(开)和OFF(关)5)RLBDP:CELL=小区名;查小区信道分配情况 例:RLBDP:CELL=DO2WBO1; NUMREQEGPRSBPC表示开EDGR占用多少个时隙。 6)RLDEP:CELL=小区名;查CGI、LAC、BCCHNO、BSIC等例:RLDEP:CELL=DO2WBO1;
CGI:小区全球识别码,用于识别一个位置区内的小区。构成:CGI =MCC+MNC+LAC+CI,MCC=移动国家号,识别一个国家(中国为460),MNC=移动网号,识别国内的GSM网(移动为00,联通为01),LAC=位置区号码,识别一个GSM网中的位置 BSIC:基站识别码,BSIC=NCC+BCC,NCC=国家色码,用于识别GSM移动网,BCC=基站色码,用于识别基站 BCCHNO:主频。 7)RLSSP:CELL=小区名;查小区的最小接收电平 例:RLSSP:CELL=DO2WBO1; ACCMIN:表示最少接收电平。 8)RLCPP:CELL=小区名;查小区的发射功率 例:RLCPP:CELL=DO2WBO1; BSPWRB和BSPWRT表示小区的发射功率。
激光焊接的工作原理及其主要工艺参数
激光焊接的工作原理及其主要工艺参数摘要:焊接技术主要应用在金属母材热加工上,常用的有电弧焊,电阻焊,钎焊, 电子束焊,激光焊等多种,本文详细介绍了激光焊接的工作原理与工艺参数,还讨论了激光焊接技术在现代工业中的应用,并与其他焊接方法进行对比。研究表明激光焊接技术将逐步得到广泛应用。 关键词:焊接技术;激光焊接;工作原理;工艺参数。 1. 引言 目前常用的焊接工艺有电弧焊、电阻焊、钎焊、电子束焊等。电弧焊是目前应用最广泛的焊接方法,它包括手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊等。但上述各种焊接方法都有各自的缺点,比如空间限制,对于精细器件不易操作等,而激光焊接不但不具有上述缺点,而且能进行精确的能量控制,可以实现精密微型器件的焊接。并且它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。 激光指在能量相应与两个能级能量差的光子作用下,诱导高能态的原子向低能态跃迁,并同时发射出相同能量的光子。激光具有方向性好、相干性好、单色性好、光脉冲窄等优点。激光焊接是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接,这种焊接通常有连续功率激光焊和脉冲功率激光焊。激光焊接从上世纪60年代激光器诞生不久就开始了研究,从开始的薄小零器件的焊接到目前大功率激光焊接在工业生产中的大量的应用,经历了近半个世纪的发展。由于激光焊接具有能量密度高、变形小、热影响区窄、焊接速度高、易实现自动控制、无后续加工的优点,近年来正成为金属材料加工与制造的重要手段,越来越广泛地应用在汽车、航空航天、造船等领域。虽然与传统的焊接方法相比,激光焊接尚存在设备昂贵、一次性投资大、技术要求高的问题,但激光焊接生产效率高和易实现自动控制的特点使其非常适于大规模生产线。 2. 激光焊接原理 2.1激光产生的基本原理和方法 光与物质的相互作用,实质上是组成物质的微观粒子吸收或辐射光子。微观粒子都具有一套特定的能级,任一时刻粒子只能处在与某一能级相对应的状态,物质与光子相互作用时,粒子从一个能级跃迁到另一个能级,并相应地吸收或辐射光子。光子的能量值为此两能级的能量差△E,频率为ν=△E/h。爱因斯坦认为光和原子的相互作用过程包含原子的自发辐射跃迁、受激辐射跃迁和受激吸收跃迁三种过程。我们考虑原子的两个能级E1和E2,处于两个能级的原子数密度分别为N1和N2。构成黑体物质原子中的辐射场能量密度为ρ,并有E2 -E1=hν。 2.1.自发辐射 处于激发态的原子如果存在可以接纳粒子的较低能级,即使没有外界作用,粒子也有一定的概率自发地从高能级激发态(E2)向低能级基态(E1)跃迁,同时辐射出能量为(E2-E1)的光子,光子频率ν=(E2-E1)/h。这种辐射过程称为自发辐射。自发辐射发出的光,不具有相位、偏振态上的一致,是非相干光。 2.2.受激辐射 除自发辐射外,处于高能级E2上的粒子还可以另一方式跃迁到较低能级。当频率为ν=(E2-E1)/h的光子入射时,也会引发粒子以一定的概率,迅速地从能级E2跃迁到能级E1,同时辐射一个与外来光子频率、相位、偏振态以及传播方向都相同的光子,
爱立信命令操作及参数解释
以下文档中以BSC4A的L YG0113小区为例: 1、RLCFP:CELL=LYG0113; 该命令用于查询小区HSN、HOP、载频数量等 该命令实际操作界面如下图所示: 参数解释: CHGR:信道组号; SCTYPE: 子小区类型。UL:表示UNDERLAID 子小区,一般是BCCH频点所在小区; OL:表示OVERLAID子小区。 SDCCH:需要的SDCCH/8数目; TN: 表示时隙编号,TN=2表示SDCCH在第2时隙发送; CBCH: 表示是否启用CBCH传输短消息,CBCH=YES时,表示SDCCH/8中的第2 隙用作CBCH;CBCH=NO时,表示无SDCCH/8信道用作CBCH。 HSN:跳频序列号。 HOP:表示跳频状态,ON为开启跳频,OFF为不启用跳频。 DCHNO:绝对RF信道号。具体分配为:0---124(GSM)、512---810(PCS1900)、512---885(DCS1800)。除CHGR0最大允许15个DCHNO外,其余CHGR均最大允许 16个DCHNO
2、RLCPP:CELL=LYG0113; 该命令用于查询小区的功率 参数解释: BSPWRB:控制信道发射机功率。为BCCH的输出功率,不包括天馈线的损耗和增益。BSPWRT: 非控制信道发射机功率。为TCH的输出功率,不包括天馈线的损耗和增益。MSTXPWR:为最大发射功率。33表示33DBM,约为2瓦。
3、RLCRP:CELL=LYG0113; 该命令用于查询小区的干扰状况 参数解释: CHRATE:表示信道速率,是全速率还是半速率 STATE:该项表示时隙使用状态。 ICHBAND:该指标为时隙干扰带情况。 CHBAND:该小区的频段。
激光焊接的工艺参数及特性分析讲解
激光焊接的工艺参数及特性分析 一、激光焊接的工艺参数:1、功率密度。功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。2、激光脉冲波形。激光脉冲波形在激光焊接 一、激光焊接的工艺参数: 1、功率密度。功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。 2、激光脉冲波形。激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度激光束射至材料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度变化。在一个激光脉冲作用期间内,金属反射率的变化很大。 3、激光脉冲宽度。脉宽是脉冲激光焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。 4、离焦量对焊接质量的影响。激光焊接通常需要一定的离焦,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离做文章一相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。实验表明,激光加热50~200us材料开始熔化,形成液相金属并出现问分汽化,形成市压蒸汽,并以极高的速度喷射,发出耀眼的白光。与此同时,高浓度汽体使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。 二、激光焊接工艺方法: 1、片与片间的焊接。包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等4种工艺方法。
激光焊接工艺参数
激光焊接原理与主要工艺参数 1.激光焊接原理 激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。 其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。 用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。下面重点介绍激光深熔焊接的原理。 激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。上述过程的所有这一切发生得如此快,使焊接速度很容易达到每分钟数米。 2. 激光深熔焊接的主要工艺参数 1)激光功率。激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高。只有当工件上的激光
激光焊接工艺详解
激光焊接工艺详解 随着科学技术的发展,近年来出现了激光焊接。那么什么是激光焊接呢?激光焊接的特点与优点又有哪些呢? 下图是激光焊接的工作原理: 首先,什么是激光?世界上的第一个激光束于1960年利用闪光灯泡激发红宝石晶粒所产生,因受限于晶体的热容量,只能产生很短暂的脉冲光束且频率很低。虽然瞬间脉冲峰值能量可高达106瓦,但仍属于低能量输出. 激光技术采用偏光镜反射激光产生的光束使其集中在聚焦装置中产生巨大能量的光束,假如焦点靠近工件,工件就会在几毫秒内熔化和蒸发,这一效应可用于焊接工艺高功率CO2及高功率YAG激光器的出现,开辟了激光焊接的新领域。激光焊接设备的关键是大功率激光器,主要有两大类,一类是固体激光器,又称Nd:YAG 激光器。Nd(钕)是一种稀土族元素,YAG代表钇铝柘榴石,晶体结构与红宝石相似。Nd:YAG激光器波长为1.06μm,主要优点是产生的光束可以通过光纤传送,因此可以省往复杂的光束传送系统,适用于柔性制造系统或远程加工,通常用于焊接精度要求比较高的工件。汽车产业常用输出功率为3-4千瓦的Nd:YAG激光器。另一类是气体激光器,又称CO2激光器,分子气体作工作介质,产生均匀为10.6μm的红外激光,可以连续工作并输出很高的功率,标准激光功率在2-5千瓦之间。 与其它传统焊接技术相比,激光焊接的主要优点是: 1、速度快、深度大、变形小。 2、能在室温或特殊条件下进行焊接,焊接设备装置简单。例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。 3、可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。 4、激光聚焦后,功率密度高,在高功率器件焊接时,深宽比可达5:1,最高可达10:1。 5、可进行微型焊接。激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中。 6、可焊接难以接近的部位,施行非接触远间隔焊接,具有很大的灵活性。尤其是近几年来,在YAG激光加工技术中采用了光纤传输技术,使激光焊接技术获得了更为广泛的推广和应用。 7、激光束易实现光束按时间与空间分光,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。
激光焊接工艺参数讲解
激光焊接原理与主要工艺参数 作者:opticsky 日期:2006-12-01 字体大小: 小中大 1.激光焊接原理 激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。 其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。 用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。下面重点介绍激光深熔焊接的原理。 激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。上述过程的所有这一切发生得如此快,使焊接速度很容易达到每分钟数米。 2. 激光深熔焊接的主要工艺参数 1激光功率。激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高。只有当工件上的激光功率密度超过阈值(与材料有关),等离子体才会产生,这标志着稳定深熔焊的进行。如果激光功率低于此阈值,工件仅发生表面熔化,也即焊接以稳定热传导型进行。而当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,
激光焊接原理与主要工艺参数
1.激光焊接原理 激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。 其中热传导型激光焊接原理为:激光辐射加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。 用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。下面重点介绍激光深熔焊接的原理。 激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。上述过程的所有这一切发生得如此快,使焊接速度很容易达到每分钟数米。 2. 激光深熔焊接的主要工艺参数 1)激光功率。激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或超过此值,熔深会大幅度提高。只有当工件上的激光功率密度超过阈值(与材料有关),等离子体才会产生,这标志着稳定深熔焊的进行。如果激光功率低于此阈值,工件仅发生表面熔化,也即焊接以稳定热传导型进行。而当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。激光深熔焊时,激光功率同时控制熔透深度和焊接速度。焊接的熔深直接与光束功率密度有关,且是入射光束功率和光束焦斑的函数。一般来说,对一定直径的激光束,熔深随着光束功率提高而增加。 2)光束焦斑。光束斑点大小是激光焊接的最重要变量之一,因为它决定功率密度。但对高功率激光来说,对它的测量是一个难题,尽管已经有很多间接测量技术。 光束焦点衍射极限光斑尺寸可以根据光衍射理论计算,但由于聚焦透镜像差的存在,实际光斑要比计算值偏大。最简单的实测方法是等温度轮廓法,即用厚纸烧焦和穿透聚丙烯板后测量焦斑和穿孔直径。这种方法要通过测量实践,掌握好激光功率大小和光束作用的时间。 3)材料吸收值。材料对激光的吸收取决于材料的一些重要性能,如吸收率、反射率、热导率、熔化温度、蒸发温度等,其中最重要的是吸收率。
浅谈爱立信3算法的应用
浅谈爱立信3算法的应用 摘要:本文介绍了在LOCATING过程中处理基本排队时所用到的一种算法—ERICSSON 3算法,探讨了通过该算法控制切换的方法。(只涉及爱立信设备)关键词:切换 LOCATING ERICSSON 1 ERICSSON 3 优化 1、引言 GSM硬切换存在话音中断,对话音质量造成直接影响,切换将影响到用户感知。但是切换又是保持接续和保持较好的通信链路所必须的,所以优化的重点是减少一些不必要的强信号切换,这里所谓的不必要的强信号切换是指原本在服务小区就能提供较好的服务水平,但是由于存在几个和服务小区接收信号强度相当或者略大于服务小区的邻区,而这时如果发生了切换,则可以认为此次切换是多余的切换。如果频繁发生此类的切换,将严重影响到用户感知,所以必须尽可能避免此类情况发生,此时,ERICSSON 3算法将会有它的用武之地。ERICSSON 3并不是GSM规范算法,而是爱立信公司在R7开始自发研究的一套定位算法,其设计思想是减少一些不必要的强信号切换,从而减少总切换数、减少切换掉话。通过对此算法长时间的研究及试验,笔者总结出一些应用经验,总结如下文。 2、ERICSSON 3算法简介 切换是蜂窝移动网络的特点之一,因此也是移动网络优化的重点,是保证服务质量的重要环节。切换可以被认为是蜂窝通信中最复杂和最重要的过程,移动台的运动或附近环境的变化,导致了由衰落、
障碍物和干扰引起的信号变化,这就是启动切换的主要原因。切换无疑是呼叫期间处理的最关键性的过程,它用于保证无线资源在相同小区内变化(小区内切换),或在两个小区间变换(小区间切换),或者在同一MSC内或者不同MSC之间变换时的连续性。切换过程必须快和准确,目标小区的选择必须是最佳。 而BSC进行切换的前提即为LOCATING定位算法,移动台在激活状态下,每480ms向BSS发一次下行信号强度测量报告,同时BTS也对上行信号进行测量,BSS综合这些测量信息,经过滤波、计算、基本排队等得出切换使用的邻小区列表,这一过程就是定位(LOCATING)。而在基本排队中包括两个算法,即ERICSSON 1和ERICSSON 3算法。ERICSSON 1算法来源于GSM规范,可以选择路径损耗、信号强度或者两者的结合来作为切换准则。ERICSSON 3算法并不是GSM规范算法,而是爱立信公司在R7开始自发研究的一套定位算法,仅仅以信号强度作为切换的准则。 我们知道切换对于话音的接续来说很重要,但是过多的不必要的重复切换却会造成话音质量的下降,并且会增加掉话的风险。反复切换主要发生在小区边界(传播路径损耗曲线的交叉点)处,在靠近基站附近很少发生。尤其在市区环境中,由于用户密度相当大,以及要求对建筑物有较大的穿透深度以便更好地为室内用户服务,最后就使得市区内的基站密度很大。结果小区之间的相互交叠相当多,不可避免地将发生反复切换的请求。反复切换将分别引起BSC和MSC的交换负荷大量增加。此类的反复切换正是上文所提到的不必要的强信号切
激光焊接的工作原理及其主要工艺参数
激光焊接的工作原理 焊接技术主要应用在金属母材热加工上,常用的有电弧焊,电阻焊,钎焊,电子束焊,激光焊等多种,研究表明激光焊接技术将逐步得到广泛应用。 1. 目前常用的焊接工艺有电弧焊、电阻焊、钎焊、电子束焊等。电弧焊是目前应用最广泛的焊接方法,它包括手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊等。但上述各种焊接方法都有各自的缺点,比如空间限制,对于精细器件不易操作等,而激光焊接不但不具有上述缺点,而且能进行精确的能量控制,可以实现精密微型器件的焊接。并且它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。 激光指在能量相应与两个能级能量差的光子作用下,诱导高能态的原子向低能态跃迁,并同时发射出相同能量的光子。激光具有方向性好、相干性好、单色性好、光脉冲窄等优点。激光焊接是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接,这种焊接通常有连续功率激光焊和脉冲功率激光焊。激光焊接从上世纪60年代激光器诞生不久就开始了研究,从开始的薄小零器件的焊接到目前大功率激光焊接在工业生产中的大量的应用,经历了近半个世纪的发展。由于激光焊接具有能量密度高、变形小、热影响区窄、焊接速度高、易实现自动控制、无后续加工的优点,近年来正成为金属材料加工与制造的重要手段,越来越广泛地应用在汽车、航空航天、造船等领域。虽然与传统的焊接方法相比,激光焊接尚存在设备昂贵、一次性投资大、技术要求高的问题,但激光焊接生产效率高和易实现自动控制的特点使其非常适于大规模生产线。 2. 激光焊接原理 2.1激光产生的基本原理和方法 光与物质的相互作用,实质上是组成物质的微观粒子吸收或辐射光子。微观粒子都具有一套特定的能级,任一时刻粒子只能处在与某一能级相对应的状态,物质与光子相互作用时,粒子从一个能级跃迁到另一个能级,并相应地吸收或辐射光子。光子的能量值为此两能级的能量差△E,频率为ν=△E/h。爱因斯坦认为光和原子的相互作用过程包含原子的自发辐射跃迁、受激辐射跃迁和受激吸收跃迁三种过程。我们考虑原子的两个能级E1和E2,处于两个能级的原子数密度分别为N1和N2。构成黑体物质原子中的辐射场能量密度为ρ,并有E2 -E1=hν。 2.1.自发辐射 处于激发态的原子如果存在可以接纳粒子的较低能级,即使没有外界作用,粒子也有一定的概率自发地从高能级激发态(E2)向低能级基态(E1)跃迁,同时辐射出能量为(E2-E1)的光子,光子频率ν=(E2-E1)/h。这种辐射过程称为自发辐射。自发辐射发出的光,不具有相位、偏振态上的一致,是非相干光。 2.2.受激辐射 除自发辐射外,处于高能级E2上的粒子还可以另一方式跃迁到较低能级。当频率为ν=(E2-E1)/h的光子入射时,也会引发粒子以一定的概率,迅速地从能级E2跃迁到能级E1,同时辐射一个与外来光子频率、相位、偏振态以及传播方向都相同的光子,这个过程称为受激辐射。 2.3.受激吸收 受激辐射的反过程就是受激吸收。处于低能级E1的一个原子,在频率为的辐射场作用下吸收一个能量为hν的光子,并跃迁至高能级E2,这种过程称为受激吸收。自发辐射是不相干的,受激辐射是相干的。 由受激辐射和自发辐射的相干性可知,相干辐射的光子简并度很大。普通光源在红外和
激光焊接机的工艺参数以及方法是什么
激光技术采用偏光镜反射激光,产生的光束使其集中在聚焦装置中产生巨大能量。如果焦点靠近工件,工件就会在几毫秒内熔化和蒸发,将这一效应用于焊接工艺,即为激光焊接。目前应用在汽车上的激光焊接主要分为顶篷激光钎焊和车门激光熔焊两种工艺。下面一起来了解一下。 1、功率密度。功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。 2、激光脉冲波形。激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度激光束射至材料表面,金属表面将会有60~98%
的激光能量反射而损失掉,且反射率随表面温度变化。在一个激光脉冲作用期间内,金属反射率的变化很大。 3、激光脉冲宽度。脉宽是脉冲激光焊接的重要参数之一,它既是区别于材料去除和材料熔化的重要参数,也是决定加工设备造价及体积的关键参数。 4、离焦量对焊接质量的影响。激光焊接通常需要一定的离焦,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离做文章一相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。实验表明,激光加热50~200us材料开始熔化,形成液相金属并出现问分汽化,形成市压蒸汽,并以极高的速度喷射,发出耀眼的白光。与此同时,高浓度汽体使液相金属运动至熔池边缘,在熔池中心形成凹陷。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。 二、激光焊接工艺方法: 1、片与片间的焊接。包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等4种工艺方法。 2、丝与丝的焊接。包括丝与丝对焊、交叉焊、平行搭接焊、T型焊等4种工艺方法。
爱立信log解释
爱立信 RBS2000 LOG分析翻译 LOG分析翻译 输入电压故障: [05-11-29 12:31:13.778] OMS_HWU hwu.c:33071 FAULT: PWU:2, raise i2a PA VOLTAGE SUPPLY [05-11-29 12:31:13.796] OMS_RU_OBJ ru.c:112402 FAULT:RU:TRU:2, raise i2a PWU PA VOLTAGE SUPPLY [05-11-29 12:31:13.820] P_MPSS_MMI_HNDL mmi_main.c:581 TRACEH:MMI Indication for FAULT state ON [05-11-29 12:31:13.830] OMS_SO_MAIN so.c:56681 FAULT:SO: TRXC, 2, raise, VOLTAGE SUPPLY FAULT [05-11-29 12:31:20.262] OMS_HWU hwu.c:33071 FAULT: PWU:2, cease i2a PA VOLTAGE SUPPLY [05-11-29 12:31:20.280] OMS_RU_OBJ ru.c:112402 FAULT:RU:TRU:2, cease i2a PWU PA VOLTAGE SUPPLY [05-11-29 12:31:20.300] P_MPSS_MMI_HNDL mmi_main.c:581 TRACEH:MMI Indication for FAULT state OFF [05-11-29 12:31:20.310] OMS_SO_MAIN so.c:56681 FAULT:SO: TRXC, 2, cease, VOLTAGE SUPPLY FAULT [05-11-29 12:48:31.644] T_ALH_CH3013 t_alh_frm.c:817 TRACEH:Incorrect SAPI : 2 《TX NOT ENABLE》 [05-11-30 11:01:51.712] RTS_TRX trx.c:3276 TRACEH:XBUS receiver set to 255 [05-11-30 11:01:51.714] P_MPSS_MMI_HNDL mmi_main.c:581 TRACEH:MMI Indication for TX_NOT_ENABLED state ON [05-11-30 11:01:51.754] P_MPSS_MMI_HNDL mmi_main.c:581 TRACEH:MMI Indication for OPERATIONAL state FLASH [05-11-30 11:01:51.756] RTS_TRX trx.c:1368 TRACEH:pwr=0 arfcn=1023 bcc=0 hopp_flag=1 x_addr=0 filler=0 txpos=0 [05-11-30 11:01:51.756] RTS_TRX trx.c:1386 TRACEH:Park CU! [05-11-30 11:01:53.944] P_MPSS_MMI_HNDL mmi_main.c:581 TRACEH:MMI Indication for OPERATIONAL state OFF [05-11-30 11:03:22.794] P_MPSS_MMI_HNDL mmi_main.c:581 TRACEH:MMI Indication for OPERATIONAL state FLASH [05-11-30 11:03:22.796] RTS_TRX trx.c:1368 TRACEH:pwr=47 arfcn=33 bcc=5 hopp_flag=0 x_addr=2 filler=1 txpos=0 [05-11-30 11:03:28.778] P_MPSS_MMI_HNDL mmi_main.c:581 TRACEH:MMI Indication for OPERATIONAL state ON [05-11-30 11:03:29.384] RTS_TRX trx.c:3276 TRACEH:XBUS receiver set to
工艺丨动力电池工艺-激光焊接概述
工艺丨动力电池工艺,激光焊接概述 动力电池制造过程焊接方法与工艺的合理选用,将直接影响电池的成本、质量、安全以及电池的一致性。接下来就整理一下动力电池焊接方面的内容。还是先来原理,好像我是最喜欢搬运原理的作者之一呢。 1 激光焊接原理激光焊接是利用激光束优异的方向性和高 功率密度等特性进行工作,通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。 2 激光焊接类型 热传导焊接和深熔焊热传导焊接,激光光束沿接缝将合作在工件的外表熔化,熔融物汇流到一同并固化,构成焊缝。主要用于相对较薄的材料,材料的最大焊接深度受其导热系数的约束,且焊缝宽度总是大于焊接深度。 深熔焊,当高功率激光聚集到金属外表时,热量来不及散失,焊接深度会急剧加深,此焊接技术即是深熔焊。因为深熔焊技术加工速度极快,热影响区域很小,而且使畸变降至最低,因而此技术可用于需求深度焊接或几层资料一起焊接。 热传导焊接和深熔焊的主要区别在于单位时间内施加在金 属表面的功率密度,不同金属下临界值不同。 穿透焊和缝焊
穿透焊,连接片无需冲孔,加工相对简单。穿透焊需要功率较大的激光焊机。穿透焊的熔深比缝焊的熔深要低,可靠性相对差点。缝焊相比穿透焊,只需较小功率激光焊机。缝焊的熔深比穿透焊的熔深要高,可靠性相对较好。但连接片需冲孔,加工相对困难。脉冲焊接和连续焊接 1)脉冲模式焊接 激光焊接时应选择合适的焊接波形,常用脉冲波形有方波、尖峰波、双峰波等,铝合金表面对光的反射率太高,当高强度激光束射至材料表面,金属表面将会有60%-98% 的激光能量因反射而损失掉,且反射率随表面温度变化。一般焊接铝合金时最优选择尖形波和双峰波,此种焊接波形后面缓降部分脉宽较长,能够有效地减少气孔和裂纹的产生。脉冲激光焊接样品 由于铝合金对激光的反射率较高,为了防止激光束垂直入射造成垂直反射而损害激光聚焦镜,焊接过程中通常将焊接头偏转一定角度。焊点直径和有效结合面的直径随激光倾斜角增大而增大,当激光倾斜角度为40°时,获得最大的焊点及有效结合面。焊点熔深和有效熔深随激光倾斜角减小,当大于60°时,其有效焊接熔深降为零。所以倾斜焊接头到一定角度,可以适当增加焊缝熔深和熔宽。 另外在焊接时,以焊缝为界,需将激光焊斑偏盖板65%、壳体35% 进行焊接,可以有效减少因合盖问题导致的炸火。2)
激光焊接原理讲解
激光焊接是激光材料加工技术应用的重要方面之一,又常称为激光焊机、镭射焊机,按其工作方式常可分为激光模具烧焊机(手动焊接机)、自动激光焊接机、激光点焊机、光纤传输激光焊接机,光焊接是利用高能量的激光脉冲对材料进行微小区域的局部加热,激光辐射的能量通过热传导向材料的部扩散,将材料熔化后形成特定熔池以达到焊接的目的。 一、激光焊接的主要特性。 20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。 高功率CO2及高功率YAG激光器的出现,开辟了激光焊接的新领域。获得了以小孔效应为理论基础的深熔焊接,在机械、汽车、钢铁等工业领域获得了日益广泛的应用。 与其它焊接技术相比,激光焊接的主要优点是: 1、速度快、深度大、变形小。 2、能在室温或特殊条件下进行焊接,焊接设备装置简单。例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。 3、可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。 4、激光聚焦后,功率密度高,在高功率器件焊接时,深宽比可达5:1,最高可达10:1。 5、可进行微型焊接。激光束经聚焦后可获得很小的光斑,且能精确定位,可应用于大批量自动化生产的微、小型工件的组焊中。 6、可焊接难以接近的部位,施行非接触远距离焊接,具有很大的灵活性。尤其是近几年来,在YAG激光加工技术中采用了光纤传输技术,使激光焊接技术获得了更为广泛的推广和应用。 7、激光束易实现光束按时间与空间分光,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。 但是,激光焊接也存在着一定的局限性: 1、要求焊件装配精度高,且要求光束在工件上的位置不能有显著偏移。这是因为激光聚焦后光斑尺雨寸小,焊缝窄,为加填充金属材料。若工件装配精度或光束定位精度达不到要求,很容易造成焊接缺憾。 2、激光器及其相关系统的成本较高,一次性投资较大。 二、激光焊接热传导。
爱立信WINFIOL操作附参数解释及截图
1)ALLIP:ALCAT=BTS。-----查外告 告警级别分为:A1、A2、A3和O1、O2。其中A告警是故障产生的,而O告警(观察告警)它是由于操作引起的。 相关指令:ALLIP; 印全部告警ALLIP:ACL=A1/A2/A3/O1/O2;------打印各级告警 2)RXTCP:MOTY=RXOTG,CELL=小区名。(查出小区的TG号)
3)RXCDP:MO=RXOTG-TG号(查看小区的整体配置,载波数,频点等)例:RXCDP:MO=RXOTG-169; 4)RXAPP:MO=RXOTG-TG号(查看小区的传输时隙分配) 例:RXAPP:MO=RXOTG-169;
DEV:DEV表示传输的时隙,与DCP相对应,有单对单,双对双的规律。 一套传输有32个时隙,实际占用31个时隙,一个小区可以占用。 二套传输(如上图,该小区占用了二套传输,接在A、C口),如果采用不压缩方式,一套传输可以开10个载波(一个载波是占用3个时隙的),如果采用压缩方式(CON=2或4),一套传输可以开12到13个载波,如果采用复用方式,最多可以开到15个载波(一个载波占用二个时隙),DCP可分为四个接口,每个接口的取值范围是不一样的,A:1-31,B:33-63,C:287-317,D:319-349。新版的DXU_21具有四个接口(A、B、C、D),旧版的DXU只有二个接口(A和B),传输接口规范是A、C口入,B、D口出。 5)RADEP:DEV=RBLT-X;(查具体传输号,其中X表示传输时隙)例:RADEP:DEV=RBLT-5002;
6)DTSTP:DIP=RBLT