折边胶工艺
折边胶工艺
Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
:焊装折边胶用于车门、发动机罩、行李箱盖等卷边结构处的粘结,不仅起到取代焊点、消除凹坑、保证车身平滑美观的作用,还能够增强结构、密封车体,并防止粘结部位生锈。
折边胶的涂布方式是引发焊缝密封胶起泡的诱因
折边完成后,折边胶被挤压产生空隙,涂布焊缝胶后内部的气体彻底的排出,车进入烤房时,气体受热膨胀,作用于胶,致使胶泡出现。折边胶涂布效果可通过重涂焊缝胶和拆解车门包边的形式观察,即取焊缝胶起泡的车门,在起泡处作标记,然后扯起胶条,在该包边处进行二次涂胶并烘烤,看起泡位置是不是与前一次一样,然后拆解此车门包边结构,观察折边胶涂布效果。折边胶的涂布注意事项见表1。
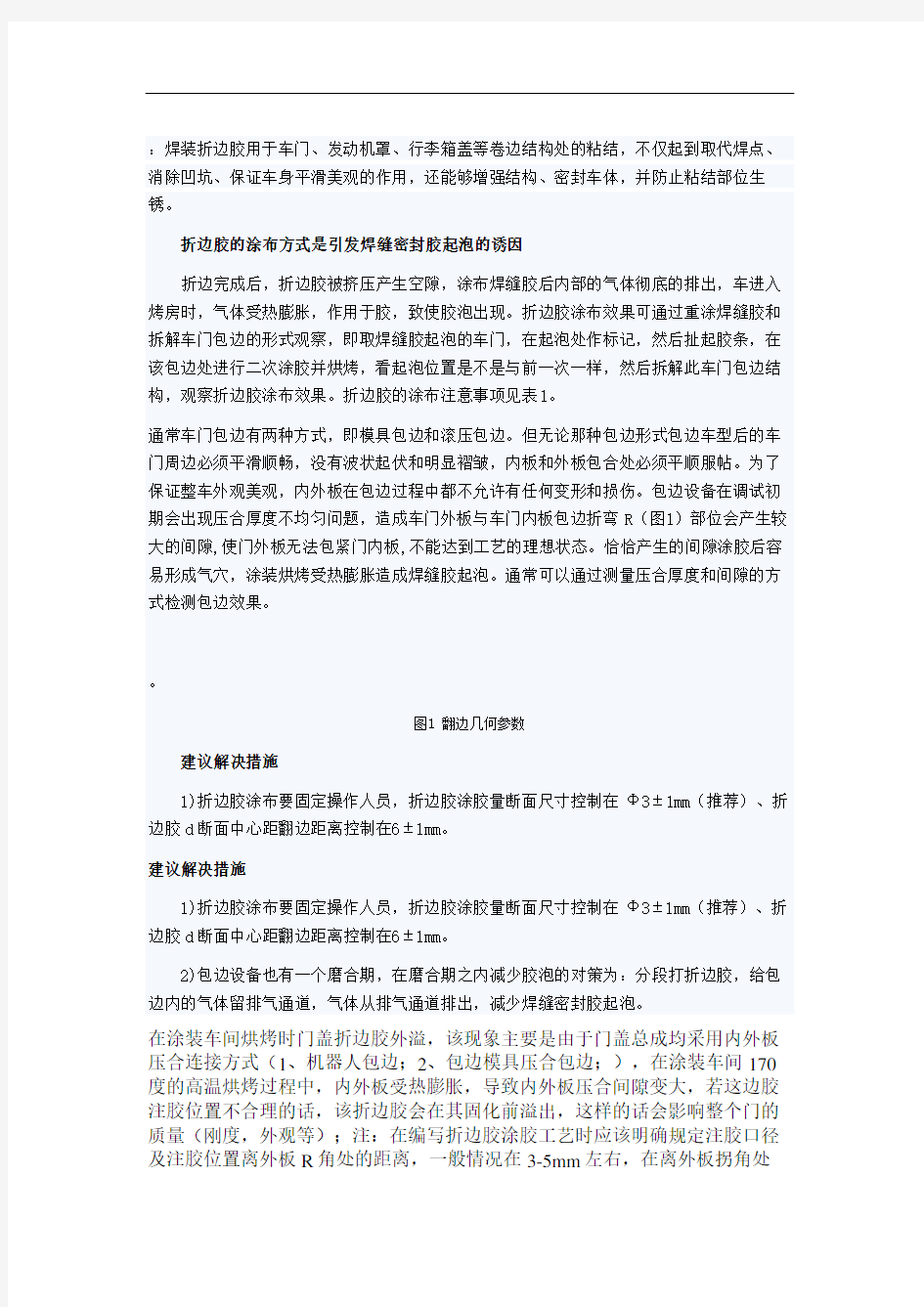
通常车门包边有两种方式,即模具包边和滚压包边。但无论那种包边形式包边车型后的车门周边必须平滑顺畅,没有波状起伏和明显褶皱,内板和外板包合处必须平顺服帖。为了保证整车外观美观,内外板在包边过程中都不允许有任何变形和损伤。包边设备在调试初期会出现压合厚度不均匀问题,造成车门外板与车门内板包边折弯R(图1)部位会产生较大的间隙,使门外板无法包紧门内板,不能达到工艺的理想状态。恰恰产生的间隙涂胶后容易形成气穴,涂装烘烤受热膨胀造成焊缝胶起泡。通常可以通过测量压合厚度和间隙的方式检测包边效果。
。
图1 翻边几何参数
建议解决措施
1)折边胶涂布要固定操作人员,折边胶涂胶量断面尺寸控制在Φ3±1mm(推荐)、折边胶d断面中心距翻边距离控制在6±1mm。
建议解决措施
1)折边胶涂布要固定操作人员,折边胶涂胶量断面尺寸控制在Φ3±1mm(推荐)、折边胶d断面中心距翻边距离控制在6±1mm。
2)包边设备也有一个磨合期,在磨合期之内减少胶泡的对策为:分段打折边胶,给包边内的气体留排气通道,气体从排气通道排出,减少焊缝密封胶起泡。
在涂装车间烘烤时门盖折边胶外溢,该现象主要是由于门盖总成均采用内外板压合连接方式(1、机器人包边;2、包边模具压合包边;),在涂装车间170度的高温烘烤过程中,内外板受热膨胀,导致内外板压合间隙变大,若这边胶注胶位置不合理的话,该折边胶会在其固化前溢出,这样的话会影响整个门的质量(刚度,外观等);注:在编写折边胶涂胶工艺时应该明确规定注胶口径及注胶位置离外板R角处的距离,一般情况在3-5mm左右,在离外板拐角处
20mm左右不要求注胶;3、包边时若有折边胶溢出应立即清楚(稀料清楚比较好),否则会影响下一工序的完成(影响焊接密封胶的注胶质量)