减速器低速轴设计及加工工艺
J20型减速器低速轴的设计及加工工艺
1 设计要求
原始资料:根据成都卡帕特科技有限公司要求,设计一减速器低速轴,传递的功率P=3.42kW,主动轮转速n=60r/min,载荷平稳,单向运转,预期寿命10年(每天按300天计),单班制工作,原动机为电动机。
设计应完成的任务:设计出一个符合上述要求的轴,画出零件图,根据轴的工作条件及性能要求确定轴的加工步骤,并写出轴的加工工艺。
2 轴的结构设计
2.1最小轴径的设计
按扭矩初算最小轴径本轴是属于中、小轴,在减数器重工作时要承受各种负荷和冲击载荷并且要具有较高的耐疲劳性能和较好的耐磨性能,因此该轴材料选用45钢即可满足其要求。所以选用45#调质,硬度217-255HBS.根据文献P26514.4表,取c=118, 又因为设计要求P=3.42,n=60 所以, d≥(P/N)1/3118 =(3.42/60)1/3mm=46mm考虑有键槽,将直径增大5%,则d=46(1+5%)mm=48.3 mm∴选d=50mm
2.2 轴的结构设计
2.2.1轴上零件的定位,固定和装配
单级减速器中可将齿轮安排在箱体中央,相对两轴承对称分布,齿轮左面由轴肩定位,右面用套筒轴向固定,联接以平键作过渡配合固定,两轴承分别以轴肩和套筒定位,则采用过渡配合固定。
2.2.2 确定轴各段直径和长度
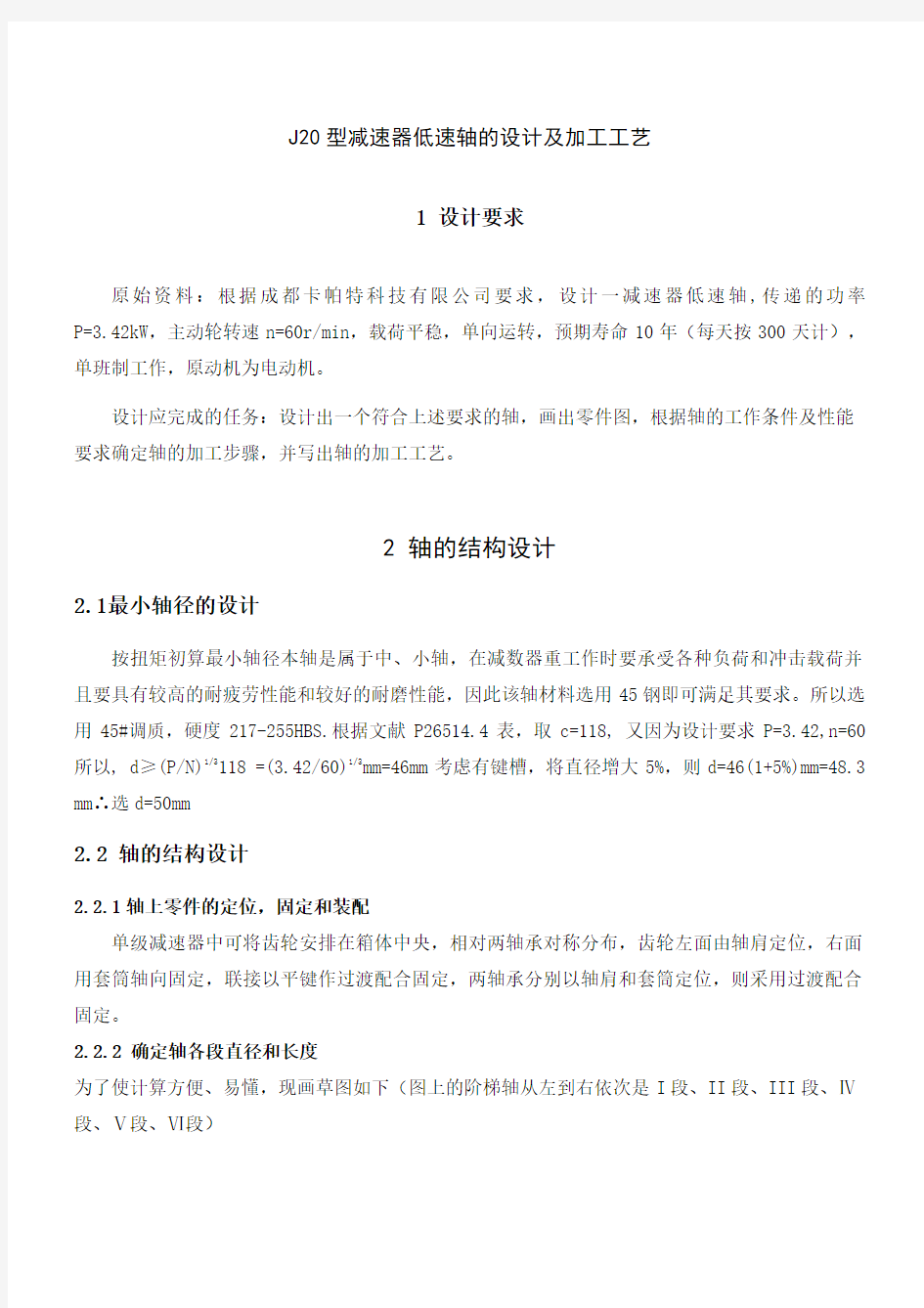
为了使计算方便、易懂,现画草图如下(图上的阶梯轴从左到右依次是I段、II段、III段、Ⅳ段、Ⅴ段、Ⅵ段)
2.1 轴的草图
I段:d
1=50mm 长度取L
1
=47mm∵h=2c c=1.5mm
II段:取轴肩高3.5mm,作定位用,∴d
2
=57mm
初选用一对6213型角滚动轴承,其内径为65mm,宽度为23mm.
考虑齿轮端面和箱体内壁,轴承端面和箱体内壁应有一定距离。取套筒长为50mm,通过密封盖轴段长应根据密封盖的宽度,并考虑联轴器和箱体外壁应有一定矩离而定,为此,取该段长为55mm,安装齿轮段长度应比轮毂宽度小2mm,
故II段长:L
2
=85mm
III段直径d
3=65mm, L
3
=55mm
根据轴承安装要求,轴肩高h=2.5 mm
Ⅳ段直径d
4=70mm, L
4
=80mm
Ⅴ段直径d
5=82mm. 长度L
5
=9mm
Ⅵ段直径d
6=65 mm,长度L
6
=23 mm
由上述轴各段长度可算得轴支承跨距L=299mm 2.2.3 按弯矩复合强度计算
1.求分度圆直径:已知d=3×Z
1
=27mm
2.求转矩:已知T
1
=544350N·mm
3.求圆周力:Ft
根据参考文献P267得 Ft=2T
1/d
1
=2×544350/324=3360N
4.求径向力Fr
根据参考文献P267得Fr=Ft·tanα=3360×tan200=1220N
2.2轴的受力图
1)绘制轴的受力图如图a
2)水平面内的弯矩图(图b),支点反力为:
F HA =F
HB
=Fr/2=1680N
由两边对称,知截面C的
弯矩也对称。截面C在垂直面弯矩为
M H =F
HA
×64=10752(N·mm)
3) 垂直面内的弯矩图
(图c)
F VA = F
HB
=64×Fr/2=534.79(N·mm)
截面处的弯矩为: M
VI=
646.95×64=34226.56(N·mm) 4)绘制合弯矩图(如图d)
M I =(M
H
2+M
V
2)1/2=(1075202+34226.562)1/2=112836.199N·mm
5)绘制扭矩图(如图e)
转矩:aT=0.6×544.35=326610N·mm
6)绘制当量弯矩图(如图f)
转矩产生的扭剪力按脉动循环变化,取α=0.6,截面C处的当量弯矩:Mec=[M
C
2+(αT)2]1/2=[112836.1992+3266102]1/2=345550N·mm
7)校核危险截面C的强度
由式(6-3)d(Mec/0.1[σ
-1])1/3=238594/0.1×551/3=39.5mm
因截面C处开有键槽,故将轴直径加大5%,即为39.5×1.05=41.475mm,结构设计草图该处直径为70mm,强度足够。轴的结构简图如下:
图2.1减速器低速
3零件的工艺过程
3.1 轴的材料
轴的失效多为疲劳破坏,所以轴对材料的要求是:具有足够的疲劳强度,对应力集中的敏感性小,具有足够的耐性,易于加工和热处理,价格合理。
轴的常用材料主要是碳素钢、合金钢和铸钢。
1.碳素钢在轴的材料中常用的有30、35、40、45、和50等优质碳素钢,尤以45纲应用最为广泛。用优质碳素钢制造的轴,一般均应进行正火或调制处理,以改善材料的力学性能。不重要的或受力较小的轴可用Q235A、Q255A,Q275A等普通碳素钢制造,一般不进行热处理。
2.合金钢合金钢比碳素钢具有更好的力学性能和热处理性能。但对应力集中较敏感,价格也较贵,因此多用于重载、高温、要求尺寸小、重量轻、耐磨性好等特殊要求的场合。需要指出的是,合金钢和碳素钢的弹性摸量相差很小,因此在形状和尺寸相同的情况下,用合金钢来替代碳素钢不能提高轴的钢度。此外在设计在设计合金钢轴时,必须注意从结构上减小应力集中和减少其表面粗糙度。
3.铸铁球墨铸铁和高强度铸铁适应于形状复杂的轴或大型转轴。其优点是不需要锻压设备、价廉、吸阵性好,对应力集中不敏感;缺点是冲击韧性低,铸造质量不易控制。
毛坯的形式有棒料和锻造两种,前者应用与单件小批量生产,尤其是适用于光滑轴和外圆直径相差不大的阶梯轴,对于相差较大的阶梯轴则往往采用锻件。锻件还可以获得较高的抗拉,抗弯和抗扭强度。单件小批生产一般采用自由段,批量生产则采用模锻造,大批量生产时若采用带有贯穿孔的无缝钢管毛坯,能大大节省材料和机械加工量
本轴是属于中、小轴,在减数器重工作时要承受各种负荷和冲击载荷并且要具有较高的耐疲劳性能和较好的耐磨性能,因此该轴材料选用45钢即可满足其要求。
根据图样可看出外圆直径尺寸相差不大,故选择¢85mm的热轧圆钢作毛坯。
3.2轴的热处理
锻造是利用锻压机械对金属坯料施加的压力,使其产生塑性变形以获得一定机械性能、一定形状和尺寸的锻件的加工方法。锻造能消除金属的铸态疏松,焊合孔洞,锻件的机械性能一般优于同样材料的铸件.常用的锻造有轧制、挤压、拉拔、自由锻、模锻、板料冲压。因为轧制比较方便,所以我选择轧制。
在机器制造过程中,为使工件获得良好力学性能,或改善材料的工艺性能,常采用热处理方法。热处理就是将固态金属或合金,采用适当的方式进行加热、保温和冷却,获得所需组织结构与性能的一种工艺方法。
热处理是强化金属材料、提高产品质量和寿命主要途径之一。通常重要的机器零件大多数要进行热处理。如汽车、拖拉机工业中70%-80%的零件要经过热处理,机床工业中60%-70%的零件要进行热处理,各种工具则几乎100%要进行热处理。因此热处理在机械制造工业中有切削加工十分重要的地位。
根据热处理加热和冷却方式的不同,热处理可分为以下三类:
1. 整体热处理:指对工件整体进行穿透加热的热处理,主要有退火、正火、淬火和回火。
2. 表面热处理:指对工件表层进行热处理,以改变表面组织和性能的热处理,主要有火焰淬火、感应淬火等。
3. 化学热处理:指改变工件表面的化学成分、组织和性能的热处理,主要有渗碳、渗氮、碳氮共渗、渗金属等。
热处理的种类和方法很多,但其基本过程都由加热、保温和冷却三个阶段组成。其过程通常用“温度-时间”为坐标的曲线来表示,称热处理工艺曲线,改变加热温度、保温时间和冷却速度等参数,都会在一定程度上发生相应的组织转变,进而影响材料的性能。所以,要掌握钢的热处理规律,就必须研究钢在加热和冷却过程中的组织.综上所述制定主轴制造工艺路线:锻造→正火→切削加工(粗)→调质→(半精)→高频感应加热表面淬火→低温回火→磨削锻造是消除毛坯的铸态疏松,焊合孔洞,锻件的机械性能一般优于同样材料的铸件.
正火的目的是为了消除和改善前一道工序即锻造所造成的某些组织缺陷及内应力,也为随后的切削加工(粗加工)及热处理做好组和性能上的准备。
调质是为以后的表面淬火作预先热处理;调质后的硬度不高,便于为以后的切削加工(半精加工)最好准备。
而高频感应加热表面淬火+低温回火作为最终热处理,高频感应加热表面淬火是为了使轴承处及锥孔表面得到高硬度、耐磨性和疲劳强度;
低温回火是为了消除应力,防止磨削时产生裂纹,并保持高硬度和耐磨性。
3.3确定轴表面的加工方法
轴大都是回转表面,主要采取车削与外圆磨削成形。由于该轴的主要表面的公差等级较高,所以外圆表面的加工方案可为:粗车→半精车→磨削。
先用夹具夹住毛坯的一端。先把¢85的毛坯粗车加工成¢83的外圆。
粗车:粗车外圆¢65mm→¢67mm 粗车外圆¢70mm→¢72mm
粗车外圆¢65mm→¢67mm,调头粗车外圆¢50mm→¢52mm
粗车外圆¢57mm→¢59mm
半精车:半精车外圆¢65mm→¢65.5mm 半精车外圆¢82mm→¢82.5mm
半精车外圆¢70mm→¢70.5mm 调头半精车外圆¢65mm→¢65.5mm
调头半精车外圆¢50mm→¢50.5mm 半精外圆¢57mm→¢57 mm。
磨削:磨各外圆到各设计的尺寸,磨各轴肩到各设计的尺寸。
3.4 确定轴的定位基准
合理地选择定位基准,对于保证零件的尺寸和位置精度有着决定性的作用。由于该轴的几个主要配合表面及轴肩面对基准轴线A-B均有径向圆跳动和端面圆跳动的要求,它又是实心轴,所以应选择两端中心孔为基准,采用双顶尖装夹方法,以保证零件的技术要求。
粗基准采用热轧圆钢的毛坯外圆。中心孔加工采用三爪自定心卡盘装夹热轧圆钢的毛坯外圆,车端面、钻中心孔。一般不能用毛坯外圆装夹两次钻两端中心孔,而应该以毛坯外圆作粗基准,先加工一个端面,钻中心孔,车出一端外圆;然后以已车过的外圆作基准,用三爪自定心卡盘装夹,车另一端面,钻中心孔。如此加工中心孔,才能保证两中心孔同轴。
3.5 划分加工阶段
轴类零件的加工,一般可分为三个阶段:粗加工(包括铣端面打顶尖孔,粗车外圆),半精车和精加工。具体的加工工艺路线取决于轴的主要表面的加工精度和表面粗糙度要求。加工工艺路线通常是:粗车→半精车→精车→研磨→精磨。为了改善机械加工性能和提高硬度,在加工过程中,还要插入必要的热处理工序,例如:粗加工(包括切小头端面,打顶尖孔,粗车外圆,大端端面,钻通孔等)→热处理(调质)→半精加工(包括各外圆,小端。内孔,锥孔的半精车与半精镗等)→热处理(各主轴颈及锥孔高频淬火)→精加工(包括精车小端锥孔,洗键槽,钻大端面各孔,精车各档外圆及螺纹,精磨外圆及大端锥孔等)。插入热处理工序后,主轴的加工过程自然地被分为几个加工阶段。可以说,轴类零件的加工阶段的划分大至以热处理工序为界。
由此可见,整个主轴加工的工艺过程,就是以主要表面的粗加工,半精加工和精加工为主,适当插入其它表面的加工工序而组成的。这就说明,加工阶段的划分起主导作用的是工件的精度要求。对于一般精度的机床主轴,精度是最终工序,对精密机床的主轴,还要增加光整加工阶段,以求获得更高的尺寸精度和更低的表面粗糙度。
该轴加工划分为三个阶段:粗车加工阶段、半精车加工阶段、磨削加工阶段。如表3.1。
表3.1 轴的加工划分阶段表
3.6切削用量的选择
数控车削加工中的切削用量包括被吃刀量、主轴转数、进给量和切削速度,这些参数均应在机床给定的允许范围内选取。车削用量的选择是否合理,对于能否充分充分发挥机床潜力与刀具切削性能,实现优质、高产、低成本和安全操作具有很重要的作用。车削用量的选择是粗车时,首先考虑选择尽可能大的被吃刀量其次选择较大的进给量,最后确定一个合适的切削速度.增大被吃刀量可使走刀次数减少,增大进给量有利于断屑。
精车时,加工精度和表面粗糙度要求较高,加工余量不大且较均匀,因此选择精车的切削用量时,应着重考虑如何保证加工质量,并在此基础上尽量提高生产率。因此,精车时要选用较小的被吃刀量和进给量并选用性能高的刀具材料和合理的参数,以尽可能提高切削速度。
表3.2 加工各段的切削用量
3.7轴的安装方式
轴类零件的安装方式有以下几种:
1 采用两中心孔定位装夹。
2 以重要外圆表面为粗基准定位加工出中心孔,再以轴两端的中心孔为定位精基准。
3 尽可能基准重合、基准统一、互为基准。
4 采用外圆表面定位装夹。
5 采用三爪自定心卡盘、四爪单动卡盘。
6 采用各种堵头或拉杆心轴定位装夹。
本设计采用最常见的装夹方式:两中心孔定位装夹。
3.8拟定工艺过程
定位精基准面中心孔应在粗加工之前加工,在调质之后和磨削之前各需安排一次修研中心孔的工序。调质之后修研中心孔为消除中心孔的热处理变形和氧化皮,磨削之前修研中心孔是为提高定位精基准面的精度和减小锥面的表面粗糙度值。拟定传动轴的工艺过程时,在考虑主要表面加工的同时,还要考虑次要表面的加工。在半精加工¢65mm、¢82mm、¢70mm、¢65mm及¢50mm外圆时,应车到图样规定的尺寸,同时加工出各退刀槽、倒角;二个键槽应在半精车后以及磨削之前铣削加工出来,这样可保证铣键槽时有较精确的定位基准,又可避免在精磨后铣键槽时破坏已精加工的外圆表面。
综合上述分析,轴的工艺路线如下:
下料→锻造→正火→车两端面,钻中心孔→粗车各外圆→调质→修研中心孔→半精车各外圆,车槽,倒角→划键槽加工线→铣键槽→修研中心孔→淬火→磨削→检验。
4轴的加工工艺卡
表4.1轴加工工艺卡
目的是为以后的表面淬火作
预先热处理,调制后的硬度
不高,便于为以后的切削加
键槽刀(立铣刀)
5.轴类零件的检验
5.1 精度的检验
精度的检验应按一定的顺序进行,先检验形状精度,然后检验尺寸精度,最后验证位置精度,这样可以判明和排除不同的性质误差之间对测量精度的干扰。轴类零件在加工过程中和加工完了以后都要按工艺规程的要求进行检验。检验的项目主要包括表面粗糙度、表面硬度、尺寸精度、表面形状精度和相互位置精度等。
1 形状精度的检验
圆度为轴的同一横截面内最大值与最小值的误差。一般用千分尺按照测量直径的方法即可检测,也可将工件放在精密测量平板上用千分表来检验,或用千分表借助V形块来测量,精度高的轴需用比较仪或圆度仪来检验。
圆柱度是指同一轴最大直径与最小直径之差,同样可用千分尺检测。弯曲度可以用千分表检验,把工件放在平板上工件转动一周,千分表读数的最大变动量就是弯曲误差值。
2 尺寸精度的检验
在单件小批量的生产中,轴的直径一般用外径千分尺检验。精度较高时,可用杠杆卡规测量,台肩长度可用游标卡尺,深度游标卡尺和深度千分尺的检验。
大批大量生产中,常采用界限卡规检验轴的直径。长度不大而精度高的工件,也可用比较仪检验。
为了减少精密量具的磨损,缩短检验时间,可采用卡规检验轴的直径与台肩长度。
3 位置精度的检验
一般用两支承轴颈作为测量基准面,可使测量、装配及设计基准都重合,避免因基准不重合而引起的测量误差。
为提高检验精度和缩短检验时间,位置精度检验多采用多用检具,检验时将主轴的两支承轴颈放在同一平板上的两个V型架上,并在轴的一端用挡铁,钢球和工艺锥堵挡住,限制主轴沿轴向稳定,两个V型架中有一个的高度是可调的,测量时先用千分表调整轴的中心线,使它与测量平面平行,平板的倾斜角一般为15度,使工件轴端靠自重压力钢球。
在主轴前锥孔中插入检验心棒,按测量要求放置千分表,用手轻轻动主轴,从千分表读数的变化既可测量各项误差,包括锥孔及有关的表面相对支承轴颈的颈向跳动与端面跳动。
锥孔的接触精度用专用锥度量规涂色检验,要求接触面积在70%以上,分布均匀而大端接触较“硬”,即锥度只允许偏小,这项检验应在检验锥孔跳动之前进行。
6刀具的选择
机械加工中常用的刀具材料主要有高速钢、硬质合金、立方氮化硼(CBN)、陶瓷等。由于重型切削的特点(切削深度大,余量不均,表面有硬化层),刀具在粗加工阶段的磨损形式主要是磨粒磨损。由于切削温度高,尽管切削速度处于积屑瘤发生区,但高温可以使切屑与前刀面的接触部位处于液态,减小了摩擦力,抑制了积屑瘤的生成,所以刀具材料的选择应要求耐磨损、抗冲击,刀具涂层后硬度可达80HRC,具有高的抗氧化性能和抗粘结性能,因而有较高的耐磨性和抗月牙洼磨损能力。硬质合金涂层具有较低的摩擦系数,可降低切削时的切削力及切削温度,可以大大提高刀具耐用度(涂层硬质合金刀片的耐用度至少可提高1倍)等优点,但由于涂层刀片的锋利性、韧性、抗剥落和抗崩刃性能均不及未涂层刀片,故不适用高硬度材料和重载切削的粗加工。只有硬质合金刀具适合于重型切削的粗加工。硬质合金分为钨钴类(YG)、钨钴钛类(YT)和碳化钨类(YW)。加工钢料时,由于金属塑性变形大,摩擦剧烈,切削温度高,YG类硬质合金虽然强度和韧性较好,但高温硬度和高温韧性较差,因此在重型切削中很少应用。与之相比,YT类硬质合金刀具适于加工钢料,由于YT类合金具有较高的硬度和耐磨性,尤其是具有高的耐热性,抗粘结扩散能力和抗氧化能力也很好,在加工钢料时刀具磨损较小,刀具耐用度较高,因此YT类硬质合金是重型加工时较常用的刀具材料。因此,本次车加工选用YG类硬质合金材料的刀具。
根据加工需要选择用45外圆车刀和用90右偏刀
用45外圆车刀车端面(是利用主刀刃进行切削的。切削条件较好,粗糙度较高,适合车削有端面,倒角的外圆工件
用90外圆车刀一般适用于车削有台阶的工件,车削时,通常由外向中心进刀,是用副刀刃进行切削的条件较差。在实际切削时,在副刀刃上磨出前角使之成为主刀刃进行切削。
对于铣键槽因为轴上的键槽的轴径较小,可在键槽铣床上利用自定心虎钳夹持加工键槽,为了保证槽的尺寸精度、一般用立铣刀。
减速器轴、键设计数据
轴的设计过程如下: 一、轴的总体设计信息如下: 轴的编号:001 轴的名称:阶梯轴 轴的转向方式:单向恒定轴的工作情况:无腐蚀条件 轴的转速:200r/min 功率:3.3kW 转矩:157575N·mm 所设计的轴是实心轴 材料牌号:45调质硬度(HB):230 抗拉强度:650MPa 屈服点:360MPa 弯曲疲劳极限:270MPa 扭转疲劳极限:155MPa 许用静应力:260MPa 许用疲劳应力:180MPa 二、确定轴的最小直径如下: 所设计的轴是实心轴 A值为:115 许用剪应力范围:30~40MPa 最小直径的理论计算值:29.28mm 满足设计的最小轴径:32mm 三、轴的结构造型如下: 轴各段直径长度:长度直径 20mm 55mm 10mm 67mm 120mm 58mm 40mm 55mm 50mm 53mm 100mm 52mm 轴的总长度:340mm 轴的段数:6 轴段的载荷信息: 直径距左端距离垂直面剪力垂直面弯矩水平面剪力水平面弯矩轴向扭矩58mm 90mm -2259N -100200N·mm -6118N 0N·mm 0N·mm 52mm 340mm 1500N 0N·mm 2200N 0N·mm 620650N·mm 轴所受支撑的信息:直径距左端距离 55mm 10mm 55mm 170mm 四、支反力计算 距左端距离水平支反力Rh1 垂直支反力Rv1 10mm 5396.5N 3349.5N 距左端距离水平支反力Rh2 垂直支反力Rv2 170mm -1478.49N -2590.49N 五、内力 x/mm d/mm m1/N·mm m2/N·mm 10 55 0 0 90 58 508118.81 463169.06 170 55 452659.92 452659.92
汽车传动轴的设计与加工设计
汽车传动轴的设计与加工 摘要:在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。 关键词:工艺过程;毛坯;进给量;走刀长度;
The commander paving machine structure design Abstract:Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally. Key words:pneumatic manipulator ;cylinder ;pneumatic loop ;Fout degrees of freedom
传动轴加工工艺过程卡片(1)
- 轴工艺过程卡 第三小组 班级:机制16-1班 组长:彭志伟 成员:彭志伟明健伟邓佳辉邓尧刘磊刘含新 时间:2017.9.29 - 2017.10.10
机械加工工序卡片
机械加工工序卡片
标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片 机械加工工序卡片产品型号零件图号3 产品名称传动轴零件名称共12页第3页间工序号工序名称材料牌号 金工3粗车45钢 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ42mm x140.2mm1 设备名称设备型号设备编号同时加工件数 C61401 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称 工序工时/s 准终单件 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/min mm/r mm机动辅助 1粗车外圆Φ55.4mm→φ43.8mm, φ43.8mm→φ41.8mm 90°外圆车刀、顶尖0.50.3/0.53
2粗车外圆φ41.8mm→φ37.8mm, Φ37.8mm→φ31.8mm 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片 机械加工工序卡片产品型号零件图号4 产品名称传动轴零件名称共12页第4页间工序号工序名称材料牌号 金工4粗车45钢 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ42mm x140.2mm1 设备名称设备型号设备编号同时加工件数 C61401 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称 工序工时/s 准终单件 工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时
车床传动轴机械加工工艺过程设计
车床传动轴机械加工工艺过程设计 院系名称 班级 学生姓名 学号 指导老师
1.问题提出: 零件的几何精度直接影响零件的使用性能,而机械加工工艺过程制定的是否合理将直接影响零件的加工精度。针对车床传动轴,应用所学的机械制造基础知识进行一次加机械工工艺过程设计的综合性工程应用训练。 2.专题研究的目的: 1、掌握零件主要部分技术要求的分析方法; 2、掌握零件材料的选择方法和确定毛坯的制备方法及工艺; 3、掌握工艺分析方法; 4、掌握定位基准的选择方法; 5、掌握制定出合理的零件加工顺序的原则和方法; 7、掌握制定出合理的零件加工路线的方法。 3.研究内容: 图1所示为车床的传动轴,轴上开有键槽用来安装齿轮以传递运动和动力,两端是安装滚动轴承的支承轴颈。完成该传动轴零件的机械加工工艺过程设计。工艺设计的具体内容包括: 一、进行零件主要部分的技术要求分析研究; 1、本零件是传动轴,传动过程中只传递转矩而不承受弯矩,可以通过热处理方法提高轴的耐磨性和抗疲劳强度。 2、此传动轴的形状简单,属于对称零件,同时阶梯轴很少,而且各段直径相差不太大。 3、轴上需磨削的轴段都设计出了砂轮越程槽,而且砂轮越程槽都是统一大小的。 4、传动轴上的各个键槽开在同一母线的位置上,便于加工。键槽和齿轮通过与键配合,实现动力的传递。 5、轴端设有倒角,以便于装配,并且轴肩高度不妨碍零件的拆卸。 6、此传动轴设计成两端小中间大的形状,便于零件从两端装拆。
7、Φ17圆柱表面为支撑轴颈与滚动轴承相配合,对其要求圆柱度公差则可控制横剖面和轴剖面内的各种形状误差。 8、Φ24圆柱面要与齿轮配合,为保证其平稳性和减少噪音,对其表面有径向全跳动的要求。 9、Φ24和Φ32轴段处的轴肩用于定位,防止其端面圆跳动产生偏心。 10、轴上键槽有对称度要求,一般来说键槽都有对成度公差。 二、确定传动轴的材料、毛坯的制备方法及工艺、热处理工艺; 1、选用材料为45钢,由于此车床传动轴是一般的阶梯轴,并且各阶梯的直径相差小,则可以直接以热轧圆柱棒料做毛坯。 2、选用调质和表面淬火的热处理工艺。 三、进行加工工艺分析; 1、传动轴大多是回转表面,主要是采用车削和外圆磨削。由于该轴主要 2、该传动轴加工划分为三个加工阶段,粗车,半精车,粗精磨各处外圆。各加工阶段大致以热处理和铣键槽为界。 四、确定定位基准; 此传动轴是精度要求高的轴类零件,因此先以毛坯外圆为粗基准,加工两端面及中心孔,再以中心孔定位完成各表面的粗加工;精加工开始先再修整中心孔,以提高轴在精加工时的定位精度,再以中心孔为精基准加工外圆。 五、制定传动轴的加工顺序; 1、外圆表面加工顺序应为,先加工大直径外圆,然后再加工小直径外圆,以 2、轴上的键槽等表面的加工应在外圆精车或粗磨之后,精磨外圆之前。 3、为了改善工件材料的力学性质而进行的热处理工艺调质、表面淬火通常安排在粗加工之后、加工之前进行。 六、制定传动轴的加工路线; 车端面和钻中心孔—粗车—半精车—调质—表面淬火—粗磨—铣键槽—精磨外圆—去毛刺 车床传动轴的机械加工工艺路线
传动轴加工工艺设计
机械制造工艺学课程设计 --传动轴加工工艺设计 班级: 指导老师: 组员:
传动轴机械加工工艺 轴类零件是常见的典型零件之一。按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。 台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。 1.零件图样分析
图A-1 图A-1所示零件是减速器中的传动轴。它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。轴肩一般用来确定安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有
一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。 根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M,N,外圆P、Q以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。这些技术要求必须在加工中给予保证。因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。 毛坯图 2.确定毛坯 该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。
本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢60mm的热轧圆钢作毛坯。 3.确定主要表面的加工方法 传动轴大都是回转表面,主要采用车削与外圆磨削成形。由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。外圆表面的加工方案(参考表A-3)可为: 粗车→半精车→磨削。
一级直齿圆柱齿轮减速器输出轴的轴系部件设计(上海大学机械设计2大作业)
机械设计大作业 设计题目:一级直齿圆柱齿轮减速器输出轴的轴系部件设计 内装: 1.设计任务书1份 2.设计计算说明书1份 3.装配工作图1张 学院机电工程及自动化 专业机械工程及自动化 学号 11121112 设计者华爆会 指导教师傅燕鸣 完成日期 2014年2月9日 成绩
机械设计大作业计算说明书 设计题目:一级直齿圆柱齿轮减速器输出轴的轴系部件设计 学院机电工程及自动化 专业机械工程及自动化 学号 11121112 设计者华爆会 指导教师傅燕鸣 完成日期 2014年2月9日
一、确定齿轮结构尺寸,计算作用在齿轮上的作用力 1.1选择齿轮的结构型式 根据《机械设计课程设计手册》第16章第5节,确定齿轮结构为齿轮轴。 1.2计算输出轴的转矩T m N 25.1871530 .39550T 2 n P 95502?=?= = 1.3计算作用在齿轮上的圆周力、径向力 N 72.1104)113003.0/(25.1872)z m /(T 2d /T 2F 2222t =??=?== N 09.40220tan 72.1104tan F F 2t 2r =?=α?= 二、选择轴的材料 因传递的功率不大,并对质量及结构尺寸无特殊要求,所以初选轴的材料为45钢,并经过调质处理。查《机械设计课程设计手册》表16-1,得:轴材料的硬度为 217~225HBW ,抗拉强度极限MPa 640B =σ,屈 服强度极限 MPa 355s =σ,弯曲疲劳极限 MPa 2751=σ-,剪切疲劳极限MPa 1551=τ-, 许用弯曲应力 MPa 60][1=σ-;查表16-2,得 103~126A 0=。 m N 25.187T 2?= N 72.1104F 2t = N 09.402F 2r = MPa 640B =σ MPa 355s =σ MPa 2751=σ- MPa 1551=τ- MPa 60][1=σ- 103~126A 0=
设计-传动轴-机械制造技术基础
毕业设计 题目:传动轴的工艺设计 院系:机电工程系 专业:机电一体化 姓名:吕书星 班级:机电六班 学号:2010010306036 指导教师:孔祥林
目录 前言------------------------------------------------------2 课程设计简要分析------------------------------------------3 1 零件最小直径的确定--------------------------------------4 2 零件的工艺分析------------------------------------------4 3 工艺计算与设计------------------------------------------5 3.1 毛坯选择---------------------------------------------5 3.2 工艺路线的确定---------------------------------------5 3.2.1 确定零件的定位基准与装夹方式----------------------5 3.2.2 主要表面加工方法的确定----------------------------6 3.2.3 装夹方式------------------------------------------6 3.2. 4 划分阶段------------------------------------------7 3.2. 5 热处理工序安排------------------------------------7 3.2.6 加工方法的选择和加工方案的确定--------------------8 4 工序与工步的划分---------------------------------------10 4.1 工序的划分------------------------------------------10 4.2工步的划分-------------------------------------------11 4.3加工顺序及加工路线的确定-----------------------------11 4.3.1 零件加工必须遵守的安排原则------------------------11 4.3.2进给路线-------------------------------------------11 4.4 加工尺寸和切削用量----------------------------------12 4.5拟定工艺过程-----------------------------------------12
机械制造技术基础(课程设计)减速器传动轴设计
机械制造技术基础 课程设计 设计题目: 减速器传动轴 学校: 陕西科技大学 学院: 机电学院 专业类别: 机械设计制造及其自动化班级: 机械046 姓名: 杨孟博 学号: 51404627 指导教师: 张斌 起始日期: 2007年1月9 日 完成日期: 2007年1月25 日 成绩:
传动轴零件的加工工艺规程 1 机械制造课程设计 题目:设计“减速器传动轴”零件的机械加工工艺规程(年产量为5000件) 内容:(1)零件图 1张(A3) (2)毛坯图 1张(A3) (3)工序简图 1张(A2) (4)工序卡片 2张 (5)课程设计说明书 1份 班级:机械046 学生:杨孟博 指导教师:张斌 学号: 51404627 2007年 1月25日
陕西科技大学课程设计说明书 2 目录 1 设计说明 (4) 1.1题目所给的零件是传动轴 (4) 1.2 零件的工艺分析 (4) 1.3 其主要加工表面位置要求 (4) 1.4零件的材料 (4) 2 工艺规程的设计 (5) 2.1 零件表面加工方法的选择 (5) 2.2制定工艺路线 (6) 3 机械加工余量﹑工序尺寸及毛坯尺寸的确定 (6) 3.1 确定加工余量 (6) 3.2 确定毛坯尺寸 (7) 4 确定切削用量及基本工时 (8) 4.1 车两端面 (9) 4.2 计算切削用量 (9) 5: 选择量具 (15) 5.1 选择刀具 (15) 5.2 选择量具 (15) 6:总结 (16) 7:参考文献 (17)
传动轴零件的加工工艺规程 3 机械制造基础课程设计说明书 本次设计是在基本学完大学基础课,技术基础课以及大部分专业课后进行的。是在毕业设计之前做的较全面较深入地对所学各课程进行的综合性复习及应用。为我提供了一次理论联合实际训练的机会,在我的大学生涯中占有非常重要的地位。 我希望通过本次课程设计对自己的综合性训练,从中锻炼自己的独立思考问题,解决问题的能力,为今后的自己未来生活及工作打下一个良好的基础。 但由于能力有限,此设计难免有不宜之处。恳请各位老师及同学给予指教。
二级减速器 课程设计 轴的设计
轴的设计 图1传动系统的总轮廓图 一、轴的材料选择及最小直径估算 根据工作条件,小齿轮的直径较小(),采用齿轮轴结构, 选用45钢,正火,硬度HB=。 按扭转强度法进行最小直径估算,即初算轴径,若最小直径轴段开有键槽,还要考虑键槽对轴的强度影响。 值由表26—3确定:=112 1、高速轴最小直径的确定 由,因高速轴最小直径处安装联 轴器,设有一个键槽。则,由于减速器输入轴通过联轴器与电动机轴相联结,则外伸段轴径与电动机 轴径不得相差太大,否则难以选择合适的联轴器,取,为
电动机轴直径,由前以选电动机查表6-166:, ,综合考虑各因素,取。 2、中间轴最小直径的确定 ,因中间轴最小直径处安装滚动 轴承,取为标准值。 3、低速轴最小直径的确定 ,因低速轴最小直径处安装联轴 器,设有一键槽,则,参 见联轴器的选择,查表6-96,就近取联轴器孔径的标准值。 二、轴的结构设计 1、高速轴的结构设计 图2 (1)、各轴段的直径的确定 :最小直径,安装联轴器 :密封处轴段,根据联轴器轴向定位要求,以及密封圈的标准查表6-85(采用毡圈密封), :滚动轴承处轴段,,滚动轴承选取30208。 :过渡轴段,取 :滚动轴承处轴段
(2)、各轴段长度的确定 :由联轴器长度查表6-96得,,取 :由箱体结构、轴承端盖、装配关系确定 :由滚动轴承确定 :由装配关系及箱体结构等确定 :由滚动轴承、挡油盘及装配关系确定 :由小齿轮宽度确定,取 2、中间轴的结构设计 图3 (1)、各轴段的直径的确定 :最小直径,滚动轴承处轴段,,滚动轴承选30206 :低速级小齿轮轴段 :轴环,根据齿轮的轴向定位要求 :高速级大齿轮轴段 :滚动轴承处轴段 (2)、各轴段长度的确定 :由滚动轴承、装配关系确定 :由低速级小齿轮的毂孔宽度确定 :轴环宽度 :由高速级大齿轮的毂孔宽度确定
机械设计制造工艺学课程设计-减速器的传动轴
- 报告题目: 减速器传动轴加工工艺 学 院: 职业技术学院 专 业: 机械设计制造及其自动化 年 级: 2011级 学 号: 1120020285 学生姓名: 韩 俊 指导教师: 陈 慧 2013 年 12 月 24 日机械制造工艺学 课程设计
【摘要】:随着步入21世纪,科技的不断发展,数控技术在大多行业当中发挥着越来越重要的作用。我们通过对数控加工的工艺特点、加工零件工艺性等进行分析,选择正确的加工方法,设计合理的加工工艺过程,根据被加工工件的材料、轮廓形状、加工精度等选用合适的机床,制定优化加工方案,确定零件的加工顺序,各工序所用刀具,夹具和切削用量等,编写加工零件的工序,得出最优的合理方案。 【关键词】:减速器传动轴加工工艺工艺路线尺寸链换算
一、实训题目 (1) 二、实训目的 (1) 三、实训过程 (1) 1.零件工艺分析 (1) (1)零件的结构及其工艺性分析 (1) (2)零件技术要求分析 (1) 2.毛坯的选择 (2) (1)毛坯的选择 (2) (2)毛坯形状及尺寸的确定 (2) 3.定位基准的选择 (3) (1)粗基准的选择: (3) (2)精基准的选择: (3) 4.工艺路线的拟定 (3) (1)加工方法的选择和加工阶段的划分 (3) (2)工艺路线的拟定 (3) 5.工序余量和工序尺寸的确定 (3) 6.零件表面加工方法的选择 (6) (1)粗加工阶段 (6) (2)半精加工阶段 (6) (3)精加工阶段 (6) 7.加工顺序的确定 (6) (1)基面先行原则 (6)
(2)先粗后精 (7) (3)先面后孔 (7) (4)工序划分的确定 (7) 8.设备选择 (8) 9.刀具选择 (8) 10.量具选择 (8) 四、课程设计总结 (9) 五、参考文献 (10)
减速器的机械设计.doc
输送机连续工作,单向运转,载荷变化不大,空载起动,使用期限10年(1年=300天),两班制工作,输送带速度容许误差为±5%。输送带F=1300N 输送带速度=0.8m/s 滚筒直径360mm 仅供参考 一、传动方案拟定 第二组第三个数据:设计带式输送机传动装置中的一级圆柱齿轮减速器 (1)工作条件:使用年限10年,每年按300天计算,两班制工作,载荷平稳。(2)原始数据:滚筒圆周力F=1.7KN;带速V=1.4m/s; 滚筒直径D=220mm。 运动简图 二、电动机的选择 1、电动机类型和结构型式的选择:按已知的工作要求和条件,选用 Y系列三相异步电动机。 2、确定电动机的功率: (1)传动装置的总效率: η总=η带×η2轴承×η齿轮×η联轴器×η滚筒 =0.96×0.992×0.97×0.99×0.95 =0.86 (2)电机所需的工作功率: Pd=FV/1000η总 =1700×1.4/1000×0.86 =2.76KW 3、确定电动机转速: 滚筒轴的工作转速: Nw=60×1000V/πD =60×1000×1.4/π×220 =121.5r/min 根据【2】表2.2中推荐的合理传动比范围,取V带传动比Iv=2~4,单级圆柱齿轮传动比范围Ic=3~5,则合理总传动比i的范围为i=6~20,故电动机转速的可选范围为nd=i×nw=(6~20)×121.5=729~2430r/min 符合这一范围的同步转速有960 r/min和1420r/min。由【2】表8.1查出有三种适用的电动机型号、如下表 方案电动机型号额定功率电动机转速(r/min)传动装置的传动比 KW 同转满转总传动比带齿轮 1 Y132s-6 3 1000 960 7.9 3 2.63 2 Y100l2-4 3 1500 1420 11.68 3 3.89 综合考虑电动机和传动装置尺寸、重量、价格和带传动、减速器的传动比,比较两种方案可知:方案1因电动机转速低,传动装置尺寸较大,价格较高。方案2适中。故选择电动机型号Y100l2-4。 4、确定电动机型号
传动轴的加工工艺设计书
传动轴机械加工工艺规程设计 说明书 设计人:陈浩 专业:机制 班级:1006 学号:22号
目录 摘要 (3) 关键词 (3) 1.零件图样分析 (3) 2.毛坯的确定 (4) 3.工艺分析 (5) 4.工艺路线的拟定 (6) 5.切削用量的选择 (6) 6.工序尺寸及其公差的确定 (9) 7.机械加工程序 (9) 7.1确定加工方法 (9) 7.2机床选择 (10) 7.3刀具选择 (10) 7.4量具选择 (11) 8.设计总结 (12) 9.参考文献 (13) 10.工序卡片编制 (14) 11.附录
传动轴的加工工艺设计 摘要:本设计通过传动轴零件图的分析,确定了该零件的毛坯材料及尺寸规格;通过对零件的加工工艺分析,确定了该零件的加工工艺路线,编写了详细的机械加工工艺文件:工艺过程卡片和工序卡片。零件在加工中必须保证重要尺寸的精度和表面质量,并对零件在加工过程中使用的设备和工装进行说明。 关键词:传动轴;尺寸;加工工艺 1、零件图样分析 传动轴是某机器中的一个重要传输动力的零件,属于典型的轴类零件。其形状结构如下图:
图中以Φ20±0.01mm 的外圆与Φ25±0.025mm 的外圆公共轴线为基准,作为装配要求,加工零件的其它外圆基准。001 01.035+-φ圆和0 025.035-φmm 外圆轴线有跳动公差,公差值为0.03mm ,零件表面粗糙度最小数值为Ra0.8μm ,零件采用材料为45号钢在加工过程中有调质的要求,这样有利于改善零件的加工综合性能,故加工过程中应适时转序。该传动轴零件形状为较简单的阶梯轴,结构简单。为实现轴的准确传递动力和轴与轴之间的精密配合,要求很高的精度等级和表面粗糙度。为了在传力过程中承受交变扭转负荷和冲击,传动轴需要有良好的力学综合性能,一般要对其进行调质处理,材料可为45号钢,就可以达到它的使用要求.分析零件图可知,传动轴两端面和各阶梯轴端面均要求切削加工,并在轴向方向上均高于相邻表面,这样既减少了加工面积,又提高了接触刚度;为了加工阶梯轴,需在加工前切出退刀槽,以方便在加工外圆表面时退刀,避免刮伤加工好的端面;在加工各重要外圆表面时,可以两端定位,通过粗车、半精车、粗磨、精磨来达到技术要求,加工起来比较方便;键槽加工也可以在车床上用铣刀铣出来。总体上,主要工作表面虽然加工精度和表面粗糙度要求相对较高,但也可以在正常的生产条件下,采用较经济的方法保质保量地加工出来。由此可见,该零件的工艺性较好。 2、毛坯的确定 在制订工艺规程时,合理选择毛坯不仅影响到毛坯本身的制造工艺和费用,而且对零件机械加工工艺、生产率和经济性也有很大的影响。由于零件属于轴类,用来传递动力的要求有较好的韧性,加上径向尺寸变化较大,故采用锻件最为适宜,锻件的毛坯余量选择单边为3mm,相比棒料而言减少了加工余量。零件采用的是45钢,具有较好综合机械性能。为了提高生产率,降低成本,故在中批量生产中采用模锻制造毛坯,毛坯总长为156mm 。
一级减速器设计
初步设计 1. 设计任务书 设计课题:带式运输机上的一级闭式圆柱齿轮减速器。设计说明:1)运输机连续单向运转,工作负荷平稳,空载起动。 2)运输机滚筒效率为0.96,滚动轴承(一对)效率η =0.98-0.99 。 3)工作寿命10 年,每年300 个工作日,每日工作16 小时(大修期 4)电力驱动,三相交流电,电压380/220V 5)运输容许速度误差为5%。 2. 原始数据 参数 编号21 运输带拉力F(N)1850 滚筒直径D (mm )500 运输带速度V(m/s ) 2.00 3. 传动系统方案的拟定 一级展开式圆柱齿轮减速器带式运输机的传动示意图) 3 年)。
电动机的选择
1000 2.00 76.39r /min 500 2~ 4 ,一级圆柱齿轮减速器传动比 i 2 3 ~ 6 ,则总传动比合理围 为i a 6~ 24 ,故电动机转速的可选围为 n d i a n (6 ~ 24) 76.39 458.34 ~ 1833.36r / min 3. 电动机型号的选定 按照工作要求和条件,选用三相鼠笼异步电动机, 1. 电动机的容量选择 Y 系列,额定电压 380V 。 电动机所需的工作功率为 P d P w kW a 工作机所需工作功率为 P w 10F 0v 0kW 因此 P d 100F 0v a kW 由电动机至运输带的传动总效率为 式中: 1 、 2 、 3、 4、 5分别为带传动、 轴承、齿轮传动、联轴器和滚筒的传动效率。 取 1 0.96 , 2 0.98 (滚子轴承 ), 0.97 (齿轮精度 8 级,不包括轴承效率 ), 所以 0.99 (齿轮联轴器 ), 5 0.96 ,则 0.96 0.983 0.97 0.99 0.96 0.83 P d Fv 1000 a 1850 2.00 4.5kW 1000 0.83 2. 确定电动机转速 滚筒轴工作转速为 60 1000v 60 取 V 带传动的传动比 i 1'
传动轴轴的加工工艺规程的设计
传动轴轴的加工工艺规程 的设计 The Standardization Office was revised on the afternoon of December 13, 2020
承德石油高等专科学校机械工程系 机械加工工艺规程编制工程实践报告 姓名:高武梁 专业班级:机械制造与自动化1005 学号: 35 机械工程系
2012年5月10日 绪论 所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺规程来体现。因此,机械加工工艺规程的设计是一项十分重要而又非常严肃的工作。 制订机械加工工艺规程的原则是:在一定的生产条件下,在保证质量和生产进度的前提下,能获得最好的经济效益。制订工艺规程时,应注意以下三方面的问题: 1、技术上的先进性 2、经济上的合理性3、有良的劳动条件,避免环境污染 本机械加工工艺规程的编制通过传动轴零件图的分析,确定了该零件的毛坯材料及尺寸规格;通过对零件的加工工艺分析,确定了该零件的加工工艺路线,编写了详细的机械加工工艺文件:工艺过程卡片和工序卡片。 关键字:传动轴、零件、刚度、强度、表面法兰
ABSTRACT The so-called mechanical processing procedure, it is to point to provisions products or components in machining technology process and operation method of process documents. The size of the production, process of level and process problems to solve all the methods and means of the machining process planning to reflect. Therefore, the machining process planning design is a very important and very serious work. Make the machining process planning principle is: in certain production conditions, the quantity and the guarantee production progress, under the premise of the best economic benefit. Develop technical process, we should pay attention to the following three problems: 1, technical advanced 2, economic rationality 3, have good working conditions, and avoid the pollution of the environment This mechanical processing procedure of transmission shaft parts through the analysis of the graph, determine the components of the blank material and size; Through the analysis of the technology of parts processing, to determine the parts processing process route, write detailed machining process documents: process card and process card.
传动轴加工工艺及夹具设计
武昌职业技术学院 毕业设计(论文)题目传动轴加工工艺及夹具设计 院系名称机电工程学院 班级 11级机械制造一班 学生姓名胡鹏缘 学号 时间 2014-5-20
摘要 通过在校期间对传动轴的学习和认识对传动轴进行一下系统的分析和设计,支承传动件的零件称为轴。轴类零件毕业设计是机械工程类专业学生完成本专业教学计划的最后一个极为重要的实践性教学环节,是使学生综合运用所学过的基本理论、基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。这对学生即将从事的相关技术工作和未来事业的开拓都具有一定意义传动轴是组成机器零件的主要零件之,一切做回转运动的传动零件(例如:齿轮,蜗轮等)都必须安装在传动轴上才能进行运动及动力的传动,传动轴常用于变速箱与驱动桥之间的连接。这种轴一般较长,且转速高,只能承受扭矩而不承受弯矩。应该使传动轴具有足够的刚度和高临界转速,在强度计算中,由于所取的安全系数较大,从而使轴的尺寸过大,本文讨论的传动轴工艺设计方法,并根据现行规范增添了些表面处理的方式比如表面发兰。 关键词:传动轴,零件,刚度,强度,表面发兰 目录 摘要 (Ⅰ) 1概述 (1) 1.1 问题的提出及研究意向 (1) 1.2 本文研究的目的和研究内容 (2) 2零件的分析 (1) 2.1生产纲领......................................... 2.2零件的作用....................................... 2.3零件的工艺分析 ................................... 2.4零件表面加工方法................................. 3加工方案的选择 ......................................................................... 3.1方案选择......................................... 3.2加工的技术要求................................... 4确定毛坯 ....................................................................................... 4.1传动轴毛坯.......................................
传动轴轴的加工工艺规程的设计
承德石油高等专科学校机械工程系 机械加工工艺规程编制工程实践报告 姓名:高武梁 专业班级:机械制造与自动化1005 学号: 35 机械工程系 2012年5月10日
绪论 所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺规程来体现。因此,机械加工工艺规程的设计是一项十分重要而又非常严肃的工作。 制订机械加工工艺规程的原则是:在一定的生产条件下,在保证质量和生产进度的前提下,能获得最好的经济效益。制订工艺规程时,应注意以下三方面的问题: 1、技术上的先进性 2、经济上的合理性3、有良的劳动条件,避免环境污染 本机械加工工艺规程的编制通过传动轴零件图的分析,确定 了该零件的毛坯材料及尺寸规格;通过对零件的加工工艺分析, 确定了该零件的加工工艺路线,编写了详细的机械加工工艺文件: 工艺过程卡片和工序卡片。 关键字:传动轴、零件、刚度、强度、表面法兰
ABSTRACT The so-called mechanical processing procedure, it is to point to provisions products or components in machining technology process and operation method of process documents. The size of the production, process of level and process problems to solve all the methods and means of the machining process planning to reflect. Therefore, the machining process planning design is a very important and very serious work. Make the machining process planning principle is: in certain production conditions, the quantity and the guarantee production progress, under the premise of the best economic benefit. Develop technical process, we should pay attention to the following three problems: 1, technical advanced 2, economic rationality 3, have good working conditions, and avoid the pollution of the environment This mechanical processing procedure of transmission shaft parts through the analysis of the graph, determine the components of the blank material and size; Through the analysis of the technology of parts processing, to determine the parts processing process route, write detailed machining process documents: process card and process card. Key word: drive shaft, parts, stiffness, strength, surface flange
二级圆柱齿轮减速器输入轴设计及校核
输入轴设计及校核 高速级:,,, ?z 1121?z 1263?b 1150mm ?b 1242mm 低速级:,, , ?z 2131?z 2285?b 2170mm ?b 2262mm ,?m 2.0mm ?α20deg 1.求输入轴上的功率、转速和转矩P 1n 1T 1 ,?P 1 2.16kW ,?n 1940rpm ?T 121.94N·m 2.求作用在齿轮上的力 由已知高速级小齿轮的分度圆直经为 ?d 11=?m z 1142mm ?F t =――2T 1d 11???1.045103 ??N ?F r =?F t tan (α)380.262N 圆周力,径向力的方向如图15-24所示。 F t F r 3.初步确定轴的最小直径 按P366式15-2初步计算轴的最小直径。选取轴的材料为45钢,调质处理。根据P366表15-3,,取,于是得 ≥≥25MPa τT 45MPa ?τT 30MPa ? d min = ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄3 ―――― P 1 ?0.2τT n 1 15.407mm ?A 0120? d min =? ̄ ̄ ̄ ̄3 ――2.16 940 A 015.835输出轴的最小直径显然是安装联轴器处轴的直经(图15-26)。为d 1_2了使所选直经与联轴器的孔经适应,故需同时选取联轴器的型号。 d 1_2查P347表14-1,考虑到转矩变化很小,故取,则:?K A 1.5?T ca =?K A T 1???3.291104 ???N mm 根据计算转矩应小于公称转矩的条件,查标准GB/T5014-2003或手册,选用LT4型弹性套柱销联轴器,其公称转矩为。半联轴?63000N mm 器的孔径,故取,半联轴器长度?d 120mm ?d 1_220mm ,半联轴器与轴配合的毂孔长度?L 52mm ?L 138mm 4.轴的结构
(9) 减速器轴的设计计算
轴的设计 1、轴的机构设计 (1) 轴的设计计算 ① 轴的直径的确定(Ⅰ轴) 按扭转强度条件计算: 3 n p A d o ≥ 其中:首选45号钢进行设计,查表A O =120, P=10.56 ,n=486.7r/min 于是d 1≥33.47 取d 1=34m ②作用在齿轮上的力 F t = 112d T =310 33.7723.2072??=5.34?103 N (其中:T 1为Ⅰ轴受到的转矩,d 1为齿轮1的直径) F r =F t β cos tan n a ? =2?103 N (其中:αn 为齿轮的压力角,β为螺旋角) F a =F t ·tan β=1342N 同理可求得Ⅱ轴、Ⅲ轴的直径和轴上齿轮的受力: Ⅱ轴 d 2≥42.4 mm 取d 2=45 mm 轴上齿轮的受力:F t =2700 N 、F r = 1023 N 、 F a =780 N Ⅲ轴 d 3≥63.7 mm 取d 3=65 mm 轴上齿轮的受力:F t =8340 N 、F r =3100 N 、 F a =1800 N (2) 校核轴上轴承的受力和轴承的寿命 Ⅰ轴 1、求轴承受到的径向载荷F r1和F r2 将轴系部件受到的空间力系分解为铅垂面和水平面的两个力系,如下图所示
根据图示力的分析可知道:由图(b )得 F r1v = 5.1905.6625.661 +? -?d Fa Fr = 5 .1905.6625.678145.661007.13+? -??=170N F r2v =F r -F r1v =1070-170=900N F r1H = 5 .1905.665.66+F t =7.29?102 F r2H =F r -F r1H =2820-729=2091 F r1=2 2 11H r F F v r +=22900170+=748.6 N F r2=2 222H r v r F F +=2 22091729+=2276.5 N 2 求两轴承的计算轴向力F a1和F a2 对于70000AC 型轴承,按表13-7轴承的派生轴向力为 F d =0.68?F r (5-8)