盾构机吊装作业工序方案
盾构机吊装作业工序方案1盾构机吊装流程图
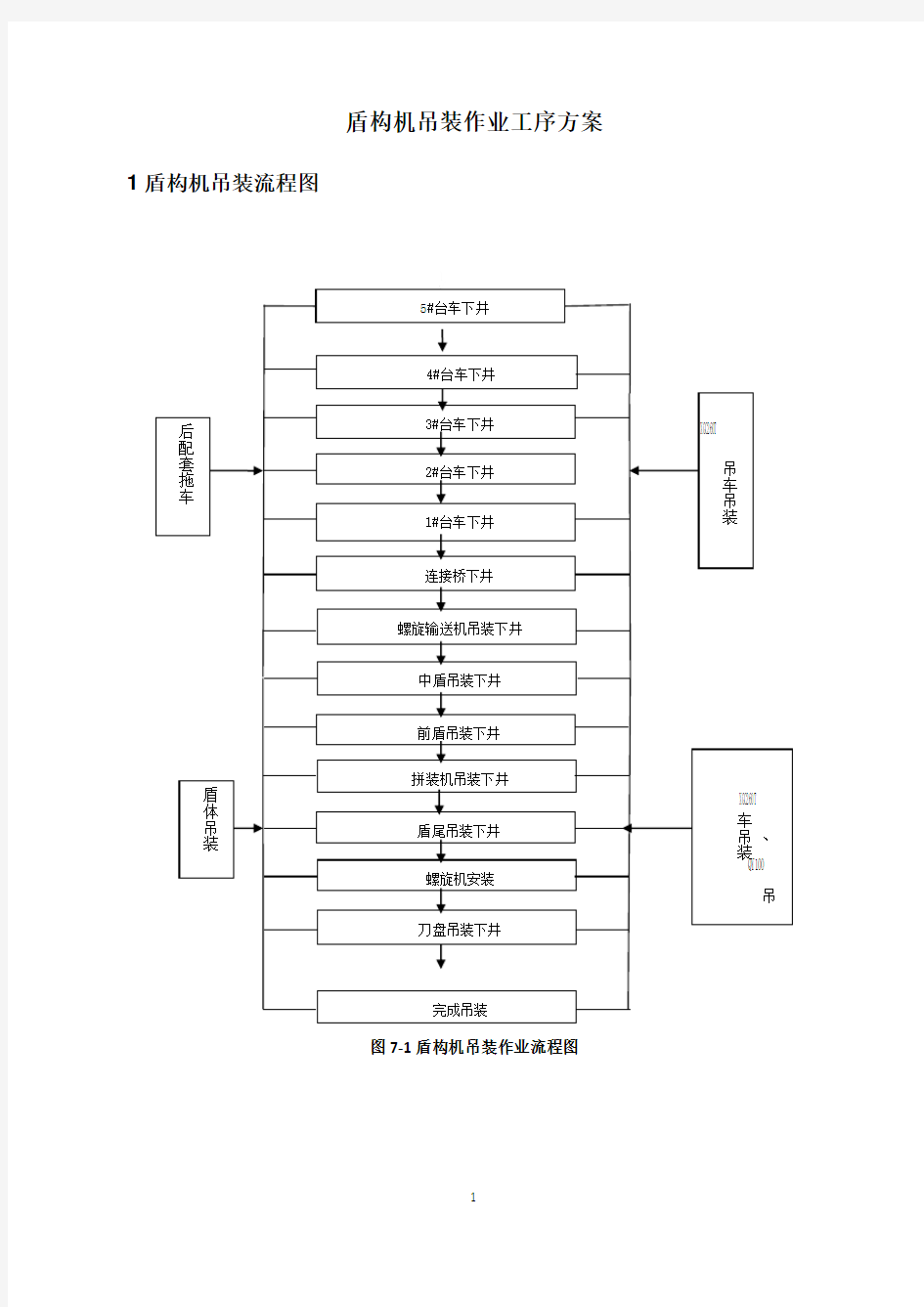
图7-1盾构机吊装作业流程图
2盾构机吊装具体过程
2.1后配套拖车吊装
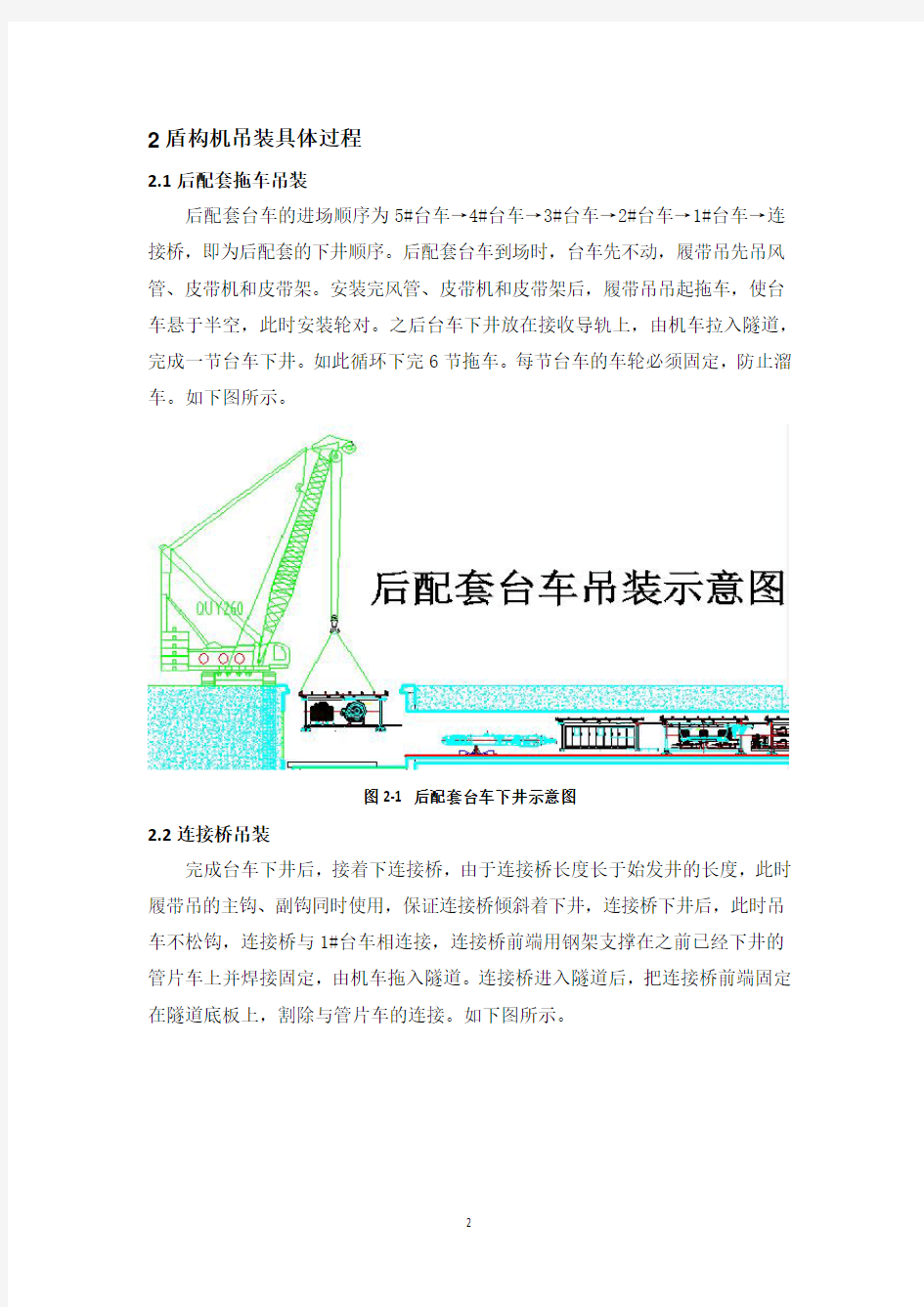
后配套台车的进场顺序为5#台车→4#台车→3#台车→2#台车→1#台车→连接桥,即为后配套的下井顺序。后配套台车到场时,台车先不动,履带吊先吊风管、皮带机和皮带架。安装完风管、皮带机和皮带架后,履带吊吊起拖车,使台车悬于半空,此时安装轮对。之后台车下井放在接收导轨上,由机车拉入隧道,完成一节台车下井。如此循环下完6节拖车。每节台车的车轮必须固定,防止溜车。如下图所示。
图2-1 后配套台车下井示意图
2.2连接桥吊装
完成台车下井后,接着下连接桥,由于连接桥长度长于始发井的长度,此时履带吊的主钩、副钩同时使用,保证连接桥倾斜着下井,连接桥下井后,此时吊车不松钩,连接桥与1#台车相连接,连接桥前端用钢架支撑在之前已经下井的管片车上并焊接固定,由机车拖入隧道。连接桥进入隧道后,把连接桥前端固定在隧道底板上,割除与管片车的连接。如下图所示。
图2-2 设备桥下井示意图
2.3螺旋输送机吊装下井
螺旋输送机是吊装的重难点,首先固定好设备桥后,推出管片车,在管片车上放上枕木,准备接收螺旋输送机。其次螺旋输送机由于长度的关系,也是倾斜着下井,下井后放在管片车上的枕木上,并和管片车固定在一起,然后用电瓶车或者手拉倒链拉入隧道。如下图所示。
图2-3 螺旋机下井示意图
2.4中盾吊装下井
(1)用260吊车主钩挂2根长度为12m,直径为65mm的钢丝绳在盾体外侧所焊接的4个吊耳上,用100t吊车的主钩挂2根长度为10m,直径为65mm的钢丝绳在中盾预留吊耳上。
(2)两吊车同时起吊将中盾抬起,离地面约200mm后,260t吊车缓慢提升,100t吊车缓慢下降直至不受力。此时260吊车4根钢丝绳受力,完成中盾翻身,
之后进行试吊。盾体垂直于地面后试吊15min-20min,同时观察吊耳、钢丝绳、地面等情况无异常后缓慢将中盾吊装下井。吊装时井上、井下指挥人员各1名,同时需有专职安全人员督察作业人员的安全。如下图所示。
260t吊100t吊
图2-4 中盾吊装翻身示意图
放在托架之前,需找准中盾的中心应与托架的中心对准,避免出现后续调整的返工过程。如下图所示。
图2-5 中盾下井示意图
2.5前盾吊装下井
前盾的翻身和吊装方法与中盾一样。
前盾下井时要保证刀盘驱动等部件已经安装到位,法兰盘面已经清洗干净。此时将前盾吊装到位,在由千斤顶将前盾推到与中盾安装连接位置,安装好密封,进行螺栓连接。如下图所示。
图2-6 前盾下井示意图
人闸与前盾连接螺栓M30×100-8.8共26颗,紧固扭矩1250Nm。启动辅助泵站,用2个100T千斤顶将中盾往前推移与前盾连接,连接面的O形圈需安装上,将119个M36X180-10.9和48个M36X120-10.9连接螺栓安装到位,并按要求紧固螺栓,紧固扭矩为3100 N.m。
工具材料:液压扳手、风动扳手(55、46套筒头)、焊机一台、氧气乙炔一套、100T千斤顶一对、泵站、扳手、硅胶1桶、撬棍、导链。
连接用零部件:
前盾与中盾连接螺栓:M36×170-10.9 132个
螺母: M36 132个
螺栓: M36×120-10.9 33个
垫片: 297个
密封圈: 1支
定位销: 2个
固定螺栓: M20×60-8.8 8个
垫片: 8个
人闸连接螺栓: M30X140-8.8 27只
垫片: 54个
密封圈: 1只
螺母: 27个
2.6拼装机的吊装下井
中、前盾连接完成后开始安装拼装机,吊装前需将拼装机两根行走梁用工字钢连接,以免吊装时出现变形,吊装时利用260t吊车的主副钩分别吊装两端头,以保证安装螺栓时方便螺栓孔的定位和连接。在行走梁的与中盾联接法兰端面处安装了两台3t导链,以便进行调节安装连接梁与中盾的法兰板。安装时先对好一侧梁的上部螺栓,穿入几颗螺栓后再整体紧定螺栓。吊机把拼装机两侧平台吊至井下进行安装到位。并按要求紧固48个M36×140-10.9的螺栓,紧固扭矩为3100 N.m。拼装机梁端头安装到位,连接12个M36×120-10.9的螺栓,紧固扭矩为3100 N.m 。
人员安排:工程师2名、焊工3名、维修工2名、掘进工班工人6名;
工具材料:液压扳手,风动扳手(55套筒头),焊机一台,氧气乙炔一套,扳手,3t导链2个,撬棍
零部件:连接螺栓:M36X140-10.9 28个
2.7盾尾的吊装下井
盾尾的翻身与中前盾同理,翻身完毕后将100t吊车所吊的两个吊点更换为260t吊车的副钩挂到该两盾体内部两点位,待盾尾下井达到拼装机上部时,用主副钩调整盾尾角度,使之避开拼装机干扰。吊装完成后与中盾留1米位置的缝隙,为螺旋机的安装创造条件。如下图所示。
图2-7 盾尾下井示意图
2.8盾尾的安装
用两个100t千斤顶推动盾尾,使其套入拼装机,在盾尾壳体两侧焊接吊环,用6t手扳葫芦拉盾尾,使盾尾与中盾相连接。安装盾尾内部14个铰接油缸,穿进φ80×200的连接销和两侧间隔圈,安装挡板并按要求紧固28个M20×40-8.8的挡板螺栓,紧固扭矩为360 N.m(51bar),同时割除底部翻转吊耳。密封压块的安装可与管路连接同时进行。
人员安排: 工程师2名、焊工2、维修工10人、电工2名;
工具材料: 撬棍、焊机一台、氧气乙炔一套、100T千斤顶一对、扳手、3t 的导链2个、6t导链2个、5t千斤顶、卡簧钳。
零部件:
油缸连接销 14个
连接销固定螺栓 28个(M20×40-8.8)
螺栓垫片 28个
连接销衬套 28个
盾尾连接部件:
注浆管路连接 4根
注脂管路 12根
铰接密封压板 45块
铰接密封部件:
压板螺栓 315个(M12×60-8.8)
盘根 3条
盘根压条 20条
紧急密封 1条
2.9螺旋机安装吊装
盾尾到位后将电瓶车轨道接入盾尾,把螺旋机从拖车内部用电瓶车缓慢推出,达到指定位置后用260t吊车的主钩将一端吊起,缓慢的往盾尾内部移动,并将螺旋机一端放置在拼装机V型梁上暂时受力并卸下主钩吊环,从中盾与盾尾预留间隙重新将主钩放下并挂好卸扣。另一端用吊车副钩起吊,呈角度往中盾内喂入,期间用10t葫芦固定螺旋机,避免左右摇摆而导致撞击其他部件。
固定好各部件连接螺栓后将设备桥与拼装机上部的拖行油缸连接,该盾构机部件吊装完成。
2.10刀盘的吊装
刀盘在井上装好刀具后,利用260t吊车的主钩和100t吊车的主钩进行翻身工作,刀盘因质量重、吊耳少,因此更应该密切关注吊耳安装质量。刀盘吊装时需用两根缆风绳连接在刀盘3、9点位置,避免吊装时造成碰撞及安装时方便定位使用。刀盘吊装下井后与前盾主驱动部件进行螺栓连接后才可卸钩。如下图所示。
图2-8 刀盘下井示意图
刀盘与前盾连接销柱、O形圈均安装好;260t履带吊机稍微将刀盘提起,接近前盾,在前盾上已经焊接好了的吊耳里挂好两个6T的导链,用2个6T导链拉住刀盘,使刀盘与前盾连接面对接;连接螺栓安装到位,并按扭矩要求紧固螺栓。
人员安排:工程师2名,电焊工2名,维修工10名;
使用工具:撬棍、导链、电焊机、100t推力千斤顶及液压泵站、液压扳手;
零部件:
刀盘与前盾螺栓: M42×180-10.9 36个
双头螺栓: M42×305-10.9 56个
连接销: 4支
连接销固定螺栓: 4支
连接销密封圈: 4支
螺栓保护帽: 56个
保护帽密封圈: 56支
大密封: 1支
小密封: 1支
螺母: 56个
垫片: 56个
3盾构机拆解
每班第一次起吊重物时必须进行试吊,将重物吊离地面20cm,试吊时间不少于10min,检查起重机的稳定性、制动可靠性,各部分情况正常后方可继续提升。
3.1盾构机拆卸流程
如下图3-1:
图3-1 拆机吊装流程图
3.2盾构机拆除实施过程
(1)安装定位接收托架
根据盾构机出洞姿态,安装接收托架。接收托架安装过程中应注意托架中心高度与盾体出洞姿态的关系,方便盾构机顺利上托架。定位完成后对托架另一端和两侧加焊钢支撑,并在轨面上涂抹润滑油脂,保证盾构机上托架时托架不错位变形。
(2)盾构机上托架
盾构机刀盘转完全脱出结构墙位置后停止转动,使用推进油缸将盾体缓慢顶出。
3.3吊耳的焊接及管线拆除
因盾构机主体吊耳已在始发前割除,吊出时需重新焊接吊耳。焊接必须由资质专业人员,严格按照有关标准进行。盾体吊耳焊接注意事项:
①作业人员须焊接防护栏、带好安全带,避免造成滑落,并穿带好特种作业配备的衣服、帽子、鞋子和手套。
②焊接时需配备两瓶干粉灭火剂,以备急用。
③二氧化碳保护焊机的气管、焊接钳严禁与气割管线混交。
④吊耳焊接完成后如自然气温低于15C°,应保温自然冷却,严禁直接用水或其他方式冷却。
⑤吊耳冷却后应做磁粉探伤和超声波探伤检验,检验合格并取得相关合格报告后才能进行吊装作业。
⑥吊耳焊接需委托专业资质的单位进行焊接,并出具相应检测报告。
在焊接吊耳的同时,开始对部分管线拆除。
3.4刀盘的拆除与吊装
刀盘吊耳安装的同时,安排人员对刀盘、土仓的泥土进行清理,并拆除旋转接头装置。完成后,将刀盘与主驱动螺栓进行拆除,但12点、3点、9点、6点位置各留5颗螺丝不拆。此时用260t吊车将刀盘吊耳连接,并吊受55t左右的起吊力,再拆除其余20颗螺栓。最后缓慢起吊到地面,用100t吊车辅助翻身,摆放在指定位置。刀盘拆卸后用千斤顶将盾体往前盾方向尽可能顶进,为螺旋机和盾尾拆卸预留空间。
3.5螺旋机的拆除和吊装
首先拆除螺旋机的驱动和闸门液压油管、润滑管路、泡沫管路和监控线缆后,利用260t吊车的主副钩拆除分别挂到螺旋机两端重吊耳呈斜型起吊,因需要更换吊点,所以利用两个10t链条葫芦挂到螺旋机中心部位,另一端挂到拼装机行走梁上起吊完成主钩更换吊点作业。螺旋机拆卸后放置在两管片车上,并利用两个2t葫芦固定后推入洞内。
3.6盾尾吊装上井
将盾尾与中盾的铰接油缸销拆除,并利用千斤顶将盾尾推离中盾。
利用260吊车的主副钩同时吊装,主钩钢丝绳挂在盾体顶部4个吊耳上,副钩钢丝绳挂在盾体内5、7点位置焊接的吊耳上,起吊时呈角度吊装,吊装时务必注意避开拼装机部件,以免造成碰击损坏。上井后放置在指定位置。
3.7拼装机的拆除与吊装
首先将拼装机旋转装置利用焊接方式固定,行走梁中间焊接一根100mm的槽钢,利用260t吊车的主钩4根钢丝绳分别挂在拼装机两端,受力后用风动扳手拆卸螺栓并起吊。上井后放置在已加工好的支架上并焊接牢固。
3.8前盾的拆除与吊装
首先将中前盾螺栓和人仓螺栓全部拆卸,将前盾中心位置轴线移动到离吊车中心位置10m以内。利用260t吊车的主钩和65mm的钢丝绳分别挂在前盾的4个吊耳上,找准吊点中心,然后缓慢起吊高度约200mm后停止5min,观察地表、钢丝绳、卸扣和焊接吊耳是否存在异常。起吊上井后用100t吊车挂到前盾内预留2吊耳上,进行翻身作业。
3.9中盾的拆除与吊装
将前盾中心位置轴线移动到离吊车中心位置10m以内,利用260t吊车的主钩和60mm的钢丝绳分别挂在前盾的4个吊耳上,找准吊点中心,然后缓慢起吊高度约200mm后停止5min,观察地表、钢丝绳、卸扣和焊接吊耳是否存在异常。起吊上井后用100t吊车挂到中盾内预留2吊耳上,进行翻身作业。
3.10螺旋机吊出
盾体部分吊装完毕后,在托架上铺设管片安装拖车和电瓶车轨道,用电瓶车缓慢将螺旋机从隧道内推出,并利用260t吊车主副钩呈斜型起吊上井。
3.11后配套台车吊装
利用卷扬机将台车拉到相应位置,吊出井面。
3.12托架的吊装
拖车吊装完毕后将托架吊装上井,盾构机拆卸和吊装工作完成。