宏程序应用指令
宏程序跳转及重复指令
跳转条件允许使用所有的比较运算和逻辑运算(结果: TRUE 或者FALSE)。如果这种运算的结果为TRUE,则执行程序跳转。TRUE(真实、准确) FALSE(错误)
程序分支(CASE ... OF ... DEFAULT ...)
CASE 功能可以检测一个变量或者一个计算函数当前值 (类型: INT),根据结果跳转到程序中的不同位置。
程序部分重复 (REPEAT, REPEATB, ENDLABEL, P)
功能:程序部分重复是指在一个程序中,可以任意组合重复已经编写的程序部分。需要重复的程序行或程序段落带有跳转标记(标签)。
带选项的程序循环 (IF, ELSE, ENDIF)
计数循环(FOR ... TO ...,ENDFOR)
功能:当一个带有一个确定值的操作程序被循环重复,计数循环就会被运行。
在循环开始处带有条件的程序循环(WHILE,ENDWHILE)
在循环结束处带有条件的程序循环(REPEAT,UNTIL)
宏程序的使用
大家都在问宏程序~其实说起来宏就是用公式来加工零件的,比如说椭圆,如果没有宏的话,我们要逐点算出曲线上的点,然后慢慢来用直线逼近,如果是个光洁度要求很高的工件的话,那么需要计算很多的点,可是应用了宏后,我们把椭圆公式输入到系统中然后我们给出Z坐标并且每次加10um那么宏就会自动算出X坐标并且进行切削,实际上宏在程序中主要起到的是运算作用..宏一般分为A类宏和B类宏.A类宏是以G65 Hxx P#xx Q#xx R#xx的格式输入的,而B类宏程序则是 以直接的公式和语言输入的和C语言很相似在0i系统中应用比较广.由于现在B类宏程序的大量使 用很多书都进行了介绍这里我就不再重复了,但在一些老系统中,比如法兰克OTD系统中由于它的MDI键盘上没有公式符号,连最简单的等于号都没有,为此如果应用B类宏程序的话就只能在计算机上编好再通过RSN-32接口传输的数控系统中,可是如果我们没有PC机和RSN-32电缆的话怎么办呢,那么只有通过A类宏程序来进行宏程序编制了,下面我介绍一下A类宏的引用; A类宏是用G65 Hxx P#xx Q#xx R#xx或G65 Hxx P#xx Qxx Rxx格式输入的xx的意思就是数值,是以um级的量输入的,比如你输入100那就是0.1MM~~~~~.#xx就是变量号,关于变量号是什么意思再不知道的的话我也就没治了,不过还是教一下吧,变量号就是把数值代入到一个固定的地址中,固定的地址就是变量,一般OTD系统中有#0~~~#100~#149~~~#500~#531关闭电源时变量#100~#149被初始化成“空”,而变量#500~#531保持数据.我们如果说#100=30那么现在#100地址内的数据就是30了,就是这么简单.好现在我来说一下H代码,大家可以看到A类宏的标准格式中#xx和xx都是数值,而G65表示使用A类宏,那么这个H就是要表示各个数值和变量号内的数值或者各个变量号内的数值与其他变量号内的数值之间要进行一个什么运算,可以说你了解了H代码A类宏程序你基本就可以应用了,好,现在说一下H代码的各个含义: 以下都以#100和#101和#102,及数值10和20做为例子,应用的时候别把他们当格式就行, 基本指令: H01赋值;格式:G65H01P#101Q#102:把#102内的数值赋予到#101中 G65H01P#101Q#10:把10赋予到#101中 H02加指令;格式G65 H02 P#101 Q#102 R#103,把#102的数值加上#103的数值赋予#101 G65 H02 P#101 Q#102 R10 G65 H02 P#101 Q10 R#103 G65 H02 P#101 Q10 R20 上面4个都是加指令的格式都是把Q后面的数值或变量号内的数值加上R后面的数 值或变量号内的数值然后等于到P后面的变量号中. H03减指令;格式G65 H03 P#101 Q#102 R#103,把#102的数值减去#103的数值赋予#101 G65 H03 P#101 Q#102 R10 G65 H03 P#101 Q10 R#103 G65 H03 P#101 Q20 R10 上面4个都是减指令的格式都是把Q后面的数值或变量号内的数值减去R后面的数 值或变量号内的数值然后等于到P后面的变量号中. H04乘指令;格式G65 H04 P#101 Q#102 R#103,把#102的数值乘上#103的数值赋予#101 G65 H04 P#101 Q#102 R10 G65 H04 P#101 Q10 R#103 G65 H04 P#101 Q20 R10 上面4个都是乘指令的格式都是把Q后面的数值或变量号内的数值乘上R后面的数
CAD宏命令
rec 空格长方形.正方形;ro 空格旋转;z 空格选中缩放 e 空格删除;ex 空格拉伸;s 空格缩放比例 z 空格e 空格> 全部显示;z 空格a 空格> 全屏缩放 z 空格p 空格>回到上一个缩放的任务;pl 空格pl 线 l 空格直线; c 空格圆; a 空格圆弧;di 空格测量直线距离li 空格整个图形信息;la 空格图层p 空格小手 z 空格空格缩放和小手;f 空格倒角;ml 空格ml 线 mirrtext 空格镜圆;dxfout 导出封闭形;AR: 阵列(array) pl 空格j 空格封闭图形;tr 空格修剪;x 空格炸开 B: 定义块;D: 尺寸资源管理器;F: 倒圆角;G: 对相组合 H: 填充;I: 插入;S: 拉伸;T: 文本输入 W: 定义块并保存到硬盘中;L: 直线;M: 移动;V: 设置当前坐标U: 恢复上一次操做;O: 偏移;F1: 获取帮助 F2: 实现作图窗和文本窗口的切换;F3: 控制是否实现对象自动捕捉 F4: 数字化仪控制;F5: 等轴测平面切换 F6: 控制状态行上坐标的显示方式;F7: 栅格显示模ro 空格旋转 ex 空格拉伸;z 空格a 空格> 全屏缩放;pl 空格pl 线 c 空格圆; a 空格圆弧;la 空格图层 f 空格倒角;dxfout 导出封闭形;tr 空格修剪;D: 尺寸资源管理器I: 插入;S: 拉伸;L: 直线;M: 移动;O: 偏移 F3: 控制是否实现对象自动捕捉面切换 F6: 控制状态行上坐标的显示方式;F式控制 F8: 正交模式控制;F9: 栅格捕捉模式控制 F10: 极轴模式控制;F11: 对象追踪式控制 Ctrl+B: 栅格捕捉模式控制(F9);Ctrl+C: 将选择的对象复制到剪切板上Ctrl+F: 控制是否实现对象自动捕捉(f3);Ctrl+G: 栅格显示模式控制(F7) Ctrl+J: 重复执行上一步命令;Ctrl+K: 超级链接;Ctrl+N: 新建图形文件 Ctrl+M: 打开选项对话框 AA: 测量区域和周长(area);AL: 对齐(align);AP: 加载*lsp程系AV: 打开视图对话框(dsviewer);SE: 打开对相自动捕捉对话框 ST: 打开字体设置对话框(style);SO: 绘制二围面( 2d solid) SP: 拼音的校核(spell);SC: 缩放比例(scale);SN: 栅格捕捉模式设置(snap) DT: 文本的设置(dtext);DI: 测量两点间的距离;OI:插入外部对相Ctrl+1: 打开特性对话框;Ctrl+2: 打开图象资源管理器;Ctrl+6: 打开图象数据原子 Ctrl+O: 打开图象文件;Ctrl+P: 打开打印对说框;Ctrl+S: 保存文件Ctrl+U: 极轴模式控制(F10);Ctrl+v: 粘贴剪贴板上的内容 Ctrl+W: 对象追踪式控制(F11);Ctrl+X: 剪切所选择的内容 Ctrl+Y: 重做;Ctrl+Z: 取消前一步的操作
WOW宏命令使用说明
1.常用的宏命令 1.1常用的宏命令 1.1.1.释放技能命令 ●/cast 释放一个或多个技能,可以加入一些条件判断,是最常用的命令 ●/castsequence 依次释放释放数个技能,同样可以加入一些条件判断,常见于所谓的"无脑宏" ●/use 使用一个物品,可以直接用物品名称也可以用物品栏位置 1.1. 2.动作命令 ●/cancelform 取消变形 ●/cancelaura 取消状态或增益 ●/startattack 开始攻击,一般写不写差别不大,释放技能会自动开始攻击的 ●/stopattack 停止攻击,与startattack相反,用于防止破除控制等功能,也不大会用到 ●/target /targetenemy 切换目标,用到的也不多,抓贼宏会用到,更多时候需要的反而是不切换目标的情况下对特定目标释放技能 ●/mount 召唤坐骑 ●/dismount 解散坐骑 1.1.3.语言表情命令 ●/1 /2 /3 /4 在不同的频道里面说话,1综合,2交易,3本地防务,4寻求组队
●/s /y /p /ra /bg 在不同的范围说话,s说,y喊,p小队,ra团队,bg战场 ●/e 做出一串表情,同时也可以/+内置表情 1.1.4.特殊命令 ●#showtooltip 显示技能描述,可以指定技能名或是缺省,让你的界面更有可读性●/focus 指定某个目标为焦点目标 ●/clearfocus 清除焦点目标 ●/stopmacro 停止宏,可加入条件判断 ●/console /script 控制命令,抓贼宏会用到 1.2常用的条件判断 1.2.1.目标条件判断 ●help noharm 目标为友方 ●harm nohelp 目标为敌方 ●exists 目标存在 ●dead nodead 目标死亡/存活 1.2.2.自身条件判断 ●stance:1/2/3/4/5/6 form:1/2/3/4/5/6 处在某形态中,对应为 野性:1熊,2水栖,3豹,4旅行,5飞行
新代宏程序实例
新代宏程序实例(总2页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
1、REPEAT直到型循环 REPEAT <循环体> UNTIL <条件表达式> END_REPEAT; 说明:REPEAT直到型循环控制,先执行循环体,后判断条件表达式,当条件满足时退出循环。 例如: % @MACRO // 启动MACRO语法% @MACRO (宏指令开始) #1=-0.2 REPEAT REPEAT(重复)G01Z#1F80; G1X-20.F700; #2=#1-0.2; G1Z#2F80; G1X-53.F700; #1=#1-0.4; UNTIL (#1<-2.6) END_REPEAT; UNTIL(到…为止,在…以前)END(结束,终止) M30; 2、WHILE当型循环 WHILE <条件表达式> DO→<循环体>→END_WHILE; 说明:WHILE当型循环控制,先判断条件表达式,当条件满足时执行循环体,否则退出循环。 例如: % @MACRO; #1=-0.2; WHILE (#14>-2.6) DO WHILE(虽然; 在…期间; 与…同时) IF #1<-2.6THEN EXIT; EXIT(退出; 退场; 离开; 去世) END_IF; G01Z#1F80; G1X-20.F700; #2=#1-0.2; G1Z#2F80; G1X-53.F700; #1=#1-0.4; END_WHILE; M30 3、FOR循环 FOR 翻译:p rep.为,为了; 倾向于; 关于; 当作;
新代宏程序实例
新代宏程序实例文件编码(GHTU-UITID-GGBKT-POIU-WUUI-8968)
1、R E P E A T直到型循环REPEAT <循环体> UNTIL <条件表达式> END_REPEAT; 说明:REPEAT直到型循环控制,先执行循环体,后判断条件表达式,当条件满足时退出循环。 例如: % @MACRO ,为了;?倾向于;?关于;?当作; conj.因为,由于;? FOR <循环变量> := <表达式1> TO <表达式2> [ BY <表达式3>] DO <循环体> END_FOR; 说明:FOR循环控制,式中各参数意义如下 循环变量——控制循环次数的变量; 表达式1——循环计数的起始值,可为整数或表达式; 表达式2——循环计数的终止值,可为整数或表达式; 表达式3——循环计数每次的累加值,可为整数或表达式; 循环体——循环每次执行内容; FOR循环执行过程为:先给循环变量赋起始值,然后判断循环变量是否为终止值,当循环变量已为终止值时退出循环,否则执行循环体,再对循环变量加上每次累加值, 4、无条件转移
GOTO转移语句 语法: GOTO n; 说明:无条件地跳到指定的n行号执行,其中n可为整数或表达式。GOTO常和IF语句搭配使用,那就是说当程序检查到某个条件满足时用GOTO语句去进一步处理,但应尽量少用该语句以提高程序可读性。 范例: % @MACRO Z10.; … N100 G01 X30. Z30.; … M02; EXIT循环中断语句 语法:EXIT; 说明:循环中断,跳离循环控制;用在循环控制中,通常EXIT都和IF 语句搭配使用,当某个条件满足后就跳离循环。请参考WHILE范例。
宏指令使用手册
EasyBuilder 500 Macro使用说明 一:文档说明 作者 : 程志刚 时间 : 2003年1月 版权所有 : 台湾威纶科技有限公司 概要 : 此文档为宏指令功能模块的使用文档,说明宏语言的语法,宏语言的使用,宏指令源程序编写的操作方法与操作顺序, 使用文档包含以下几个部分: 宏语言文本说明: 宏语言使用说明 宏指令程序与PLC的通信(包括本地地址LocalBit,LocalWord): 宏指令操作说明 有关宏指令使用的若干说明 编译错误提示 程序示例源程序 二:宏语言文本说明: 1: 常数与变量 a:常量 (1)十进制常量 (2)十六进常数 (3)单引号内的ASCII常量(字符常量) (4) 逻辑常量:True (非零),False(零) b:变量 (a)变量命名 必须以字每开头,其它字符可以是字每或数字,不得超过32个字符的长度 (b) 数据类型 (char) 字符类型 (int) 整数类型 32-bit (short) 短整数类型 16-bit (float) 浮点数类型 (bool ) 逻辑类型 2: 运算符 (1)赋值运算 赋值运算: = (2)算术运算: 加:+ 减:- 乘:*
除:/ 余:mod , (3)关系运算: 小于:< 小于等于:<= 大于:> 大于等于: >= 等于: == 不等于: <> (4)逻辑运算: 逻辑于:And 逻辑或:Or 逻辑Xor 逻辑非:Not (5)位运算: (a)移位运算 左移: << 右移: >> (b)逻辑位运算 位与运算: & 位或运算: | 位异或运算: ^ 位取反运算: ~ 3: 运算符的优先级: 表达式中执行多个操作时,每一部分都按规定的顺序计算,这种运算符间的计算次序,叫运算符的优先级 (1)同一种类运算符的优先顺序(按左到右,依次从高到低) 算术运算符 : ^ ?( * , / ) ? ( mod ) ? ( + , - ) 移位运算: 其出现的优先顺序,按在表达式中出现的次序从左到右进行处理 关系运算符 : 其出现的优先顺序,按在表达式中出现的次序从左到右进行处理 逻辑运算符 : Not ? And ? Or ? Xor, (2) 算术运算优先于位运算 位运算优先于关系运算 逻辑运算优先于赋值运算 4: 数组 (1)数组 : 只支持静态一维数组,形式为: 一维数组 : 数组名[数组的大小] 数组的下标为整数其可取值区间为0 --- 4294967295 下标最小值:零
SIEMENS系统宏程序(精校版本)
SIEMENS系统宏程序应用 一、计算参数 SIEMENS系统宏程序应用的计算参数如下: R0~R99----可自由使用; R100~R249----加工循环传递参数(如程序中没有使用加工循环,这部分参数可自由使用); R250~R299----加工循环内部计算参数(如程序中没有使用加工循环,这部分参数可自由使用)。 二、赋值方式 为程序的地址字赋值时,在地址字之后应使用“=”,N、G、L除外。 例:G00 X=R2 三、控制指令 控制指令主要有: IF 条件 GOTOF 标号 IF 条件 GOTOB 标号 说明: IF----如果满足条件,跳转到标号处;如果不满足条件,执行下一条指令; GOTOF----向前跳转; GOTOB----向后跳转; 标号----目标程序段的标记符,必须要由2~8个字母或数字组成,其中开始两个符号必须是字母或下划线。标记符必须位于程序段首;如果程序段有顺序号字,标记符必须紧跟顺序号字;标记符后面必须为冒号。 条件----计算表达式,通常用比较运算表达式,比较运算符见表6.6。 表6.6 比较运算符
比较运算符意义 == 等于 <> 不等于 > 大于 < 小于 >= 大于或等于 <= 小于或等于 例: …… N10 IF R1<10 GOTOF LAB1 …… N100 LAB1: G0 Z80 四、应用举例 例6-5:用镗孔循环 LCYC85加工图6.6所示矩阵排列孔,无孔底停留时间,安全间隙2mm。 N10 G0 G17 G90 F1000 T2 D2 S500 M3 N20 X10 Y10 Z105 N30 R1=0 N40 R101=105 R102=2 R103=102 R104=77 R105=0 R107=200 R108=100 N50 R115=85 R116=30 R117=20 R118=10 R119=5 R120=0 R121=10 N60 MARKE1:LCYC60 N70 R1=R1+1 R117=R117+10 N80 IF R1<5 GOTOB MARKE1 N90 G0 G90 X10 Y10 Z105 N100 M2
宏指令应用
宏指令应用 本篇文章主要介绍SKWorkshop(一下简称SK)中的宏指令的语句使用。 目录 一、 SK宏指令所支持的基本运算符 (1) 二、 宏指令的语句 (2) 三、 语句使用样例 (3) 1、i f语句样例 (3) 2、s witch语句样例 (5) 3、w hile语句样例 (6) 4、d o while语句样例 (7) 5、f or语句样例 (8) 一、 首先介绍一下SK宏指令所支持的基本运算符。 SK宏指令全面兼容标准C 语言(ANSI C89),运算符不仅具有不同的优先级,而且还有一个特点,就是它的结合性。在表达式中, 各运算量参与运算的先后顺序不仅要遵守运算符优先级别的规定,还要受运算符结合性的制约,以便确定是自左向右进行运算还是自右向左进行运算。这种结合性是其它高级语言的运算符所没有的,因此也增加了C语言的复杂性。 运算符的种类C语言的运算符可分为以下几类: 1.算术运算符 用于各类数值运算。包括加(+)、减(-)、乘(*)、除(/)、求余(或称模运算,%)、自增(++)、自减(--)共七种。 2.关系运算符 用于比较运算。包括大于(>)、小于(<)、等于(==)、大于等于(>=)、小于等于(<=)和不等于(!=)六种。 3.逻辑运算符 用于逻辑运算。包括与(&&)、或(||)、非(!)三种。 4.位操作运算符
参与运算的量,按二进制位进行运算。包括位与(&)、位或(|)、位非(~)、位异或(^)、左移(<<)、右移(>>)六种。 5.赋值运算符 用于赋值运算,分为简单赋值(=)、复合算术赋值(+=,-=,*=,/=,%=)和复合位运算赋值(&=,|=,^=,>>=,<<=)三类共十一种。 6.条件运算符 这是一个三目运算符,用于条件求值(?:)。 7.逗号运算符 用于把若干表达式组合成一个表达式(,)。 8.指针运算符 用于取内容(*)和取地址(&)二种运算。 9.求字节数运算符 用于计算数据类型所占的字节数(sizeof)。 10.特殊运算符 有括号(),下标[],等几种。 二、 宏指令的语句 1.表达式语句 表达式语句由表达式加上分号“;”组成。其一般形式为: 表达式; 执行表达式语句就是计算表达式的值。例如: x=y+z;赋值语句y+z; 加法运算语句,但计算结果不能保留,无实际意义i++;自增1语句,i值增1 2.控制语句 控制语句用于控制程序的流程, 以实现程序的各种结构方式。 它们由特定的语句定义符组成。C语言有九种控制语句。可分成以下三类: (1) 条件判断语句 if语句,switch语句 (2) 循环执行语句 do while语句,while语句,for语句 (3) 转向语句 break语句,goto语句,continue语句,return语句 3.空语句
宏命令完全手册
宏命令完全手册 一:基础教程 1.什么是宏命令? 玩过EQ的都知道一点宏的知识,比如组队时用来告诉队友你的行动,告诉目标等。最简单的比如puller 常用的:/v %t过来了,大家集中火力。法师常用的:/v 我要催眠%t,大家不要打醒他这些宏个性鲜明,是EQ的一大乐趣之一。 然而EQ毕竟是N年前的游戏,宏也比较简单,和它比起来。WOW的宏就复杂和强大的多了。它的函数就有上千种,如果都掌握,能实现许多匪夷所思的功能。 一个宏可以完成一个相对比较复杂的命令.比如战斗中发布命令,如果打字当然不算麻烦,但在战斗中却很要命.浪费了时间和生命.一个简单的宏便可以用一个键来完成这一切. 2.宏命令的设置流程: 首先,回车,再敲/MACRO。看见了吧?会弹出一个窗口,上面有New(新建宏命令)和Complete (完成宏命令)两个按键。点New,又会弹出一个窗口,哇,花花绿绿的,里面包括了WOW几乎所有的技能图标,随你喜欢,随便选一个!它就是你设置的宏命令的图标了,给它取个名字吧!方便你用的时候好找。然后回到第一个窗口,在它上面有一个输入菜单(别告诉我找不到…它可是占了这个窗口的一半多…)在里面输入特定的内容,然后点Complete。接下来你要做的就是把这个代表你宏命令的图标用鼠标左键拉到快捷栏里,想怎么用就怎么用… 3.下面就是怎样设置宏的内容了,简单的设置大家可以看我们网站上"基础"篇的宏介绍. 相信很多人都知道WOW中的斜杠"/"和表情命令.宏可以将这些命令按照自己对条件的设置串联起来,比如:/Kneel是让你跪下来的动作而/say就是最基础的对话动作 我们现在用一个宏把他们串起来: 第一行内容:“/Kneel” 第二行内容:“/sa y 如果你不嫁给我,那么我就一辈子不起来…” ” 这样你的人物就会先下跪再说:"如果你不嫁给我,那么我就一辈子不起来…" 宏可以应用所有WOW中已经定义了的斜杠"/"和表情命令,更要命的是,宏甚至可以应用人物的魔法和技能, 只需要在宏的定义过程中应用"/cast"命令,下面是已知的一些常用命令: /Assist 这是个援助进攻的命令。当你的队伍同时面对几个敌人时,只要点击自己的队友(一般是队伍中的战士),然后使用这个命令,你的目标就会变成战士所选中的目标。大家集中火力消灭一个起! /Cast 这是个使用技能的命令。当你在宏命令里输入/Cast 技能名(技能等级)或者只要按住Shift同时用鼠标点击一下你想要输入的技能的图标。例如当你是一个战士,想制作一个使用战斗怒吼的宏时,你可以输入/Cast Battle Shout(Rank 1)或者是直接按住Shift点击Battle Shout这个技能的图标。当然你可以
宏程序使用的优点
宏程序使用的优点 随着数控加工设备技术的进步与发展,数控机床已成为模具加工技术中不可缺少的关键设备。然而,模具产品的小批量,多品种,短周期等特点,为数控机床的编程带来很大不便,既增加了编程的工作量,又影响着加工的进度。实际工作中应用宏程序,较好地解决了规则对称几何形状的零件加工,简化了程序编制,赢得了时间,为模具生产中数控机床的编程提供了一种简捷的方式方法 1用户宏程序分为宏A和宏B 1)变量 变量分为四类:空变量(#0);局部变量(#1-#33);公共变量(#100-#199),(#500-#999), 系统变量(#1000- ) 2)宏程序语句使用 转移和循环:在程序中,使用GOTO语句和IF语句可以改变控制的流向。 有三种转移和循环可供使用 (1)GOTO语句(无条件转移) (2)IF语句(条件转移:IF…THEN…)或IF[〈条件表达式〉]GOTO N (3)WHILE语句(当…时循环) 2用户宏程序的特点及应用 1)高效快捷:数控加工中常常会遇到数量少,品种繁多,有规则几何形状的工件,找出它们的之间共同点,把这些共同点设定为局部变量(局部变量只能用在宏程序中存储数据)应用到程序中,就能达到举一反三,事半功倍的效果 2)经济:在实际生产中常常有各式各样带斜面型腔零件,此类零件结构相似,但品种多数量少,斜面角度变化不定,按常规加工方法,往往采用成形刀加工。但零件品种多,所以成形刀需要量很大,订做一把成形铣刀要比普通铣刀费用高出2~3倍,为了降低加工成本减化管理程序,应用宏程序加工,此类问题即可解决。减少内存,使程序更加简化 3)应用范围广:宏程序还可以应用到数控加工的其它环节。如它可对刀具长度补偿(H),刀具半径补偿(D),进给量(F),主轴转速(S),G代码,M代码等进行设置,也能有效提高加工效率。用宏程序中系统变量编制加工零件孔系,则十分简捷方便 4)程序简便:占用内存少 要灵活恰当应用宏程序,有以下几点必须清楚。首先要对所加工的工件有一个整体认识。其次要熟练掌握机床的各种基本功能(如:镜象,旋转,极坐标等)。最后要掌握宏程序的编程原理,编程格式及变量应用,就能解决实际加工中各种有规则几何形状的工件(如:铣大平面,斜面,深型腔,放射槽轮廓,曲线,钻排孔,镗孔等重复性的加工程序)。在实际加工中应用宏程序,使程序编制简单化,且通用性强,也使刀具品种,费用显著降低,取得了良好的生产效益和加工成果
宏程序应用指令
宏程序应用指令
————————————————————————————————作者: ————————————————————————————————日期: ?
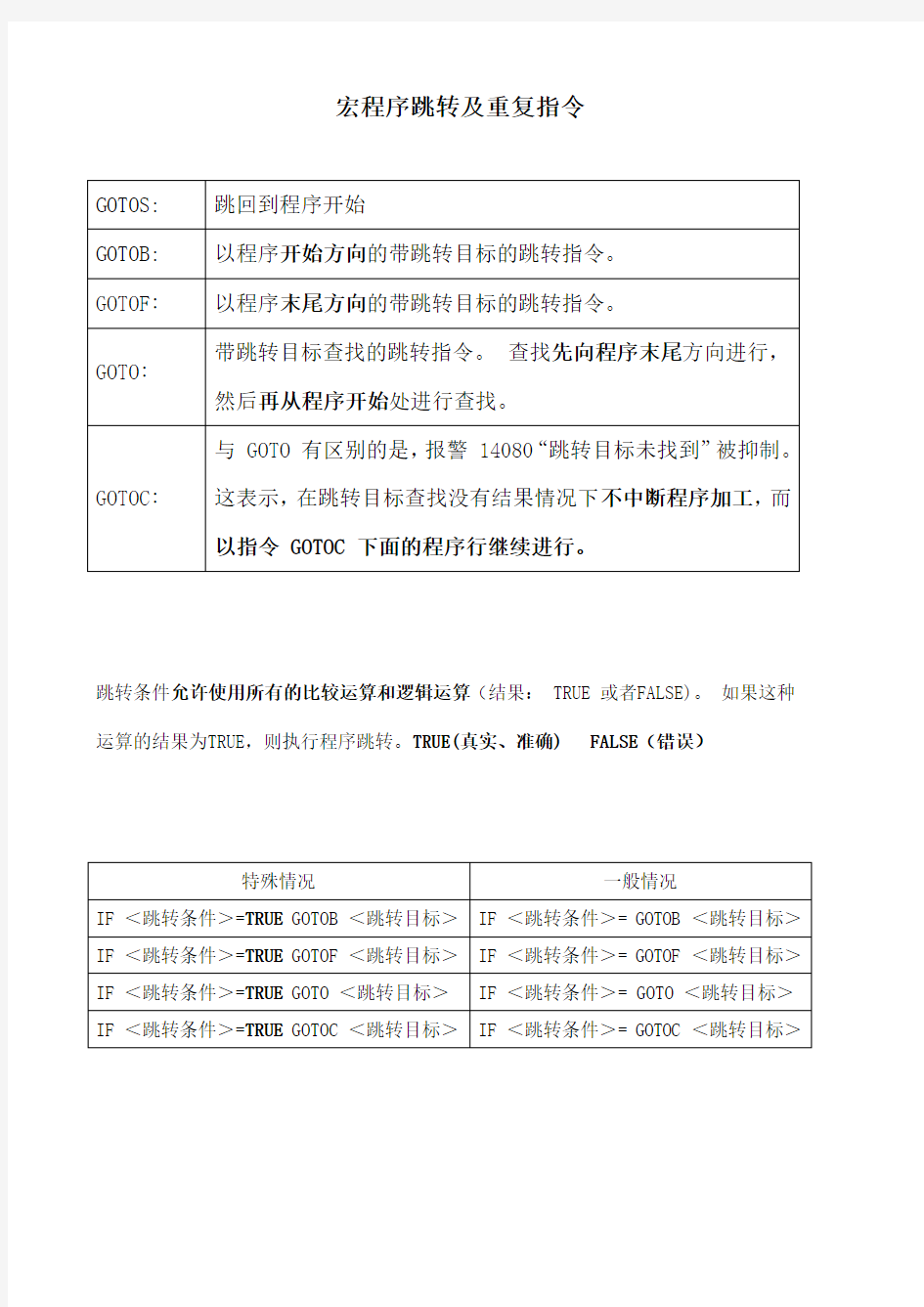
宏程序跳转及重复指令 GOTOS:跳回到程序开始 GOTOB:以程序开始方向的带跳转目标的跳转指令。 GOTOF:以程序末尾方向的带跳转目标的跳转指令。 GOTO: 带跳转目标查找的跳转指令。查找先向程序末尾方向进行, 然后再从程序开始处进行查找。 GOTOC:与GOTO 有区别的是,报警14080“跳转目标未找到”被抑制。这表示,在跳转目标查找没有结果情况下不中断程序加工,而以指令GOTOC下面的程序行继续进行。? 跳转条件允许使用所有的比较运算和逻辑运算(结果:TRUE 或者FALSE)。如果这种运算的结果为TRUE,则执行程序跳转。TRUE(真实、准确) FALSE(错误) 特殊情况一般情况 IF <跳转条件>=TRUE GOTOB<跳转目标> IF<跳转条件>= GOTOB <跳转目标> IF <跳转条件>=TRUEGOTOF <跳转目 标> IF <跳转条件>= GOTOF <跳转目标> IF<跳转条件>=TRUE GOTO<跳转目 标> IF <跳转条件>= GOTO<跳转目标> IF <跳转条件>=TRUE GOTOC <跳转目标>IF <跳转条件>= GOTOC <跳转目标>
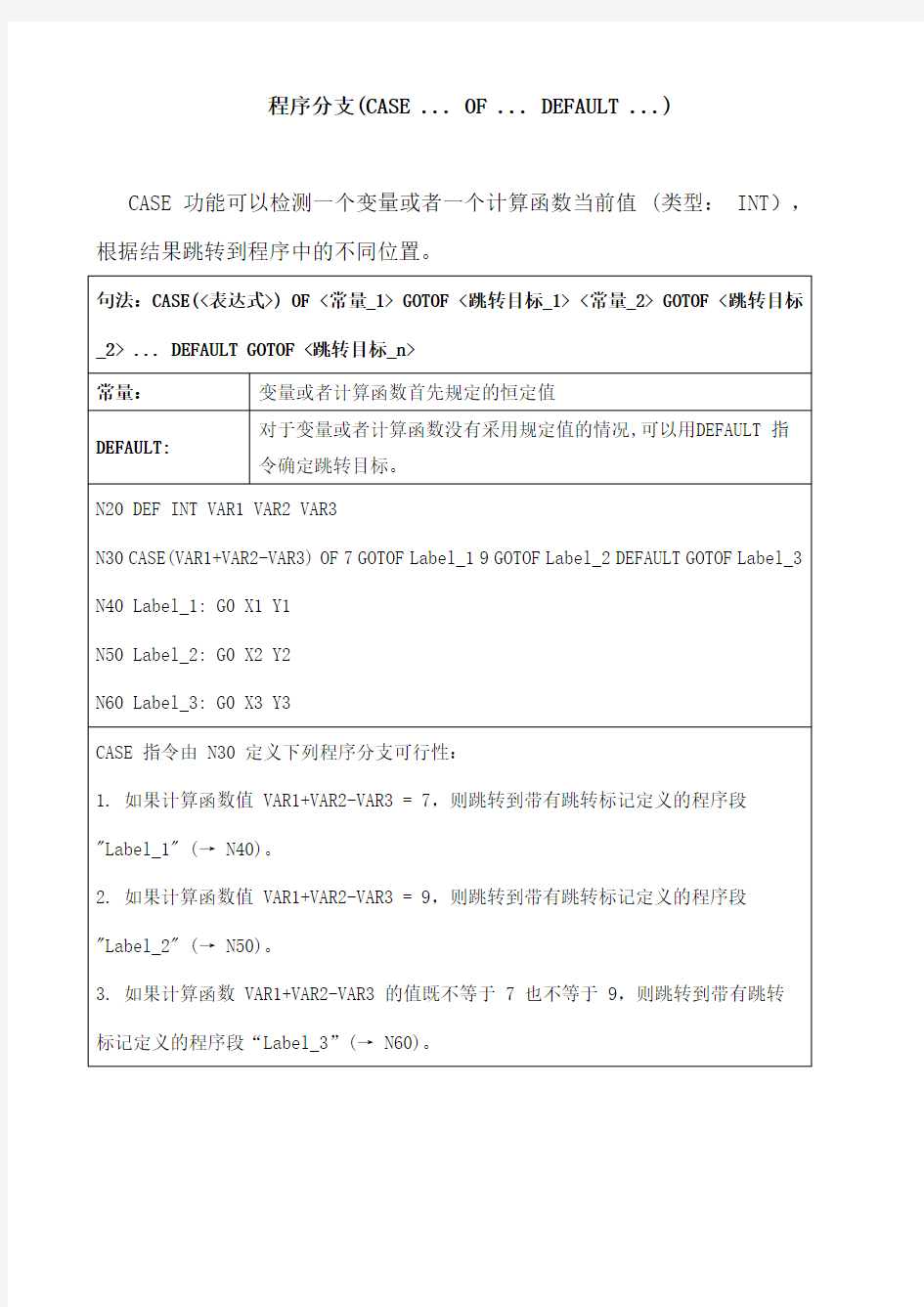
程序分支(CASE ... OF ... DEFAULT ...) CASE 功能可以检测一个变量或者一个计算函数当前值 (类型:INT), 根据结果跳转到程序中的不同位置。 句法:CASE(<表达式>)OF <常量_1> GOTOF <跳转目标_1> <常量_2> GOTOF < 跳转目标_2> ...DEFAULT GOTOF <跳转目标_n> 常量:变量或者计算函数首先规定的恒定值 DEFAULT:对于变量或者计算函数没有采用规定值的情况,可以用DEFAULT 指令确定跳转目标。 N20 DEF INT VAR1VAR2 VAR3 N30 CASE(VAR1+VAR2-VAR3) OF 7 GOTOF Label_1 9 GOTOF Label_2 DEFAU LTGOTOF Label_3 N40 Label_1: G0 X1 Y1 N50 Label_2: G0X2 Y2 N60 Label_3: G0 X3 Y3 CASE 指令由N30 定义下列程序分支可行性: 1. 如果计算函数值 VAR1+VAR2-VAR3 = 7,则跳转到带有跳转标记定义的程序段"Label_1" (→N40)。 2. 如果计算函数值VAR1+VAR2-VAR3 = 9,则跳转到带有跳转标记定义的程序段"Label_2" (→ N50)。
魔兽世界宏命令的编写教程
调出宏命令的编辑窗口有两种方式: 1.在聊天栏输入/MACRO后回车。 2.按ESC调出系统菜单选择【宏命令设置】 看见了吧? 弹出一个窗口,上面有【新建】和【退出】两个按钮。点【新建】,又会弹出一个窗口。五颜六色的图标包括了WOW几乎所有的技能图片,随便选一个你喜欢的,它就是你设置的宏命令的图标了,给它取个名字吧!方便你用的时候好找。然后回到第一个窗口,它的下半部分是一个输入栏(别说找不到…),在里面输入宏的内容,然后点【退出】。 我们以牧师为例:选中牧师“复活术”的图标,在名称处填写‘复活’。返回到第一个窗口在输入栏中输入下面的命令: /me 开始施放复活术 /me 的复活术被%t抵抗 /me 开始变得愤怒了 /me 获得了狂暴效果 /me 施放皮鞭失败:%t对此免疫 /me 施放辣椒水失败:%t爱吃川菜 /me 开始施放色诱术(空格,空格…….)%t 复活了! /施放复活术(等级1) PS:一定要注意%t是在英文输入下输入的。中文输入法下是全角模式不被系统接收。HOHO~ 接下来你要做的就是把这个代表你宏命令的图标用鼠标左键拉到快捷栏里,可以设定热键来使用,也可以用鼠标点击。反正是想怎么用就怎么用…,使用方式和普通技能相同
最后留给大家一个思考题,在上面的例子中,“/me”、“%t”“/施放”都是什么作用,牧师职业的玩家可以自行制作后观看效果,可以更改文字,以加强抓狂效果:非牧师职业可以找牧师借鉴。牧师就是好!就是好! 宏命令的初级教程(上) 有了前两章的基础,大家对魔兽世界的宏命令应该有了一定的认识。下面我将对宏命令做出更加详细的介绍, 魔兽世界的宏命令大概有几千个,在初级教程里面将讲解最常用的命令,实现的功能也相对简单。有些人在此时可能在想编写一个宏可以完成一套攻击动作,如“换武器――施法――换回武器”等等。这确实是一套连续动作,不过能实现这套动作的叫外挂而不是宏,魔兽的宏不支持带有冷却时间的技能连续使用,因此那些想要自动完成某套动作的玩家你们的白日梦可以醒醒了。^_^ 我这样说是不是会很打击大家的信心啊?好了。我们赶快开始。举个例子先:网上一个很经典的宏例子 /Kneel /say 如果你不嫁给我,那么我就一辈子不起来…” 这样你的人物就会先下跪再说:"如果你不嫁给我,那么我就一辈子不起来…" 在这里用到两个宏命令/Kneel和/say,宏命令是不分大小写的。/kneel是个下跪的动作,/say 后面的文字会以普通对话的形式在游戏中表现出来。我们可以变化一下。 /Kneel /y 如果你不嫁给我,那么我就一辈子不起来…” 最后的话是大喊而不是普通对话。大喊是用红字表示出来的。同理,我们可以把/say、/y变
宏程序实用例集
1.毛坯为四方块,分粗加工(椭圆柱)和精加工(椭圆半球体); 2.粗加工以椭圆轮廓自上而下分层加工,刀具为平底立铣刀; 3.精加工时,加工路线,以自下而上0-90间等角度分层。每层以圆弧切入切出,根据当前层的长短半轴以椭圆轮廓水平环绕加工,直至椭圆球顶完成椭圆球面加工。 工件坐标系原点设在椭圆球体的中心,以球头刀的球心轨迹编程(不用刀具半径补 偿),球头铣刀加工,对刀点为球刀底平面(非球心)。
椭圆半球体精加工宏程序(变量参数设计见零件图) O1032; #1=40.; 椭圆球面在X方向上的半轴长度a为40 #2=30.; 椭圆球面在Y方向上的半轴长度b为30 #3=15.; 椭圆球面在Z方向上的半轴长度c为15 #4=4.; 刀具半径(球头铣刀)为4 #17=2.; 环绕椭圆一周时的角度递增量为2 #18=1.5.; 自下而上分层时角度递增量为1.5(能整除) M03S1500; N05G00X0Y0Z[#3+15.]; 快速移到椭圆球面中心上方 #11=#1+#4; 刀具中心在椭圆球面X方向上的最大半轴长度a’ #12=#2+#4; 刀具中心在椭圆球面Y方向上的最大半轴长度b’ #13=#3+#4; 刀具中心在椭圆球面Z方向上的最大半轴长度c’ #6=0; 自下而上分层时角度自变量,赋初始值为0(起点与X轴重合,终点为90度) WHILE[#6LT90]DO1; 当#6小于或等于90,即还没到Z向椭圆顶时,循环1继续#9=#11*COS[#6]; 根据椭圆参数方程,计算任意层时(随#6的角度变化)刀心在X向上的半轴长度 #7=#13*SIN[#6]; 任意层时(刀具中心在Z方向上的半轴长度 #8=[1-[#7*#7]/[#13*#13]]; #8的表达式是为了简化计算Y向半轴#10而设 #10=SQRT[#8*#12*#12]; 任意层时刀具中心在Y方向上的半轴长度 N10 G00X[#9+#4]Y#4; XY轴移到切入起点坐标 N20 Z[#7-#4]; Z轴移到层的加工平面 N30 G03X#9Y0R#4F300; 圆弧切入 #5=0; 圆周初始角赋值 WHILE[#5LE360]DO2; 当#5小于360度,循环2继续,完成一周的铣削 #15=#9*COS[#5]; 根据椭圆方程序计算X坐标值
宏程序简介及应用
毕业设计(论文) (说明书) 题目:宏程序简介及应用 姓名: 编号: 2011年 5 月日
摘要 随着现代制造技术的发展和数控机床的日益普及,数控加工在我国得到广泛的应用,数控加工中很重要的一部分就是编程,从C A D/C A M软件出现以后,人们过分依赖C A D/C A M软件,使得无论程序大小,加工难易编程人员习惯使用各种C A D/C A M软件,而把手工编程遗忘了,尤其是博大精深的宏程序。宏程序在数控编程中不应该被遗忘,而是应该很好的使用,它有着自动编程软件不可取代的优势。使用宏程序可以提高编程效率,并能扩展数控机床的使用范围,分析几个典型零件的宏程序实例,归纳出在数控加工中,用户根据加工零件结构特点,开发设计自己的宏程序,是充分发挥数控机床性能的有效途径。 关键词:宏程序变量非圆曲线椭圆F A N U C-0i系统
Abstract Wi t h t h e d e v e l o p m e n t o f m o d e r n m a n u f a c t u r i n g t e c h n o l o g y a n d t h e i n c r e a s i n g p o p u l a r i t y o f C N C m a c h i n e t o o l s,C N C m a c h i n i n g i s w i d e l y u s e d i n C h i n a,C N C m a c h i n i n g i s a v e r y i m p o r t a n t p a r t o f p r o g r a m m i n g,f r o m C A D / C A M s o f t w a r e o c c u r r e d,p e o p l e o v e r-r e l i a n c e o n C A D / C A M s o f t w a r e,m a k i n g r e g a r d l e s s o f p r o g r a m s i z e,e a s e o f p r o c e s s i n g p r o g r a m m e r s u s e d t o u s e a v a r i e t y o f C A D / C A M s o f t w a r e,a n d t h e m a n u a l p r o g r a m m i n g f o rg o t t e n,e s p e c i a l l y p r o f o u n d m a c r o. M a c r o P r o g r a m i n N C p r o g r a m m i n g s h o u l d n o t b e f o rg o t t e n,b u t s h o u l d b e g o o d t o u s e,i t h a s a u t o m a t i c p r o g r a m m i n g s o f t w a r e i r r e p l a c e a b l e a d v a n t a g e s.U s e t h e m a c r o p r o g r a m c a n i m p r o v e p r o g r a m m i n g e f f i c i e n c y,a n d t o e x p a n d t h e s c o p e o f t h e u s e o f C N C m a c h i n e t o o l s t o a n a l yz e a f e w t yp i c a l e x a m p l e s o f p a r t s o f t h e m a c r o p r o g r a m,s u m m a r i z e d i n t h e N C,t h e u s e r p r o c e s s i n g c o m p o n e n t s a c c o r d i n g t o s t r u c t u r a l c h a r a c t e r i s t i c s,d e v e l o p m e n t a n d d e s i g n t h e i r o w n m a c r o p r o c e d u r e s,a r e f u l l y t h e p e r f o r m a n c e o f N C, e f f e c t i v e w a y. K e y w o r d s:m a c r o,v a r i a b l e,C N C m a c h i n i n g,n o n-c i r c u l a r c u r v e,e l l i p s e,FA N U C-0i S ys t e m
宏程序使用说明
第五章用户宏程序 变量 普通加工程序直接用数值指定G代码和移动距离;例如,GO1和。使用用户宏程序时,数值可以直接指定或用变量指定。当用变量时,变量值可用程序或用MDI面板上的操作改变。 #1=#2+100 G01 X#1 F300 说明: ●变量的表示 计算机允许使用变量名,用户宏程序不行。变量用变量符号(#)和后面的变量号指定。 例如:#1 表达式可以用于指定变量号。此时,表达式必须封闭在括号中。 例如:#[#1+#2-12] 变量的类型 变量根据变量号可以分成四种类型 变量号变量类型功能 #0空变量该变量总是空,没有值能赋给该变量. #1-#33局部变量局部变量只能用在宏程序中存储数据,例 如,运算结果.当断电时,局部变量被初始 化为空.调用宏程序时,自变量对局部变量 赋值, #100-#199 #500-#999公共变量公共变量在不同的宏程序中的意义相同. 当断电时,变量#100-#199初始化为空.变 量#500-#999的数据保存,即使断电也不 丢失. #1000---系统变量系统变量用于读和写CNC运行时各种数 据的变化,例如,刀具的当前位置和补偿 值. 变量值的范围 局部变量和公共变量可以有0值或下面范围中的值: -1047到-10-29或-10-2到-1047 如果计算结果超出有效范围,则发出P/S报警. 小数点的省略 当在程序中定义变量值时,小数点可以省略。 例:当定义#1=123;变量#1的实际值是。 变量的引用 为在程序中使用变量值,指定后跟变量号的地址。当用表达式指定变量时,要把表达式放在括号中。 例如:G01X[#1+#2]F#3; 被引用变量的值根据地址的最小设定单位自动地舍入。
数控车工高级部分(宏程序IF应用)
数控车工高级部分(宏程序应用) 1、直线宏程序 2、圆弧宏程序 3、椭圆宏程序 4、函数曲线宏程序 5、抛物线宏程序 6、双曲线宏程序 7、圆弧、椭圆、双曲线、抛物线、螺旋宏程序 8、综合题形练习加工 课题一:直线宏程序(一) 图1-1
直线方程式:X=KZ+B 解题思路:1、直线两点(X 30 , Z 0)(X 50 , Z -22). 2、根据线形方程式得:30=K*0+B 50=K*(-22)+B 得:B=30 K=-0.9090 3、方程式为:X=-0.9090Z+30 4、长度宏变量范围:Z0 ~Z-22 5、设自变量#1=0 #2=-22 6、应用条件语言N1 IF [ ] GOTO 2 N2 GOTO 1 精加工程序内容: O0001; M03 S1000; T0101; G00 X55 Z2; #1=0; #2=-22; N1 IF [ #1LE#2 ] GOTO 2; #3= -0.9090*#1+30;
G01 X[#3] Z[#1] F0.1 #1=#1-0.05 GOTO 1 ; N2 G00 X100 Z100; M30; 粗加工程序内容: O0001; M03 S650; T0101; G00 X55 Z2; #1=0; #2=-22; N1 IF [ #2GE#1 ] GOTO 2;#3= -0.9090*#2+30; G01 X[#3+1] F0.25; G01 Z[#2+0.5] F0.1; G00 U1 W0.5; Z2; #2=#2+2; GOTO 1 ; N2 G00 X100 Z100;
M30; 课题一:直线宏程序(二) 图1-2 直线方程式:X=KZ+B 解题思路:1、直线两点(X 50 , Z -20)(X 30 , Z -42). 2、根据线形方程式得:50=K*-20+B 30=K*(-42)+B 得:B=68.18 K=0.9090 3、方程式为:X=0.9090Z+68.18
子程序及宏程序应用
#$#$!#@!小内存的数控机床仍然是我国在用机床的主流,如何使加工程序变得简洁,对现实加工来说,有着很重要的实际意义。本文作者通过实例介绍了数控铣削加工编程中常用的子程序、宏程序、代码段调用及主轴复合摆动的五轴数控机床的刀具平面转换的应用等方面的内容,希望能为从事数控加工与编程的读者提供借鉴。 一、前言 数控编程作为数控加工的关键技术之一,其程序的编制效率和质量在很大程度上决定了产品的加工精度和生产效率。尤其是随着数控加工不断朝高速、精密方向的发展,提高数控程序的编制质量和效率对于提高制造企业的竞争力有着重要的意义。随着CAD/CAM软件的不断普及应用,数控编程的模式逐渐由自动编程取代手工编程。但CAM软件编程和手工编程有着各自的特长,且现有的CAM软件不能满足所有数控系统的特殊功能,充分结合两种编程模式,对于提高编程的效率和质量有着重要的意义。由于历史的原因,国内企业普通数控机床和高精密数控机床并存的局面将持续很长时间,对于传统的普通数控机床,无法实现高速切削加工,采用高速切削加工的编程策略难以发挥普通数控机床的加工效率,且传统数控机床普遍内存容量有限,因此合理有效地利用传统数控机床的特性,结合CAM软件自动编程和手工编程两种方式,编制简洁合理的小容量数控程序,有着非常现实的意义。 二、子程序及宏程序应用 在实际数控加工编程中,充分利用CAM软件的功能,配合手工编程,如宏程序的应用、代码段及子程序的调用等,可以充分提高数控编程的效率。 1.用户子程序应用实例 实际应用中,针对同一产品的多个相同加工特征的情况,以CAM软件编程或手工编程时,如能充分利用子程序功能,既可减少建模的工作量,也可提高程序的简洁性,降低程序的错误率。在多数数控系统中,子程序调用都有专门的指令,如在FANUC系统中有M98/M99,在DeckelMaho系统中有G14或G22等。如图1所示的分别是轮廓深度铣削循环、矩形阵列铣削循环、圆形旋转阵列铣削循环等三种不同的典型铣削循环。图2则是基于FANUC系统的相应的子程序调用代码,其中O8001为深度铣削循环子程序调用代码、O8002为矩形阵列程序代码、O8003为圆形旋转阵列的循环铣削子程序调用代码。