PCV阀检修工艺及质量标准
PCV阀检修工艺及质量标准
PCV阀解体 1.1.1.1
核对运行记录,确认重点项目,准备合适的工具、1.1.1.1.1 备品。
联系热工人员,确认电气装置各项指示正确。 1.1.1.1.2
关闭手动闸阀,再手动打开辅阀,经充分排汽后,1.1.1.1.3 确认阀内无残余蒸汽后可进行拆卸。
取下联接杠杆与支架联接销子两端的开口销及销子,1.1.1.1.4 取下杠杆。
拆下排汽管,取下电磁铁与支架联接的螺栓,从支架1.1.1.1.5 上取上电磁铁(在电磁铁接线较长时可不拆线,否则应联系热工拆线),将它们放于指定位置的胶皮上,取下支架与阀体相联接的螺栓,将支架从阀体上取下来。
旋下自密封用的锁紧螺母及压紧螺母,后从阀体内1.1.1.1.6 取下辅阀。
用专用工具将导向套和主阀阀瓣取出,放于专用盒1.1.1.1.7 子内。
测出辅阀的行程即弹簧罩至辅阀上端部之间的距离,1.1.1.1.8 标准为41.4mm。
取下弹簧罩与阀杆联接的销子,拆下弹簧罩及弹簧,1.1.1.1.9 从辅阀内抽出阀瓣。.
PCV阀检查 1.1.1.2
阀体内部清锈,检查阀座表面是否有麻点、沟痕、裂1.1.1.2.1 纹等缺陷,检查阀体内壁有无磨损冲刷引起的壁厚减薄情况。检查测量密封面熔焊金属厚度。 1.1.1.2.2
检查阀体内和密封圈接触部位有无划痕、压痕等缺1.1.1.2.3 陷。
检查阀体螺纹部位是否完整。 1.1.1.2.4
检查阀瓣密封面损伤及导向部位是否有擦伤、咬伤、1.1.1.2.5
粘合卡住等痕迹,如有应清理,并修整导向套和阀瓣外部。:阀瓣密封面如图4阀瓣密封面1
图
检查辅阀瓣和阀座的密封面损伤情况。1.1.1.2.6
检查上阀杆表面锈蚀情况,测量阀杆的弯曲度(不1.1.1.2.7 。)大于全长的1/1000 检查密封环磨损及变形情况,如有
应予以更换。1.1.1.2.8
弹簧检查: 1.1.1.2.9
弹簧表面除锈进行外观检查,应光滑无有害的裂纹、a)伤痕、腐蚀等缺陷。
测量弹簧的自由高度应符合要求,两端面平行,且垂b)直于轴线,垂直度偏差不大于2mm。
弹簧压缩后能恢复自由高度。c)弹簧座无裂纹及其它缺陷。
d)弹簧与弹簧座接触应平稳,接触平良时应对研修正。e)弹簧表面总面积的50%以上有腐蚀应更换。f)安全门密封面的研磨 1.1.1.3
研磨工具准备1.1.1.3.1
标准一级平台。g)研磨胎具(HB〈40铸铁〉及手柄。h)
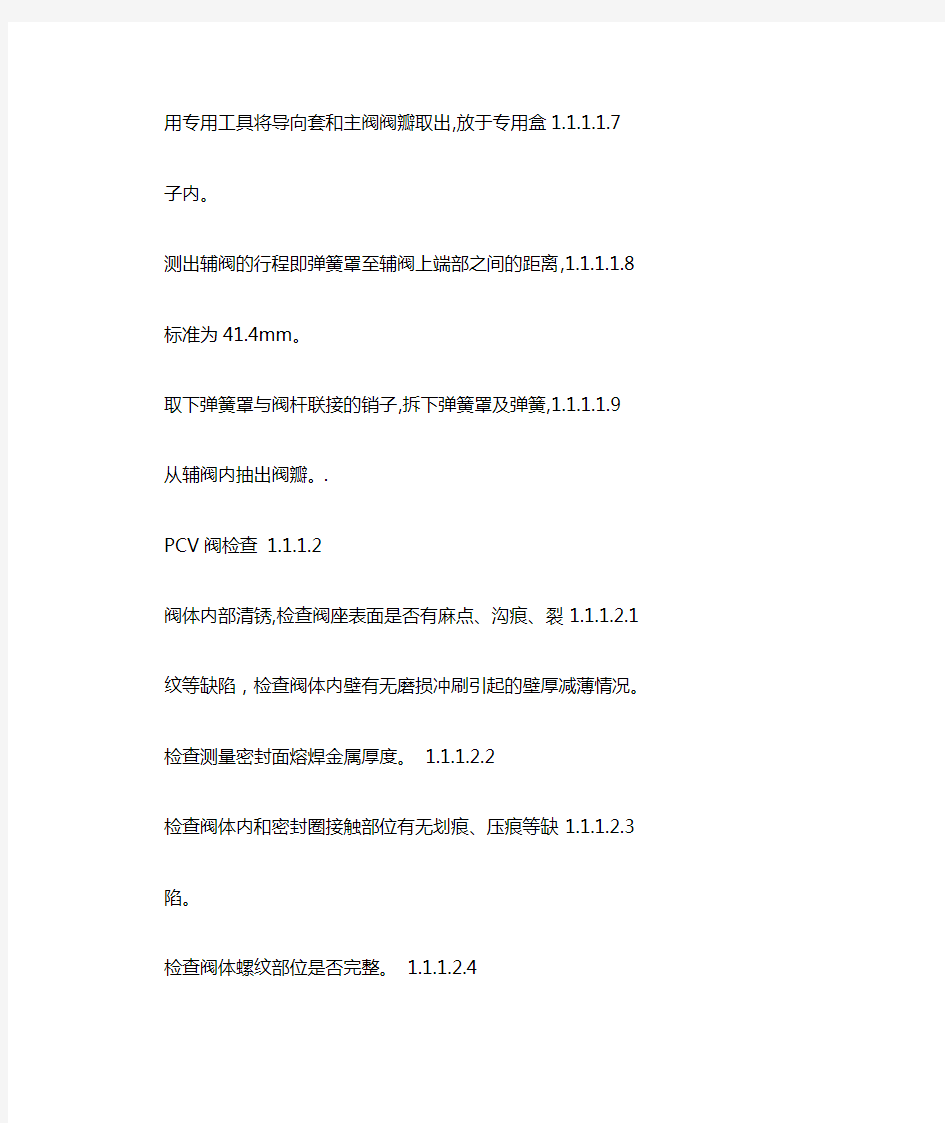
刮刀、锉刀。i)机油、红丹粉、丙酮。j)脱脂棉、油毛毡。k)#400、#800、#1200研磨膏。l)研磨工具制作如图6:1.1.1.3.2
C=d1-(5-6)mm
C=d1-(5-6)mm
B=d2+(5-6)mm B=d2+(5-6)mm
G=B+(3-4)mm G=B+(3-4)mm
研磨工具制作 2
图
彻底清扫研磨表面及周围,在研磨胎上涂抹#400(或1.1.1.3.3
同等粒度)研磨膏,放在研磨面上全面均匀加压,反复正反无坑点和划痕。,方向慢慢旋转手柄直到密封面较为平整.分别用#800和#1200的研磨膏进行细研和抛光,每1.1.1.3.4 次换研磨膏时旧研磨膏必需用丙酮擦洗干净,抛光研磨时,涂少量研磨膏轻轻研磨,直到出光亮,后在油毛毡上涂少量研磨膏用大于密封面外径的木块,压在密封面上旋转几次,直至密封面出现光亮。
将热阀瓣舌头背腔漏进去的研磨膏以及阀体上的研1.1.1.3.5 磨膏清理干净,使用一级平台和红丹粉检查密封面的径向吻和度,吻和度必需超过密封面宽度的80%。
PCV阀装配 1.1.1.4
将阀体内部、阀瓣、阀座等用脱脂棉浸丙酮擦干净,1.1.1.4.1 并将所有拆下的衬垫更换。
用销子将辅助阀瓣和上阀杆联接在一起后敛缝,由1.1.1.4.2 辅阀底部穿入阀内,再依次装入弹簧座、弹簧、弹簧罩,使弹簧罩底部至辅阀上部的距离正好等于拆前量好的尺寸,再用销子将弹簧等固定,使弹簧达到一定的预紧力。
将主阀的导向套及主阀瓣放入阀体内,并使主阀瓣1.1.1.4.3 与阀座的密封面完全接触,不得在密封面上有污物和夹渣存在。
将辅阀装入阀体内,应注意排汽管的位置对应。 1.1.1.4.4
将密封圈装入阀体,并将压紧螺母旋入阀体,用锁1.1.1.4.5
紧螺母锁紧。
并用旋塞固定。,将支架放在阀体上1.1.1.4.6
将杠杆用销固定在支架上,在销子两端装好开口销,1.1.1.4.7 并用调整螺钉将杠杆调成水平位置,使调节螺钉下部与上阀杆相距0.1mm处,后用锁紧螺母锁紧,以防松动。
联系热工人员接线。 1.1.1.4.8
冷(热)态调式。 1.1.1.4.9