一汽大众高尔夫A6维修手册17

16 更换座椅中部横梁
219
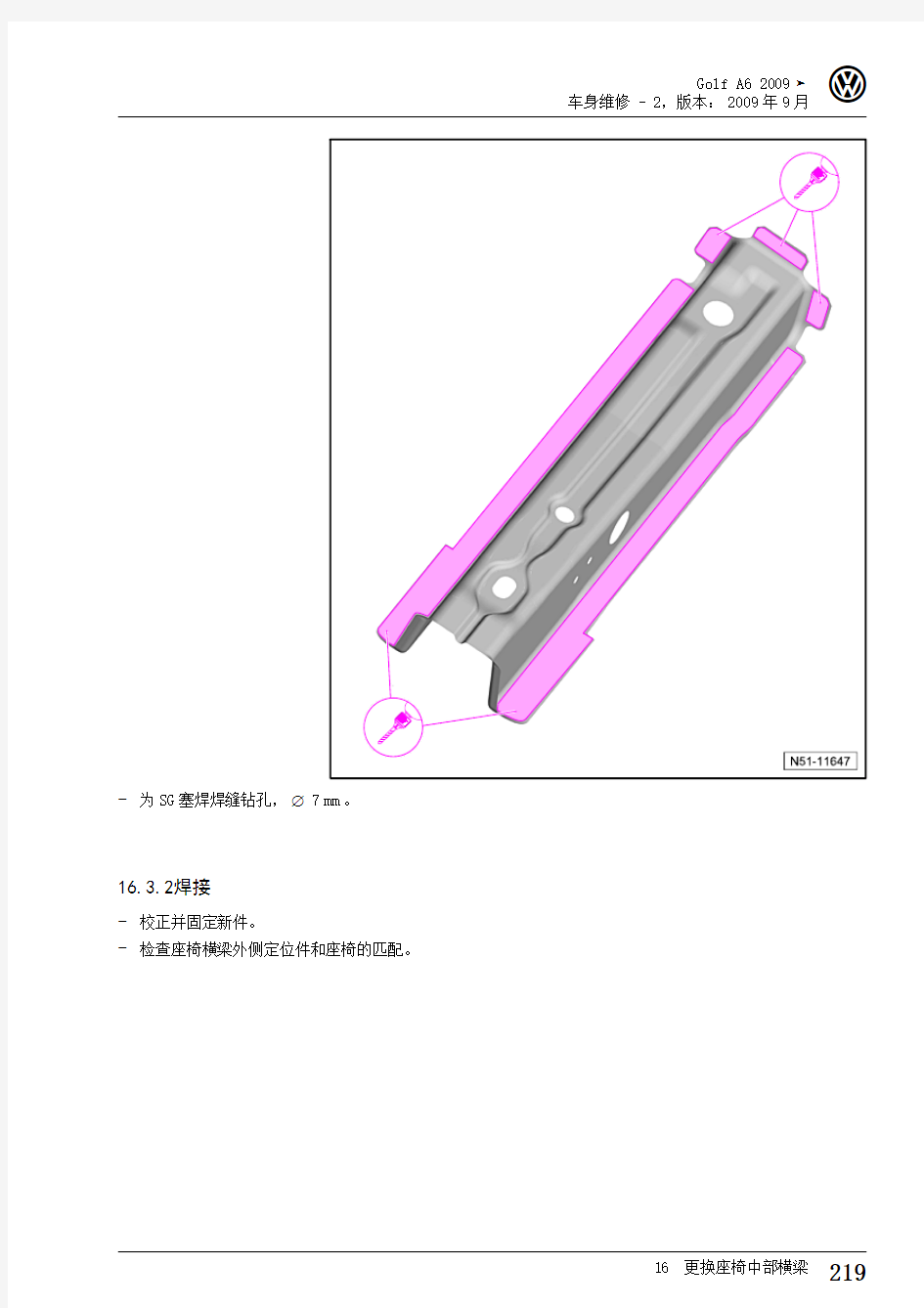
-为SG 塞焊焊缝钻孔,? 7 mm 。
16.3.2焊接
-校正并固定新件。
-
检查座椅横梁外侧定位件和座椅的匹配。
修理组51 - 中部车身
220
-将座椅横梁与座椅横梁内部定位件和底板焊在一起,SG 塞焊焊缝。
-安装座椅横梁外侧定位件? “12.3 安装”见198
页
1 更换尾板
221
工位:53 05 55 50
1更换尾板
? 车身维修一般说明,车身组装说明; 安全说明?已拆下封闭横梁? “3 更换封闭横梁”见229页1-尾板
2-右侧角板3-左侧角板
53-后部车身
注意
!
注意安全说明!
修理组53 - 后部车身
222
1.1
工具
所需要的专用工具和维修设备
?焊接设备(稳流器) -VAS 6239-?焊接设备(稳流器) -VAS 6249-?带 C 钳的焊接设备 -VAS 6366-?带 X 钳的焊接设备 -VAS 6376-?带 C 钳的编程式焊接设备 -VAS 6377-?MIG 焊接设备 -VAS 6382-?MIG 焊接设备 -VAS 6390-
1.2拆卸
要拆卸尾板必须分离区域 -1- 内的角板,并略微向上弯曲。
-
分离原始连接。
提示
1 更换尾板
223
-清除残留材料。
1.3安装
由于使用了不同种类和厚度的钢板,为了合理地实施维修作业,
必须使用? “1.1 工具”见222页中所列举的其中一个焊接设备(稳流器)。
1.3.1焊接
备件
?尾板
-将新部件装入置于矫直组件 上的汽车上并固定。-检查与加装件的匹配。-
检查尾门的关闭功能。
提示
修理组53 - 后部车身
224
在拆卸时弯曲过的角板恢复到原来位置,并与尾板焊接在一起。
-焊接尾板,RP 点焊焊缝。
-安装封闭横梁 ? “3.3 安装”见232页。
工位:53 10 55 50
2更换尾灯支撑板
? 车身维修一般说明,车身组装说明; 安全说明
?已拆下封闭横梁? “3 更换封闭横梁”见229页
提示
危险!
注意安全说明!
1-尾灯支撑板
2-角形定位件
分离尾灯支撑板
-1-
时,必须同时更换角形
定位件 -2- 。
2.1工具
所需要的专用工具和维修设备
?焊接设备(稳流器)-VAS 6239-
?焊接设备(稳流器)-VAS 6249-
?带 C 钳的焊接设备 -VAS 6366-
?带 X 钳的焊接设备 -VAS 6376-
?带 C 钳的编程式焊接设备 -VAS 6377-
?MIG 焊接设备 -VAS 6382-
?MIG 焊接设备 -VAS 6390-
?激光焊缝打磨机 -VAS 6319-
提示
2 更换尾灯支撑板 225
修理组53 - 后部车身
226
2.2
拆卸
-分离原始连接。
-分离尾灯支撑板和侧围板之间的连接 -1-
。
-清除残留材料。
-在侧围板 -1- 上为SG塞焊焊缝钻孔,? 7mm。
2.3安装
提示
由于使用了不同种类和厚度的钢板,为了合理地实施维修作业,
必须使用?“2.1 工具”见225页中所列举的其中一个焊接设
备(稳流器)。
2.3.1准备新部件
备件
?尾灯支撑板
?角形定位件
2 更换尾灯支撑板 227
修理组53 - 后部车身
228
-为SG 塞焊焊缝钻孔,? 7 mm 。
2.3.2焊接
-校正并固定新件。
-检查与加装件的匹配。-
检查尾门的关闭功能。
提示
为防止在焊接侧围板和尾灯支撑板时损坏侧围板的油漆,必须使用“阻热带”。
-焊接尾灯支撑板和角型定位件,RP点焊焊缝和SG塞焊焊缝。
-安装封闭横梁 ?“3.3 安装”见232页。
工位:53 16 55 00
3更换封闭横梁
危险!
注意安全说明!
? 车身维修一般说明,车身组装说明; 安全说明
3 更换封闭横梁 229
修理组53 - 后部车身
230
1-封闭横梁2-右侧角板3-尾板
4-
左侧角板
3.1工具
所需要的专用工具和维修设备?焊接设备(稳流器)
-VAS 6239-?焊接设备(稳流器)
-VAS 6249-?带 C 钳的焊接设备 -VAS 6366-?带 X 钳的焊接设备 -VAS 6376-?带 C 钳的编程式焊接设备 -VAS 6377-?MIG 焊接设备 -VAS 6382-?MIG 焊接设备 -VAS 6390-?激光焊缝打磨机 -VAS 6319
-
3.2拆卸
-
分离原始连接。
3 更换封闭横梁 231
修理组53 - 后部车身
232
-清除残留材料。
3.3安装
由于使用了不同种类和厚度的钢板,为了合理地实施维修作业,
必须使用? “3.1 工具”见230页中所列举的其中一个焊接设备(稳流器)。
3.3.1准备新部件
备件
?
封闭横梁
提示
3 更换封闭横梁
233
-为SG 塞焊焊缝钻孔,? 7 mm 。
-匹配并固定新部件。
-检查与加装件的匹配。-
检查尾门的关闭功能。
修理组53 - 后部车身
234
-焊接新件,RP 点焊焊缝和SG 塞焊焊缝。
工位:53 24 55 50
4更换行李箱底板
? 车身维修一般说明,车身组装说明; 安全说明
?已拆下封闭横梁? “3 更换封闭横梁”见229页
?已拆下尾板? “1 更换尾板”见221
页
危险!
注意安全说明!
4 更换行李箱底板
235
1-行李箱底板
2-右侧轮罩3-泡沫成型件4-左侧轮罩
4.1工具
所需要的专用工具和维修设备?焊接设备(稳流器)
-VAS 6239-?焊接设备(稳流器)
-VAS 6249-?带 C 钳的焊接设备 -VAS 6366-?带 X 钳的焊接设备 -VAS 6376-?带 C 钳的编程式焊接设备 -VAS 6377-?MIG 焊接设备 -VAS 6382-?MIG 焊接设备 -VAS 6390
-
4.2拆卸
提示
切割时避免损伤后部的横梁。
-如图所示切割底板前部切割部位。-分离与纵梁和轮罩的原始连接。
236
修理组53 - 后部车身
4 更换行李箱底板
237
-清除残留材料。
4.3安装
由于使用了不同种类和厚度的钢板,为了合理地实施维修作业,
必须使用? “4.1 工具”见235页中所列举的其中一个焊接设备(稳流器)。
4.3.1准备新部件
备件
?行李箱底板(备件名称:
后行李箱底板)
提示
修理组53 - 后部车身
238
在划出切割线时要考虑到有 10 mm 的重叠部分
-在新部件上划出切割线并切割。
-为SG 塞焊焊缝钻孔,? 7 mm 。
4.3.2焊接
-将新部件装入停放在地面上的车辆上固定,或装入置于矫直
组件 上的汽车上并固定。
提示