幕墙设备生产线方案德国)
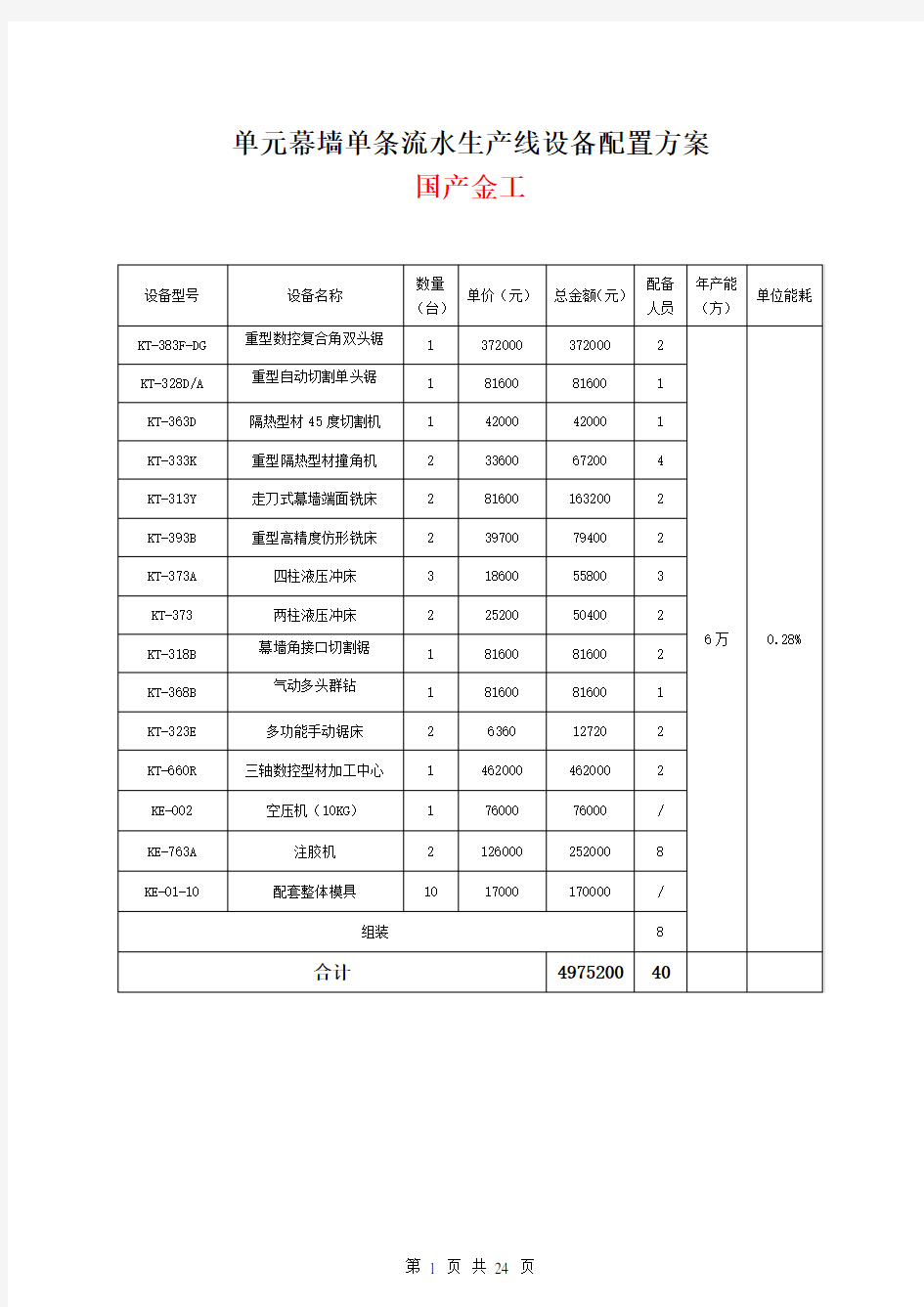
单元幕墙单条流水生产线设备配置方案
国产金工
主要技术参数
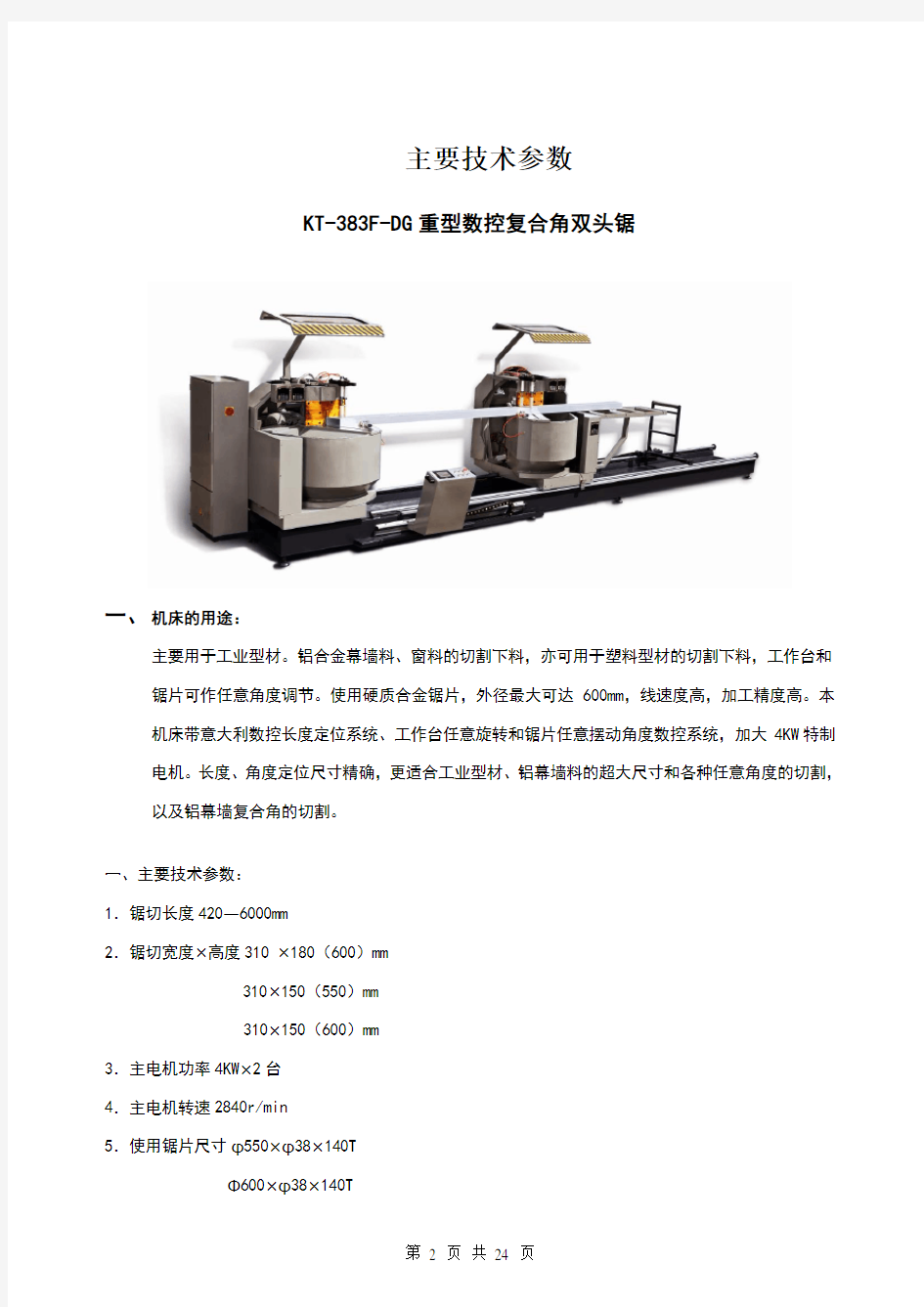
KT-383F-DG重型数控复合角双头锯
一、机床的用途:
主要用于工业型材。铝合金幕墙料、窗料的切割下料,亦可用于塑料型材的切割下料,工作台和锯片可作任意角度调节。使用硬质合金锯片,外径最大可达600mm,线速度高,加工精度高。本机床带意大利数控长度定位系统、工作台任意旋转和锯片任意摆动角度数控系统,加大4KW特制电机。长度、角度定位尺寸精确,更适合工业型材、铝幕墙料的超大尺寸和各种任意角度的切割,以及铝幕墙复合角的切割。
一、主要技术参数:
1.锯切长度420—6000mm
2.锯切宽度×高度310 ×180(600)mm
310×150(550)mm
310×150(600)mm
3.主电机功率4KW×2台
4.主电机转速2840r/min
5.使用锯片尺寸φ550×φ38×140T
Φ600×φ38×140T
6.锯片可摆动角度90°-45°(任意角)
7.工作台可旋转角度30°-90°-135°((任意角)
8.锯片进给速度0-3m/min
9.锯片返回速度2-3m/min
10.工作气压0.6-0.8Mpa
11.工作电压380V
12.机床外形尺寸(长×宽×高)7700×1800×1650mm 13.机床重量 2200Kg
二、主要配件
1、轴承
2、多沟带
3、控制系统
4、伺服电机
5、磁尺系统
6、角度控制系统
7、主要电器
8、主要气动元件
KT-383F/D数控任意角双头切割锯床
一、设备用途:
主要用于铝合金幕墙料、窗料的切割下料,亦可用于塑料型材的切割下料,使用硬质合金锯片,外径可达20″,线速度高,加工精度高。机床工作时,两锯头锯片可同时进行切割,亦可单独切割。锯片通过数控系统可摆成22.5°—90 °—135°的任意角度,本机床日本松下数控系统,德国ELGO原装反馈系统,定位精度高重复定位精度可达±0.1mm。原装意大利直出电机,切割精度高,稳定性好。因而更适合铝门窗,铝幕墙料的任意角切割。
二、主要技术参数:
1.锯切长度420(90°)—4500/6000mm
2.锯切宽度×高度260 ×135mm
3.主电机功率2.2KW×2台
4.主电机转速2850r/min
5.使用锯片尺寸φ500×φ30×120T
6.锯片可摆动角度22.5°-90°-1 35°
7.锯片进给速度0-3m/min
8.锯片返回速度2-3m/min
9.工作气压0.6-0.8Mpa
10.工作电压380V
11.外形尺寸(长×宽×高)7500/9000×1700×1750
KT-328D/A重型自动切割单头锯
一、设备用途:
主要用于工业型材、铝合金幕墙料、角码和窗料的切割下料,亦可用于塑料型材的切割下料,使用硬质合金锯片,外径可达20",线速度高,加工精度高。本机床带数控送料系统,并可根据客户要求加装托料架,由于采用精密步进电机、滚珠丝杠和进口导轨,因而重复切削精度高,加大4KW主电机,更适合工业型材,隔热型材大角码,铝幕墙料的切割。
二、主要技术参数
1.锯切长度10-830mm
2.锯切(w×h)240×150mm
3.主电机功率4KW
4.主电机转速2840r/min
5.使用锯片尺寸φ500×φ30×120T
6.锯片进给速度0-3m/min
7.锯片返回速度2-3m/min
8.自动送料最高速度10m/min
9.工作气压0.6~0.8Mpa
10.工作电压380V
KT-363D 隔热型材45度切割机
一、设备用途:
本机床主要用于切割38、40、50、52、65系列铝合金平开窗料及新型隔热型材窗料的45°角,特别适用于高档铝窗、新型隔热型材的高精度切割要求。
二、主要技术参数:
1、刀轴转速 2850r/min
2、进给气缸行程 750mm
3、使用工作气压 0.6~0.7Mpa
4、刀片尺寸Φ330×Φ30×120T
5、最大切割高度 80mm
6、每次切割窗料数 4支
7、电机功率 2×1.1kw
8、外形尺寸(长×宽×高) 6700×1870×1390mm
9、机床重量 900kg
KT-333K 重型隔热型材撞角机
一、设备用途:
把两根已切割成45度的铝合金窗料,利用放入窗内的角码,移动撞叉,将两根窗料挤压钉紧,牢固地形成90度角。该机根据角码特点,可设计成单边四点撞,因而挤压更加牢固,由于加大尺寸和撞力,特别适合隔热型材框料、扇料和门料以及超厚幕墙料的组角。
二、主要技术参数
1、油泵电机功率5HP
2、油泵额定压力20Mpa
3、工作使用气压0.6~0.7Mpa
4、最大工作行程60mm
5、最大工作推力8000kg
6、撞点可调范围8~100mm
7、机床外形尺寸(长×宽×高) 1200×920×1300mm
8、机床重量 700kg
KT-313Y走刀式幕墙端面铣床
一、设备用途:
主要用于高档门窗,幕墙型材端面的榫头精密加工。采用刀台电机进给机构,工作台固定压料设计,方便大型长料的加工。采用六组电主轴结构,各轴都可以上下前后移动调节,满足各系列门窗至各种幕墙料的端口切削。本机两个电机轴可90°~180°任意旋转摆角,适合多种角度榫口切削,可加工幕墙接口。进给速度无极调节,带自动冷却刀具系统。带防护罩和机械式数显调刀装置。方便快捷。
二、主要技术参数
1.最大切削行程1550mm
2.型材最大尺寸500×200mm
3.切削深度120×180mm
4.主轴电机功率6×2.2kw
5.主轴转速2840r/min
6.锣刀规格Φ250×Φ50×6.5
7.锯片规格Φ300~Φ350
8.工作气压0.6~0.8mpa
9.工作电压380V 50Hz
10.耗气量100L/min×6
11.外形尺寸(长×宽×高)3900×1560×1750
12.重量2100kg
KT-393B 重型高精度仿形铣床
一、设备用途:
本机床采用加工中心专用2KW主轴电机,富士矢量型变频器,特大加工尺寸,精度高,特别适用于铝合金型材和超大洁具材料的各种形状通孔的仿形加工,利用靠模板将孔的形状按1:1的比率复制到工件上。一次可铣5mm厚料。
二、主要技术参数:
1、工作台面积(长×宽) 660×300mm
2、立铣头左、右移动最大距离 260mm
3、立铣头前、后移动最大距离 160(230)mm
4、立铣头上、下移动最大距离 160mm
5、立铣刀直径(常用) Φ8mm
(可用) Φ3~Φ10mm
6、电动机转速 12000r/min
7、电动机功率 N=2kw
8、工作气压 0.6~0.8Mpa
9、外型尺寸(长×宽×高) 920(2200)×750×1650mm
10、机床重量 650kg
KT-373A四柱液压冲床
一、设备用途:
该冲床的台面上安装各系列铝型材组合模,可完成各种相应推拉窗或平开窗铝合金型材全部孔和缺口的冲裁加工。该机更换组合模快捷、简便,是铝窗型材加工的理想设备。
二、主要技术参数
1.冲裁厚度1-2mm
2.冲裁最大长度400mm
3.中裁工位数14个
4.最大冲裁行程55mm
5.油缸直径80mm
6.油缸活塞行程60mm
7.油缸容量40L
8.电动机功率2.2KW
9.油泵额定压力16Mpa
10.最大冲剪力8000kg
11.外形尺寸(长×宽×高)1000×760×1580mm
KT-373 两柱液压冲床
一、设备用途:
该冲床的台面上安装各系列铝型材单模、组合模,可完成各种相应推拉窗或平开窗铝合金型材全部孔和缺口的冲裁加工。
二、主要技术参数:
1、工作行程 60mm
2、工作油压 13T
3、输入功率 5HP
4、输入电源 380V 50HZ
5、工作台尺寸(长×宽) 1500×410
6、外形尺寸(长×宽×高) 1500×900×1500mm
7、机床重量 900kg
KT-318B 幕墙角接口切割锯
一、设备用途:
主要用于铝合金幕墙料、窗料的接口加工,也可用于塑料型材的接口加工,使用硬质合金锯片,外径可达20'',线速度高,加工精度高,本机床带意大利角度显示装置和原装意大利专用电机,因而尺寸范围大,切割角度精确,光洁度好,更适合铝合金幕墙料,窗料的接口。
二、主要技术参数:
1.锯切宽度×高度(w×h)260×210mm(90°) / 260×146mm(45°)
2.主电机功率2*2.2kw
3.主电机转速2840r/min
4.使用锯片尺寸Φ550(Φ500)×Φ30×120T
5.锯片进给速度0-3m/min
6.锯片返回速度2-3m/min
7.锯片可旋转角度+/-45°
8.工作台可旋转角度+/-45°
9.工作气压0.6-0.8Mpa
10.工作电压380V
11.外形尺寸(长×宽×高)2500×1300×1800mm
12.机床重量1000kg
KT-368B气动多头群钻
一、设备用途:
本设备主要用于加工幕墙、铝合金型材上的通孔或不通孔,亦可加工业型材和窗料,由于采用电机、气缸直联式输出,因而钻孔更平稳,精度高。本机床可装钻夹头和多孔钻座,使钻孔时更加方便。
二、主要技术参数
1.动力头数量4~6个
2.工作台尺寸240~220mm
3.钻头前后移动最大距离60mm
4.工作台上下移动最大距离150mm
5.钻头转速(动力头)(钻铝)2800r/min(钻铁)1400 r/min
6.每组孔最小距离245mm
7.单组孔最小距离台湾产动力头20-22mm
8.钻头进给速度(可调)0.1~0.2mm/r
9.最大钻削孔径φ15mm(单孔)
10.最小钻削孔径φ3mm
11.加工铝型材最大断面尺寸200×260mm
12.加工铝型材最大长度5700mm
13.电动机功率4×1.5KW
14.电动机转速1400r/min
15.机床重量约约1500kg
KT-323E多功能手动锯床
一、设备用途:
机架用钢材组合而成,机面用钢板平面经精密刨削、仔细处理。刀架除前后手动行程外,可视铝料厚薄,作适当高低调整。主
要工作范围:一般铝料除切断90°外,并可切断任意角度。
二、主要技术参数
1.刀轴转速2850r/min
2.切削刀片线速度45m/s
3.最大切削高度77mm
4.最大切削宽度110mm
5.刀片尺寸300×30×3.2
6.电机功率1.5KW
7.机床外形尺寸(长×宽×高)880×650×980mm
8.机床重量110 kg
三轴数控型材加工中心(型号:KT-660R)
1、功能、特点:
适用各种铝门窗及幕墙型材的安装孔、流水槽、锁孔、形孔等加工工序。
一次装卡即可完成同一加工面上全部孔、槽的加工,具有极高的工作效率。
采用德国PA 高品质进口计算机数控系统,具有良好的用户操作界面。
工作头采用大功率气冷高速主轴,高质量地完成各种钻铣削加工。
采用高品质的交流伺服电机、滚珠丝杠、线性滑轨及轴承等机构以确保设备具有较高的加工精度。
主轴采用HSD 进口高速电主轴。
带有6 工位移动旋转刀具库,自动换刀。
设有防护装置,完全保护操作者的人身安全。
采用自动定位及夹紧系统。
采用冷却喷雾系统,可对刀具进行冷却处理。
2、主要技术参数
3、设备配置
3.1 主轴电机:7.5KW(ATC)HSD 意大利进口高速电主轴;
3.2 全钢结构机架:去应力处理,精密机加工;
3.3 导轨:X、Y、Z轴均采用进口直线导轨(台湾HIWIN精密导轨);
3.4 X、Y轴传动:均采用进口高精密度齿轮齿条传动(日本KHK);
3.5 Z轴传动:采用进口高精密度滚珠丝杠传动(台湾HIWIN);
3.6 刀具工位:6工位移动旋转刀具库;2套进口意大利ISO30/ER25刀柄;附赠送?4、
?6、?8刀具各2把;弹簧夹头?5-?6、?7-?8各2个。
3.7 对刀装置:配有自动刀长探测器,以自动探测刀具长度;
3.8工作平台:可调行程气动装夹平台8套;
3.9 驱动系统:采用进口全数字化交流无刷伺服驱动系统(日本安川);
3.10拖链:采用德国技术;
3.11 喷雾冷却装置1套
3.12 气动定位装置2套
3.13 专业工控操作系统一套;
3.14 3D手提控制器1个;
3.15控制箱:主要电器元件、工控机、控制系统全部采用原装进口;
3.16操作系统:选用带中文德国PA控制系统;
3.17数控系统,软件系统配置:
数控系统:性能优越的数控系统.其“自适应预读功能”将在实时情况下,预处理几百个NC程序段,并且可以根据相应的进给速率自动调整加减速控制。应用“曲率优化功能”,可以将大量微小线段加工达到最佳效果,更好地保证加工过程的快速性?连续性和平稳性。同时与伺服系统构成全闭环控制将各种误差降至最低。
系统配置:CPU:Intel 内存:≥1G,硬盘:≥120G
网卡接口:2个,串行口:8个USB接口:4个17寸TFT显示器,
专业操作NC板一套,鼠标一个。
软件配置:数控系统内安装金工专业切割软件,及相应加工软体。客户不需要另购电脑安装软件连接加工,避免两者连接不稳定使设备死机、工件报废。
4、设备安全防范措施
4.1此设备在生产过程中没有触电危险;
4.2安全区域安全警戒线等图示说明:设备两侧面设有安全光电防护检测装置,保护人员在
操作时安全,在设备安装调试后提供一份安全区域警戒线:
4.3 紧急刹车图示说明:设备配备一个紧急刹车按钮,在特殊情况下(或误操作时)的紧
急应变处理;
4.4 可选配的防护装置,铝屑收集装置(属额外配置);
4.5 在设备的不同部位有不同的标志警告,以提醒安全防范.
5、售价
1台KT-660R 三轴数控型材加工中心
6、条款:
价格条件产品价格含国内运输,及安装调试。
付款方式签定商品购销合同,购方向供方支付总金额的30%,发货前购方向供方支付总金额的65%,余款于货到安装调试合格后,支付给供方,供方并提供
有效的收款凭证和产品合格证明书。
7、交货期:购销合同生效,25天内交货。
8、设备质保
8.1 对于设备质量保证以《顺德金工产品售后服务条款》为准则。
8.2 为了质保/担保索赔,下列项目连同合同条款应当遵守:
机器操作记录完整,填写要客观、真实
使用本公司原装的备件和消耗品
严格按照设备操作手册及相关技术资料使用设备
根据国际通用合同条款(工作日每天8小时工作),整机质保期为12个月
报价有效期30天
9、培训
9.1 主要操作人员培训(设备安装后,在用户处进行)课程包括下列内容:
参加人数:约三至四人
对象:机器操作、保养员
要求:懂CNC 的基本知识和能操作CNC 系统的人员
课程时间:约2天
上课地点:用户处
目的:操作和保养
课程题目:
简介
设备的安全和事故防范条例
设备调整步骤
讲解设备操作使用和维护
保养
9.2 编程培训(设备安装后,在用户处进行)
为有效使用本设备,编程人员应具有适用于日常生产的零件编程方案的规划能力。因此,编程培训要求被培训者能识技术图纸、CAD 图纸及操作计算机(Windows/Windows NT 系统)。
课程包括下列内容:
参加人数:约三至四人
对象:编程员,机器操作员
要求:Windows 操作系统,识技术图纸,特别是CAD 图纸
课程时间:约2天,以交付的模块定
上课地点:在用户处
目的:使用软件
附录:顺德金工产品售后服务条款
此条款是确立保修服务及维修服务的时限、服务范围及责任。是合同的附件,具有与合同同等的法律效力。
1.客户自签发设备验收报告之日(工作日每天8小时工作)起计,壹年内用户按正确的方法操作,并只按照机器设计的原始用途进行使用情况下出现的故障,本公司提供免费现场的保修服务。
2.如果在有效的保修期内,电子电路、运动控制器和加工中心系统发现有问题,本公司将按售后服务的程序根据机器的情况进行修理或免费更换零件。所有更换下来的零件的所有权属于金工机械有限公司。
3.易耗件不在保修范围内。刀座、夹具、电源线、数据线等随机附件只提供一个月的保修。保修不包含以下零件:刀具、真空泵滤芯、同步带、真空管、吸尘管。其中主轴
正常使用轴承保质为2000小时,主轴其他硬件不在保修内。
4.保修限于金工CNC 的设备自身故障。电脑软硬件、操作使用等其他设备的故障,只提供电话技术咨询服务。
5.24小时响应服务是指在用户以传真方式把设备硬件故障内容列清后的壹个工作日内(国家规定节假日除外)作出技术支援的响应服务。经我方确认将派出维修人员上门服务,因技术原因而无法在短期内派出人员的,将与客户相讨确定具体到访时间。6.对于设备故障,金工机械有限公司只负担保修责任,不负担其他赔偿责任。因机器故障造成的任何加工时间和工件损失,金工机械有限公司不负任何责任。
7.在保修期内,属于以下情况中的任何一种都不在保修范围之内
(1)用户违反操作规程。
(2)供电系统电压不正常,打雷、火灾、地震等引起的故障。
(3)刀具使用不当或使用了未动平衡之刀具而导致主轴电机的损坏。
(4)工作环境恶劣,如灰尘、静电、潮湿、切屑的堆积而引起的故障。
(5)运输、意外事故、天灾、误用滥用机器、任何没有授权的对机器改装或修理更换零件造成的故障。
(6)不能出具设备安装验收报告及机身号码,或保养记录内容不全,不清,或未按保养规程进行保养的。
8.如非现场维修服务,客户需要我方提供现场保修服务,经双方协商时间,由我方派出人员前往,差旅费、食宿费由客户支付。
机床安全区域警戒线图
设备设施运行维护管理实施方案
中青旅酒店管理公司管理手册明确要求关于酒店设备运行维护管理工作将由酒店工程部负责落实。 广电大厦工程部运营管理方案 第一章部门简介 第一节部门简介 工程部负责为广电大厦运营提供良好的设备设施,以保证大厦能够为客人提供一个良好、舒适的工作环境。具体职责包括: 一、负责大厦内机械设备、电气设备、弱电设备、水暖空调设备的日常维修与保养。 二、负责大厦建筑、装潢、等设施的日常维修与保养。 三、负责水、电、气、燃料等方面的能源消耗,保证大厦最大限度的节能。 四、负责大厦环境保护工作。 五、与各上级主管部门的联系。确保广电大厦工程建筑及设备设施良好运行。 第二节管理范围 1.变配电系统: 电力变压器、高压配电柜、低压配电柜(包括各类低压开关柜、低压电容补偿 柜)、直流屏。 发(备)电设备 楼层的强电竖井及各功能区的分配电箱,各类机房,根据设备需要而设置的配电箱 和控制屏。 动力、照明设备。 2.防雷及接地系统。 3.垂直及特种交通系统: 客用电梯、员工电梯(兼货梯、消防梯)、食梯。 立体停车设备 自动旋转门 4.通讯系统: 互联网接入 程控数字交换机。 手机补盲
无线对讲机装置 无线上网装置 5.音像系统: 公共音响系统 歌舞厅会议厅灯光音响设施。 卫星及有线或开路信号电视广播接收播放系统工程 6.保安监控系统。 7.消防报警监控系统: 紧急广播系统 自动报警系统 自动喷洒系统 消火栓系统 应急照明系统 紧急出口指示灯 卤代烷自动灭火系统 防火卷帘门 消防通道门等。 8.楼宇自动化控制 9.电脑网络管理系统及综合布线 10.暖通空调系统: 冷水机组(冷水泵、冷却泵、冷却塔、水处理、稳压设备等)。 空调器。 空气处理机组。 各类风机盘管及控制器。 送、排风机。 锅炉装置 供暖设施及管线。 防排烟系统。包括加压送风机,排烟风机。 11.燃气供给及监控报警系统: 12.给排水系统: 储水池、水箱。 水消毒器。 水泵间 冷水系统
幕墙施工方案)
幕墙的施工方案 一、角码的安装 角码安装的步骤及要求 1.铝合金竖料的安装依据放线的具体位置进行安装,安装工作一般是从底层开始然后逐层向上推移进行。 2.为确保整个立面横平竖直,使幕墙的外立面处在同一垂直平面上,开始首先将角位与轴线垂直钢线布置好,作为左右前后的控制,而高底的控制用各层所弹的1米标高线作为安装基准。安装施工人员依据钢线作为定位基准,进行角码立柱的安装。 3.在同一立面同一楼层安装支座时,首先两端支座由技术较高的施工人员进行安装、定位,这关系到整个面平整度,两端安装后,拉一根横向控制鱼丝线,这样,一般施工安装人员即可同时进行安装操作二、竖料的安装 竖料安装的步骤及要求 1.固定件连接好后开始安装竖料,竖料安装的精确和质量影响着整个金属幕墙的安装质量,因此、竖料的安装是幕墙安装施工的关键工序之一,幕墙的平面轴线与建筑物外平面轴线距离的偏差应控制在1mm 以内,特别是门厅、圆弧和四周封闭的幕墙,其内外轴线距离将影响到幕墙周长。 2.竖料与连接件要用螺栓连接,连接螺栓采用不锈钢件,同时要保证足够的长度,螺母紧固后,螺栓要露出二牙以上,螺栓与连接件之间要设足够的镀锌方垫,垫片的强度和尺寸一定要满足设计要求,垫片的宽度要大于连接件螺栓孔的3—4倍,各连接件的螺栓孔都应是长孔,以利于竖料前后调整移动。 3.连接件与竖料接触处要加设隔离垫,防止电位差腐蚀。隔离垫的面
积不能小于连接件与竖料接触的面积。 4.一般情况下,都以建筑物的层高为一根竖料,随温度的变化,铝型材在不断的伸缩,由于铝板等材料的热胀冷缩系数大,材料内部将产生很大应力,轻则会使整个幕墙有影响,重则会导致幕墙变形,因此,框与框之间,板与板之间要留有收缩缝。收缩缝处采用套筒连接法,这样可适应和消除建筑挠度变形及温度变形的影响,套筒插入竖料的长度每端〉200以上,竖料与竖料之间收缩缝为20mm,待竖料调完毕,伸缩缝中要用硅胶进行密封,防止潮气及雨水等腐蚀铝合金材料的端面和内部。 5.待角码吊入工艺调节螺栓后,放入垫圈,拧上螺帽,进行初拧,根据竖料上口相对标高,进行调教,水平仪跟踪检查调校的标高,调校后标高差应小于1mm。 6.竖料调校过程中应对立柱的轴向偏差严格控制,轴向偏差应小于1mm,若误差较大会影响横料安装精度与美观检查方法。 7.相邻两根竖料调较后,应在钢角码连接处测量检查相邻竖料的间距,否则将发生误差,因竖料总长度允许有l/180挠度,检查方法。 三、钢角码焊接 焊接参见焊接章节。 四、横梁角码的安装 横梁角码安装的步骤及要求 1.核对立柱数连接角码螺孔的位置。 2.在角码与铝料的位置用柔性垫片隔离,固定角码,检查位置尺寸。 五、玻璃板块的安装施工 玻璃板块安装的步骤及要求 1.首先检查与竖料连接的压板是否与图纸相符,其次检查到场的半单
BOPP行业出口企业信息
华东膜厂 序号NO. 公司名称 Name 公司简介 About Them 生产能力 Ability 产品 Production 备注,交货期 Remarks 1 温州金田塑业 有限公司(中 国·金田集团) Wenzhou Gettel Plastic Industry Co., Ltd.(Gettel Group China)属金田集团旗下公司,是专业生产BOPP,BOPA双向拉伸薄膜的厂家,公司 2003年引进德国布鲁克纳公司的BOPP薄膜生产线是目前国际上最先进的生 产线.生产宽幅达8.2米,2004年公司又投巨资引进两条德国布鲁克纳公司 BOPP生产线,可年产十万吨BOPP薄膜.公司现占地面积94500,建筑面积 35000,注册资金一亿元。 另有金田集团(桐城)塑业有限公司属于跨区域集团公司,专业生产BOPP、 BOPA双向拉伸塑料薄膜的企业,投入巨资引进德国布鲁克纳(BRUCKNER) 公司的生产线,年产6万吨BOPP薄膜. The Company was founded in March, 2004, specially producing BOPP film. Now they have four 8.2 meters width BOPP film production lines from Germany, among them, 2 lines located in headquarter of our group, Wenzhou, Zhejiang province. The output was 100,000Mts in 2008 totally. The company was operated according to modern enterprise management system, and has passed the authentication of ISO9001:2000 QC system. https://www.360docs.net/doc/4410219731.html, 6条成型生产线,3 条新线在安装,目 前年产21.9万吨 BRUCKNER * 6 lines Annual output : 219,000 metric tons BOPP Film for Printing BOPP Film for Adhesive tape BOPP Film for Lamination Matt BOPP Film Degradable BOPP Film Thickness range: 12 micron to 60 micron, clear or matt film. Width range: 325mm to 1800mm. 公司规模较 大,管理较正 规,出口成熟, 定长定重无需 另外加钱,且 价格很有优 势。推荐选择。 20天 2 江苏双良恒创 包装材料有限 公司(江苏双良 集团) Jiangsu Shuangliang HengChuang 江苏恒创包装材料有限公司位于江阴市沿江经济开发区双良工业园内,是一 家中外合资企业。公司同期引进四条德国双向拉伸聚丙稀薄膜生产线及英国 分切专用设备,生产规模达到12万吨/年,是国内最大的包装薄膜生产企业 之一。 目前企业已经通过了质量保证、环境管理、职业健康与安全等三个国际标准 体系认证,经过4年多的市场开拓,产品远销美国、英国、俄罗斯、乌克兰 等20多个国家和地区,被应用在两百多个知名品牌商品的包装上。 Jiangsu Shukang Packing Material Co., Ltd. is one the joint ventures company, sitting in Shuangliang Industrial Park Zone in Jiangyin Economic Development Zones along 4条成型生产线 年产12万吨 BRUCKNER * 4 lines Annual output : 120,000 metric tons BOPP Film for Printing BOPP Film for Adhesive tape BOPP Film for Lamination BOPP Film for Cigarette BOPP Film for Anti-counterfeit laser and totally 16 series more than 50 types of products.
设备管理工作方案
2011年设备管理工作方案 企业名称:************ 编制日期:2011年1月15日
为优化石油技术事业部设备管理流程,提高重点设备运转率、出勤率和使用率,保证完成事业部2011年各项生产经营任务,制定本方案。 一、工作目标 具体指标: 1、设备完好率指标:达到95%以上,主机设备完好率为100%; 2、设备利用率指标:主要设备利用率(即运转率)达80%以上; 3、设备分类管理指标:达到事业部设备分类管理目标要求; 4、单位产品维修费用指标:达到事业部全年预算目标。 二、重点工作 抓好制度完善和员工教育工作。建立设备日常维护保养、维修体系。完善设备管理监督保障体系,在设备管理机构上要构建“三级网络”,抓好设备管理,严抓善管,逐级管理负责,并把设备管理纳入生产经营责任制中。结合自身实际,建立公司、生产部、班组三级企业设备管理网络,健全设备管理机构、明确职责、理顺关系,配备适应生产要求。 (一)设备制度建设 1、借鉴总公司的经验,制定各种管理制度、点检标准和润滑标准、大型设备使用手册、操作规程等。根据设备实物状态变化情况,及时调整、修改、补充各项基础工作图表、手册。 2、健全设备技术资料,通过各种渠道收集(现场测绘、供应索取)设备技术资料,在日常运行中,及时准确地填写设备档案。 (二)设备运行保养管理 1、针对设备巡检标准、润滑标准等,合理制定班组岗位设备各项记录;结合设备结构原理、运行要求,对设备具体巡检范围、项目内容、完好标
准、不同状态巡检周期等进行明确规范,防止出现无效记录和记录不足问 题;同时对工段级日检工作进行标准化,设计工段长日检记录,要载明所 管辖范围主要设备的主要运行参数、工段设备运行大事记等。 2、提高员工设备维护技能,保证设备运行质量,重点是主机设备岗位人员和设备管理人员,提高其技术素质和实际问题处理能力。 3、按照设备运转率统计情况,要逐月认真分析主机运转情况,重点是找出制约磨机运行的瓶颈问题,分专业制订保证措施,减少同类问题重复 发生,保证磨机运转率。 4、保持设备无积灰、无油污、无杂物、无松动、不漏风、不漏气、不漏灰、不漏电、不漏油、不漏水,达到整齐、清洁、坚固、润滑、防腐、 安全,保持文明的区域环境,保证设备正常运转。 5、对主机设备的重大隐患,要加强监护,出现异常要及时进行处理。 (三)设备大(中)修管理 1、按照“自下而上、自上而下”的原则,根据设备日常运行技术状态,制订科学合理的检修计划。 2、积极参与总公司检修协作管理,大的检修项目尽可能以内部协作的方式进行,减少外委,降低修理费用。 3、总结总公司历年检修工作经验,汇总、完善各主要检修项目技术标准,装订成册,规范检修作业标准。 4、兼顾市场形势和当前生产设备状况,合理选择具体的检修时机;提前做好检修计划,落实好检修方案、安全措施,检备品备件、材料、工器 具等,针对重点项目充分做好检修的前期准备工作。
设备设施管理制度
设备设施管理制度 CMCBZ-ZAG12 一、目的 为确保洁净生产区设施及与之配套的生产设备、净化设备及辅助设 备等符合规定的要求,特制定本管理制度。 二、适用范围 本制度适用于洁净生产区设施及与之配套的生产设备、净化设备及辅助设备的管理。 三、职责 研发中心设备主管负责生产车间设施及与之配套的生产设备、及辅助设备的管理与维修,注塑制造中心/生产制造中心负责对使用的生产 设备及区内设施进行维护和保养。 四、管理程序 1?设备主管负责编制《设备安全操作规程》,单独建立塑料软管生产区、注吹塑车间生产设备的管理台帐。 2?设备主管负责建立设备档案,含如下内容: 2.1档案目录; 2.2设备购置合同原件或复印件; 2.3与设备相关的操作手册及技术资料; 2.4设备改造,改进及大、中修记录; 2.5设备的日常维修记录。 3. 所有设备操作人员必须持上岗证,严格按照设备使用说明书和《设备安全操作规程》进行操作。 4. 设备操作人员负责设备的日常维护和保养。 5. 设备主管根据设备运行状况,在每年年初应编制《年度生产准备计划》,经部门经理审核,报公司领导批准后,实施年度月份购置计划。 6. 生产设备
需要大、中修时,设备主管编制《设备检修计划》(计划应包括检修内容、检修时间、达到的目的、预算情况等),经部门经理审核,报公司领导批准后实施。检修完成后,由设备主管会同技术工艺高级 主管、设备高级主管、工装模具高级主管及设备使用部门出具《设备检修验收报告》,说明检修效果和预算情况,经研发中心经理审核,报公司领导签署意见。 7?设备事故管理 7.1设备事故等级的划分: 7.1.1 一般事故:生产设备损失在1万-3万元的;因事故造成全公司供电、供水、供气中断1-12小时的。 7.1.2中等事故:生产设备损失在3万元以上的;因事故造成全公司供 电、供水、供气中断12-24小时的。 7.1.3重大事故:生产设备损失达10万元以上的;因事故造成全公司停产两天以上或部分生产线停产达一周以上的。 7.2设备事故性质的划分: 7.2.1责任事故:由于人为原因(操作失误,维修失误)造成事故; 7.2.2质量事故:由于设备质量(零部件质量、设备质量等)造成事故;7.2.3自然事故:由于使用年限长、磨损、老化造成事故。 7.3事故发生后,相关人员应立即切断电源并保护现场,及时上报技术研发中心经理。 7.4研发中心负责组织由使用人员、维修人员及其他相关人员参加的设备事故分析会,并进行现场调查,分析事故原因,判定事故责任。 7.5事故原因调查清楚后,研发中心设备主管将事故过程、原因及造成的损失、预防纠正措施等方面内容形成《设备事故调查表》。 7.6对于一般事故,由使用部门自行处理;对于中等以上事故,由研发中心设备负责人形成专门报告,按照直接损失的3-15%的比例对相关 责任人提出处理意见,经部门经理审核,报公司领导批示后进行处罚。
外墙幕墙施工方案
外墙幕墙施工方案 铝合金隐框玻璃墙属非承重外围护墙体,它有一般幕墙垂直和水平承力构件,又同样是由玻璃墙和铝材装配而成的外围护结构墙体。但这种幕墙的构造是把粘接好的单个外围护构件悬挂在垂直和水平承力构件外侧,并加以固定和密封,形成平整连续的墙体。由于玻璃用的是各种颜色的镀膜玻璃,从外面无法透视,悬挂的单体构件把主承力的铝合金框架隐藏在后面,故名隐框玻璃幕墙。 1 幕墙设计技术交底 从技术角度看,隐框玻璃幕墙比一般幕墙难度、复杂度都高,尤其是形状复杂的隐框幕墙设计,技术难度更大。施工前应由该隐框幕墙的设计者对所要进行安装的工程项目、图纸资料、施工方案和技术工艺要求进行详细说明和解释,以确保幕墙达到设计要求和各项基本性能指标。要写出施工组织方案、施工准备计划、总体施工安排、施工技术措施及安全措施等。 2 隐框玻璃幕墙的施工准备 隐框幕墙的施工准备,应考虑施工现场条件,要有清洁的场地堆放已粘接好玻璃的单个框架(称为结构玻璃装配组件),需要足够的场地以堆放为数不少的结构玻璃装配组件,要防止在堆放过程中划伤、变形、和破坏。对施工机具也要有充分的准备,如脚手架距幕墙300~400mm,以保证安装的需要,并检查脚手架是否牢固。如脚手架已拆除,应使用吊篮进行安装。现在大型幕墙施工中,普遍采用经纬仪等调校安装基准线和尺寸并检查水平垂直度,为保证安装精度,施工前
应对仪器进行调校。 3 施工材料的验收 (1) 对结构玻璃装配组件的检查验收:检查装配组件长宽尺寸、对角线尺寸是否超差;粘接是否完好,玻璃表面是否清洁;镀膜玻璃如有严重划伤大片掉膜应立即更换。 (2) 对立梃和横梁用铝型材要测定其平直度和扭拧度,如有明显的扭拧则不能使用。检查型材表面保护层粘贴情况,有无严重的脱落。 (3) 对上墙的五金配件进行验收,检查其是否符合设计要求,如不锈钢螺栓、绝缘胶垫等。还要进行耐候胶型号及保险期的检查。 4 隐框玻璃幕墙的施工工艺 隐框玻璃幕墙施工工序为:放线→固定支座安装→幕墙立梃横梁安装→结构玻璃装配组件安装→玻璃装配组件间的密封及四周收口处理→楼层间防止隔层处理→全面检查及清洁。 4.1 隐框幕墙立梃和横梁的安装 施工中应掌握正确的放线方法,保证立梃横梁安装水平在主梁全部或基本悬挂完毕后,再逐根进行调整,以保证隐框幕墙外表面平整。 4.2 结构玻璃装配组件的安装 结构玻璃装配组件可由上至下安装,也可由下至上安装,一般可随土建施工进度,大部均由上而下安装。从下而上安装应待结构装饰施工完毕,否则安装时易遭到土建施工的破坏。上墙方法分内装或外装,若按形式分也可分为内块式悬挂法和外压板式悬挂法。不论用何种形式,悬挂固定前要逐块调整组件至相互平齐、间隙一致,板面表
设备管理工作策划方案
设备管理工作策划方案 设备管理是对设备寿命周期全过程的管理(从规划、设计、选型、购置、安装、验收、使用、保养、维修、改造、更新直至报废)工作。通过设备管理实现设备投资合理化、设计安装规范化、使用保养标准化、维护检修专业化、更新改造经济化。 为进一步完善设备管理,搭建以凯迪公司为基础的设备管理平台,按照建运一体化和维检一体化的两项主体思路,以基建期和运营期两个阶段建立全公司的设备管理体系,明确安生中心、建管中心、电厂、运营公司各方关系及责任,优化监理单位、安装单位、设备厂家、调试单位的管控模式,使全公司的设备管理做到统筹、全面、精细、专业、实效。 基建期设备管理 以运营电厂管理机构配置由上至下(专业工程师)的设备管理人员,使设备管理的起点前移至电厂规划期,建立起以建管中心(招采中心)、电厂、监理单位、设备厂家、安装单位、调试单位为实体的
基建期设备管理体系。根据机制的改变,建管中心(招采中心)要针对设备厂家,安装单位、监理单位、调试单位等制定配套的制度约束措施,保证基建期安、健、环、质量体系的有效持续运行。建管中心负责制定和完善基建期设备管理的各项制度及标准,以各电厂专业工程师为枢纽,以设备档案和资料管理、设备出入库质量验收及管理、安装、调试标准和验收管理为核心结合灵活多样的培训机制开展电厂运营前期的设备管理工作。 运营期设备管理 电厂的管理机构不发生变化的前提下,建立起以安生中心(招采中心)、电厂、运营公司、设备厂家为实体的运营期设备管理体系。安生中心要根据机制的改变制定运营期的设备管理的各项制度及标准,保证各级设备管理人员培训的持续性的前提下,遵循以各电厂专业工程师为枢纽,以设备档案和资料管理、设备点检定修管理、技术监督管理、设备能效管理、技术攻关及改造管理为核心,结合设备管理的信息化和运营公司多样化技术服务模式开展电厂运营前期的设备管理工作。 “四库十账”的建立 一、“四库”的建立: ●资料库:资料库需要将设备选型、安装、调试、使用、维护、 修理和改造所需的产品样本、图纸、规程、技术手册,以及设 备管理办法和要求等收集、整理,是设备管理的基础参考性文 件。
办公室设施设备管理制度.doc
办公设备设施管理规定 第一章总则 1.1 目的:为便于综合部对设备设施的管理,对微机、打印机和复印机、扫描仪的使用、维护 进行控制及管理,特制定本管理规定。 1.2适用范围:适用于公司对所有的办公设备设施、微机、打印机、复印机等设备的管理和控 制。 第二章职责 2.1综合部职责 2.1.1公司综合部负责办公设备设施、配件、耗材、工具等的《采购计划》的编制,负责公 司移动硬盘、U盘的保存、管理。 2.1.2综合部全面负责微机室设备使用的管理,监督检查微机的使用情况;负责按微机室工 作人员的采购需求,制定《采购计划》。 2.1.3负责检查各部门使用的情况,并对设备清洁卫生状况进行监督检查考核。 2.2 使用者职责 2.2.1设备设施使用者负责对自己使用的设备设施进行日常清洁卫生、保养维护。 2.1.2负责使用的计算定期进行杀毒及软件的升级工作,防治病毒感染系统损坏。 2.1.3每天下班或不使用时负责关掉电源,预防事故或火灾的发生。 第三章办公场所的管理 3. 1 办公室工作人员不准在办公室抽烟、吃零食、打闹嬉戏、聊天、不准上网聊天、玩游戏、 赌博、下载或阅览淫秽图片、书籍、影片等非工作上网等活动,一经发现视情节严重程度罚款金额可在20——200元。 3.2 各岗位负责保管所使用的设备实施及工具(笔、纸、本、书、软件等),不准乱扔乱放,闲 杂人不准进入办公室。 第四章设备使用管理规定 4.1设备设施因人为破坏时,根据事情发生的情况和严重程度,综合部及时拿出处理意见经总 经理审批后实施,并对责任人进行批评教育,要求其承担经济责任,造价赔偿。
4.2综合部将各岗位使用的计算机落实到人,对每个人使用的计算计进行编号、做好计算机的配 置详细记录存档,任何人不准随意拆卸、更换计算机的配件。 4.3各部门使用人员负责计算机、桌椅等设备、设施进行日常保养和维护,因工作需要更换计 算机配件时,需填写《出库单》或《领料单》经综合部经理审核,总经理批准后方可领用。 4.4综合部负责对所有微机进行管理,微机使用者不准随意拆卸微机设备配件,不准随意安装卸 载软件。 第五章移动硬盘和U盘的使用、保管规定 5.1 移动硬盘、U盘分别为保存公司重要文件和存储临时文件设备,由公司综合部保管,公司 人员使用移动硬盘或U盘时,须经综合部经理批准后使用,使用完毕必须及时交回综合部,不允许带出公司。 5.2综合部负责整理移动硬盘上的各类文件,并建立移动硬盘文件清单,包括所有当前文件夹, 文件夹下每层文件夹或文件的路径,为便于公司人员查找和使用。 5.3 移动硬盘除公司总经理及授权人以外,任何人不得带出公司以外的场所。 5.4 U盘作为公司临时储存文件的活动盘,不允许带出公司,如工作需要将带到公司以外的工 作场所时,须经总经理批准后方可带出公司。 5.5公司人员使用移动硬盘或U盘,应由借用人员在《文件借阅记录》中明确使用时间、用途 等信息,并由综合部经理批准后方可借用。 5.6综合部负责根据文件的重要程度和文件类型分别存放在文件夹中,便于对文件查阅和使用, 并按一定的时间间隔对硬盘进行清理和查杀病毒,将临时存档的文件删除,确保硬盘的使用空间,防止病毒入侵。 5.7各部门经理负责保管使用时的移动硬盘和U盘,对本部门人员使用移动硬盘和U盘进行监 督检查,并作为员工考核的一项内容。 第六章设备设施的采购 6.1综合部根据需求负责编制《采购计划》,报公司总经理审批后实施。 6.2总经理批准《采购计划》后,由采购员组织相关人员实施采购,采购员应根据产品的不同, 对供应商进行评价,选择质优价廉的供应商,确保供应商提供的产品占有良好的市场份额,能满足公司对产品和提供服务的要求(针对特定产品提供售后服务)。 6.3采购品由综合部负责采购的物品进行验收,验收不合格的产品,由采购员采取换货、退货 等措施处置。
玻璃幕墙施工方案(幕墙)
玻璃幕墙施工方案(幕 墙) -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
玻璃幕墙施工方案 一、主要技术措施 (一)施工准备 1.开工前技术员、施工员认真熟悉图纸,设计人员组织技术交底,项 目部作施工组织设计。 2.测量放线前与土建单位现场监理单位进行轴线,标高点交底和移交 手续,如发现超出部分应明确签单土建单位,并清理影响现场施工 的障碍物。 3.搭建临时设施,按通水、电、做好防雷接地及消防保护措施。 4.施工人员根据现场进度情况及各工种的进展情况,调度安排施工人 员进场。 5.由于可能的安装、内装饰、幕墙交叉施工,相互之间干扰较大,故 施工前必须做到各种安全保护措施,即土建应提供其下方幕墙施工 位置绝对安全的保障,以保证施工正常的顺利进行。 6.脚手架内侧立柱面离墙面应450mm,横杆顶端离墙面不得超过 400mm特殊突出部位按建筑图搭设脚手架。 (二)弹线 对整个建筑物结构尺寸校核测量后,将实际测得结构尺寸与幕墙设计尺寸进行复核,按确认的分格施工图进行弹线。 1.墙面防水层施工后进行弹线,以各层设计标高+50mm线定窗口上下水平线,找出窗口井字线后,再按各墙面排板平面图,弹出各种排 板列线。如果各窗口间实际尺寸与设计尺寸有偏差,误差小可调整 各板间板缝尺寸,通缝上下要一致。
2.外墙面水平线以设计尺寸为基准,各大面墙结构外墙面在剔除胀模或补平凹进墙面时,需正负不大于2cm,其余误差可通过挂件托板间距 来消除。 3.开间轴线以土建为准,上点控制在顶面支架节点上,分格开档定位误差在每开间中消化,以确保立面分格一致。 4.本工程设有部份通道,在交叉施工中,则分二步进行测量、弹线,用外围四边为轴线基准控制点,弹线完成后,要汇总弹线情况,作出弹 线情况工作报告,总结弹线中出现的问题,即弹线后是否有实际尺寸 与土建结构设计尺寸超限的问题,确定下步施工的方案。 (三)加工图确认 现场项目部按设计图实地测量放样后。经设计、监理确认测量结果与施工图后,由幕墙公司技术协调部根据现场的复查情况制定和完善施工用大样图和分格图,落实为加工图。报工程计划部审核后进行备料和下料。备料过程中对产品的材质,型号规格颜色、数量、交货地址和交货时间申报公司把关审定,检查物料在材料、品种规格和色泽等方面指示控制在规范标准以内,并符合合同与设计要求。 (四)测量放线 1.由于土建施工误差相对较大,幕墙施工要求精确mm级,必须由基 准轴线和水准点重新测量复核。 测量内容为: a立面垂直度的测量 b 楼层高度的测量 c 楼层水平度的测量 d 变化异形墙面的测量 做好纪录作为竣工资料;
塑料薄膜生产设备以及薄膜生产(PE吹膜问题,CPP薄膜生产)[1][2]
塑料薄膜生产设备最新技术 工业上有两大类塑料薄膜(厚度在0.005mm~0.250mm)生产方法——压延法和挤出法,其中挤出法中又分为挤出吹塑、挤出拉伸和挤出流延。目前最广泛使用的生产工艺有挤出吹塑、挤出拉伸和挤出流延,尤其是聚烯烃薄膜,而压延法主要用于一些聚氯乙烯薄膜的生产。在挤出吹塑、挤出拉伸和挤出流延中,由于挤出吹塑设备的整体制造技术的不断提高以及相对于拉伸和流延设备而言低得多的, 本应用在不断增多。不过在生产高质量的各种双向拉伸薄膜中仍然广泛使用挤出拉伸设备。随着食品、蔬菜、水果等对塑料薄膜包装的要求越来越高以及农地膜、棚膜的高性能要求和工业薄膜的应用不断增加、计算机和自动化技术的应用,塑料薄膜设备生产商一直在不断创新,提高薄膜的生产质量。在K2001上展出的塑料薄膜生产设备占据了相当大的展出空间,许多先进的塑料薄膜生产设备生产商展出 的新技术(1)薄膜层数越来越多,满足不断增加的市场需要 在单螺杆挤出机中发展最快的当数塑料薄膜挤出生产线,尤其是多层共挤薄膜生产线。薄膜层数已经从5层、7层、9层,发展到10~20层,当然原因是多方面的,其中主要的原因是薄膜的最终用户,尤其是包装工业得益于多层薄膜的高阻透性和结构特性以及设计的灵活性和美丽的外观。美观主要是因为采用多层共挤后,表层可以采用可印刷表面,而中间层不必采用昂贵的树脂,从而降低成本,深受包装行业的青睐。另外一个原因是叠加机头的发展和广泛采用,也为多层共挤薄膜的发展创造了有利的条件。近几年来新型挤出技术的不断出现,使吹塑薄膜得以迅速发展。 Macchi公司开发的一种新型五层共挤吹塑薄膜挤出系统,只需一次操作就能得到与层压薄膜性能相同的包装薄膜,除了可以用于生产医疗和食品包装的阻透薄膜外,还能够加工目前市场已有的每一种树脂,使用户能够在大量的原材料中选择合适的材料,从而降低生产成本,提高薄膜的性能,增强市场竞争力。此外,Macchi还推出了7层共挤吹塑薄膜生产线,能够加工各种树脂,包括聚烯烃、聚苯乙烯和茂金属树脂,以及EVOH和尼龙。生产的热成型用薄膜的厚度可以达到17μm。共挤出机头能够挤出内层树脂的粘度与外层树脂的粘度相差很大的树脂,这样就会大大减少层间表面紊流,得到厚度更为均匀的薄膜。 Luigi Bandera公司的多层共挤生产线可以生产厚度为150μm、折径为1600mm的EVOH或PA五层阻透薄膜,主机部分采用5台单螺杆挤出机共挤,其中用于外层的两台单螺杆挤出机的长径比为30:1,螺杆采用了特殊设计的结构,保证多种材料在不同的速度下仍能均匀塑化。此外,共挤机头采用了计算机熔体流动分布模拟软件进行设计,优化熔体流动,保证薄膜厚度均一,提高薄膜的光学、力学性能。 SMS Folientechnik展出的7层共挤生产线采用了Contracool挤出机、Optiflow机头以及自动控制膜泡形状的双风口风环,冷却风环气流均匀,提高了膜泡的稳定性,增加了产量。挤出机采用新型VLB VI屏障型螺杆,长径比为30,光滑机筒加料口,每台Contracool挤出机在机筒外吹空气,在底座处将空气排出,以提高机筒的温度控制。 吹塑薄膜的权威公司Battenfeld Glouester 的9层共挤薄膜机头采用了Optiflow LPTM机头,其用于土工膜吹塑的机头直径达到了2300mm,AutoprofileTM风环安装了膜泡定径架,整条生产线的制造精度和采用的技术令人折服。 近几年来国内吹塑薄膜设备也得到了长足的发展,最典型的代表是广东金明塑胶设备有限公司,该公司引进德国莱芬豪舍关键技术制造的系列三层共挤农膜、土工膜吹塑机组是国内首台幅宽20m、一机两用(能生产农用功能膜及土工膜)的设备,可以挤出LLDPE、mLLDPE、LDPE、HDPE、EV A等多种原料。机组采用了先进的内冷技术(IBC)以及超声波监控技术,同时还采用了机、电、气动液压等先进技术和多项专利技术。型号为SJ160×25×3-MJ-20000的挤出生产线
关于设备管理专项工作推进方案
关于设备管理专项工作推进方案1、海油发展公司2012年装备管理考核标准
2、工作内容及实施方案 为达到海油发展公司的装备考核标准,今年将安排以下几项工作: ⑴开展公司设备资产的盘点工作,目的是使财务部门掌握的设备固定资产与资产管理部现有的设备实物台帐相符;设备实物与设备台帐相符。 设备资产盘点工作准备从四月份开始,盘点基准时间为三月底。此次盘点为公司成立以来的第二次。主要盘点现有的账内、账外和打包设备。具体做法是,资产管理部与财务部联合进行,并成立公司设备资产盘点工作领导小组,领导小组下设的工作小组负责具体实施。此项工作拟持续一个月时间。盘点结束后,共小组将盘点工作情况形成盘点工作报告报领导小组审查和通过。 ⑵建立设备维护、维修计划监督机制,目的是使各单位年初制定的设备预防性维护、维修计划落到实处。 首先指导和监督各单位建立主要和关键设备的预防性维护、维修计划,计划编制完成后,上报公司资产管理部备案,并每月上报执行情况。资产管理部将依据此计划不定期的进行检查计划执行情况(海油发展公司的装备月报也由此要求),并将检查情况进行记录,以作
为年终考核的依据。 ⑶建立各单位的主要和关键设备的主要配件和易损配件库,以利于设备预防性维护、维修计划的制定。 为了更好的做好设备预防性维护、维修工作,要求各单位将本单位的主要和关键设备的主要配件和易损配件按部件名称、数量、预计使用时间、价格等列表建库,用以设备预防性维护、维修计划制定的参考。 ⑷建立设备停产检修、停用上报制度,目的是掌握设备完好率和使用率情况。 要求各单位每月将本单位本年度设备停产检修、停用(包括报废和处置)情况,以此作为统计公司设备完好率和使用率的依据。 ⑸制定《特种是备管理办法》,使特种设备的管理更加规范化。 资产管理部将根据国家、总公司和海油发展公司关于特种设备管理的要求,编制公司的《特种是备管理办法》,对特种设备的购置、维护、维修、检验和报废处置等管理提出具体要求。 ⑹加强设备计划执行、新设备数据入库、报废设备数据退出台帐、设备资料的档案管理等项工作的监督,确保设备资产管理工作的完善。 依据公司相应的管理办法,对设备的购置计划执行、新设备数据入设备数据库、报废设备数据退出台帐、设备资料档案管理等项工作做到每月一次检查,发现问题及时纠正。 ⑺当所属单位在设备管理遇到问题时,及时协调,必要时到现
设施设备安全管理制度
设施设备安全管理制度 设备设施安全管理工作必须坚持“安全第一、预防为主,全员参与、综合治理”的方针;必须坚持设备与生产全过程的系统管理方式;必须坚持不断更新改造;提高安全技术水平的原则;能及时有效地消除设备运行过程中的不安全因素,确保企业财产和人身安全。 1、设备设施选购 (1)必须坚持“安全高于一切”的设备设施选购原则,要求做到设备运行中,在保证自身安全的同时,确保操作工的安全。 (2)设备管理人员应根据本企业生产特点,工艺要求广泛搜集信息(包括:国际、国内本行业的生产技术水平,设备安全可靠程度。价格、售后服务等);经过论证提出初步意见报站长批准实施。 2、设备设施使用前的管理工作 (1)制定安全操作规程; (2)制定设备维护保养责任制; (3)安装安全防护装置; (4)员工培训,内容包括设备原理、操作方法、安全注意事项、维护保养知识等,经考验合格后,方可持证上岗。
3、设备设施使用中的管理工作 (1)严格执行《设备安全管理制度》,由站长和设备管理人员共同落实; (2)设备操作工人须每天对自己所使用机器做好日常保养工作,生产过程中设备发生故障应及时给予排除; (3)为了便于操作工日常维护保养,有设备管理人员、工程技术人员共同按照技术要求,由部门经理和设备管理人员负责检查实施; (4)预检预修,是确保设备正常运转,避免发生事故的有效措施,设备管理人员根据设备状况和使用寿命,预先制定出安全检修周期和检修内容,落实专人负责实施,将设备质量保持在最好状态,确保设备从本质上的安全性。 4、设备设施维护保养制度 (1)设备运行与维护坚持“实行专人负责,共同管理”的原则,精心养护,保证设备安全,负责人调离,立即配备新人。 (2)操作人员要做好以下工作: ①自觉爱护设备,严格遵守操作规程,不得违规操作; ②管线,阀门做到不渗不漏; ③做好设备班前、班中、班后按照要求经常性的加注润滑油。防止过度磨损 ④设备要定期更换、强制保养、保持技术状况良好;
(完整版)玻璃幕墙施工方案
玻璃幕墙施工方案 滨州市人民医院外科病房楼位于渤海八路和黄河路交汇处,地理位置比较优越,环境幽雅,交通便利。该工程为滨州标志性建筑。 滨州市人民医院外科病房楼整体为框架结构,地上二十二层地下一层,工程建设规模46000㎡。总高度为98.7M。我方外装饰工程为干挂铝单板、玻璃幕墙及石材幕墙。玻璃幕面积约占总面积的五分之三,就玻璃幕我施工单位编制了施工方案如下: 1.1操作要点: 1.1.1 测量放线 (1)根据主体结构各层柱上已弹竖向轴线,对照原结构设计图轴线尺寸,核实后,在各层楼板边缘弹出竖向龙骨的中心线,弹线应从两边往中间进行,对误差进行控制、分配、消化,不使其积累。同时核对各层预埋件中心线与竖向龙骨中心线是否一致。 (2)核实主体结构实际总标高是否与设计总标高相符,同时把各层的楼面标高标在楼板边。幕墙进行竖向分格时,应综合考虑开启扇、防火层等与主体结构的位置关系。 (3)根据主体结构的垂直度,结合幕墙节点的具体做法,确定出幕墙平面的进出线。定出的进出尺寸需保证该面幕墙的施工、安装不与主体结构相矛盾。 注:以上三点是找出幕墙的X、Y、Z轴尺寸。 1.1.2 安装各楼层紧固件: 在主体结构的每层现浇混凝土楼板或梁内按设计要求固定后置锚板(具体做法详见施工图),角码连接件与锚板满焊,焊接长度不小于50mm然后用不锈钢螺栓再与竖向龙骨连接。 紧固件的安装是玻璃幕墙安装过程中的关键环节,直接影响到幕墙与结构主体连接牢固度和安全程度。 1.1.3 竖向主龙骨安装: 主龙骨由下往上安装,每楼层通过连接件与主体梁板连接,具体步骤如下:(1)竖向主龙骨应设计为受拉杆件模式。安装时,首先将装配好的主龙骨
布鲁克纳公司在中国的双向拉伸薄膜生产线的客户名单
布魯克納公司在中國的雙向拉伸薄膜生 產線的客戶名單 125 浙江瑞安东威塑胶有限公司BOPP 生產線1510 RUI 2007 8.2 450 X 124 - 公司名称暂时保密 -BOPET 生產線 (3層共擠)1518 POT 2007 8.7 450 X 123 安徽金田集团(桐城)塑业有限公司BOPP 生產線1516 TON 2007 8.2 450 X 122 - 公司名称暂时保密 -BOPP 生產線1515 2007 8.2 450 X 121 浙江温州金田塑业有限公司BOPP 生產線1508 FAN 2007 8.2 450 X 120 江苏宿迁金田塑业有限公司BOPP 生產線1502 BIN 2007 8.2 450 X 119 河南新乡现代包装材料有限公司BOPP 生產線1491 HEN 2007 8.2 450 X 118 福建福州景泰包装材料有限公司BOPP 生產線1489 HOU 2007 8.2 450 X 117 福建泉州利昌塑胶有限公司BOPP 生產線1507 LIS 2007 8.2 475 X 116 - 公司名称暂时保密 -BOPP 生產線1506 2007 8.2 450 X 115 - 公司名称暂时保密 -BOPP 生產線1505 2007 8.2 450 X 114 浙江紹興凯利包装材料有限公司BOPP 生產線1492 KIN 2007 8.2 450 X 113 福建福州景泰包装材料有限公司BOPP 生產線1488 FUZ 2007 8.2 450 X 112 浙江宁波可人复合材料有限公司BOPP 生產線1485 KAR 2007 8.2 450 X 111 浙江慈溪奔多实业有限公司BOPP 生產線1496 BEN 2007 8.2 450 X 110 廣東顺德德冠包裝薄膜有限公司BOPP 生產線1498 LAX 2007 8.2 475 X 109 - 公司名称暂时保密 -BO 生產線1462 2006 3.4 100 108 廣東汕頭豐興盛包裝材料有限公司BOPP 生產線1483 SWA 2006 8.2 450 X 107 浙江杭州萧山华益塑料有限公司BOPP 生產線1475 HUY 2006 8.2 450 X 106 安徽銅陵銅峰電子(集團)-電容薄膜廠BOPET 電容薄膜生產線部件1459 TAS 2005 5.1 X 105 河北景县海伟交通设施有限公司BOPP 電容薄膜生產線1448 URI 2005 5.1 300 X 104 江蘇常州鍾恒新材料有限公司BOPET 生產線 (3層共擠)1424 GOL 2004 8.2 420 X 103 安徽合肥國風塑業股份有限公司BOPET 生產線 (3層共擠)1429 ZOZ 2004 8.2 420 X 102 山东德州東力塑膠有限公司BOPA 生產線 (3層共擠)1420 PAZ 2004 4.2 200 X 101 山东德州東力塑膠有限公司BOPA 生產線 (3層共擠)1419 PAD 2004 4.2 200 X 100 浙江寧波大東南万象科技有限公司BOPP 電容薄膜生產線1414 ZUX 2003 5.1 300 X 99 浙江寧波大東南万象科技有限公司BOPP 電容薄膜生產線1413 ZUF 2003 5.1 300 X 98 江蘇南通南天集团股份有限公司BOPP 電容薄膜生產線1409 LIU 2003 4.2 300 X 97 江蘇常州金海塑业有限公司BOPP 生產線1408 WEN 2003 8.2 450 X
公司设备管理工作计划
公司设备管理工作计划 1、各车间在日常工作中要落实好各项设备管理制度,加强包括设 备的日常巡检、维护保养、设备日常检修、中修和大修工作力度。 2、生产技术部和各车间要设立重要设备台帐,利用台帐统计分析 重要设备的运行特点、配件的库存情况,提前进行配件计划或自制加工 工作,并有预见性地提出检修计划;根据公司年度培训计划,设备管理员 要结合自己的实践经验对各车间机修工进行设备技术培训,各车间要利 用班组班前班后会对机修工进行日常的设备技术培训,不断提高机修及 机器操作员队伍的技术水平。 3、设备副经理和设备管理员要经常深入车间生产一线检查和了解 各重要设备的运行情况,跟踪主要备品配件的库存和采购情况,督促供 应部对主要紧缺配件的采购,检查车间自制配件的加工制作情况,确保 主要配件随用随有;检查和督促车间做好设备的日常维护保养工作,并 作技术上的指导,做好安装检修、使用、维护、检查统计一条龙的工作;合理协调生产和设备检修工作,加强设备的巡回检查,增强计划性的检 修工作。遇到异常情况及时作出调整,遇到抢修任务时,做好三个车间 机修人员的调配工作,确保生产的连续稳定。 4、做好生产设备检修的统计调查工作,为20xx年设备工作计划提 供统计依据。 5、及时了解市场信息,发现适用的新材料新设备时,及时计划应用,延长设备的使用寿命。 6、计划在8-9月份左右,对4T锅炉进行全面检查检修工作,视情 况清理炉内结垢。 20xx年是公司“标准化年”,将各方面的工作推上更高一个台阶,严格制定各项作业标准并认真执行。本着做对事,事做对的原则,步
步稳健、事事入扣,加强人员的培训和学习,提高生产团队的整体素养。 一、班组建设 1.团队资源整合,将合适的人放在合适的岗位,让人尽其才、物 尽其用落到实处,逐步实行年轻化、知识化、专业化。 2.管理团队根据其20xx年的工作绩效实行微调和变动,加强管理 团队的梯队建设。实行内部岗位竞聘, 二、计划执行 今年在旺季到来之前,我们对生产部11年旺季生产产能与10年 实际生产情况做出了对比分析,对旺季每一个月的生产量、人力负荷、存在风险都做出了详实的预估,并对其决定因素采取了相应的措施, 确保计划达成。 三、体系建设 1.新制定设备点检管理表格,使其更符合设备管理现状要求; 2.推进6S现场管理,强力推行目标体系、日清体系、激励体系。 3.与各工段签订了《设备管理目标责任状》,并严格实施。打破 做好做坏一个样吃大锅饭的格局,持续推进TPM自主维护建设与完善工作。 三、设备改造 1.××整套自动化流水线设备的设计与定制; 2.××输送带、精选机的设计与定制; 3.××烘房新建项目; 4.自动包装设备引进,色选机设备的引进。 四、设备能源改善项目 1.锅炉水磨除尘水的循环利用; 2.各车间清洗水的重复利用; 3.卤水浓缩项目; 4.多功能蒸汽回水的回收利用。