数控机床外文文献翻译、中英文翻译
原文一
CNC machine tools
Outdate, J. and Joe, J. Configuration Synthesis of Machining Centers with Tool,John
Wiley & sons, 2001
While the specific intention and application for CNC machines vary from one machine type to another, all forms of CNC have common benefits. Here are but a few of the more important benefits offered by CNC equipment.
The first benefit offered by all forms of CNC machine tools is improved automation. The operator intervention related to producing work pieces can be reduced or eliminated. Many CNC machines can run unattended during their entire machining cycle, freeing the operator to do other tasks. This gives the CNC user several side benefits including reduced operator fatigue, fewer mistakes caused by human error, and consistent and predictable machining time for each work piece. Since the machine will be running under program control, the skill level required of the CNC operator (related to basic machining practice) is also reduced as compared to a machinist producing work pieces with conventional machine tools.
The second major benefit of CNC technology is consistent and accurate work pieces. Today's CNC machines boast almost unbelievable accuracy and repeatability specifications. This means that once a program is verified, two, ten, or one thousand identical work pieces can be easily produced with precision and consistency.
A third benefit offered by most forms of CNC machine tools is flexibility. Since these machines are run from programs, running a different workpiece is almost as easy as loading a different program. Once a program has been verified and executed for one production run, it can be easily recalled the next time the workpiece is to be run. This leads to yet another benefit, fast change over. Since these machines are very easy to set up and run, and since programs can be easily loaded, they allow very short setup time. This is imperative with today's just-in-time (JIT) product requirements.
Motion control - the heart of CNC
The most basic function of any CNC machine is automatic, precise, and consistent motion control. Rather than applying completely mechanical devices to cause motion as is required on most conventional machine tools, CNC machines allow motion control in a revolutionary manner2. All forms of CNC equipment have two or more directions of motion, called axes. These axes can be precisely and automatically positioned along their lengths of travel. The two most common axis types are linear (driven along a straight path) and rotary (driven along a circular path).
Instead of causing motion by turning cranks and handwheels as is required on conventional machine tools, CNC machines allow motions to be commanded through programmed commands. Generally speaking, the motion type (rapid, linear, and circular), the axes to move, the amount of motion and the motion rate (federate) are programmable with almost all CNC machine tools.
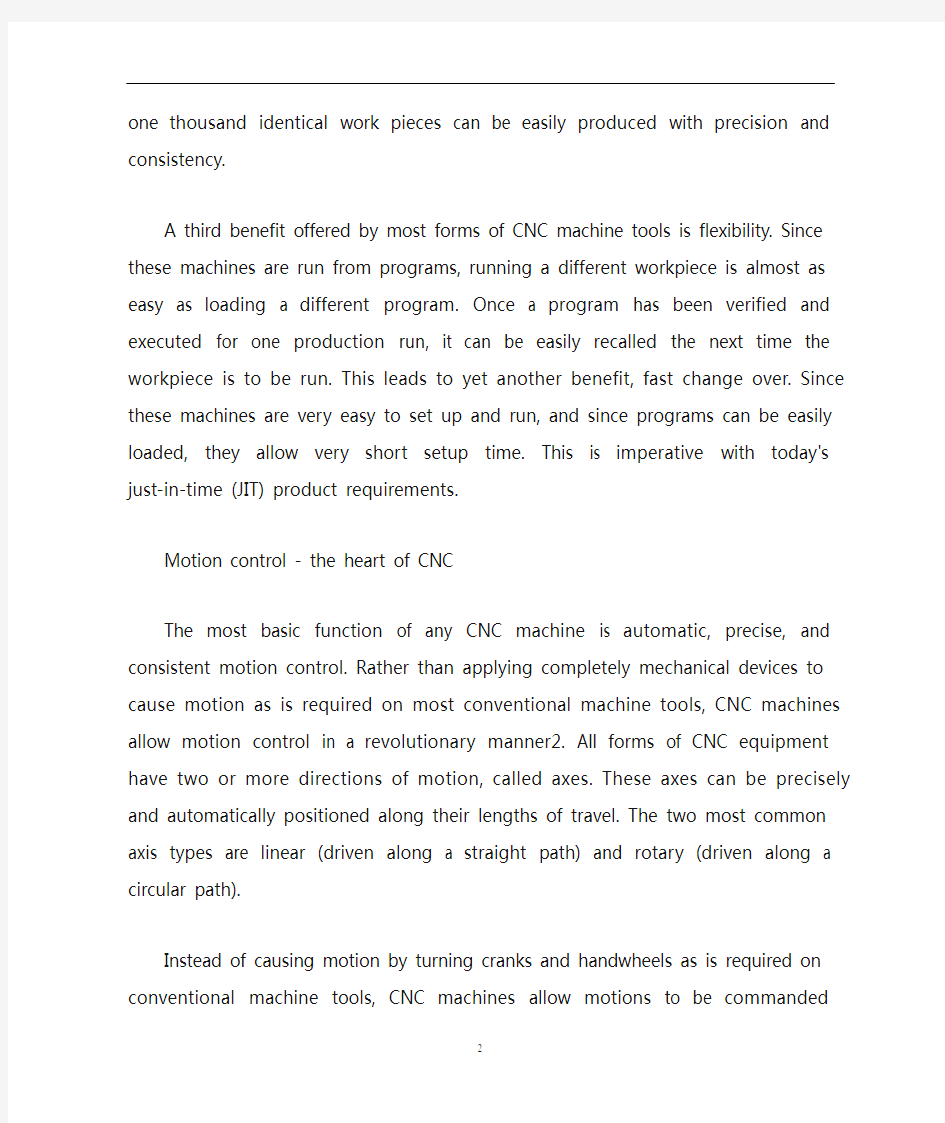
A CNC command executed within the control tells the drive motor to rotate a precise number of times. The rotation of the drive motor in turn rotates the ball screw.
And the ball screw drives the linear axis (slide). A feedback device (linear scale) on the slide allows the control to confirm that the commanded number of rotations has taken place3. Refer to fig.1.
fig.1 typical drive system of a CNC machine tool
Though a rather crude analogy, the same basic linear motion can be found on a common table vise. As you rotate the vise crank, you rotate a lead screw that, in turn, drives the movable jaw on the vise. By comparison, a linear axis on a CNC machine tool is extremely precise. The number of revolutions of the axis drive motor precisely controls the amount of linear motion along the axis.
How axis motion is commanded - understanding coordinate systems
It would be infeasible for the CNC user to cause axis motion by trying to tell each axis drive motor how many times to rotate in order to command a given linear motion amount4. (This would be like having to figure out how many turns of the handle on a table vise will cause the movable jaw to move exactly one inch!) Instead, all CNC controls allow axis motion to be commanded in a much simpler and more logical way by utilizing some form of coordinate system. The two most popular coordinate systems used with CNC machines are the rectangular coordinate system and the polar coordinate system. By far, the more popular of these two is the rectangular coordinate system.
The program zero point establishes the point of reference for motion commands in a CNC program. This allows the programmer to specify movements from a common location. If program zero is chosen wisely, usually coordinates needed for the program can be taken directly from the print.
With this technique, if the programmer wishes the tool to be sent to a position one inch to the right of the program zero point, X1.0 is commanded. If the programmer wishes the tool to move to a position one inch above the program zero point, Y1.0 is commanded. The control will automatically determine how many times to rotate each axis drive motor and ball screw to make the axis reach the commanded destination point . This lets the programmer command axis motion in a very logical manner. Refer to fig.2, 3.
fig.2, 3.
Understanding absolute versus incremental motion
All discussions to this point assume that the absolute mode of programming is used6. The most common CNC word used to designate the absolute mode is G90. In the absolute mode, the end points for all motions will be specified from the program zero point. For beginners, this is usually the best and easiest method of specifying end points for motion commands. However, there is another way of specifying end points for axis motion.
In the incremental mode (commonly specified by G91), end points for motions are specified from the tool's current position, not from program zero. With this method of commanding motion, the programmer must always be asking "How far should I move the tool?" While there are times when the incremental mode can be very helpful, generally speaking, this is the more cumbersome and difficult method of specifying motion and beginners should concentrate on using the absolute mode.
Be careful when making motion commands. Beginners have the tendency to think incrementally. If working in the absolute mode (as beginners should), the programmer should always be asking "To what position should the tool be moved?" This position is relative to program zero, NOT from the tools current position.
Aside from making it very easy to determine the current position for any command, another benefit of working in the absolute mode has to do with mistakes made during motion commands. In the absolute mode, if a motion mistake is made in one command of the program, only one movement will be incorrect. On the other hand, if a mistake is made during incremental movements, all motions from the point of the mistake will also be incorrect.
Assigning program zero
Keep in mind that the CNC control must be told the location of the program zero point by one means or another. How this is done varies dramatically from one CNC machine and control to another8. One (older) method is to assign program zero in the program. With this method, the programmer tells the control how far it is from the program zero point to the starting position of the machine. This is commonly done with a G92 (or G50) command at least at the beginning of the program and possibly at the beginning of each tool.
Another, newer and better way to assign program zero is through some form of offset. Refer to fig.4. Commonly machining center control manufacturers call offsets used to assign program zero fixture offsets. Turning center manufacturers commonly call offsets used to assign program zero for each tool geometry offsets.
fig.4 assign program zero through G54
Flexible manufacturing cells
A flexible manufacturing cell (FMC) can be considered as a flexible manufacturing subsystem. The following differences exist between the FMC and the FMS:
1.An FMC is not under the direct control of the
central computer. Instead, instructions from the central
computer are passed to the cell controller.
2.The cell is limited in the number of part families it
can manufacture.
The following elements are normally found in an FMC:
?Cell controller
?Programmable logic controller (PLC)
?More than one machine tool
?A materials handling device (robot or pallet)
The FMC executes fixed machining operations with parts flowing sequentially between operations.
High speed machining
The term High Speed Machining (HSM) commonly refers to end milling at high rotational speeds and high surface feeds. For instance, the routing of pockets in aluminum airframe sections with a very high material removal rate1. Refer to fig.5 for the cutting data designations and for mulas. Over the past 60 years, HSM has been applied to a wide range of metallic and non-metallic workpiece materials, including the production of components with specific surface topography requirements and machining of materials with hardness of 50 HRC and above. With most steel components hardened to approximately 32-42 HRC, machining options currently include:
Fig.5 cutting data
rough machining and semi-finishing of the material in its soft (annealed) condition heat treatment to achieve the final required hardness = 63 HRC machining of electrodes and Electrical Discharge Machining (EDM) of specific parts of dies and moulds (specifically small radii and deep cavities with limited accessibility for metal cutting tools) finishing and super-finishing of cylindrical/flat/cavity surfaces with appropriate cemented carbide, cermets, solid carbide, mixed ceramic or polycrystalline cubic boron nitride (PCBN)
For many components, the production process involves a combination of these options and in the case of dies and moulds it also includes time consuming hand finishing. Consequently, production costs can be high and lead times excessive.
It is typical in the die and mould industry to produce one or just a few tools of the same design. The process involves constant changes to the design, and because of these changes there is also a corresponding need for measuring and reverse engineering.
The main criteria are the quality level of the die or mould regarding dimensional, geometric and surface accuracy. If the quality level after machining is poor and if it cannot meet the requirements, there will be a varying need of manual finishing work. This work produces satisfactory surface accuracy, but it always has a negative impact on the dimensional and geometric accuracy.
One of the main aims for the die and mould industry has been, and still is, to reduce or eliminate the need for manual polishing and thus improve the quality and shorten the production costs and lead times.
Main economical and technical factors for the development of HSM
Survival
The ever increasing competition in the marketplace is continually setting new standards. The demands on time and cost efficiency is getting higher and higher. This has forced the development of new processes and production techniques to take place. HSM provides hope and solutions...
Materials
The development of new, more difficult to machine materials has underlined the necessity to find new machining solutions. The aerospace industry has its heat resistant and stainless steel alloys. The automotive industry has different bimetal compositions, Compact Graphite Iron and an ever increasing volume of aluminum3. The die and mould industry mainly has to face the problem of machining high hardened tool steels, from roughing to finishing.
Quality
The demand for higher component or product quality is the result of ever increasing competition. HSM, if applied correctly, offers a number of solutions in this
area. Substitution of manual finishing is one example, which is especially important on dies and moulds or components with a complex 3D geometry.
Processes
The demands on shorter throughput times via fewer setups and simplified flows (logistics) can in most cases, be solved by HSM. A typical target within the die and mould industry is to completely machine fully hardened small sized tools in one setup. Costly and time consuming EDM processes can also be reduced or eliminated with HSM.
Design & development
One of the main tools in today's competition is to sell products on the value of novelty. The average product life cycle on cars today is 4 years, computers and accessories 1.5 years, hand phones 3 months... One of the prerequisites of this development of fast design changes and rapid product development time is the HSM technique.
Complex products
There is an increase of multi-functional surfaces on components, such as new design of turbine blades giving new and optimized functions and features. Earlier designs allowed polishing by hand or with robots (manipulators). Turbine blades with new, more sophisticated designs have to be finished via machining and preferably by HSM . There are also more and more examples of thin walled workpiece that have to be machined (medical equipment, electronics, defense products, computer parts).
Production equipment
The strong development of cutting materials, holding tools, machine tools, controls and especially CAD/CAM features and equipment, has opened possibilities that must be met with new production methods and techniques5.
Definition of HSM
Salomon's theory, "Machining with high cutting speeds..." on which, in 1931, took out a German patent, assumes that "at a certain cutting speed (5-10 times higher than in conventional machining), the chip removal temperature at the cutting edge will start to decrease...".See fig.6.
Fig.6 chip removal temperature as a result of the cutting speed
Given the conclusion:" ... seems to give a chance to improve productivity in machining with conventional tools at high cutting speeds..."
Modern research, unfortunately, has not been able to verify this theory totally. There is a relative decrease of the temperature at the cutting edge that starts at certain cutting speeds for different materials.
The decrease is small for steel and cast iron. But larger for aluminum and other non-ferrous metals. The definition of HSM must be based on other factors.
Given today's technology, "high speed" is generally accepted to mean surface speeds between 1 and 10 kilometers perminute, or roughly 3 300 to 33 000 feet per minute. Speeds above 10 km/min are in the ultra-high speed category, and are largely the realm of experimental metal cutting. Obviously, the spindle rotations required to achieve these surface cutting speeds are directly related to the diameter of the tools being used. One trend which is very evident today is the use of very large cutter diameters for these applications - and this has important implications for tool design.
There are many opinions, many myths and many different ways to define HSM. Maintenance and troubleshooting
Maintenance for a horizontal MC
The following is a list of required regular maintenance for a Horizontal Machining Center as shown in fig.7. Listed are the frequency of service, capacities, and type of fluids required. These required specifications must be followed in order to keep your machine in good working order and protect your warranty.
Fig. 7 horizontal machining center
Daily
Top off coolant level every eight hour shift (especially during heavy TSC usage).
Check way lube lubrication tank level.
Clean chips from way covers and bottom pan.
Clean chips from tool changer.
Wipe spindle taper with a clean cloth rag and apply light oil.
Weekly
?Check for proper operation of auto drain on filter regulator. See fig. 8
Fig. 8 way lube and pneumatics
On machines with the TSC option, clean the chip basket on the coolant tank.
Remove the tank cover and remove any sediment inside the tank. Be careful to disconnect the coolant pump from the controller and POWER OFF the control before working on the coolant tank. Do this monthly for machines without the TSC option.
Check air gauge/regulator for 85 psi.
For machines with the TSC option, place a dab of grease on the V-flange of tools. Do this monthly for machines without the TSC option.
Clean exterior surfaces with mild cleaner. DO NOT use solvents.
Check the hydraulic counterbalance pressure according to the machine's specifications.
Place a dab of grease on the outside edge of the fingers of the tool changer and run through all tools".
Monthly
Check oil level in gearbox. Add oil until oil begins dripping from over flow tube at bottom of sump tank.
Clean pads on bottom of pallets.
Clean the locating pads on the A-axis and the load station. This requires removing the pallet.
?Inspect way covers for proper operation and lubricate with light oil, if necessary.
Six months
Replace coolant and thoroughly clean the coolant tank.
Check all hoses and lubrication lines for cracking.
Annually
?Replace the gearbox oil. Drain the oil from the gearbox, and slowly refill it with 2 quarts of Mobil DTE 25 oil.
?Check oil filter and clean out residue at bottom for the lubrication chart.
Replace air filter on control box every 2 years.
Mineral cutting oils will damage rubber based components throughout the machine.
Troubleshooting
This section is intended for use in determining the solution to a known problem. Solutions given are intended to give the individual servicing the CNC a pattern to follow in, first, determining the problem's source and, second, solving the problem.
Use common sense
Many problems are easily overcome by correctly evaluating the situation. All machine operations are composed of a program, tools, and tooling. You must look at all three before blaming one as the fault area. If a bored hole is chattering because of an overextended boring bar, don't expect the machine to correct the fault.
Don't suspect machine accuracy if the vise bends the part. Don't claim hole miss-positioning if you don't first center-drill the hole.
Find the problem first
Many mechanics tear into things before they understand the problem, hoping that it will appear as they go. We know this from the fact that more than half of all warranty returned parts are in good working order. If the spindle doesn't turn, remember that the spindle is connected to the gear box, which is connected to the spindle motor, which is driven by the spindle drive, which is connected to the I/O BOARD, which is driven by the MOCON, which is driven by the processor. The moral here is doing replace the spindle drives if the belt is broken. Find the problem first; don't just replace the easiest part to get to.
Don tinker with the machine
There are hundreds of parameters, wires, switches, etc., that you can change in this machine. Don't start randomly changing parts and parameters. Remember, there is a good chance that if you change something, you will incorrectly install it or break something else in the process6. Consider for a moment changing the processor's board. First, you have to download all parameters, remove a dozen connectors, replace the board, reconnect and reload, and if you make one mistake or bend one tiny pin it WON'T WORK. You always need to consider the risk of accidentally damaging the machine anytime you work on it. It is cheap insurance to double-check a suspect part before physically changing it. The less work you do on the machine the better.
译文一
数控机床
虽然各种数控机床的功能和应用各不相同,但它们有着共同的优点。这里是数控设备提供的比较重要的几个优点。
各种数控机床的第一个优点是自动化程度提高了。零件制造过程中的人为干预减少或者免除了。整个加工循环中,很多数控机床处于无人照看状态,这使操作员被解放出来,可以干别的工作。数控机床用户得到的几个额外好处是:数控机床减小了操作员的疲劳程度,减少了人为误差,工件加工时间一致而且可预测。由于机床在程序的控制下运行,与操作普通机床的机械师要求的技能水平相比,对数控操作员的技能水平要求(与基本加工实践相关)也降低了。
数控技术的第二个优点是工件的一致性好,加工精度高。现在的数控机床宣称的精度以及重复定位精度几乎令人难以置信。这意味着,一旦程序被验证是正确的,可以很容易地加工出2个、10个或1000个相同的零件,而且它们的精度高,一致性好。
大多数数控机床的第三个优点是柔性强。由于这些机床在程序的控制下工作,加工不同的工件易如在数控系统中装载一个不同的程序而己。一旦程序验证正确,并且运行一次,下次加工工件的时候,可以很方便地重新调用程序。这又带来另一个好处—可以快速切换不同工件的加工。由于这些机床很容易调整并运行,也由于很容易装载加工程序,因此机床的调试时间很短。这是当今准时生产制造模式所要求的。
运动控制—CNC的核心
任何数控机床最基本的功能是具有自动、精确、一致的运动控制。大多数普通机床完全运用机械装置实现其所需的运动,而数控机床是以一种全新的方式控制机床的运动。各种数控设备有两个或多个运动方向,称为轴。这些轴沿着其长度方向精确、自动定位。最常用的两类轴是直线轴(沿直线轨迹)和旋转轴(沿圆形轨迹)。
普通机床需通过旋转摇柄和手轮产生运动,而数控机床通过编程指令产生运动。通常,几乎所有的数控机床的运动类型(快速定位、直线插补和圆弧插补)、移动轴、移动距离以及移动速度(进给速度)都是可编程的。
数控系统中的CNC指令命令驱动电机旋转某一精确的转数,驱动电机的旋转随即使滚珠丝杠旋转,滚珠丝杠将旋转运动转换成直线轴(滑台)运动。滑台上的反馈装置(直线光栅尺)使数控系统确认指令转数已完成,参见图1。
图1
普通的台虎钳上有着同样的基本直线运动,尽管这是相当原始的类比。旋转虎钳摇柄就是旋转丝杠,丝杠带动虎钳钳口移动。与台虎钳相比,数控机床的直线轴是非常精确的,轴的驱动电机的转数精确控制直线轴的移动距离。
轴运动命令的方式--理解坐标
对CNC用户来说,为了达到给定的直线移动量而指令各轴驱动电机旋转多少转,从而使坐标轴运动,这种方法是不可行的。(这就好像为了使钳口准确移动1英寸需要计算出台虎钳摇柄的转数!)事实上,所有的数控系统都能通过采用坐标系的形式以一种较为简单而且合理的方式来指令轴的运动。数控机床上使用最广泛的两种坐标系是直角
坐标系和极坐标系。目前用得较多的是直角坐标系。
编程零点建立数控程序中运动命令的参考点。这使得操作员能从一个公共点开始指定轴运动。如果编程零点选择恰当,程序所需坐标通常可从图纸上直接获得。
如果编程员希望刀具移动到编程零点右方1英寸(25.4毫米)的位置,则用这种方法指令X1.0即可。如果编程员希望刀具移动到编程零点上方1英寸的位置,则指令Y1.0。数控系统会自动确定(计算)各轴驱动电机和滚珠丝杠要转动多少转,使坐标轴到达指令的目标位置。这使编程员以非常合理的方式命令轴的运动,参见图2和图3.
理解绝对和相对运动
至此,所有的讨论都假设采用的是绝对编程方式。用于指定绝对方式的最常用的数控代码是G90。绝对方式下,所有运动终点的指定都是以编程零点为起点。对初学者来说,这通常是最好也是最容易的指定轴运动终点的方法,但还有另外一种指定轴运动终点的方法。
增量方式(通常用G91指定)下,运动终点的指定是以刀具的当前位置为起点,而不是编程零点。用这种方法指定轴运动,编程员往往会问“我该将刀具移动多远的距离?”,尽管增量方式多数时候很有用,但一般说来,这种方法指定轴运动较麻烦、困难,初学者应该重点使用绝对方式。
图2 图3
指令轴运动时一定要小心。初学者往往以增量方式思考问题。如果工作在绝对方式(初学者应该如此),编程员应始终在问“刀具应该移动到什么位置?”,这个位置是相对于编程零点这个固定位置而言,而不是相对于刀具当前位置。
绝对工作方式很容易确定指令当前位置,除此之外,它的另外一个好处涉及轴运动中的错误。绝对方式下,如果程序的一个轴运动指令出错,则只有一个运动是不正确的。而另一方面,如果在增量运动过程中出错,则从出错的那一点起,所有的运动都是不正确的
指定编程零点
记住必须以某种方式对数控系统指定编程零点的位置。指定编程零点的方式随数控机床和数控系统的不同而很不相同。(较老的)一种方法是在程序中指定编程零点。用这种方法,编程员告诉数控系统从编程零点到机床起始点的距离。通常用G92(或G50)在程序的一开始指定,很可能在各把刀具的开头指定编程零点。
另一种较新、更好的指定编程零点的方法是通过偏置的形式,见图4。通常,加工中心上用于指定编程零点的偏置被称作夹具偏置,车削中心上用于指定编程零点的偏置被称作刀具几何偏置。
图4
柔性制造单元
柔性制造单元(FMC)被认为是柔性制造子系统。以下是FMC和FMS之间的区别:
1. FMC不受中央计算机的直接控制,中央计算机发出的指令被传送到单元控制器。
2. FMC能制造的零件族的数目有限。
FMC一般由下列部分组成:
.单元控制器
.可编程逻辑控制器(PLC)
.一台以上的机床
.物流设备(机器人或托盘)
FMC按顺序对零件流执行固定的加工操作。
高速加工
术语“高速加工(HSM)”一般是指在高转速和大进给量下的立铣。例如,以很高的金属切除率对铝合金飞机翼架的凹处进行切削。切削用量定义和公式见图5。在过去的60年中,高速加工己经广泛应用于金属与非金属材料,包括有特定表面形状要求的零件生产和硬度高于或等于HRC 50的材料切削。对于大部分淬火到约为HRC 32-42的钢零件,当前的切削选项包括:
图5
.在软(退火)工况下材料的粗加工和半精加工
.达到最终硬度要求为HRC 63的热处理
.模具行业的某些零件的电极加工和放电加工(EDM)(特别是金属切削刀具难以加工的小半径圆弧和
深凹穴)
.用适合的硬质合金、金属陶瓷、整体硬质合金、混合陶瓷或多晶立方氮化硼(PCBN)刀具进行的圆柱/平面/凹穴表面的精加工和超精加工。
对于许多零件,生产过程牵涉到这些选项的组合,在模具制造案例中,它还包括费时的精加工,结果导致生产成本高和准备时间长。
在模具制造业中典型的是仅生产一个或几个同一产品。生产过程中产品的设计不断改变,由于产品改变,模具制造中需要测量与反求工程。
加工的主要标准是模具的尺寸和表面粗糙度方面的质量水平。如果加工后的质量水平低,不能满足要求,就需手工精加工。手工精加工可产生令人满意的表面粗糙度,但是对尺寸和几何精度总是产生不好的影响。
模具制造业的主要目标之一,一直是并且仍然是减少或免除手工抛光,从而提高质量、降低生产成本和缩短准备时间。
高速加工发展的主要经济和技术因素
生存
日益激烈的市场竞争导致不断设立新的标准,对时间和成本效率的要求越来越高,这就迫使新工艺和生产技术不断发展。高速加工提供了希望和解决方案……
材料
新型难加工材料的开发迫切需要寻找新的切削解决方案。航空航天业使用耐热合金钢和不锈钢,汽车工业使用了不同的双金属材料、小石墨铸铁,并增加了铝的用量。模具制造业必须面对切削高硬度的淬火钢的问题,从粗加工到精加工。
质量
对质量的高要求是空前激烈竞争所导致的结果。高速加工如果使用得正确,可以在这个领域提供一些解决方案。替代手工精加工是一个例子,这对有复杂3D几何形状的模具尤为重要。
工艺
通过减少装卡次数和简化物流(后勤)来缩短产品产出时间的要求在大部分情况下可由高速加工解决。模具制造业内的一个典型目标是在一次装卡中完成所有完全淬火小零件的切削。使用高速切削,可以减少和免除费时、费钱的放电加工(EDM) 。
设计与发展
如今竞争中的主要方法之一是销售新奇的产品。现在小汽车的平均生命周期是4年,计算机和配件1年半,手机3个月……这种快速的产品设计周期和开发周期的先决条件是高速切削技术。
复杂产品
零件多功能表面增加了,例如新设计的涡轮机叶片有新的、优化的功能与特性。早期的设计允许用手工或机器人(机械手)来抛光。新型、形状复杂的涡轮叶片必须通过切削来完成精加工,最好是用高速切削完成。薄壁工件必须用切削进行精加工的例子越来越多(医疗设备、电子、国防产品、计算机零件)。
产品设备
切削材料、刀柄刀具、机床、数控系统,特别是CAD/CAM功能和设备的巨大发展己经使采用新的生产方法和技术成为可能和必须。
高速加工的原始定义
1931年Salomon的高速加工理论获得了一项德国专利,他认为“在高于常规切削速度5-10倍的切削速度下,刀刃的切削温度将开始下降……”。见图6。
图6
由以上得出结论:“……用常规刀具以高切削速度加工,从而提高生产率,这是可能的……”
可惜,现代研究还没能全面验证这个理论。对于不同的材料,从某一切削速度开始切削刃上的温度有所降低。
对于钢和铸铁来说,这种温度降低不大。但是对铝和其他非金属来说则是大的。高速切削的定义必须依据其他因素。
按照现在的技术,普遍认为“高速”,是指表面速度在1-10千米/分钟(km/min ),或者约3300-33000英尺/分钟(ft/min)0 10千米/分钟以上的速度属于超高速范畴,还在实验室金属切削范围。显然,获得这些表面切削速度所要求的主轴转速直接与使用的刀具直径有关。当前较显著的趋势是采用大直径刀具—这对刀具的设计有着重要的启发。
关于高速切削的定义,存在许多观点、许多谜团和许多不同的方法。
机床维护和故障诊断
图7
以下是卧式加工中心(如图7所示)的常规维护事项,有保养频率、冷却液容量与类型。为了使机床工作正常,保护保修权利,用户必须遵守这些必要的规范。
每日保养
.每8小时班应加满冷却液(尤其在大量使用主轴中心孔冷却液时)
.检查导轨润滑油箱液位。
.清理导轨防护罩和底板上的铁屑。
.清理换刀装置上的铁屑。
.用干净的布毯清洁主轴锥孔,并涂上清油。
每周保养
图8
.检查过滤调节器自动排出口是否正常工作,见图8
.对于带主轴中心孔冷却(TSC)的机床,清理冷却箱上的铁屑收集篮。
.卸下冷却箱盖子,清除其中的沉淀物。注意要关闭冷却液泵,处理冷却箱前要切断数控系统电源。对无TSC的机床每月做一次这个工作。
.检查气压表/调节器为85磅/平方英寸(0.6MPa )
.根据机床规格检查液压平衡压力。
.涂少量油脂于换刀装置机械手的外边沿,并对全部刀具都用机械手换一遍。
每月保养
.检查齿轮箱中的油位。将油加到油开始从废油罐底部的溢流管滴出为止。
.清理托盘底部的衬垫。
.清理A轴和上料工位上的定位垫。此项操作需卸下托盘。
.检查导轨防护罩是否正常运行,必要时用清油润滑。
每半年
.更换冷却液,彻底清洗冷却箱。
.检查所有软管和润滑管路是否破裂。
每一年
.更换齿轮箱润滑油。从齿轮箱中将油排尽,慢慢注入2夸脱(1.9 L)的美孚DTE 25润滑油。
.检查润滑油过滤器,清除过滤器底部的残余物。
每两年更换控制箱上的空气过滤器。
故障诊断
本文旨在确定一个己知问题的解决方案。所提供的解决方法用于给数控机床维修人员一个可遵循的模式,首先,确定问题的根源,其次,解决问题。
利用常识
通过正确判断当时的故障情况,许多问题很容易解决。所有机床操作都是由程序、刀具和加工方法组成。在认定一个故障之前,首先看看这3项工作情况。如果由于镗杆过长使得镗刀振动,不要指望机床修复这种故障。
如果虎钳将工件压弯,不要怀疑机床精度。如果不打中心孔,不要断定是孔定位不准。
首先发现问题
很多机械师在问题清楚之前总是指责这不好那不好,事实上,所有包修返回零件中有一半以上工作良好。如果主轴不转,要记住主轴与齿轮箱相连,齿轮箱与主轴电机相连,主轴电机由主轴驱动装置控制,主轴驱动装置与I/0板相连,I/0板由MOCON模块控制,MOCON由中央处理器控制。这里意思是说,如果皮带断了,不要更换主轴驱动装置。发现问题是第一位的,不要只更换最易操作的部件。
不要胡乱修改机床
这台机床上有成百上千个参数、电线、开关等可以改变。不要随意更换部件和修改参数。记住,如果在维修过程中修改参数、线路等,很可能安装出错或破坏其他元件。考虑一下更换处理器板吧!首先,必须下载所有参数,卸下一大堆插头,更换线路板,重新连接,重新装载参数,如果出错或弄弯一个小插脚,系统便不工作。在机床上维修时,总要考虑损坏机床的风险,决定更换之前应对可疑件作再次检查,这是一种廉价的保险措施。在机床上做的维修越少越好。
中英文文献翻译
毕业设计(论文)外文参考文献及译文 英文题目Component-based Safety Computer of Railway Signal Interlocking System 中文题目模块化安全铁路信号计算机联锁系统 学院自动化与电气工程学院 专业自动控制 姓名葛彦宁 学号 200808746 指导教师贺清 2012年5月30日
Component-based Safety Computer of Railway Signal Interlocking System 1 Introduction Signal Interlocking System is the critical equipment which can guarantee traffic safety and enhance operational efficiency in railway transportation. For a long time, the core control computer adopts in interlocking system is the special customized high-grade safety computer, for example, the SIMIS of Siemens, the EI32 of Nippon Signal, and so on. Along with the rapid development of electronic technology, the customized safety computer is facing severe challenges, for instance, the high development costs, poor usability, weak expansibility and slow technology update. To overcome the flaws of the high-grade special customized computer, the U.S. Department of Defense has put forward the concept:we should adopt commercial standards to replace military norms and standards for meeting consumers’demand [1]. In the meantime, there are several explorations and practices about adopting open system architecture in avionics. The United Stated and Europe have do much research about utilizing cost-effective fault-tolerant computer to replace the dedicated computer in aerospace and other safety-critical fields. In recent years, it is gradually becoming a new trend that the utilization of standardized components in aerospace, industry, transportation and other safety-critical fields. 2 Railways signal interlocking system 2.1 Functions of signal interlocking system The basic function of signal interlocking system is to protect train safety by controlling signal equipments, such as switch points, signals and track units in a station, and it handles routes via a certain interlocking regulation. Since the birth of the railway transportation, signal interlocking system has gone through manual signal, mechanical signal, relay-based interlocking, and the modern computer-based Interlocking System. 2.2 Architecture of signal interlocking system Generally, the Interlocking System has a hierarchical structure. According to the function of equipments, the system can be divided to the function of equipments; the system
文献翻译英文原文
https://www.360docs.net/doc/4415591610.html,/finance/company/consumer.html Consumer finance company The consumer finance division of the SG group of France has become highly active within India. They plan to offer finance for vehicles and two-wheelers to consumers, aiming to provide close to Rs. 400 billion in India in the next few years of its operations. The SG group is also dealing in stock broking, asset management, investment banking, private banking, information technology and business processing. SG group has ventured into the rapidly growing consumer credit market in India, and have plans to construct a headquarters at Kolkata. The AIG Group has been approved by the RBI to set up a non-banking finance company (NBFC). AIG seeks to introduce its consumer finance and asset management businesses in India. AIG Capital India plans to emphasize credit cards, mortgage financing, consumer durable financing and personal loans. Leading Indian and international concerns like the HSBC, Deutsche Bank, Goldman Sachs, Barclays and HDFC Bank are also waiting to be approved by the Reserve Bank of India to initiate similar operations. AIG is presently involved in insurance and financial services in more than one hundred countries. The affiliates of the AIG Group also provide retirement and asset management services all over the world. Many international companies have been looking at NBFC business because of the growing consumer finance market. Unlike foreign banks, there are no strictures on branch openings for the NBFCs. GE Consumer Finance is a section of General Electric. It is responsible for looking after the retail finance operations. GE Consumer Finance also governs the GE Capital Asia. Outside the United States, GE Consumer Finance performs its operations under the GE Money brand. GE Consumer Finance currently offers financial services in more than fifty countries. The company deals in credit cards, personal finance, mortgages and automobile solutions. It has a client base of more than 118 million customers throughout the world
机器人外文翻译
英文原文出自《Advanced Technology Libraries》2008年第5期 Robot Robot is a type of mechantronics equipment which synthesizes the last research achievement of engine and precision engine, micro-electronics and computer, automation control and drive, sensor and message dispose and artificial intelligence and so on. With the development of economic and the demand for automation control, robot technology is developed quickly and all types of the robots products are come into being. The practicality use of robot products not only solves the problems which are difficult to operate for human being, but also advances the industrial automation program. At present, the research and development of robot involves several kinds of technology and the robot system configuration is so complex that the cost at large is high which to a certain extent limit the robot abroad use. To development economic practicality and high reliability robot system will be value to robot social application and economy development. With the rapid progress with the control economy and expanding of the modern cities, the let of sewage is increasing quickly: With the development of modern technology and the enhancement of consciousness about environment reserve, more and more people realized the importance and urgent of sewage disposal. Active bacteria method is an effective technique for sewage disposal,The lacunaris plastic is an effective basement for active bacteria adhesion for sewage disposal. The abundance requirement for lacunaris plastic makes it is a consequent for the plastic producing with automation and high productivity. Therefore, it is very necessary to design a manipulator that can automatically fulfill the plastic holding. With the analysis of the problems in the design of the plastic holding manipulator and synthesizing the robot research and development condition in recent years, a economic scheme is concluded on the basis of the analysis of mechanical configuration, transform system, drive device and control system and guided by the idea of the characteristic and complex of mechanical configuration,
人力资源管理外文文献翻译
文献信息: 文献标题:Challenges and opportunities affecting the future of human resource management(影响人力资源管理未来的挑战和机遇) 国外作者:Dianna L. Stone,Diana L. Deadrick 文献出处:《Human Resource Management Review》, 2015, 25(2):139-145 字数统计:英文3725单词,21193字符;中文6933汉字 外文文献: Challenges and opportunities affecting the future of human resource management Abstract Today, the field of Human Resource Management (HR) is experiencing numerous pressures for change. Shifts in the economy, globalization, domestic diversity, and technology have created new demands for organizations, and propelled the field in some completely new directions. However, we believe that these challenges also create numerous opportunities for HR and organizations as a whole. Thus, the primary purposes of this article are to examine some of the challenges and opportunities that should influence the future of HR. We also consider implications for future research and practice in the field. Keywords: Future of human resource management, Globalization, Knowledge economy Diversity, Technology 1.Change from a manufacturing to a service or knowledge economy One of the major challenges influencing the future of HR processes is the change from a manufacturing to a service or knowledgebased economy. This new economy is characterized by a decline in manufacturing and a growth in service or knowledge as the core of the economic base. A service economy can be defined as a system based on buying and selling of services or providing something for others (Oxford
旅游管理专业论文外文文献翻译
外文资料译文及原文 译文(一) 消费者体验旅游和品牌的结合 米契尔罗伯特 定义消费者体验旅游 制造工厂参观,公司博物馆和公司访客中心表现为被不同名字已知的观光事业片段:制造业观光事业,工业的吸引、工业的观光事业和工业的遗产观光事业。在每一个描述性的长期的共同目标是在消费者学习品牌,其运作,生产过程,历史和历史意义的时候建立一个消费者和品牌之间的纽带。有人建议在这里CET代表一个统一的主题的旅游。这个术语捕捉消费者的消费能力发现更多关于他们所消费的品牌,而制造商可以在与该工厂的客人接触的30-120分钟时间里建立与这些消费者更密切的关系。 参与的品牌 品牌经理寻求解决在三个层次消费者的需求: (1)功能(对消费者提供解决问题的办法); (2)符号(提供心理欲望满意度); (3)经历(提供感官快乐,品种,认知,刺激) CET可以通过视觉地介绍品牌,运作,生产工艺,历史和历史意义加强消费者和品牌之间的纽带。这种纽带可以被看作是个人品牌参与和品牌忠诚度的提高。认知参与反映了消费者对产品的兴趣(或学习更多)。CET可以通过刺激消费者对于品牌和生产过程的想象提高消费者的认知水平。此外,积极口碑沟通刺激满足旅客可能会比其他形式的促销更可信。 缺乏现有的直接研究关注 迄今为止,CET已经在行销文学中受到一点注意。米契尔和米契尔(2001年)对此内容这种的旅游网站进行了评估。此外,这些相同的作者已经评估食物和饮料工业中的现象(米契尔和米契尔,2000年),非营利部门(米契尔和米契尔,2001年b),和整体经济(米契尔等, 2001)。米契尔和米契尔(2002)为学者提出了格式,用来评估在当地的服务领域这些设施的地方利益。该主题通常包括对整合营销的简要讨论,但已收到直接研究的关注很有限。
英文文献翻译
中等分辨率制备分离的 快速色谱技术 W. Clark Still,* Michael K a h n , and Abhijit Mitra Departm(7nt o/ Chemistry, Columbia Uniuersity,1Veu York, Neu; York 10027 ReceiLied January 26, 1978 我们希望找到一种简单的吸附色谱技术用于有机化合物的常规净化。这种技术是适于传统的有机物大规模制备分离,该技术需使用长柱色谱法。尽管这种技术得到的效果非常好,但是其需要消耗大量的时间,并且由于频带拖尾经常出现低复原率。当分离的样本剂量大于1或者2g时,这些问题显得更加突出。近年来,几种制备系统已经进行了改进,能将分离时间减少到1-3h,并允许各成分的分辨率ΔR f≥(使用薄层色谱分析进行分析)。在这些方法中,在我们的实验室中,媒介压力色谱法1和短柱色谱法2是最成功的。最近,我们发现一种可以将分离速度大幅度提升的技术,可用于反应产物的常规提纯,我们将这种技术称为急骤色谱法。虽然这种技术的分辨率只是中等(ΔR f≥),而且构建这个系统花费非常低,并且能在10-15min内分离重量在的样本。4 急骤色谱法是以空气压力驱动的混合介质压力以及短柱色谱法为基础,专门针对快速分离,介质压力以及短柱色谱已经进行了优化。优化实验是在一组标准条件5下进行的,优化实验使用苯甲醇作为样本,放在一个20mm*5in.的硅胶柱60内,使用Tracor 970紫外检测器监测圆柱的输出。分辨率通过持续时间(r)和峰宽(w,w/2)的比率进行测定的(Figure 1),结果如图2-4所示,图2-4分别放映分辨率随着硅胶颗粒大小、洗脱液流速和样本大小的变化。
工业机器人中英文对照外文翻译文献
中英文资料对照外文翻译 FEM Optimization for Robot Structure Abstract In optimal design for robot structures, design models need to he modified and computed repeatedly. Because modifying usually can not automatically be run, it consumes a lot of time. This paper gives a method that uses APDL language of ANSYS 5.5 software to generate an optimal control program, which mike optimal procedure run automatically and optimal efficiency be improved. 1)Introduction Industrial robot is a kind of machine, which is controlled by computers. Because efficiency and maneuverability are higher than traditional machines, industrial robot is used extensively in industry. For the sake of efficiency and maneuverability, reducing mass and increasing stiffness is more important than traditional machines, in structure design of industrial robot. A lot of methods are used in optimization design of structure. Finite element method is a much effective method. In general, modeling and modifying are manual, which is feasible when model is simple. When model is complicated, optimization time is longer. In the longer optimization time, calculation time is usually very little, a majority of time is used for modeling and modifying. It is key of improving efficiency of structure optimization how to reduce modeling and modifying time. APDL language is an interactive development tool, which is based on ANSYS and is offered to program users. APDL language has typical function of some large computer languages. For example, parameter definition similar to constant and variable definition, branch and loop control, and macro call similar to function and subroutine call, etc. Besides these, it possesses powerful capability of mathematical calculation. The capability of mathematical calculation includes arithmetic calculation, comparison, rounding, and trigonometric function, exponential function and hyperbola function of standard FORTRAN language, etc. By means of APDL language, the data can be read and then calculated, which is in database of ANSYS program, and running process of ANSYS program can be controlled.
客户关系管理外文文献翻译(2017)
XXX学院 毕业设计(论文)外文资料翻译 学院:计算机与软件工程学院 专业:计算机科学技术(软件工程方向) 姓名: 学号: 外文出处:GoyKakus.THE RESEARCH OFCUSTOMER RELATIONSHIP MANAGEMENT STRATEGY [J]. International Journal of Management Research & Review, 2017, 1(9): 624-635. 附件: 1.外文资料翻译译文;2.外文原文。 注:请将该封面与附件装订成册。
附件1:外文资料翻译译文 客户关系管理战略研究 Goy Kakus 摘要 客户关系管理解决方案,通过为你提供客户业务数据来帮助你提供客户想要的服务或产品,提供更好的客户服务、交叉销售和更有效的销售,达成交易,保留现有客户并更好地理解你的客户是谁。本文探讨了客户关系管理模型在获得、保持与发展策略方面的优势。然而,我们对其定义和意义还存在一些困惑。本文通过考察关系营销和其他学科方面的相关文献,解释了客户关系管理的概念基础,从而对客户关系管理的知识作出了贡献。 关键词:客户关系管理模型, 客户关系管理的博弈改变者与关键策略 引言 CRM 是客户关系管理的简称。它的特征在于公司与客户的沟通,无论是销售还是服务相关的。客户关系管理这一术语经常用来解释企业客户关系,客户关系管理系统也以同样的方式被用来处理商业联系, 赢得客户,达成合同和赢得销售。 客户关系管理通常被考虑作为一个业务策略,从而使企业能够: *了解客户 *通过更好的客户体验留住客户 *吸引新客户 *赢得新客户和达成合同 *提高盈利 *减少客户管理成本 *通过服务台等工具软件,电子邮件组织者和不同类型的企业应用程序,企业业务经常寻求个性化的在线体验。 设计精良的客户关系管理包括以下特征: 1.客户关系管理是一种以顾客为中心并以客户投入为基础的服务响应,一对一的解决客户的必需品, 买家和卖家服务中心直接在线互动,帮助客户解决他
旅游品牌定位外文翻译文献
旅游品牌定位外文翻译文献(文档含英文原文和中文翻译)
原文: Destination brand positions of a competitive set of near-home destinations Abstract: Although the branding literature commenced during the 1940s, the first publications related to destination branding did not emerge until half a century later. A review of 74 destination branding publications by 102 authors from the first 10 years of destination branding literature (1998–2007) found at least nine potential research gaps warranting attention by researchers. In particular, there has been a lack of research examining the extent to which brand positioning campaigns have been successful in enhancing brand equity in the manner intended in the brand identity. The purpose of this paper is to report the results of an investigation of brand equity tracking for a competitive set of destinations in Queensland, Australia between 2003 and 2007. A hierarchy of consumer-based brand equity (CBBE) provided an effective means to monitor destination brand positions over time. A key implication of the results was the finding that there was no change in brand positions for any of the five destinations over the four year period. This leads to the proposition that destination position change within a competitive set will only
英文文献及中文翻译
毕业设计说明书 英文文献及中文翻译 学院:专 2011年6月 电子与计算机科学技术软件工程
https://www.360docs.net/doc/4415591610.html, Overview https://www.360docs.net/doc/4415591610.html, is a unified Web development model that includes the services necessary for you to build enterprise-class Web applications with a minimum of https://www.360docs.net/doc/4415591610.html, is part of https://www.360docs.net/doc/4415591610.html, Framework,and when coding https://www.360docs.net/doc/4415591610.html, applications you have access to classes in https://www.360docs.net/doc/4415591610.html, Framework.You can code your applications in any language compatible with the common language runtime(CLR), including Microsoft Visual Basic and C#.These languages enable you to develop https://www.360docs.net/doc/4415591610.html, applications that benefit from the common language runtime,type safety, inheritance,and so on. If you want to try https://www.360docs.net/doc/4415591610.html,,you can install Visual Web Developer Express using the Microsoft Web Platform Installer,which is a free tool that makes it simple to download,install,and service components of the Microsoft Web Platform.These components include Visual Web Developer Express,Internet Information Services (IIS),SQL Server Express,and https://www.360docs.net/doc/4415591610.html, Framework.All of these are tools that you use to create https://www.360docs.net/doc/4415591610.html, Web applications.You can also use the Microsoft Web Platform Installer to install open-source https://www.360docs.net/doc/4415591610.html, and PHP Web applications. Visual Web Developer Visual Web Developer is a full-featured development environment for creating https://www.360docs.net/doc/4415591610.html, Web applications.Visual Web Developer provides an ideal environment in which to build Web sites and then publish them to a hosting https://www.360docs.net/doc/4415591610.html,ing the development tools in Visual Web Developer,you can develop https://www.360docs.net/doc/4415591610.html, Web pages on your own computer.Visual Web Developer includes a local Web server that provides all the features you need to test and debug https://www.360docs.net/doc/4415591610.html, Web pages,without requiring Internet Information Services(IIS)to be installed. Visual Web Developer provides an ideal environment in which to build Web sites and then publish them to a hosting https://www.360docs.net/doc/4415591610.html,ing the development tools in Visual Web Developer,you can develop https://www.360docs.net/doc/4415591610.html, Web pages on your own computer.
仪表板外文文献翻译、中英文翻译、外文翻译
Dashboard From Wikipedia, the free encyclopedia This article is about a control panel placed in the front of the car. For other uses, see Dashboard (disambiguation). The dashboard of a Bentley Continental GTC car A dashboard (also called dash, instrument panel (IP), or fascia) is a control panel located directly ahead of a vehicle's driver, displaying instrumentation and controls for the vehicle's operation. Contents 1.Etymology 2.Dashboard features 3.Padding and safety 4.Fashion in instrumentation 5.See also 6.References Etymology Horse-drawn carriage dashboard Originally, the word dashboard applied to a barrier of wood or leather fixed at the front of a horse-drawn carriage or sleigh to protect the driver from mud or other debris "dashed up" (thrown up) by the horses' hooves.[1] Commonly these boards did not perform any additional function other than providing a convenient handhold for ascending into the driver's seat, or a small clip with which to secure the reins when not in use. When the first "horseless carriages" were constructed in the late 19th century, with engines mounted beneath the driver such as the Daimler Stahlradwagen, the simple dashboard was retained to protect occupants from debris thrown up by the cars' front wheels. However, as car design evolved to position the motor in front of the driver, the dashboard became a panel that protected vehicle occupants from the heat and oil of the engine. With gradually increasing mechanical complexity, this panel formed a convenient location for the placement of gauges and minor controls, and from this evolved the modern instrument panel,
搬运机器人外文翻译
外文翻译 专业机械电子工程 学生姓名张华 班级 B机电092 学号 05 指导教师袁健
外文资料名称:Research,design and experiment of end effector for wafer transfer robot 外文资料出处:Industrail Robot:An International Journal 附件: 1.外文资料翻译译文 2.外文原文
晶片传送机器人末端效应器研究、设计和实验 刘延杰、徐梦、曹玉梅 张华译 摘要:目的——晶片传送机器人扮演一个重要角色IC制造行业并且末端执行器是一个重要的组成部分的机器人。本文的目的是使晶片传送机器人通过研究其末端执行器提高传输效率,同时减少晶片变形。 设计/方法/方法——有限元方法分析了晶片变形。对于在真空晶片传送机器人工作,首先,作者运用来自壁虎的超细纤维阵列的设计灵感研究机器人的末端执行器,和现在之间方程机器人的交通加速度和参数的超细纤维数组。基于这些研究,一种微阵列凹凸设计和应用到一个结构优化的末端执行器。对于晶片传送机器人工作在大气环境中,作者分析了不同因素的影响晶片变形。在吸收面积的压力分布的计算公式,提出了最大传输加速度。最后, 根据这些研究得到了一个新的种末端执行器设计大气机器人。 结果——实验结果表明, 通过本文研究应用晶片传送机器人的转换效率已经得到显着提高。并且晶片变形吸收力得到控制。 实际意义——通过实验可以看出,通过本文的研究,可以用来提高机器人传输能力, 在生产环境中减少晶片变形。还为进一步改进和研究末端执行器打下坚实的基础,。 创意/价值——这是第一次应用研究由壁虎启发了的超细纤维阵列真空晶片传送机器人。本文还通过有限元方法仔细分析不同因素在晶片变形的影响。关键词:晶片传送机器人末端执行器、超细纤维数组、晶片 1.介绍
工商管理专业外文文献翻译
Project Budget Monitor and Control Author:Yin Guo-li Nationality:American Derivation:Management Science and Engineering.Montreal: Mar 20, 2010 . With the marketing competitiveness growing, it is more and more critical in budget control of each project. This paper discusses that in the construction phase, how can a project manager be successful in budget control. There are many methods discussed in this paper, it reveals that to be successful, the project manager must concern all this methods. 1. INTRODUCTION The survey shows that most projects encounter cost over-runs (Williams Ackermann, Eden, 2002,pl92). According to Wright (1997)'s research, a good rule of thumb is to add a minimum of 50% to the first estimate of the budget (Gardiner and Stewart, 1998, p251). It indicates that project is very complex and full of challenge. Many unexpected issues will lead the project cost over-runs. Therefore, many technologies and methods are developed for successful monitoring and control to lead the project to success. In this article, we will discuss in the construction phase, how can a project manager to be successful budget control. 2. THE CONCEPT AND THE PURPOSE OF PROJECT CONTROL AND MONITOR Erel and Raz (2000) state that the project control cycle consists of measuring the status of the project, comparing to the plan, analysis of the deviations, and implementing any appropriate corrective actions. When a project reach the construction phase, monitor and control is critical to deliver the project success. Project monitoring exists to establish the need to take corrective action, whilst there is still time to take action. Through monitoring the activities, the project team can analyze the deviations and decide what to do and actually do it. The purpose of monitor and control is to support the implementation of corrective actions, ensure projects stay on target or get project back on target once it has gone off target。