FANUC数控机床机械原点的设置及回零常见故障分析
FANUC数控机床机械原点的设置及回零常见故障分析
当前大多数数控机床均采用通过减速档块的方式回零,但谊方式在日常使用中故障率却艰高,有时甚至出现机械原点的丢失。本文以FANUC系统的台中精机VCENTER-70加工中心为例浅析了数控机床机械原点的设置方法,并对该类数控机床常见回零故障的各种形式式进行了分析与总结。
机械原点是机床生产厂家在生产机床时任机床上设置的一个物理位置,可以使控制系统和机床能够同步,从而建立起一个用于测量机床运动坐标的起始位置点,通常也是程序坐标的参考点。大多数数控机床在开机后都需要回零即回机械原点的操作。本文以FANUC系统的台中精机VCENTER-70加工中心为例浅析了数控机床机械原点的设置方法,并对此类数控机床常见回零故障的各种形武进行了分析与总结。
1 机械原点设置
1.1 机械原点丢失的原因
台中精机生产的VCENTER-70加工中心采用增量编码器作为机床位置的检测装置。系统断电后,工件坐标系的坐标值就会失去记忆,尽管靠电池能够维持坐标值的记忆,但只是记忆机床断电前的坐标值而不是机床的实际位置,所以机床首次开机后要进行返回参考点操作。而当系统断电遇到电池没电或特殊情况失电时,就会造成机械原点的丢失.从而使机床回参考点失败而无法正常工作。此时机床会产生。#306 n轴电池电压0#的报警信息,并且还会产生机械坐标丢失报警。#300第n轴原点复位要求”(n代指X、Y、Z)。
1.2 机械原点的设置
在通常情况下,设置数控机床机械原点的方法主要有以下两种:1)手动使X、Y、Z三轴超程印利用三轴的极限位置选择机械原点。2)利用各坐标轴的伺服检溯反馈系统提供相应基准脉冲来选择机床参考点即机械原点。由于第一种方法是机床厂家通常建议的也是较为简便和实用的方法.因此本文在此详细介绍第1种做法。以X轴为例,设置步骤如下:
(1)将机床操作面板上的方式选择开关设定为MDI方式。
(2)按下机床MDI面板上的功能键[OFS/SET]数次,进入设定画面。
(3)将写参数中的0改为1,由此,系统进入了参数可写状态。此时机床出现。SWO 100参数写入开关处于打开”的报警信息。忽略这条报警信息,设置完参数后改回为0即可。
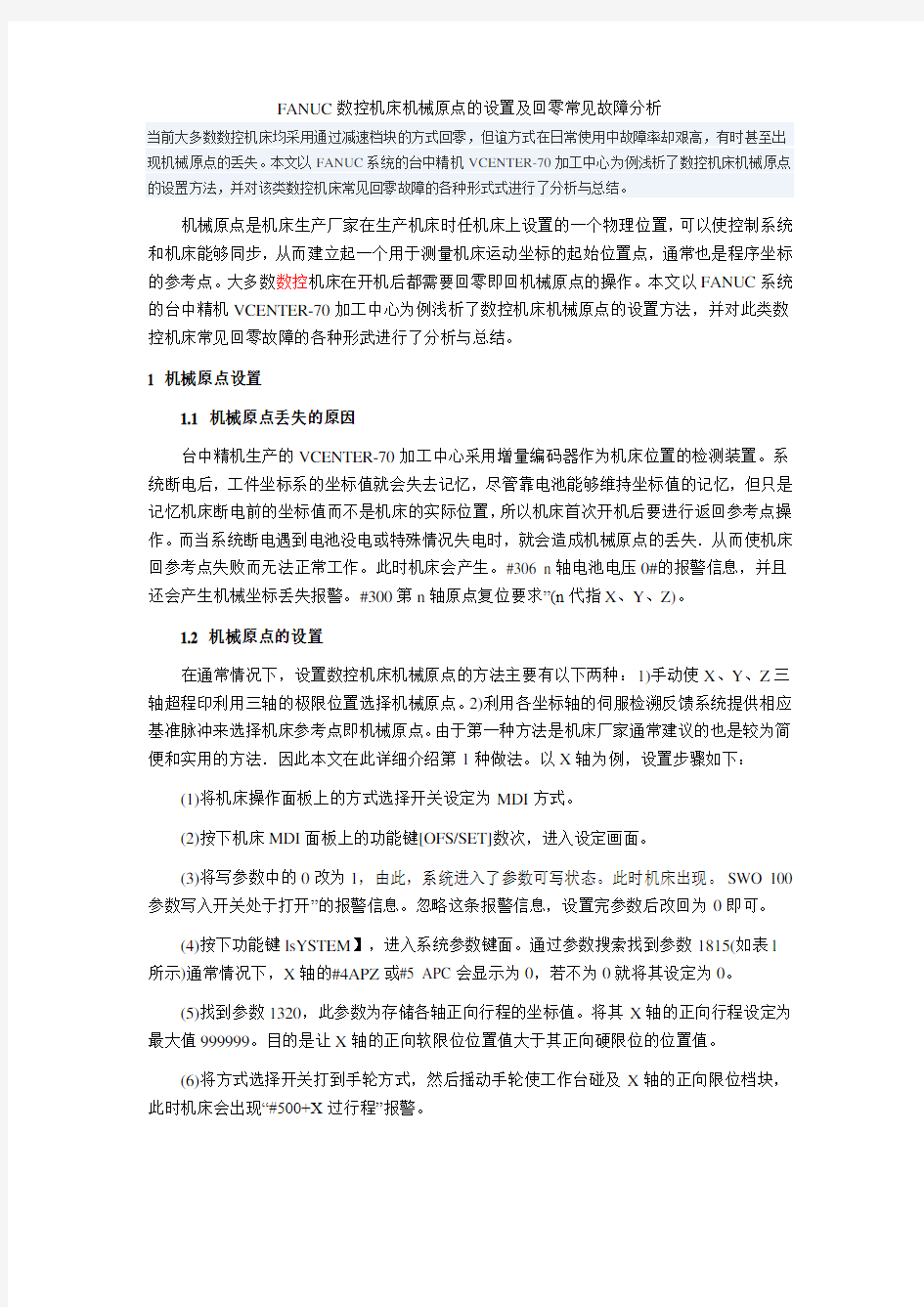
(4)按下功能键lsYSTEM】,进入系统参数键面。通过参数搜索找到参数1815(如表l 所示)通常情况下,X轴的#4APZ或#5 APC会显示为0,若不为0就将其设定为0。
(5)找到参数1320,此参数为存储各轴正向行程的坐标值。将其X轴的正向行程设定为最大值999999。目的是让X轴的正向软限位位置值大于其正向硬限位的位置值。
(6)将方式选择开关打到手轮方式,然后摇动手轮使工作台碰及X轴的正向限位档块,此时机床会出现“#500+X过行程”报警。
(7)按下MDI面板上的[POS]功能键.进入机床坐标显示键面。打开相对坐标显示键面,按下X+[起源]使X轴的相对坐标值变为0。
(8)按下机床操作面板上的【超程释放】并摇动手轮至X-6.5的位置。
(9)再次找到参数1815,将X轴的#4APZ或#5 APC都设定为1。
最后重启数控系统,完成X轴的机械原点设置。
Y轴和Z轴的机械原点设置方法与X轴相同,三轴的机械原点都设定好后重新打开写参数设定键面,将其设定为0。此时机床的报警信息全部消失,完成了加工中心的机械原点设置。
利用基准脉冲设定机床零点。
在通常情况下,闭环系统直线的光栅尺每隔50mm就会产生一个基准脉冲,但也会有一些特殊的直线光栅尺,它会每隔20mm就产生一个基准脉冲。对于闭环系统中的旋转编码器来说,产生的基准脉冲距离要比直线光栅尺小很多,比如只有6mm。由于这个基准脉冲在机床上经常会被选定为致控系统计数的基准.因此通过修改机床里的参数就可以将这个基准点的值设定为0,从而使这个点成为机床的参考点也就是机床的机械原点。
1.3 设置机械原点时的注意事项
(1)设置前要检查各坐标轴上要否安装有机床回零的微动开关,且各微动开关的位置是否适合。
(2)在第一个基准脉冲验出之前,必顺保证该坐标轴到了需要降速的距离上了。而这个降速距离就是所选速度的滞后误差值。
(3)由于使用的是编码器.故两个基准脉冲之间的距离会很小,所以在回机床零点时,速度要低一些,从而使滞后误差不会高于这个值的500。
(4)由于各坐标轴回机床机械原点时的速度是由机床的相应参效决定的.因此在设置这些参数时要注意.确保机床回零速度合适。
(5)倘若机床在回零点时压住了微动开关,那么就必须通过手轮或是手动的方式操作数控机床坐标轴,强制其退出微动开关并退到离微动开关较远的位置,然后再次执行各坐标轴回参考点的操作。
2 机床回零常见故障分析及处理
2.1 机床开机后不能回零故障分析及处理
(1)可能系统参数设置有误。解决方法是仔细检查各个相关参数,必要时重设参数。
(2)零脉冲不良导致的故障。零脉冲不良就会使回零时找不到零脉冲,引起的原因可能是系统轴板故障或是编码器及接线出现故障。解决方法是对编码器进行更换或清洗,检查线路及系统轴板是否有问题。
(3)有可能减速开关短路或是已经损坏。这种故障会导致减速信号不能产生。解决方法是检查减速开关的线路,对减速开关进行维修,必要时更换减速开关。
(4)可能检测元件已被污染。在全闭环控制的系统中,若光栅尺沾有油污,就不能采集到信号。解决方法是清洗光栅尺。
2.2 机床回零时找不到零点位置故障分析及处理
(1)减速开关有可能已经损坏或受污,也可能是线路短路或断路。解决方法就是及时对减速开关进行清理维修,必要时更换减速开关。检查线路连接情况.及时发现问题并解决。
(2)可能是减速档块所处位置不准确。解决方法是调整减速档块到限位开关的距离,避免两者行程过小引发此故障。
2.3 机床回零后的位置与零点位置发生螺距偏移故障分析及处理
引起这一故障可能的原因是产生栅格信号的时刻与减速信号从断开到接通的时刻太接近了,再加上存在的传动误差,就使得机床回零过程中工作台碰到减速开关时,刚好错过了栅格信号,所以只能等到脉冲编码器再转过一周以后才能找到下一个栅格信号。故而出现了此类故障。具体分析如下:
在减速开关的信号从断开恢复到接通状态时,随即便出现了栅格信号,也就是晚栅格信号处在门临界点上(如图1a所永)。这样一来,机械部分的热变形,减速开关出现“通”、“断”信号的重复精度误差都会导致零点发生位置偏离的故障(如图1b所示)。解决方法足可适当的阔整减速档块所处的位置,从而使零点位置与工作台停止的位置重合(如图1c所示)。也可以采用修改栅格偏移量的方法,使产生栅格信号的时划离减速信号从断开到接通时刻的距离是栅格信号产生周期的一半,就可消除此故障(如图1d所示)。
图1故障分析及鳞决方法示意囤
2.4 机床幽零位置随机性变化故障分析及处理
(1)脉冲编码器的供电电压太低。解决方法是调整从主板上输出的电压值,同时查看编码器线路板上的电源电压是否已到了合适的范围。
(2)伺服调节不良.从而引起跟踪误差偏大。解决方法足修改伺服参数。
(3)滚珠丝杠间隙偏大或丝杠与电动机的联轴器出现了松动。解决的方法是对演珠丝杠螺母剐的间隙进行调整及优化,对联轴器进行紧周或更换。
(4)零咏冲受到干扰。解决的方法是检查脉冲编码器的电缆布置是否合理,反馈电缆萍蔽是否连接无误。
3 结语
掌握数拧机床原点的设置方法和常见回零故障处理方式对于解决生产实践中的机床回零故障具有很好的指导作用。但值得说明的是故障观象与故障原因并非是一一对应的,有可能是几种原困引起的。因此在维修时要根据机床的实际情况,结合实践经验和维修手册逐一检查排除假象,找到故障起因并予以排除。