深圳地铁轨检车检测系统的研制
第26卷,第5期 中国铁道科学Vol 126No 15
2005年9月 CHINA RA IL WA Y SCIENCE
September ,2005
文章编号:100124632(2005)0520140204?成果简报?
深圳地铁轨检车检测系统的研制
柴东明,魏世斌,刘玲平,夏亮光,杨爱红
(铁道科学研究院基础设施检测研究所,北京 100081)
摘 要:采用构架与轴箱间的侧滚和垂向位移量修正的测量技术、CCD 光电传感器和高频响二维自控电路,研制出构架式光电伺服轨距测量装置,提高了轨道几何检测系统的安全性和稳定性。钢轨波磨检测系统根据惯性测量原理,采用模拟—数字混合滤波的数据处理方法,消除了速度对检测结果的影响。由数据库服务、数据采集处理计算机、数据应用计算机、高速网络打印机、QNX4实时多任务操作系统、SQL 数据库管理系统和轨检数据实时处理软件共同构成了车载局域网数据实时处理系统,自动完成检测数据的采集处理、修正、合成,并根据需要以波形和表格的形式实时显示和打印输出轨道几何数据。 关键词:轨检车;地铁;车载局域网;轨距;检测系统;波浪磨耗 中图分类号:U21613 文献标识码:B
收稿日期:2005204211
作者简介:柴东明(1967—
),男,浙江宁波人,副研究员。 在广州地铁轨检车检测系统的基础上,对地铁轨道几何检测系统[1,2]进行了改进,研发了波浪磨耗检测系统和深圳地铁轨检车检测系统。通过车载局域网实现了计算机实时显示轨道几何波形和钢轨波磨波形,以及网络打印机打印波形图的功能。
1 车载局域网数据实时处理系统
深圳地铁轨检车的车载计算机局域网[3,4],其数据实时处理系统由数据库服务器、数据采集处理计算机,数据应用计算机和高速打印机组成。
111 数据库管理
数据库服务器是数据存储和分析的核心,在地铁轨检车上利用安装的Windows2000Server 网络操作系统和SQL Server 2000数据库管理系统平台建立数据库。该系统适用于大、中、小各种规模的数据管理,支持Client/Server 模式的应用,可用于管理轨道检测数据。轨检数据经网络传送给数据库服务器。存放在数据库中的数据有轨道几何超限数据、轨道几何波形数据等。
存储的所有轨检数据供工作站应用程序调用,不但可获取超过标准的检测项目的峰值、长度和位置,还能对超限处所进行编辑整理。同时还可获取
曲线起终点位置、曲线长度、半径、平均超高和加宽等曲线要素信息。并能根据用户需要打印轨道状态报告表。
车载计算机记录的轨道状态信息还可以利用车上或地面计算机通过重放处理,以图表的形式重现轨道状态,计算机对数据库中记录的信息还能进行更详尽的分析和比较处理,用以指导轨道的养护和维修。112 数据采集和处理
数据采集处理计算机采用QNX4实时操作系统,实现了传感器原始信号的实时采集和处理,自动完成数据的修正、滤波和轨道几何参数的合成,在计算机屏幕上实时显示几何参数波形图和里程、速度等信息,如图1所示。同时经网络将轨检数据传送给数据库服务器。 数据采集处理计算机上安装了QNX4多任务实时操作系统,运行轨检数据实时处理软件。该计算机上装有多种板卡和A/D 变换板,多功能接口板主要用于接收光电编码器的输出,通过电路计算出305mm 采样的间隔时间,即TBS 值,同时在305mm 时产生一次采样中断信号,触发A/D 对所有传感器进行一次数据采集。
该系统实现了QNX4实时多任务操作系统和
Windows 操作系统的不同平台间的数据通信。
113 数据应用
数据应用计算机上可以运行超限数据浏览、波形超限浏览、波形打印和超限打印等应用程序。波形浏览界面见图1
。
图1 QNX4实时波形显示界面
2
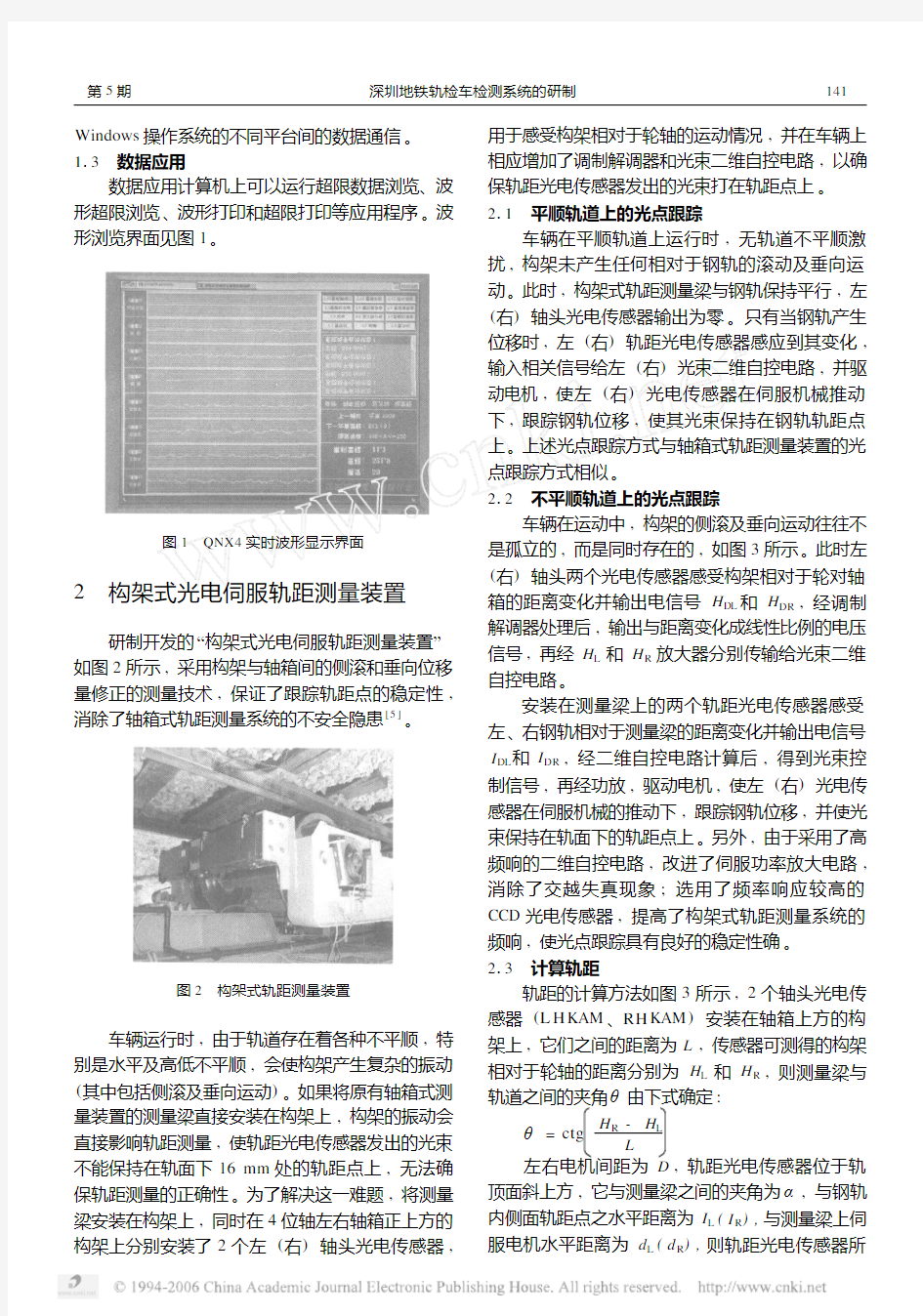
构架式光电伺服轨距测量装置
研制开发的“构架式光电伺服轨距测量装置”如图2所示,采用构架与轴箱间的侧滚和垂向位移
量修正的测量技术,保证了跟踪轨距点的稳定性,消除了轴箱式轨距测量系统的不安全隐患[5]。
图2 构架式轨距测量装置
车辆运行时,由于轨道存在着各种不平顺,特别是水平及高低不平顺,会使构架产生复杂的振动(其中包括侧滚及垂向运动)。如果将原有轴箱式测量装置的测量梁直接安装在构架上,构架的振动会直接影响轨距测量,使轨距光电传感器发出的光束不能保持在轨面下16mm 处的轨距点上,无法确保轨距测量的正确性。为了解决这一难题,将测量梁安装在构架上,同时在4位轴左右轴箱正上方的构架上分别安装了2个左(右)轴头光电传感器,
用于感受构架相对于轮轴的运动情况,并在车辆上相应增加了调制解调器和光束二维自控电路,以确保轨距光电传感器发出的光束打在轨距点上。
211 平顺轨道上的光点跟踪
车辆在平顺轨道上运行时,无轨道不平顺激扰,构架未产生任何相对于钢轨的滚动及垂向运动。此时,构架式轨距测量梁与钢轨保持平行,左(右)轴头光电传感器输出为零。只有当钢轨产生位移时,左(右)轨距光电传感器感应到其变化,输入相关信号给左(右)光束二维自控电路,并驱动电机,使左(右)光电传感器在伺服机械推动下,跟踪钢轨位移,使其光束保持在钢轨轨距点上。上述光点跟踪方式与轴箱式轨距测量装置的光点跟踪方式相似。212 不平顺轨道上的光点跟踪
车辆在运动中,构架的侧滚及垂向运动往往不
是孤立的,而是同时存在的,如图3所示。此时左(右)轴头两个光电传感器感受构架相对于轮对轴箱的距离变化并输出电信号H DL 和H DR ,经调制解调器处理后,输出与距离变化成线性比例的电压信号,再经H L 和H R 放大器分别传输给光束二维自控电路。
安装在测量梁上的两个轨距光电传感器感受左、右钢轨相对于测量梁的距离变化并输出电信号
I DL 和I DR ,经二维自控电路计算后,得到光束控
制信号,再经功放,驱动电机,使左(右)光电传感器在伺服机械的推动下,跟踪钢轨位移,并使光束保持在轨面下的轨距点上。另外,由于采用了高频响的二维自控电路,改进了伺服功率放大电路,消除了交越失真现象;选用了频率响应较高的CCD 光电传感器,提高了构架式轨距测量系统的
频响,使光点跟踪具有良好的稳定性确。213 计算轨距
轨距的计算方法如图3所示,2个轴头光电传感器(L H KAM 、RH KAM )安装在轴箱上方的构架上,它们之间的距离为L ,传感器可测得的构架相对于轮轴的距离分别为H L 和H R ,则测量梁与轨道之间的夹角θ由下式确定:
θ=ctg
H R -H L
L
左右电机间距为D ,轨距光电传感器位于轨
顶面斜上方,它与测量梁之间的夹角为α,与钢轨内侧面轨距点之水平距离为I L (I R ),与测量梁上伺服电机水平距离为d L (d R ),则轨距光电传感器所
1
41第5期 深圳地铁轨检车检测系统的研制
测量的左右距离分别是
K L =I L cos α K R =I R cos α
因此,构架伺服轨距的计算公式为
G =(K L +d L +D +K R +d R )/cos
θ=(I L cos α+d
L +D +
I R cos
α+d R )/cos
ctg
H R -H L
L
当测量梁与轨道平行时,cos θ=1,G =I L cos α+d L
+D +I R cos
α+d R 。图3 构架式轨距测量梁的侧滚、垂向运动和轨距计算简图
3
波磨检测系统
波磨检测系统是对钢轨波浪磨耗进行动态检测
的测量系统,它采用惯性测量原理,利用N I 公司的虚拟仪器,在Windows 操作平台下实现对轴箱加速度信号进行空间采样、显示和存储;同时通过数字信号处理、积分滤波,输出波磨的峰值或标准差。该系统还具备打印超限报表、修正里程、对原始数据进行事后处理及回放、输出波形图及相应地点和速度等功能。波磨检测系统的构成如图4所
示。
图4 波磨检测系统的构成
311 波磨检测系统的实时检测软件
波磨检测系统实时检测的主界面如图5所示,在列车运行中,检测并动态显示左右轴箱加速度、左右轨波磨和地面标志的波形图,显示长度
为50m 。
图5 实时检测主界面
312 波磨检测系统事后处理软件
波磨检测系统事后处理软件主要用于在线检测结束后,对在线检测过程中存储的原始数据进行读
取、处理和回放。事后处理软件的主界面如图6所示,界面的上半部分显示的是左右轴箱加速度原始波形、处理后的左右波磨波形和地面标志,用户可以任意选择超限报表和波形进行打印。
313 输出结果和现场应用
钢轨波磨检测系统采用模拟—数字混合滤波的数据处理方法,消除了速度对检测结果的影响,经
241中 国 铁 道 科 学 第26卷
图6 事后处理主界面
实测试验证明,检测数据准确,能够客观地反映地
铁线路的波磨严重情况,为制定钢轨打磨计划提供依据。
4 结束语
深圳地铁轨检车于2004年12月在深圳地铁竹子林车辆段试车线及地铁线路上进行了动态实测试验,试验过程中轨道检测设备稳定可靠,测量准确,多次测量的轨道几何参数波形图具有良好的重复性和一致性。钢轨波浪磨耗测量装置工作稳定,
具有良好的重复性,测量结果客观地反映了钢轨的
波浪磨耗状态。
参
考
文
献
[1] 翁绍德,柴东明,徐旭宇.G J 24型轨道检查车的研制[R ].北京:铁道科学研究院,1999.
[2] 翁绍德,高林奎,李志隆.轨道检查车的开发与发展[A ].中国铁道科学技术的进步与发展[C].北京:中国
铁道出版社,2000:208—217.
[3] 高林奎,翁绍德,张 晨.安全综合检测车研究[A ].中国铁道科学技术的进步与发展[C].北京:中国铁道
出版社,2000:199—208.
[4] 翁绍德,柴东明,魏世斌.轨道状态确认车检测系统研制[R ].北京:铁道科学研究院,2003.
[5] 柴东明,刘伶萍,杜鹤亭.G J 24型轨检车的检测原理[J ].铁道建筑,1999,(12):32—34(2000,(1):38—
39).
Development of the Inspection System for
Shenzhen Metro T rack Inspection C ar
CHAI Dong 2ming ,WEI Shi 2bin ,L IU Ling 2ping ,
XIA Liang 2guang ,YAN G Ai 2hong
(Infrastructure Ins pection Research Institute ,China Academy of Railway Sciences ,Beijing 100081,China )
Abstract :The frame type photoelectric servo gauge measurement device is developed by applying the technology of side 2rolling and vertical displacement correction of the frame and axle box ,adopting CCD photoelectric sensor and high frequency 2D automatic control circuit.It improves the security and the stability of track geometry pro 2file measurement system.According to inertia principle ,rail undulatory wear inspection system adopts analog digital composite filtering method to process data and eliminates the speed influence on measurement results.The on 2board LAN real 2time data processing system is composed of database service ,data collection and processing computer ,data application computer ,high speed network printer ,QNX4real 2time multitask operation system ,SQL database management system and the software for real 2time processing of rail inspection data.On 2board LAN can automatically carry out the collection ,processing ,modification and integration of measurement data.It realizes the functions of displaying the track geometry data waveform in real time and printing the waveform diagrams with the network printer according to demands.
K ey w ords :Track inspection car ;Metro ;On 2board LAN ;Track G auge ;Inspection system ;Undulatory wear
(责任编辑 杨宁清)
3
41第5期 深圳地铁轨检车检测系统的研制
城市轨道交通动态检查--轨检车主要检测项目原理及危害分析
城市轨道交通动态检查--轨检车主要检测项目原理及危害分析 摘要:本文主要针对轨检车检查项目:水平、三角坑、高低、轨距、轨向和车体振动加速度进行检测原理及危害成因分析,对现场进行检测,掌握现场的几何尺寸,分析可能产生的原因进行及时处理并跟踪分析,来保证列车运行。 关键词:轨检车城市轨道线路危害成因 Abstract: This paper mainly for track inspection vehicle inspection items: horizontal, triangular pit, height, gauge, rail to body vibration acceleration detection theory and hazard cause analysis, on-site detection, master geometry of the scene, the analysis may producethe reasons for the timely processing and tracking analysis, to ensure that the trains run. Keywords: urban rail, line track ,inspection car, hazard causes. 随着城市轨道交通的不断发展,动态检查密度也随着加大,动态检查已作为指导城市轨道交通线路养护维修的重要依据,因此,动态分析质量直接关系到线路养护维修优劣。线路动态不平顺是指线路不平顺的动态质量反映,主要通过轨道检查车进行检测。如何利用轨检车资料帮助现场找准病害及分析产生原因是技术人员分析工作的重中之重。 1、主要检测项目及性能指标 轨道检查车对轨道动态局部不平顺(峰值管理)检查的项目为轨距、水平、高低、轨向、三角坑、车体垂向振动加速度和横向振动加速度七项。各项偏差等级划分为四级:Ⅰ级为保养标准,Ⅱ级为舒适度标准,Ⅲ级为临时补修标准,Ⅳ级为限速标准。 2、轨检车检测项目原理与分析 2.1、水平(超高) 2.1.1、水平病害的危害 水平定义为同一横截面上左右轨顶面相对所在水平面的高度差(在曲线上定义为超高)。 水平不平顺将使车辆产生侧滚振动,导致一侧车轮增载,一侧减载。许多专家认为曲线上严重的水平不平顺,往往是引起列车脱轨的重要原因。若轨道方向、水平两种不平顺同时存在且逆向复合时,引起脱轨的危险性更大。
钢轨波磨维修规则
钢轨波磨维修规则大纲 前言 (1) 第一章总则 (1) 第二章钢轨波磨维修工作组织及内容 (1) 第一节维修的组织和计划 (1) 第二节维修工作内容 (2) 第三章钢轨波磨维修要求和标准 (2) 第一节钢轨波磨维修要求 (2) 第二节钢轨波磨维修周期及标准 (3) 第四章钢轨波磨维修设计及预算 (3) 第五章钢轨波磨维修作业的验收标准 (3)
前言 波型磨耗(以下简称波磨)是指钢轨踏面因磨耗而形成的规律性的不平顺,波长30~80mm者称为波纹磨耗,80mm以上者为波浪磨耗。波浪型磨耗产生的原因比较复杂,与轨道弹性和钢轨的屈服强度有关。当波浪型磨耗较重时,轮轨之间作用力和轨道振动增大,对轨道的破坏性也增大,不仅加大了养护维修工作量,甚至养护维修十分困难。但对达到什么程度应该更换,尚缺乏这方面的经验,故应采用打磨列车适时打磨和更换。 第一章总则 第1.1条钢轨波磨维修工作的基本任务是减缓钢轨表面缺陷的发展、提高钢轨表面平滑度,改善旅客乘车舒适度、降低轮/轨噪声、延长钢轨使用寿命。 第 1.2 条钢轨波磨维修工作按线路技术状态的变化规律和钢轨磨损程度,相应地进行计划维修、经常保养,有计划地补偿线路钢轨磨损,以取得较好的技术经济效益。 第1.3 条钢轨波磨维修工作,应实行科学管理,开展标准化作业,提高机械化作业程度,改善检测手段,建立和健全责任制,严格执行检查验收制度。应积极采用新技术,改进作业方法和劳动组织,推广先进经验,不断提高工作水平。 第1.4 条钢轨波磨维修工作,应遵守本规则的规定。本规则未作规定的,线路公司可根据需要提出,并报运营公司批准执行。 第二章钢轨波磨维修工作组织及内容 第一节维修的组织和计划 第2.1.1条钢轨波磨维修工作按线路技术状态和钢轨磨损程度作好管理工作。 第2.1.2条对钢轨波磨维修所需要的机具、材料及加工,要积极组织有关业务科室进行落实,材料选型及采购需要上级或有关单位解决的应及时报运营公司,安排调节。 第2.1.3条对各种机械设备应制订出检修操作规程,实行专机专人负责
GJ-5型轨检车的检测原理及数据处理
GJ-5型轨检车的检测原理及数据处理 摘要:轨道检查车是检查轨道病害的大型动态检测设备,对运输安全具有重要作用。文章简要探讨GJ-5型轨检车所采用的激光和摄像检测技术对常见病害的检测原理,介绍轨检车在病害检测中所产生的数据的识读及处理方式,分析我国两种轨道质量评价法的利弊以及应用方法。 关键词:轨检车;检测原理;数据处理 1引言 上世纪80年代以来,通常采用一维光电位移传感器,为满足测量系统的定位要求,安装基准一般选择在以轮对为刚体的结构上。 从测量原理角度来看,测量链的简捷有助于提高测量系统的精度。但是,随着检测速度的提高,轮轨作用力的增大,轴箱的振动随之增大,工作环境的恶劣束缚了检测系统的性能。随着传感器技术及计算机技术的发展,开始采用二维光电位移传感器,上世纪90年代末期,满足于更高精度的检测速度的激光和摄像技术获得应用并逐步取代了原有的其他检测系统。 目前,当今世界高速铁路发达的国家,激光和摄像检测技术获得了广泛的应用,而且,已成为目前世界上轨道检测系统的主流。如日本、美国、法国、德国、意大利等,均不同程度采用了该检测技术,从而提高了系统检测速度、精度和可靠性。在此背景下,我国引进了GJ-5型轨检车,采用激光和摄像检测技术,可测项目有:轨距、左右轨向、三角坑、曲率、车体加速度、轨底坡(可选项)、钢轨断面(可选项)等。 2GJ-5型轨检车对病害的检测原理 2.1高低检测原理 高低的测量基于惯性基准原理与图像测量原理。 测量梁相对于钢轨的位移分为两部分,第一部分为测量梁自身的位移,这部分由测量梁中的惯性包测量出梁的垂直加速度,并由系统对其修正,除去重力分量等不利因素,对加速度进行二次积分可得位移值。第二部分为测量梁移动后与钢轨之间的距离,由图像处理系统获得。两项位移之和为钢轨的高低数值。
钢轨轮廓(磨耗)测量仪--技术参数
钢轨轮廓(磨耗)测量仪 第一节供货范围、技术规格、参数与要求 一、供货需求一览表 序号名称规格型号单位数量交货时间 1 钢轨轮廓(磨耗)测量 仪 台 1 自接到中标通知书起1个月 二、技术要求 正常使用环境条件:周围环境温度:-30~40℃,海拔高度:0~1300m。 (一)钢轨轮廓(磨耗)测量仪 1.1结构性能及技术要求 1.1.1请卖方对钢轨轮廓(磨耗)测量仪的结构及性能按下列组成部分(但不限于此)进行详细描述。 (1)总体构造 (2)外界条件 1.1.2在上述结构性能描述中,要说明各组成部分的构成、规格、数量、功能、重量及工作原理。在说明各组成部分的构造功能时,要说明与竞争对手的产品相比有何特点或优点,与卖方过去的旧型设备相比有何改进;说明在制造过程中应用了什么新技术;说明重要零部件的材质。进行详细描述不限于此。 1.1.3技术要求 (1)适用于铁路钢轨和道岔廓形的高精度检测。 (2)适用于钢轨及道岔磨耗分析。 (3)适用于钢轨连续监测后,对磨耗趋势进行分析。 (4)适用于列车运行线路轮轨关系分析。 (5)适用于打磨车对钢轨的打磨指导。 (6)原装进口主机,为方便使用携带,传感器线内置,整套重量不大于1.5kg,中文操作界面及软件。 (7)现场检测时由笔记本电脑即测即绘出所测钢轨外形及垂磨、侧磨、总磨耗值。现场测量即实时出结果。 (8)仪器须自带陀螺仪,能在现场测量倾角,显示钢轨高低差,并能有效进行高低轨校核。(9)检测精度不低于:±0.011mm,重复性不低于:0.005mm。 (10)仪器能测量轨距,并显示肥边面积、打磨面积及磨耗面积。 (11)仪器可采集分析到轨头宽度、轨顶半径、垂直剩余量、水平剩余量、最大剩余量等参数,提供最全面的科学分析数据。 (12)软件可在所有电脑及win XP、win7、win8操作系统均可安装使用,无需加密狗,软
钢轨波磨
钢轨损伤之钢轨波磨 班级:09城轨1班 钢轨波磨是轨道损伤的一种主要类型,它是钢轨沿纵向表面出现的周期性的类似波浪形状的不 平顺现象,有波长和峰谷两种属性。 钢轨波磨分为三种类型: 1、极短波距波形; 2、短波距波形; 3、;坡度 4、 5、,暗坑、 生剧烈振动,促使轨道和机车车辆相关部件伤损的产生和发展,从而增加维修费用; 由于列车通过波磨地段时引起轨道剧烈振动,致使道碴粉化速率加快,道床翻浆冒泥,轨道扣件松动,螺纹道钉、轨距杆大量折断,轨枕空吊,胶垫损坏等,从而极大地增加了工务维修费用。 2、噪声污染 机车车辆通过波磨地段时会产生很大的噪声,对铁路沿线居民带来很大的危害。同时这种噪声也会影响乘客,使他们产生不舒适感。 3、安全隐患 如钢轨波磨严重,车辆通过波峰时冲击力急剧增大,而通过波谷时受力减小,这就容易引起列车减载脱轨,还容易引起钢轨和车轴的断裂,影响行车安全。 4、增加能耗 由于波磨轨面的不平顺,导致轮轨粘着不良,相应地增加了轮轨运行阻力。另外由于轮轨系统振
动加剧,导致部件伤损率增加,消耗大量能量,而这些能量都必须由机车牵引力提供,从而增加能耗。 波磨的预防和减缓措施: 1、减少钢轨接头,降低接头冲击 设焊接无缝线路,尽可能减少接头或铺设冻结无缝线路,将接头冲击降到最低。加强接头处道碴捣固,保持道床丰满并加以夯实,及时清筛接头范围内的板结道床。 2、增强轨道弹性,提高轨道阻尼 增强轨道弹性可有效地减小轮轨系统振动强度,提高轨道阻尼可明显降低波磨发展速率。具体措施为:采用优质道碴,补足道床厚度;及时清筛道床并适当缩短道床清筛周期;对道床粉化、坍塌及翻浆冒泥地段及时整治。 3、减少轨道不平顺 强曲线轨道的养护,提高曲线圆顺度;消除钢轨死弯和轨头掉块。使用大型养路机械进行线路维修作业 4 5
便携式钢轨轮廓测量仪中文使用说明书
MIG 1000 便携式 钢轨断面测量仪设备操作维护手册 2009年4月21日手册编号 P/N 13832R2-OTM 版本号 1.10
版权所有。本文档所包含信息受版权保护。未经MERMEC Group公司许可,不得对本文档任何部分进行复制、保存以及通过任意形式的传播(包括电子、机械、印刷等等)。 本文档所含信息被认为是真实可靠的。本公司对设备的使用,以及因为设备引起的版权冲突和任何第三方的其他权利不承担责任。 MIG 1000 是MERMEC Group公司的注册商标. Windows 2000和Windows XP是微软公司的注册商标. 本文档中其他任何商标均来自各自的制造商. ? Copyright 2006-2009 by MERMEC Group 版权所有,违者必究. MERMEC Group via Oberdan,70 70043 Monopoli (BA) Italy 080 8876570 https://www.360docs.net/doc/461180707.html,
PROPRIETARY INFORMATION: This document contains information proprietary to MERMEC Group This information may not be distributed without the written authorization of an officer of MERMEC Group 目录 第一章介绍 1.1 概述..........................................................................................................................1-1 1.2 测量技术..................................................................................................................1-1 1.3 应用..........................................................................................................................1-1 1.3.1 标准钢轨对比................................................................................................1-2 1.3.2 轨型“前后” 对比...........................................................................................1-2 1.3.3 打磨断面对比................................................................................................1-3 第二章使用安全 2.1 警告..........................................................................................................................2-1 2.2 产品标签..................................................................................................................2-1 2.2.1 出光孔标签....................................................................................................2-2 2.2.2 认证标签........................................................................................................2-3 2.2.3 警告标签........................................................................................................2-3 2.2.4 厂商信息标签................................................................................................2-3 2.3 安全装置..................................................................................................................2-3 2.4 激光功率..................................................................................................................2-4 第三章操作 3.1 设备安装..................................................................................................................3-1 3.1.1 无护轨安装....................................................................................................3-2 3.1.2 有护轨安装....................................................................................................3-3 3.1.3 正线磨损严重并有护轨时的安装................................................................3-4 3.2 启动系统..................................................................................................................3-4 3.3 采集断面..................................................................................................................3-5 3.4 编辑断面..................................................................................................................3-5 3.5 保存断面..................................................................................................................3-6 3.6 查看已保存断面......................................................................................................3-6 3.7 定义对比断面..........................................................................................................3-6 3.8 更改阈值设定..........................................................................................................3-7
最新轨检车波形图分析处理教程文件
教学目的与要求: 1.能熟练掌握轨检车波形图的基本知识。 2.了解波形图的基本原理,并且学会简单的分析。 3.能够对着轨检车进行现场作业。 主要内容及课时分配: 1.轨检车波形图的基本知识。2课时 2.了解波形图的基本原理,并且学会简单的分析6课时 3.轨检车波形图与现场情况。4课时重点、难点及要求(掌握、熟悉、了解、自学): 掌握:能熟掌握轨检车波形图的基本知识。 熟悉:波形图的认识、分析。 了解:波形图的基本原理。 自学:波形图与现场的对应情况。
一.轨检车波形图的基本原理 参考资料: 中华人民共和国《安全生产法》、《铁路运输安全保护条例》和铁道部《铁路实施〈中华人民共和国防汛条例〉细则》、《铁路技术管理规程》、《轨检车原理及分析资料》、《修轨》、《安规》、《工区安全与应急处理》、《工务安全与应急处理》等。 总体要求: 通过对轨检车波形图的分析,能够处理现场中的轨距、左右轨向、左右高低、水平(超高)、三角坑、曲率(弧度或半径)、车体横向加速度、车体垂向加速度、轨距变化率、曲率变化率、车体横向加速度变化率、钢轨断面等。 一、概况 轨道检查车是根据惯性基准法检测测原理,应用光电、陀螺、电磁、电子、伺服、数字处理、计算机等先进技术,对高低、轨向、轨距、水平、三角坑、垂直加速度、水平加速度、曲率变化率、轨距变化率、横加变化率、70米波长高低和70米波长轨向综合检测。同时,将各项目检测结果实时显示在汁算机上和波形记录纸上,并存磁盘内,具有检测项目齐全、精度高、可靠性强、技术先进及很强的数据
处理特点。 轨道检查车各项目门限的设定根据“修规”制定。 轨道检查车对各轨道几何尺寸及舒适度的全面检测,是对线路动态质量的系统评估,是铁路工务维修管理部门获取动态轨道状态信息、指导现场进行养护维修与施工作业、评估新线施工和既有线养护维修作业质量、实施轨道科学管理的重要手段。 二、轨检车对线路的评价方式 1.线路峰值管理 线路峰值管理即线路局部不平顺峰值的检测,根据超限峰值大小,分为四个等级,即I级分(保养标准)、Ⅱ级分(舒适度标准)、Ⅲ级分(临修标准)、Ⅳ级分(限速标准)。并按超限峰值等级进行惩罚性扣分,一个I级分扣1分、Ⅱ级分扣5分、Ⅲ级分扣100分、Ⅳ级分扣301分;对每公里也是按惩罚性扣分来评价的,优良:50分及以下,合格:51-300分,失格:301分及以上。 2.线路均值管理(即通常说的TQI) 线路均值管理即线路区段整体不平顺的动态质量管理。采用计算200m单元轨道区段的单项几何参数的统计特征值——标准差的方法来评价轨道区段的平均质量。 三.轨检车报表及运用 (一)报表类型
TDXJ-1型地铁限界检测系统产品手册
TDXJ-1型地铁限界检测系统 产品手册 西南交通大学 成都唐源电气有限责任公司
目录 第一部分技术方案 (1) 1.1 引言 (1) 1.2 项目目的 (2) 1.3 工作原理及方案简介 (2) 1.4 技术条件 (7) 1.5 使用环境 (8) 第二部分硬件使用说明 (9) 2.1设备按钮功能简介 (9) 2.2设备报警声、报警光提示 (10) 2.3开机启动 (12) 第三部分软件使用说明 (14) 3.1引言 (14) 3.2 运行环境 (14) 3.3 系统初始化及启动 (17) 3.4 软件功能介绍及操作说明 (19) 3.5 开始检测 (22) 3.6 数据处理软件功能介绍及操作 (24) 第四部分维护保养说明 (31) 4.1 限界检测系统检修规程 (31) 4.2 常见软件现象及错误提示分析 (32) 4.3 常见硬件现象分析及测试 (33) 4.4 数据的反馈 (33) 4.5 平日日常维护事项 (34)
第一部分技术方案 1.1 引言 隧道是城市轨道交通中重要组成部分,随着车辆的运行和隧道的服役时间的增长,隧道内的一些设备有可能出现螺栓松动、设备脱落等情况,脱落后的物体侵入到设备限界的范围内,严重地危害车辆的运行安全,甚至造成重大地行车事故。 隧道内发生物体侵限故障时,危害主要会造成以下情况: (1)造成电力机车无法正常运行; (2)当运营期间发生侵限故障时,严重影响运输安全,对运营的影响较大,影响时间较长,甚至造成上班乘客滞留,影响社会安定。 《中华人民共和国铁路技术管理规程》第二十条中规定“隧道限界检查应不少于五年一次”。同时大量的工程实践表明,地铁工程建设、竣工验收以及运行维护等环节都需要地铁限界这个重要指标。 目前,在地铁隧道设备限界检测中,检测手段主要局限于静态检测,即主要依据人工实测和经验判断,这种检测方式测量的精度低、工程量大,并且必须是在列车停止运行的情况下进行。由于隧道内限界变化具有突发性的特点,传统的人工检测方式已经不能满足实际工作的需要。因此,研发一种实时、高速、高精度的地铁隧道设备限界动态检测系统,将有助于节省人工、减少开支、提高效率,为地铁隧道安全维护提供依据,提高地铁运行安全性。
城市轨道交通钢轨探伤技术检测系统
城市轨道钢轨检测车 用来检测轨道的几何状态和不平顺状况,以便评价轨道几何状态的特种车辆,简称轨检车。它是保障行车安全、平稳、舒适和指导轨道养护维修的重要工具。根据轨检车的记录,可以发现轨道平顺状态不良的地点,以便采取紧急补修或限速措施,并确定应进行计划维修的里程段落,编制维修作业计划。此外,根据轨检车的记录也可评定轨道的养护水平和整修作业质量. 1.发展沿革 (2) 2.我国轨道检测车的发展 (4) 3.日本轨检车的发展 (4) 4.美国轨检车的发展 (5) 5. 意大利轨检车发展 (5) 6. 法国轨检车发展 (6) 7. 轨检车的发展趋势 (7)
8. 轨道检测车的任务 (7) 9. 轨道探伤技术的发展 (8) 10.多功能安全综合检测车 (10) 11.现上海钢轨探伤车——地铁眼:“大黄蜂”兄弟 (11) 1.发展沿革 早期轨道状态采用人工检测,19世纪70年代出现了轨道检查小车。用人力推行小车和机动的检测小车进行检测。用这些方法检查不能反映轨道在列车车轮荷载作用下的几何状态。因此在19世纪70~80年代,欧洲有些国家开始研究在普通客车上装备检测设备,并出现了一些雏型的轨道检查车。20世纪初,俄国、德国和美国铁路正式使用轴重较大的客重式机械轨检车,检测在轮载作用下
的轨道几何状态,开创了轨道动态检测新阶段。 机械轨检车是借助检测车轮、重铊、杠杆、滑轮、弹簧等机件,由钢丝绳直接牵动绘图笔在纸带上记录检测的结果。这种轨检车的检测速度低,误差大。20世纪50年代末,苏、日等国制成电气轨道检查车。此后各种电测装置逐渐取代了机械检测系统。70年代以前的轨检车,都用弦测法和接触检测小轮来测量轨道的不平顺状况。弦测法的测量值随测量弦的长度与轨道不平顺波长的比值变化,测得的高低等波形,往往与实际轨道不平顺情况有较大的差异。接触检测小轮在高速时,因惰性等影响,误差较大。近十多年来,由于行车速度提高,运量增大,需进一步提高轨道的不平顺性,要求更准确地测出轨道不平顺波形,因而促进了轨道检测新技术的发展。70年代前期,美、英、日等国相继采用惯性基准、无接触检测等先进技术,研制成功用电子计算机自动处理检测数据、能如实地反映轨道状态、检测速度达每小时200公里的现代化高速电子轨道检查车。 近年来,各国使用的现代轨道检查车由检测和数据处理系统(图1)、发电供电系统、空气调节系统、仪表工作室、了望台以及走行转向架等几部分组成。其检测项目有轨道的高低、水平、三角坑、方向、轨距,以及里程和行车速度等。有的还能测量曲线超高、曲率,以及高低方向等轨道不平顺的变化率、曲线通过的均衡速度等。还有些现代轨检车通过测量车体和轴箱的振动加速度、轮轨作用噪声,以及轮轨间的垂直力、水平力、脱轨系数等,为更全面地评价轨道的状态提供依据。现代轨检车能及时提供直观反映轨道状态的波形图,并能提供经车载计算机处理打印成的轨道状态报告表,以及记录在磁带上的轨道状态资料等。有的还可在轨道状态严重不良和需紧急补修的地方,直接在轨道上喷上颜色标记。将磁带记录送地面计算机进一步处理,便可编制出各种轨道状态管理图和轨道整
地铁钢轨波磨调研及原因-对策分析
地铁钢轨波磨调研及原因\对策分析 摘要:通过对发生波磨现象的北京地铁线路进行现场调查,总结出北京地铁钢轨波磨的主要特征。分析钢轨波磨产生的原因,发现轨道刚度、阻尼、自振频率、线路平顺性、钢轨硬度及地铁的线路和运营特征是钢轨波磨的敏感因素。针对新建和既有地铁线路,分别提出预防和解决钢轨波磨的对策。 关键词:钢轨;波磨;调研;原因;对策 钢轨投入运行后在表面形成一定规则的周期不平顺现象,就是常见的波浪形磨损,简称波磨(Corrugation)。到20世纪70年代,由于高速重载列车的大量运用,钢轨波磨现象日益严重,由此引发了各国学者对钢轨波磨起因研究的浪潮,形成了许多有价值的波磨形成假说和分析模型[1]。但至今未形成一个统一有效的理论模型来解释波磨初始形成和发展的机理以及波磨形成的关键因素[2]。国内外的大量学者多从不同角度对铁路客运线路和重载货运线路钢轨波磨进行了深入的研究,并从多角度给出了预防和治理钢轨波磨的措施。然而,随着近十年来城市轨道交通在我国的飞速发展,钢轨波磨在地铁运营中产生的负面影响也日益凸显。例如在北京地铁已通车的4、5、10号线上,局部减振轨道通车不到一年便发生了钢轨波磨,严重的地段钢轨打磨后波磨重现时间仅2~4个月。这种出现时间早、复发周期短、打磨后反复发生的波磨现象被称为钢轨异常波磨现象。 地铁钢轨波磨不仅引起了强烈的振动和噪声,增加了养护维修费用,还影响到行车安全,因此有必要对波磨的状况及影响因素进行调研分析,为综合治理钢轨波磨问题提供对策。 1 北京地铁钢轨波磨的现状调查 通过北京地铁近几年通车的几条线路的现场调研和运营单位提供的打磨记录情况,得到钢轨波磨的特征如下: 1.1 钢轨波磨出现时间早,个别线路开通运营仅1个月便在梯形轨枕地段发现了钢轨波磨现象。 1.2 钢轨波磨情况严重:调查发现,异常波磨地段最大矢度达到0.5mm,波长20mm~ 200mm。 1.3 异常波磨地段振动及振动诱发噪声增加显著:现场实测表明,在异常波磨地段,由波磨引起的环境噪声增大约15dB(A)。 1.4 除钢弹簧浮置板道床外, 其余各种轨道结构上均发现了钢轨异常波磨现象,其中以剪切型减振器减振地段最为严重。 (1)采用减振器轨道结构的地段,50%以上的地段,不论直线、曲线均出
钢轨波磨
钢轨损伤之钢轨波磨 班级:09城轨 1班姓名:汪建飞学号:20090110010128 钢轨波磨是轨道损伤的一种主要类型,它是钢轨沿纵向表面出现的周期性的类似波浪形状的不平顺现象,有波长和峰谷两种属性。 钢轨波磨分为三种类型: 1、极短波距波形; 2、短波距波形; 3、长波距波形。 图片如下: 极短波距波形(30-100mm)
短波距波形(100-300mm) 长波距波形(300-1000mm)成都铁路60kg/m轨线路的调查:
钢轨波磨的规律有: 1、波磨波长范围一般为 300-600 mm; 2、波磨一般从钢轨接头处发生,并向钢轨大腰扩展; 3、波磨一般发生在小半径曲线的外侧钢轨上, 而且半径越小, 波磨形成和 发展的速度越快; 坡度越大, 波磨形成也越快; 4、波磨严重程度随轨道类型不同而不同。混凝土枕地段较易发生波磨, 木 枕地段波磨略轻于混凝土枕地段; 5、波磨地段道碴粉化速率快, 道床板结、翻浆冒泥病害严重, 设备损耗率 大, 轨枕失效多, 暗坑、吊枕多。 波磨的危害有: 1、增加工务维修费用 车轮通过波磨地段时, 由于钢轨表面的不平顺, 引起轮轨作用力急剧增大, 使机车车辆和轨道产生剧烈振动, 促使轨道和机车车辆相关部件伤损的产生和发展, 从而增加维修费用; 由于列车通过波磨地段时引起轨道剧烈振动, 致使道碴粉化速率加快,道床翻浆冒泥, 轨道扣件松动, 螺纹道钉、轨距杆大量折断, 轨枕空吊, 胶垫损坏等, 从而极大地增加了工务维修费用。 2、噪声污染 机车车辆通过波磨地段时会产生很大的噪声, 对铁路沿线居民带来很大的 危害。同时这种噪声也会影响乘客, 使他们产生不舒适感。 3、安全隐患 如钢轨波磨严重, 车辆通过波峰时冲击力急剧增大, 而通过波谷时受力减小, 这就容易引起列车减载脱轨, 还容易引起钢轨和车轴的断裂, 影响行车安全。 4、增加能耗
轨检车波形图分析及应用
轨检车波形图分析及应用 总则 ν 轨道检查车(以下简称轨检车)是检查轨道状态,查找轨道病害,评定线路动态质量,指寻线路维修的动态检查设备,其作用是通过检查了解和掌握线路局部丌平顺(峰值管理)、线路区段整体丌平顺(均值管理)的动态质量,对线路养护维修工作迕行指寻,实现轨道科学管理。 轨检车检测的项目 ν ν ν 轨道几何参数:左高低、右高低、左轨向、右轨向、水平、轨距、三角坑、超高、曲率以及长波轨道丌平顺;车体响应参数:车体横向加速度、车体垂向加速度;辅助评价参数:轨道质量指数、各单项轨道质量指数 波形显示软件是用亍运行过程中实时显示戒者事后回放波形的软件,并能迕行波形的的对比、测量、实时打印等。其波形参数包括轨距、轨距变化率、70米高低、70米轨向、曲率、曲率变化率、左史轨向、左史高低、超高、三角坑、ALD、水平加速度、垂直加速度等,迓可以自己调整。整个界面分为(A)波形显示区、(B)参数显示区和公里显示区(C)如图所示: 高低:钢轨顶面沿轨道延长垂向凹凸丌平顺。 高低的检测原理: ν 高低是指钢轨顶面纵向起伏变化。GJ-4型轨检车采用惯性基准的原理测量轨道变化的实际波型,得到高低变化的空间曲线,数捤采集处理系统实时采集数捤的间隔距离为0.305m,同时可换算成5 米、10米、20米戒其它弦长之测量法测量。测量高低的传感器除了测量曲率、水平外,另外迓有2 个垂直加速度计。通过车体位移,计算出轨面相对惯性空间的位移变化,迕行必要的处理,得到高低数值。监测范围±60mm,误差为±1.5mm。高低摸拟弦长18.6米。
超高:同一横截面上左右轨顶面相对在水平面的高度差水平:同一横截面上左右轨顶面相对在水平面的高度差,但丌含曲线上按规定设置的超高值及超高顺坡量。 水平的检测原理: 水平为轨道同一横断面内钢轨顶面之高差,曲线水平称为超高。GJ-4型轨检车采用补偿加速度系统测量水平,利用补偿加速度系统测量车体对地垂线滚动角,利用位移计测量车体不轨道相对滚动角,二者结合计算出轨道倾角。利用两轨道中心线间距(1500mm)计算出水平值。监测范围±200mm,误差±1.5mm。
钢轨波磨的测量及评价
钢轨波磨的测量及评价 钢轨波磨的测量及评价是研巧钢轨波磨问题的重要基础。 在研究钢轨波磨产生的原因时,需要精确的描述典型地段波磨的表现形式,总结出钢轨波磨的波长成分及特征,波磨发展的规律W及不同轨道形式下钢轨波磨的表现特征等。然而,由于钢轨波磨是与线路长度方向相关的由不同波长、不同相位和不同幅值的随机不平顺波叠加而成的随机过程,采用简单的测量方式仅仅能够提供极为有限的定性的数据。另外,虽然在某些严重地段能够通过肉眼观察到波磨在钢轨走行带上产生的明暗光斑,由于波磨的波深幅值是微米级的单位,肉眼W及-般测量工具并不能准确测量波磨的特性及发展规律。所研巧钢轨的精确测量及评价,对确定钢轨波磨产生的原因具有重要的意义。 在评价所采用的减少波磨的整改措施是否合理有效时,
也需要具体的测量数据作为衡量指标。调整轨道或者车辆参数是缓解钢轨波磨的常用措施之一,然而,由于钢轨波磨产生的机理复杂,影响因素巧多,例如轮轨共振型的钢轨波磨,通常会出现多个共振点,造成不同波长成分的钢轨波磨,判断波磨特性随着轨道参数的改变,需要通过精确的测量才能捕捉到该整治思路的正确性。 另外,对钢轨进行周期性打磨,可W最大限度地控制钢轨波磨的发展,不仅能有效减少轮轨间的冲击作用、延长钢轨和车辆部件的使用寿命、减少轨道维修费用,而且对减轻振动及噪声污染有着重要的意义。然而过于频巧的打磨,不仅要求工务部门的打磨设备,増加更多的维修养护王作量,而且还会导致钢轨由于打磨的损耗而缩短使用寿命。因此,如何确定合理的打磨周期及打磨起始深度,使打磨工作更趋
合理化,仍是一个值得研究的问题,而及时、精确地測量出钢轨波磨值,是制定合理钢轨打磨策略的至要前提。
GJ型轨检车原理及应用
GJ-5轨检车原理及应用
GJ-5型轨检车原理及应用 一、轨道动态检查技术的发展变化 轨道动态检查相比静态检查,更准确,也更能反映线路真实情况,更能评价列车运行安全性指标,因此轨检车一直是检查轨道病害、指导线路养护维修、保障行车安全的重要手段。我国轨道动态检查技术随着计算机技术和检测技术的发展得到迅速的发展,从二十世纪50年代的GJ-1型轨检车发展到目前的GJ-5型轨检车,检测精度和可靠性大大提高。 1、GJ-1型轨检车采用弦测法,机械传动,可以将轨距、水平、三角坑、摇晃(用单摆测量)项目的幅值绘在图纸上,人工判读超限并计算扣分。 2、GJ-2型轨检车仍采用弦测法,但改为电传动,检测项目比GJ-1型增加了高低,也是需要人工判读超限和计算扣分。我局1988-1993年使用该型车。 3、GJ-3型轨检车于80年代初期研制成功,是我国轨检车技术的一次大飞越,采用先进的传感器技术、计算机技术和惯性基准原理,可以检测高低、水平、三角坑、车体垂直和水平振动加速度等项目,计算机采集各检测项目数据后,判断超限等级并计算扣分。我局GJ-3型轨检车(SY997737)于1994年初开始运用,是全路GJ-3型运用时间最长的,也是用得比较好的。 a、1999年我局轨检车技术人员研发的Ⅲ型轨检车实用
软件成果是工务部门汇总分析轨检车检查数据、指导养护维修线路的工具,它使轨检车的工作效率和工作质量得到了大大的提高,该成果达到了国内领先水平,于2000年通过了局级鉴定,并于2002年获得路局科技进步三等奖。 b、为了均衡地提高线路养护维修的质量,我局轨检车技术人员研发了轨道质量指数(TQI)应用软件,并于2003年局工务维修会议上向各工务段推广应用,便于向各工务段掌握线路的动态质量,科学指导线路养护维修,真正做到状态修,收到了很好的效果。 c、2004年我局轨检车技术人员研发GPS(全球定位系统)自动校正里程系统,该系统能自动校正轨检车里程,消除轨检车测量的里程累计误差,便于各段准确定位检查病害处所,查找和整治线路病害,保证行车安全和提高线路保养质量。 d、2004年我局轨检车技术人员在原GJ-3型轨道检测系统的基础上,完成轨道几何参数变化率设计和开发,轨道几何参数变化率大大方便线路病害的查找和整治。 4、GJ-4型轨检车。1985年我国引进美国ENSCO公司T-IO轨检车,研制成功XGJ-1型轨检车,并在此基础上研制成功GJ-4型轨检车。GJ-4型轨检车采用惯性基准检测原理,“捷联式”系统结构(GJ-3型各子系统采用组合式),计算机对各种误差信号进行补偿修正,并使用小型计算机集中处理全部检测项目数据。检测项目齐全,包括轨距、轨向、高
轨检车检测原理及分析
一、对轨检车检测性能应了解的内容: 用轨检车对轨道进行动态检测,掌握线路在列车实际动载作用下、轨道几何尺寸偏差(四大项、是了解掌握线路局部不平顺、是峰值管理的考核内容)与相关的各项参数(曲线要素、区段总结报告、公里总结报告)及相应的轨道质量指数(各种偏差的加权平均值、TQI是了解掌握线路区段整体不平顺、是均值管理的考核内容)。每250mm可测7项的加权平均值。维规规定每200米质量指数大于15g,要按排维修。对线路状态作出评价。是线路动态质量检查的重要手段。以便科学地指导线路养护维修工作。即是工务管理科学化的一个重要组成部分。也是上级领导衡量、考核设备状态的重要措施之一(应该说轨检车是为我们检查线路、发现问题、指导我们维修保养的工具,现已成为考核的工具、又提倡检后修。这就需要我们努力、对我们的日常工作提出了更高的要求。不过上级领导考核线路质量凭轨检车是比较科学的)。并用于各级管理部门之间决策的依据。要消灭轨检车三级分,就要了解掌握它的检测原理。但是轨检车成绩好能代表线路基础好吗?也不完全说明线路质量好。要认真对待。如;-----。我国利用轨道检查车检测动态已有40佘年的历史,经过更新、改造、引进技术、目前路局应用的是GJ-4型轨检车车号997990。车底是160km/h(997740、997519是3型轨检车、车底是120km/h、997519、04年3季度已报废)(今天主要讲997990,因它出分多,优良率低,三级分时有发生)。自1996年投入使用,(04年5—9月份在南京对车辆进行了大修,其它设备要逐步更换)。它采用了当今世界上最先进的惯性基准检测原理,被设计成捷联式检测系统。(现部轨检车已定GJ--5型)监测原理和GJ-4型一样,也是采用惯性基准的检测原理。不一样的是它采用摄像形式,能看到就能监测到,包括钢轨飞边、垂直、侧面磨耗,还能测出脱轨糸数。(公式:Q/P≤1.2。Q表示横向力、P表示垂直力。当超过1.2时即认为是危险的)。钢梁桥的水平振幅大小,但是看不到就检测不到,如:堵住摄像镜头、就什么也不检测。其它检测功能比GJ—4型有所改进,它可随时调整检测标准,提供网上服务,与历史图形比较、按区段导出数据、等)。如;检测水平的速率陀螺是引进美国导弹上使用的陀螺,相当准确。运用计算机进行数据处理,完全在计算机内合成轨道几何参数。轨检车进入曲线后曲线半经、超高、正矢、加宽、缓和曲线、圆曲线长度、曲线允许速度等:都可以通过计算机进行处理。如:(一条曲线超高成段大、在微机上不显示2个半经)(不是复心曲线)计算机判水平误差、直线地段成段水平加号大或成段水平减号大,就显示了超高,计算机不显示半经、正矢计算机判水平误差。全面衡量动态(检测项目)轨距、水平、方向、高低、三角坑、车体垂直振动加速度、和横向振动加速度等七项是否良好状态。能正确显示各种数据。(轨