电阻焊机中频控制器中频变压器简单选型方法
电阻焊机中频控制器&中频变压器
简单选型方法
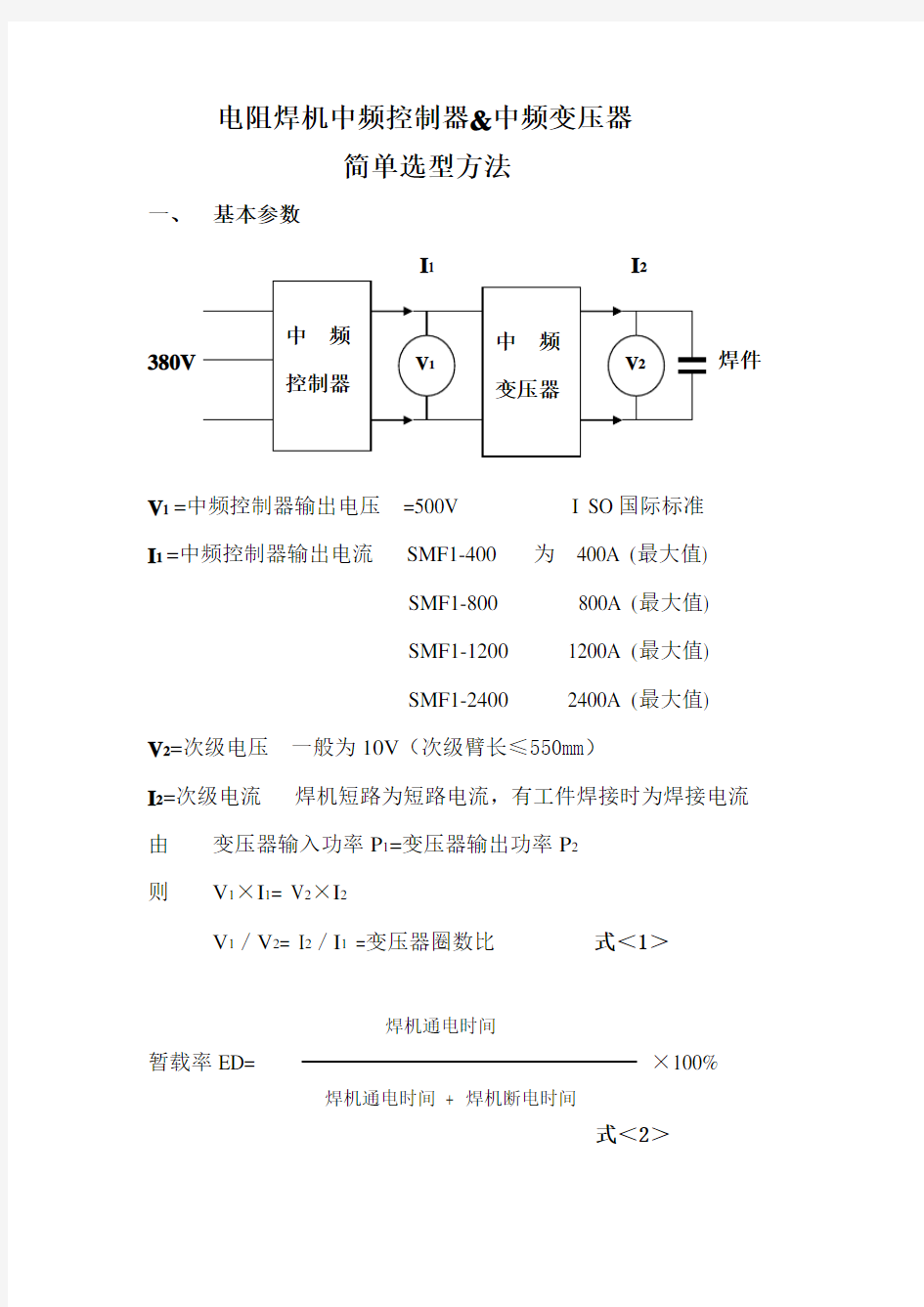
一、基本参数
I1 I2
380V
焊件
V1 =中频控制器输出电压=500V I SO国际标准
I1=中频控制器输出电流SMF1-400 为400A (最大值)
SMF1-800 800A (最大值)
SMF1-1200 1200A (最大值)
SMF1-2400 2400A (最大值)
V2=次级电压一般为10V(次级臂长≤550mm)
I2=次级电流焊机短路为短路电流,有工件焊接时为焊接电流由变压器输入功率P1=变压器输出功率P2
则V1×I1= V2×I2
V1/V2= I2/I1 =变压器圈数比式<1>
焊机通电时间
暂载率ED= ×100%
焊机通电时间+ 焊机断电时间
式<2>
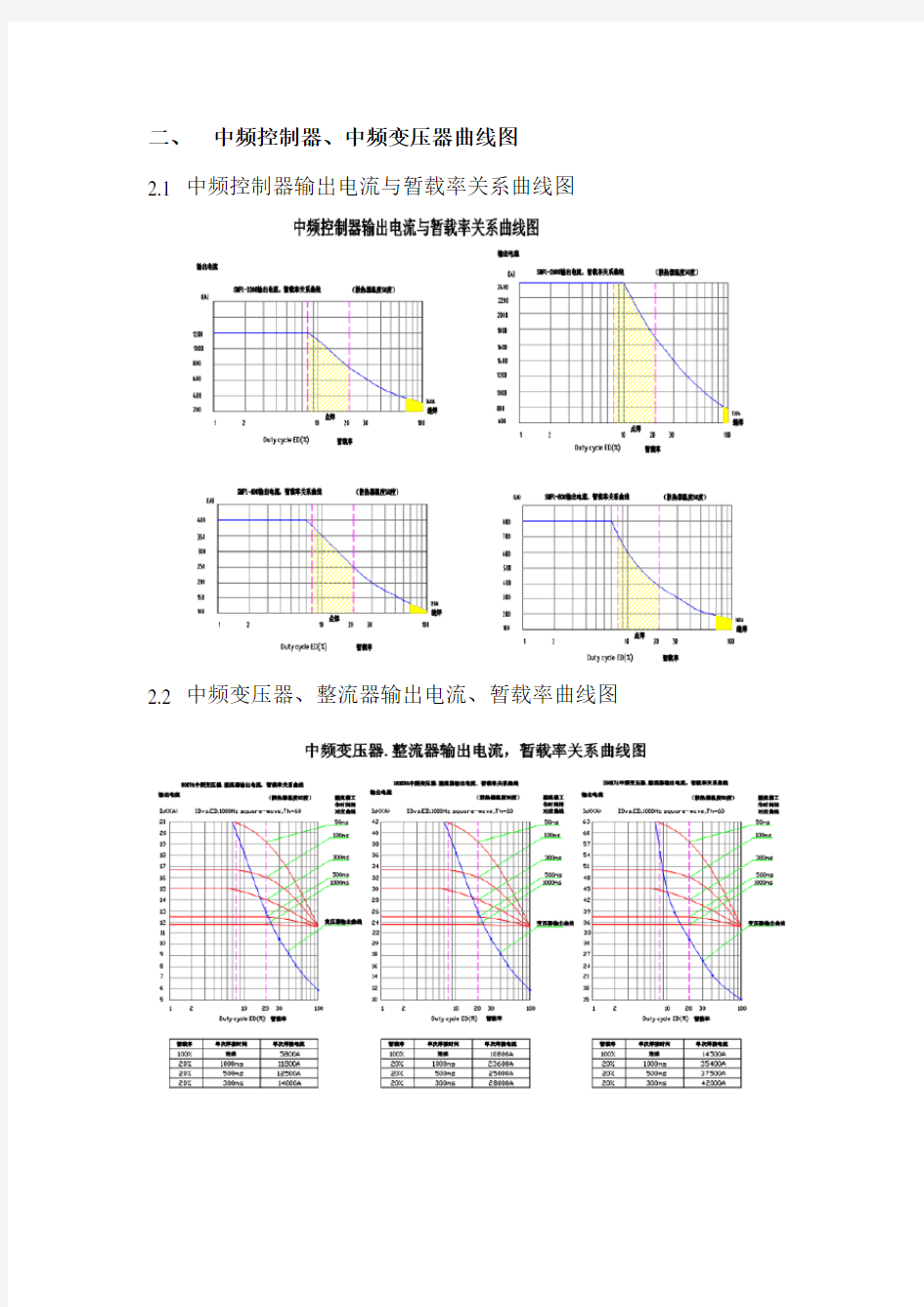
二、中频控制器、中频变压器曲线图
2.1 中频控制器输出电流与暂载率关系曲线图
2.2 中频变压器、整流器输出电流、暂载率曲线图
三、案例
3.1 若次级电压确定,V2=10,由焊件测试知需要14KA焊接电流
I2=14000A
由式<1>
V1/V2= 500/10=50,I1= I2/圈比=14000A/50=280A <400A 暂载率ED=10%-20%,
查: 2.1 SMF1-400输出电流,暂载率曲线图,可以确认选用SMF1-400中频控制器
再查: 2.2 90KVA中频变压器,整流器输出电流,暂载率关系曲线图,可以确定,焊接电流等于14KA时,若焊机通电时间ton(100ms <ton<300ms),可以选用90KVA中频变压器。
3.2若焊接电流仍为14KA,但焊机极臂加长或工件电阻大(如翅片焊机、暖气管搭接焊机等)就必须提高次级电压,设:V2=12.5V
则由式<1>V1/V2= 500/12.5=40
I2=14000A/40=350A <400A
若暂载率ED>10% 查2.1 SMF1-400输出电流,暂载率曲线图,求出控制器最大输出电流为350A.所以暂载率ED>10%时,不能选用SMF1-400中频控制器,应改选SMF1-800中频控制器.
中频变压器的选用方法同3.1
3.3若焊接电流14KA用于横向缝焊机,次级电压可以降为7-8V,我
们取V2=7.5V,
则由式<1>
V1/V2= 500/7.5=67 I1= 14000A/67=209A
虽然I1<400A 但由于缝焊机的暂载率ED=100%
一般电阻焊通电时间超过1秒(1000ms)就认为ED=100%
查 2.1,求出SMF1-1200控制器,ED=100%(缝焊)输出电流为360A, >209A, 这款控制器可选用。
中频变压器选择:由于通电时间>1000ms,暂载率ED=100%(连续使用),焊接电流14000A
查 2.2 250KVA中频变压器,整流器输出电流,暂载率关系曲线图,可以选用250KVA中频变压器。
以上选型方法,仅供用户参考。
天津商科数控设备有限公司
安全生产对电焊机要求
行业资料:________ 安全生产对电焊机要求 单位:______________________ 部门:______________________ 日期:______年_____月_____日 第1 页共8 页
安全生产对电焊机要求 一、浙江省机械行业标准要求、xx年国家质量机械行业标准要求: 1电源线、焊接电缆与焊机连接处有可靠屏护 2焊机外壳PE线接线正确,连接可靠 3焊机一、二次绕组,绕组与外壳间绝缘电阻值应定期检测且不小于1兆欧 4焊机一次侧电源线长度不超过3米,且不得拖地或跨越通道使用5焊机二次线连接良好,接头不超过3个 6焊钳夹紧力好,绝缘可靠,隔热层完好 7焊机使用场所清洁,无严重粉尘,周围无易燃易爆物 二、即将实施的国家机械行业标准要求 1线路安装和屏护 1.1每台焊机应设置独立的电源开关或控制柜,并采取可靠的保护措施。 1.2固定使用的电源线应采取穿管敷设;一次侧、二次侧接线端子应设有安全罩或防护板屏护;线路接头应牢固,无烧损。电气线路绝缘完好,无破损、无老化。 1.3焊机所使用的输气、输油、输水管道应安装规范、运行可靠,且无渗漏。 2外壳防护 2.1设备外壳防护等级一般不得低于IP21;户外使用的设备不得低于IP23,当不能满足场所安全要求时,还应采取其他防护措施。 2.2PE线应连接可靠,线径截面及安装方式应符合本标准2.39的 第 2 页共 8 页
相关规定。 2.3当焊机有高频、高能束焊等辐射危害时,应采取特殊的屏蔽接地防护。 3焊接变压器 3.1焊接变压器的一次对二次绕组,绕组对地(外壳)的绝缘电阻值应大于1M。 3.2电阻焊机或控制器中电源输入回路与外壳之间,变压器输入、输出回路之间绝缘应大于2.5M;控制器中不与外壳相连,且交流电压高于42V或直流电压高于48V的回路,外壳的绝缘电阻应大于1M。 3.3变压器、控制器线路的绝缘应每半年检测一次,并保存其记录;当焊机内有整流器、晶体管等电子控制元件或装置时,应完全断开其回路进行检测。 4当采用焊接电缆供电时,一次线的接线长度应不超过3m,电源线不应在地面拖拽使用,且不允许跨越通道。 5二次回路 5.1二次回路应保持其独立性和隔离要求。 5.2二次回路宜直接与被焊工件直接连接或压接。二次回路接点应紧固,无电气裸露,接头宜采用电缆耦合器,且不超过3个。电阻焊机的焊接回路及其零部件(电极除外)的温升限值不应超过允许值。 5.3当二次回路所采取的措施不能限制可能流经人体的电流小于电击电流时,应采取剩余电流动作保护装置或其他保护装置作为补充防护。 5.4禁止搭载或利用厂房金属结构、管道、轨道、设备可移动部位,以及PE线等作为焊接二次回路。在有PE线装置的焊件上进行电焊操作 第 3 页共 8 页
中频点焊机原理介绍
沈阳骏瀚焊接设备有限公司系列中频直流逆变式点凸焊机 ?是目前国际先进的电阻焊产品; ?具有无可比拟的焊接稳定性; ?低运行成本: ◆三相电源平衡输入,功率因数高达95%; ◆次级回路几乎没有感应能量损失; ◆较低的焊接电流和电极压力; ◆节约能量达30%以上; ◆电极寿命提高1倍以上,减少电极修磨时间; ◆大幅度节约电力安装和水、气等辅助设施的安装成本; ?更准确、更快速、更全面地控制和分析焊接参数; ?更短的焊接时间,提高生产效率。 ?应用于大部分金属材料焊接效果会更好,特别在焊接铝,铝合金和铜等导热性高的金属效果 更好,质量更稳定可靠。 中频逆变电源与其它电源的对比 ?三种焊接电源的原理简图
单相交流焊机 ?最常见的电阻焊机型式; ?一般用可控硅移相控制。由于工作频率(50Hz)的限制,其焊接电流的最小调节周期需0.02s (即一个周波); ?每个周波都有过零区,特别在小焊接规范时,过零时间可能高达预定焊接时间的50%以上。 热量损失严重,这对于热导性良好的材料(如Al、Cu及其合金)和热强钢等的焊接是极为不利的。而在连续缝焊的情况下则会限制焊接速度的提高。 ?交流电流在通过焊接区时,由于趋表效应而出现发散现象,显然能量利用不充分。 ?电阻焊的对象大多是钢铁之类的铁磁材料,工件进入焊机的电极臂间就会引起次级回路电感 量的变化,引起焊接电流的不稳定,从而导致焊接质量的波动; ?强大的焊接电流使电极臂受到交变电磁力的干扰,从而导致电极压力的不稳定,影响焊接质 量。
电容储能焊机 ?焊接时间很短,一般只有0.003~0.006s(通常放电时间不作控制)。焊点表面氧化和变形很少; ?特别适用于厚度差别大的材料焊接; ?输出和输入完全分隔,不受外部电源变化影响,保持恒定功率输出; ?对大多数材料来说,储能焊机的焊接规范太硬了; ?设备价格比较高; ?电容器寿命相对较短。
直流高频电阻焊基本原理介绍
直流高频电阻焊基本原理介绍高频焊接起源于上世纪五十年代,它是利用高频电流所;接推动了直缝焊管产业的巨大发展,它是直缝焊管(E;质量的好坏,直接影响到焊管产品的整体强度,质量等;所谓高频,是相对于50Hz的交流电流频率而言的,;电流;集肤效应是指以一定频率的交流电流通过同一个导体时;分布于导体的所有截面的,它会主要向导体的表面集中;方根成正比,与频率和磁导率的平方根成反比;钢板的表面; 高频焊接起源于上世纪五十年代,它是利用高频电流所产生的集肤效应和相邻效应,将钢板和其它金属材料对接起来的新型焊接工艺。高频焊接技术的出现和成熟,直接推动了直缝焊管产业的巨大发展,它是直缝焊管(ERW)生产的关键工序。高频焊接质量的好坏,直接影响到焊管产品的整体强度,质量等级和生产速度。 1高频焊接的基本原理 所谓高频,是相对于50Hz的交流电流频率而言的,一般是指50KHz~400KHz的高频电流。高频电流通过金属导体时,会产生两种奇特的效应:集肤效应和邻近效应,高频焊接就是利用这两种效应来进行钢管的焊接的。那么,这两个效应是怎么回事呢?集肤效应是指以一定频率的交流电流通过同一个导体时,电流的密度不是均匀地分布于导体的所有截面的,它会主要向导体的表面集中,即电流在导体表面的密度大,在导体内部的密度小,所以我们形象地称之为:“集肤效应”。集肤效应通常用电流的穿透深度来度量,穿透深度值越小,
集肤效应越显著。这穿透深度与导体的电阻率的平方根成正比,与频率和磁导率的平方根成反比。通俗地说,频率越高,电流就越集中在钢板的表面;频率越低,表面电流就越分散。必须注意:钢铁虽然是导体,但它的磁导率会随着温度升高而下降,就是说,当钢板温度升高的时候,磁导率会下降,集肤效应会减小。邻近效应是指高频电流在两个相邻的导体中反向流动时,电流会向两个导体相近的边缘集中流动,即使两个导体另外有一条较短的边,电流也并不沿着较短的路线流动,我们把这种效应称为:“邻近效应”。邻近效应本质上是由于感抗的作用,感抗在高频电流中起主导的作用。邻近效应随着频率增高和相邻导体的间距变近而增高,如果在邻近导体周围再加上一个磁心,那么高频电流将更集中于工件的表层。这两种效应是实现金属高频焊接的基础。高频焊接就是利用了集肤效应使高频电流的能量集中在工件的表面;而利用了邻近效应来控制高频电流流动路线的位置和范围。电流的速度是很快的,它可以在很短的时间内将相邻的钢板边部加热,熔融,并通过挤压实现对接。 2 高频焊接设备的结构和工作原理 了解了高频焊接原理,还得要有必要的技术手段来实现它。高频焊接设备就是用于实现高频焊接的电气—机械系统,高频焊接设备是由高频焊接机和焊管成型机组成的。其中高频焊接机一般由高频发生器和馈电装置二个部分组成,它的作用是产生高频电流并控制它;成型机由挤压辊架组成,它的作用是将被高频电流熔融的部分加以挤压,
电焊机的安全要求
电焊机的安全要求 一、电焊机的安全要求: 1、电焊机必须符合现行有关焊机标准的安全要求。 2、电焊机的工作环境应与焊机技术上说明书的规定相符。特殊环境条件下,如在气温过低或过高、湿度过大、气压过低以及在腐蚀性或爆炸性等特殊环境中作业、应使用适合特殊环境条件性能的电焊机,或采取必要的防护措施。 3、防止电焊机受到碰撞或剧烈振动(特别是整流式焊机)。室外使用的电焊机必须有防雨雪的防护措施。 4、电焊机必须装有独立的专用电源开关,其容量应符合要求。当焊机超负荷时,应能自动切断电源。禁止多台焊机共用一个电源开关。要求如下:(1)电源控制装置应装在电焊机附近人手便于操作的地方,周围留有安全通道; (2)采用启动器启动的焊机,必须先合上电源开关,再启动焊机; (3)焊机的一次电源线,长度一般不宜超过2m-3m,当有临时任务需要较长的电源线时,应沿墙或立柱用瓷瓶隔离布设,其高度必须距地面2.5m以上,不允许将电源线拖在地面上。 5、电焊机外露的带电部分应设有完好的防护(隔离)装置,电焊机裸露接线柱必须设有防护罩。 6、使用插头、插座连接的电焊机,插销孔的接线端应用绝缘板隔离,并装在绝缘板平面。 7、电焊机的安全使用和维护: (1)焊接的安装与检修由电工负责;新电焊机或长期停用的电焊机在安装前要检查电焊机的绝缘电阻; (2)电网电压必须与电焊机输入电压相等; (3)必须将电焊机平稳地安放在通风良好、干燥的地方,不准靠近高热及易燃易爆危险的环境;(4)禁止在焊机上放置任何物件和工具;电焊钳不能放在焊件上,以防合闸时发生短路,烧坏焊机; (5)接入电源网路的电焊机不允许超负荷使用;焊机运行时的升温,不应超过标准规定的温升限值; (6)要特别注意对整流式弧焊机硅整流器的保护和冷却; (7)采用连接片改变焊接电流的焊机,调节焊接电流前应先切断电源; (8)焊机发生故障时,应立即切断焊机电源,报告有关部门,及时检查和修理; (9)工作完毕或临时离开工作场地时,必须及时切断焊机电源; (10)电焊机必须经常保持清洁;清扫尘埃时必须断电进行;焊接现场有腐蚀性、导电性气体或粉尘时,必须对电焊机进行隔离防护; (11)电焊机受潮,应当用人工方法进行干燥;受潮严重的,必须进行检修; (12)经常检查和保持焊机电源与电焊机的接线柱接触良好,保持螺帽紧固; (13)每半年应进行一次电焊机维修保养;当发生故障时,应立即切断焊机电源,及时进行检修。 9、电焊机的接地: (1)各种电焊机(交
变压器线径对照表_1汇编
变压器线径对照表_1
漆包铜线 公制漆包线规格(JIS 0,1,2,3) 导体导线0种1种最大2种3种最大重量导体直径截面积最大最小最大导体电阻最小最大最小最大导体电阻直径完成外径皮膜厚完成外径Ω/ km 皮膜厚完成外径皮膜厚完成外径Ω/ km kg / km (mm) (mm2 ) (mm) (mm) (mm) ( 20℃) (mm) (mm) (mm) (mm) ( 20℃) (mm) 0.04 0.0013 0.03 0.056 0.002 0.052 15670 0.01153 0.04 0.05 0.0020 0.04 0.069 0.003 0.064 10240 0.01745 0.05 0.06 0.0028 0.04 0.081 0.003 0.075 6966 0.02595 0.06 0.07 0.0038 0.04 0.091 0.003 0.085 4990 0.0350 0.07 0.08 0.0050 0.05 0.103 0.003 0.097 3778 0.0460 0.08 0.09 0.0064 0.05 0.113 0.003 0.107 2959 0.0580 0.09 0.10 0.0079 0.156 0.009 0.140 2647 0.05 0.125 0.003 0.118 2381 0.0698 0.10 0.11 0.0095 0.166 0.009 0.150 2153 0.05 0.135 0.003 0.128 1957 0.0870 0.11 0.12 0.0113 0.180 0.010 0.162 1786 0.06 0.147 0.004 0.139 1636 0.1006 0.12 0.13 0.0133 0.190 0.010 0.172 1505 0.06 0.157 0.004 0.149 1389 0.13 0.14 0.0154 0.200 0.010 0.182 1286 0.06 0.167 0.004 0.159 1193 0.1368 0.14 0.15 0.0177 0.210 0.010 0.192 1111 0.06 0.177 0.004 0.169 1037 0.15 0.16 0.0201 0.222 0.011 0.204 969.5 0.07 0.189 0.005 0.181 908.8 0.1788 0.16 0.17 0.0227 0.232 0.011 0.214 853.5 0.07 0.199 0.005 0.191 803.2 0.17 0.18 0.0254 0.246 0.012 0.226 757.2 0.08 0.211 0.005 0.202 715 0.2263 0.18 0.19 0.0284 0.256 0.012 0.236 676.2 0.08 0.221 0.005 0.212 640.6 0.19 0.20 0.0314 0.266 0.012 0.246 607.6 0.08 0.231 0.005 0.222 577.2 0.2793 0.20 0.21 0.0346 0.276 0.012 0.256 549.0 0.08 0.241 0.005 0.232 522.8 0.21 0.22 0.0380 0.286 0.012 0.266 498.4 0.08 0.252 0.005 0.243 480.1 0.22 0.23 0.0415 0.298 0.013 .0.278 454.5 0.09 0.264 0.006 0.255 438.6 0.3694 0.23 0.24 0.0452 0.308 0.013 0.288 416.2 0.09 0.274 0.006 0.265 402.2 0.24 0.25 0.0491 0.318 0.013 0.298 382.5 0.09 0.284 0.006 0.275 370.2 0.25 0.26 0.0531 0.330 0.013 0.310 358.4 0.09 0.294 0.006 0.285 341.8 0.4720 0.26 0.27 0.0573 0.340 0.013 0.320 331.4 0.09 0.304 0.006 0.295 316.6 0.27 0.28 0.0616 0.350 0.013 0.330 307.3 0.09 0.314 0.006 0.305 294.1 0.28 0.29 0.0661 0.360 0.013 0.340 285.7 0.09 0.324 0.006 0.315 273.9 0.5872 0.29 0.30 0.0707 0.374 0.014 0.352 262.9 0.01 0.337 0.007 0.327 254 0.6435 0.30 0.32 0.0804 0.394 0.014 0.372 230.0 0.01 0.357 0.007 0.347 222.8 0.7194 0.32 0.35 0.0962 0.424 0.014 0.402 191.2 0.01 0.387 0.007 0.377 185.7 0.8553 0.35 0.37 0.1075 0.446 0.014 0.424 170.6 0.01 0.407 0.007 0.397 165.9 0.37 0.40 0.1257 0.480 0.015 0.456 145.3 0.011 0.439 0.007 0.429 141.7 1.1180 0.40
激光焊接的工作原理及其主要工艺参数(精)
激光焊接的工作原理及其主要工艺参数 目前常用的焊接工艺有电弧焊、电阻焊、钎焊、电子束焊等。电弧焊是目前应用最广泛的焊接方法,它包括手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、熔化极气体保护焊等。但上述各种焊接方法都有各自的缺点,比如空间限制,对于精细器件不易操作等,而激光焊接不但不具有上述缺点,而且能进行精确的能量控制,可以实现精密微型器件的焊接。并且它能应用于很多金属,特别是能解决一些难焊金属及异种金属的焊接。 激光指在能量相应与两个能级能量差的光子作用下,诱导高能态的原子向低能态跃迁,并同时发射出相同能量的光子。激光具有方向性好、相干性好、单色性好、光脉冲窄等优点。激光焊接是利用大功率相干单色光子流聚焦而成的激光束为热源进行的焊接,这种焊接通常有连续功率激光焊和脉冲功率激光焊。激光焊接从上世纪60年代激光器诞生不久就开始了研究,从开始的薄小零器件的焊接到目前大功率激光焊接在工业生产中的大量的应用,经历了近半个世纪的发展。由于激光焊接具有能量密度高、变形小、热影响区窄、焊接速度高、易实现自动控制、无后续加工的优点,近年来正成为金属材料加工与制造的重要手段,越来越广泛地应用在汽车、航空航天、造船等领域。虽然与传统的焊接方法相比,激光焊接尚存在设备昂贵、一次性投资大、技术要求高的问题,但激光焊接生产效率高和易实现自动控制的特点使其非常适于大规模生产线。 2. 激光焊接原理 2.1激光产生的基本原理和方法 光与物质的相互作用,实质上是组成物质的微观粒子吸收或辐射光子。微观粒子都具有一套特定的能级,任一时刻粒子只能处在与某一能级相对应的状态,物质与光子相互作用时,粒子从一个能级跃迁到另一个能级,并相应地吸收或辐射光子。光子的能量值为此两能级的能量差△E,频率为ν=△E/h。爱因斯坦认为光和原子的相互作用过程包含原子的自发辐射跃迁、受激辐射跃迁和受激吸收跃迁三种过程。我们考虑原子的两个能级E1和E2,处于两个能级的原子数密度分别为N1和N2。构成黑体物质原子中的辐射场能量密度为ρ,并有E2 -E1=hν。 2.1.自发辐射 处于激发态的原子如果存在可以接纳粒子的较低能级,即使没有外界作用,粒子也有一定的概率自发地从高能级激发态(E2)向低能级基态(E1)跃迁,同时辐射出能量为(E2-E1)的光子,光子频率ν=(E2-E1)/h。这种辐射过程称为自发辐射。自发辐射发出的光,不具有相位、偏振态上的一致,是非相干光。 2.2.受激辐射 除自发辐射外,处于高能级E2上的粒子还可以另一方式跃迁到较低能级。当频率为ν=(E2-E1)/h的光子入射时,也会引发粒子以一定的概率,迅速地从能级E2跃迁到能级E1,同时辐射一个与外来光子频率、相位、偏振态以及传播方向都相同的光子,这个过程称为受激辐射。 2.3.受激吸收 受激辐射的反过程就是受激吸收。处于低能级E1的一个原子,在频率为的辐射场作用下吸收一个能量为hν的光子,并跃迁至高能级E2,这种过程称为受激吸收。自发辐射是不相干的,受激辐射是相干的。 由受激辐射和自发辐射的相干性可知,相干辐射的光子简并度很大。普通光源在红外和可见光波段实际上是非相干光源。如果能够创造这样一种情况:使得腔内某一特定模式的ρ很大,而其他所有模式的都很小,就能够在这一特定模式内形成很高的光子简并度,使相干
中频焊接参数20101122
工频焊接与中频焊接原理介绍 工频焊接电源采用反向并联的两晶闸管与焊接变压器的初级绕组串联后接入电网,利用触发控制装置,使两晶闸管分别在交流电的正负半周期通电源。改变晶闸管的导通角,便可实现对焊接变压器次级输出电流的调节 中频逆变直流电阻焊控制电源是由三相交流电经整流电路成为脉动直流电,再经由功率开关器件组成的逆变电路变成中频方波接入变压器,降压后整流成脉动较小的直流电供给电极对工件进行焊接。逆变器通常采用电流反馈脉宽调制(PWM )获得稳定的恒电流输出。 原理图和工作波形如下: 图1 中频焊接的原理 图2中频焊接的波形 焊接参数体系 采用比例阀,带参数转换和电流台阶设定,修磨以设备提示为准。在单个参数上采用标准参数(可查表获得焊接时间、焊接电流、焊接压力等基础参数),并设定了电流台阶。 中频焊接参数表 经过工艺验证,开发出焊接端面为? 6 mm 电极帽连续焊、焊接端面为8 MM 脉冲焊两种电极帽情况下1000HZ 以上中频焊接参数表。 表1:1000HZ 以上中频连续焊接参数 普通级(焊接端面? 6 mm 电极帽) ◆平滑的次级电流 直流,没有电感 没有峰值冲击 ◆不过零点 ~ ~ ~ 逆变器 变压器体积质量都小了 三相 直流,无电感
固定电极帽,电流强度按增加1000A 说明:4(100+20) = 4个脉冲,每个脉冲100ms个焊接时间加20ms冷却时间。电流增益曲线 普通连续焊 I 修磨 +12% +10% +8% +6% +4% +2% I标准 焊点数0 30 80 150 240 330 420 530 增益曲线01 : 连续焊接的增益值补偿
电焊机使用与维护安全管理规定
电焊机使用与维护安全管理规定 第一章?总? 则 第一条?为了规范电焊机的管理,确保工作人员的人身安全,依据《电阻焊机的安全要求》(GB15578-2008)、《电业安全工作规程》(第1部分:热力和机械GB26164.1-2010)和《电力建设安全工作规程》(火力发电厂)等相关规定,结合公司(以下简称公司)实际情况,特制定本管理规定。 第二条?从事焊接的相关人员,应遵守本规定,同时应严格执行《电业安全工作规程》(第1部分:热力和机械 GB26164.1-2010)、《电力建设安全工作规程》(火力发电厂)以及公司两票管理规定和消防管理制度、电焊机使用说明书等相关要求。 第二章?电焊机管理责任制 第三条?电焊机由部门统一保存,由部门派专人进行保存及管理。根据各班组实际情况,将部分电焊机分到各班组暂时保管的,由各班组排专人进行保存和管理,其主要职责有:(一)?保制定本部门电焊机管理职责、分工和工作标准; (二)?建立本部门电焊机台帐,并抄报安监部门;
(三)?定期对本部门所辖班组电焊机进行检查、试验,所有检查均要做好记录; (四)?定期检查部门所属各班组电焊机保管、使用情况; (五)?管理好电焊机库房,按定置要求摆放整齐; 第四条?电焊机使用班组的责任人是电焊机的监督管理者,由各班组派专人负责,其主要职责有: (一)?对电焊机妥善保管,禁止损坏,丢失电焊机; (二)?定期对电焊机进行检查,确保电焊机完好; (三)?对工作人员进行安全培训,严格执行操作规定,正确使用电焊机; (四)?不得让不熟悉操作方法的人员使用电焊机。 第三章?电焊机的日常管理 第五条?按照“谁使用,谁负责”的原则,电焊机由各使用单位设专人进行保管,部门和班组要建立本单位各类电焊机清册、台帐。台帐可以是纸质台帐或电子版台帐,但必须保持台帐内容完整清晰,帐、物一致,编号统一。清册、台帐样本见附表。 第六条?操作人员发现电焊机有异常情况,应及时汇报部门保管人员进行修复,未经检验或检验不合格的电焊机不得投入使用。
最佳低频变压器设计方法
最佳低频变压器设计方法 热轧硅钢片选铁心型号和叠厚:比如E I型的,中部舌宽,叠厚每伏匝数:N0=4、510^5/BmQ0=4、510^5/(11000Q0) Bm:磁通密度极大值,10000~12000Gs一次匝数:N1=N0U1二次匝数:N2=N0U 21、0 61、06为补偿负载时的电压下降一次导线截面积: S1=I1/δ=P1/U1δ,δ:电流密度,可选2~3A/mm^2二次导线截面积:S2=I2/δ=P2/U2δ舌口32MM,厚34MM,E宽96MM,问功率,初级220,多少匝,线粗多少,次级51V 双组的,最大功率使用要多粗的线,告口是指<EI型变压器铁芯截面积是指E片中间那一横(插入变压器骨架中间方口里的)的宽度即铁芯舌宽与插入变压器骨架方口里所有E片的总厚度即叠厚的乘积最简单的就是指变压器骨架中间方口的面积,变压器铁芯截面积是指线圈所套着的部分:舌宽叠厚=截面积,单位:C㎡>,第一种方法:计算方法:(1)变压器矽钢片截面:3、2CM*3、4CM*0、9=9、792CM^2(2)根据矽钢片截面计算变压器功率:P=S/K^2=(9、79/1、25)^2= 61、34瓦(取60瓦)(3)根据截面计算线圈每伏几匝: W=4、5*10^5/BmS=4、5*10^5/(10000*9、79)=4、6匝/伏(4)初级线圈匝数:220*4、6=1012匝(5)初级线圈电流: 60W/220V=0、273A(6)初级线圈线径:d=0、715根号0、273=0、
37(MM)(7)次级线圈匝数:2*(51*4、6*1、03)=2*242(匝)(1、03是降压系素,双级51V=2*242匝)(8)次级线圈电流:60W/(2*51V)=0、59A(9)次级线径:d=0、715根号0、59=0、55(MM)第二种方法:计算方法:E形铁芯以中间舌为计算舌宽的。计算公式:输出功率:P2=UI考虑到变压器的损耗,初级功率:P1=P2/η(其中η=0、7~0、9,一般功率大的取大值)每伏匝数计算公式:N(每伏匝数)=4、510(的5次方)/BS(B=硅钢片导磁率,一般在8000~12000高斯,好的硅钢片选大值,反之取小值。S=铁芯舌的面积,单位是平方CM)如硅钢片质量一般可选取10000高斯,那么可简化为:N=45/S计算次级绕组圈数时,考虑变压器漏感和导线铜损,须增加5% 绕组余量。初级不用加余量。由电流求线径:I=P/U (I=A,P=W,U=V)以线径每平方 MM≈2、5~2、6A选取。第三种方法:计算方法首先要说明的是变压器的截面积是线圈所套住位置的截面积、如果你的铁心面积(线圈所套住位置)为32*34=1088mm2= 10、88cm2 我没有时间给你计算、你自己算、呵呵!给你个参考,希望对你有帮助:小型变压器的简易计算:1,求每伏匝数每伏匝数=55/铁心截面例如,你的铁心截面=3、5╳1、6=5、6平方厘米故,每伏匝数=55/5、6=9、8匝2,求线圈匝数初级线圈 n1=220╳9、8=2156匝次级线圈n2=8╳9、8╳1、05= 82、32 可取为82匝次级线圈匝数计算中的1、05是考虑有负荷时的压降3,求导线直径你未说明你要求输出多少伏的电流是
(完整版)中频焊机资料
八、焊装线生产设备性能描述 4.3.1日基一体式焊钳优点 4.3.2.5 中频直流一体式焊钳示意图解 模块化结构,主机有外罩防护,保证使用安全,维修方便。 X 型工频交流/中频交流一体式焊钳 铬锆铜冷挤压机臂时效工艺,保证高强度和良好的冷却性能。数控精密制造,保证高品质、高性能。 选用知名品牌的进口气动元件,进口的电极材料,保证低成本、高效益。 多功能集成控制手柄结构合理,设计人性化。荣获专利,航空插件英国技术,防水性特强。 焊机前后重心可调,旋转角度锁定机构独家专利,保证操作的灵活与轻巧。 达欧洲标准的100%环氧树脂真空浇注,德国技术的线圈成型和绝缘工艺,先进模具成型的E 型矽钢片,造就高电磁利用率、高出力、低空载损耗的高性能变压器。 配置性能卓越、品质可靠的触摸屏式专用控制箱,保证稳定的焊接性能。 X 型中频直流一体式焊钳 控制手柄 中频变压器 旋转盘 接线盒 气 缸 辅助支撑架 焊钳本体 焊 臂 电极帽 弯电极
4.3.2.6 中频直流变压器主要参数 4.3.2.7 中频直流变压器主要性能 a. 变压器铁芯采用适用于中频特性的高导磁性能的铁芯; b. 变压器内部采用高性能的绝缘材料 c. 初级线圈与次级线圈采用真空环氧浇铸工艺,具有很好的绝缘防水性能; d. 装有多重温度报警装置,确保安全工作。 e. F 级绝缘; f. 变压器为水冷式及环氧树脂浇注结构; g. 变压器次级装有动作温度为80℃±5℃的热保护元件,当冷却水流量不足时,为了防止变压器过热烧毁,必须使用自动超温保护和灯光报警装置,温度异常时保证变压器线圈不被烧毁,预埋热保护开关。 h. 整流器采用优质的元件,确保输出稳定可靠。 i. 一体化焊钳具有漏电保护装置,保证工人操作安全。 4.3.2.7 一体式焊钳通用技术指标 4.3.2.7.1 温升 a. 上、下钳臂,气缸的温升<35℃。在0.3Mpa 水压、0.5Mpa 气压下,焊钳短路通以10000A 电流,焊接时间0.6s 型号:DB2-130 额定容量130KVA 最大标准负载电流20000A 负载持续率50% 初级电压500V 输出频率1000HZ 二次无负荷电压10/12.5V 空载损耗<0.8KW 绝缘等级F 匝数比50/40 冷却水流量5L/min 变压器重量15.3Kg 型号:DB2-90 额定容量90KVA 最大标准负载电流:18000A 负载持续率:50% 初级电压:500V 输出频率:1000HZ 二次无负荷电压:9.8V 空载损耗:<0.8KW 绝缘等级:F 匝数比:51 冷却水流量:5L/min 变压器重量:13.5K
GB15578-1995电阻焊机的安全要求
GB15578-1995 电阻焊机的安全要求 1 主题内容与适用范围 本标准规定了电阻焊机的通用安全要求和试验方法及检验规则。 本标准适用于一般条件下使用的各种类型的单相工频交流电阻焊机(以下简称焊机)和电阻焊机控制器(以下简称控制器)。对焊机或控制器提出的某些特殊要求及其他类型的电阻焊机可在本标准的基础上由用户与制造厂协商,在企业标准或专用技术条件中予以规定。 控制器与焊机可以是一体式的,也可以是分体式的,但不论采取哪种结构形式,都应按本标准进行考核。 2 引用标准 GB2900.22-1985 电工名词术语电焊机 GB4208-1993 外壳防护等级的分类(IP代码) GB8366-1987 电阻焊机通用技术条件 ZB J64005-1988 电阻焊机控制器通用技术条件 JB/T 5256-1991 电焊机检查及抽样方法 3 术语、符号 本标准所使用的术语、符号均符合GB2900.22、GB 8366、ZBJ64005标准的规定。 4 使用条件 4.1 一般使用条件 焊机和控制器应在下列使用条件下正常工作。 4.1.1 环境条件 4.1.1.1 海拔高度不超过1000m。 4.1.1.2 周围环境空气温度应不超过下列限值: a. 最高温度40℃ b. 最低温度 对于通水冷却的焊机和控制器5℃ 对于空气冷却的焊机和控制器 -5℃ c. 日平均温度30℃ d. 年平均温度20℃ 4.1.1.3 空气相对湿度 最湿月的平均最大相对湿度为90%,同时该月平均最低温度不大于 25℃。 4.1.1.4 周围空气中的灰尘、酸、腐蚀性气体或物质不超过正常含量。 4.1.2 对于通水冷却的焊机和控制器,其冷却水应达到下列要求: a. 冷却水进口温度 5~30℃ b. 冷却水进口压力≥0.15MPa c. 水质符合工业用水标准 4.1.3 供电电压应为单相220V或380V,其频率为50Hz。供电电网品质应达到下列要求: a. 电压波形应为实际的正弦波; b. 电网电压的波动不超过额定值的±10%;
02-中频焊接控制器原理(侧重电路原理)
1、中频焊接控制器基本原理 中频点焊焊接控制器的主要作用就是把工频三相电源转换为稳定的中频单 相电源,电压从380V(线电压380V,相电压220V,线电压倍的相电压)提高到514V(三相桥式整流,不包含滤波,输出电压为 1.35倍的线电压,即380*1.35=514V),频率从50Hz提高到1000Hz以上,再通过焊接变压器转换和整流,变成需要的直流电流供点焊焊接使用。上述原理称为中频逆变直流,其电路原理图如下图所示: 图1 中频逆变直流电路原理图(使用Protel DXP制图) 图1的电路中实现逆变的关键元件是IGBT(Insulated Gate Bipolar Transistor,绝缘栅双极型晶体管),这种器件利用制作集成电路的方法,由BJT(双极型三极管)和MOS(绝缘栅型场效应管)组成的复合全控型电压驱动式功率半导体器件,兼有MOSFET的高输入阻抗和GTR的低导通压降两方面优点。它可以承受高达数千伏的电压,并且可以控制高达数千安培的电流。
2、三相桥式整流基本原理 图2 三相桥式整流电路 首先分析整流电路,整流电路把三相交流电转变为直流电,就是由六个整流管组成的全波整流电路,三相全波整流电路如图2所示。一般三相全波桥式整流电路已经做成了集成化电路,成为一个固定电压、固定电流的三相全波整流块。它的输入端接上50Hz 、380V 线电压的三相交流电,它的输出端就会有整流后的直流输出。 为了分析整流电路的工作原理在图3中画出了三相的相电压的图(只体现三相电源各相之间的相角关系,未体现三相电频率)。作用在6个整流二极管上的电压是线电压,也就是ab a b u u u =-,bc b c u u u =-,ca c a u u u =-。这里线电压的波形相当于任意一瞬间1t 两个相电压相减。
摩擦焊原理简介
连续驱动摩擦焊基本原理 1.焊接过程 连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过程结束。 对于直径为16mm的45号钢,在2000r/min转速、8.6MPa摩擦压力、0.7s摩擦时间和161MPa的顶锻压力下,整个摩擦焊接过程如图10所示。从图中可知,摩擦焊接过程的一个周期可分成摩擦加热过程和顶锻焊接过程两部分。摩擦加热过程又可以分成四个阶段,即初始摩擦、不稳定摩擦、稳定摩擦和停车阶段。顶锻焊接过程也可以分为纯顶锻和顶锻维持两个阶段。 (1)初始摩擦阶段(t1)此阶段是从两个工件开始接触的a点起,到摩擦加
热功率显著增大的b点止。摩擦开始时,由于工件待焊接表面不平,以及存在氧化膜、铁锈、油脂、灰尘和吸附气体等,使得摩擦系数很大。随着摩擦压力的逐渐增大,摩擦加热功率也慢慢增加,最后摩擦焊接表面温度将升到200~300℃左右。 在初始摩擦阶段,由于两个待焊工件表面互相作用着较大的摩擦压力和具有很高 的相对运动速度,使凸凹不平的表面迅速产生塑性变形和机械挖掘现象。塑性变形破坏了界面的金属晶粒,形成一个晶粒细小的变形层,变形层附近的母材也沿摩擦方向产生塑性变形。金属互相压入部分的挖掘,使摩擦界面出现同心圆痕迹,这样又增大了塑性变形。因摩擦表面不平,接触不连续,以及温度升高等原因,使摩擦表面产生振动,此时空气可能进入摩擦表面,使高温下的金属氧化。但由于t1时间很知,摩擦表面的塑性变形和机械挖掘又可以破坏氧化膜,因此,对接头的影响不大。当焊件断面为实心圆时,其中心的相对旋转速度为零,外缘速度最大,此时焊接表面金属处于弹性接触状态,温度沿径向分布不均匀,摩擦压力在焊接表面上呈双曲线分布,中心压力最大,外缘最小。在压力和速度的综合影响下,摩擦表面的加热往往从距圆心半径2/3左右的地方首先开始。 (2)不稳定摩擦阶段(t2)不稳定摩擦阶段是摩擦加热过程的一个主要阶段,该阶段从摩擦加热功率显著增大的b点起,越过功率峰值c点,到功率稳定值的d点为止。由于摩擦压力较初始摩擦阶段增大,相对摩擦破坏了焊接金属表面,使纯净的金属直接接触。随着摩擦焊接表面的温度升高,金属的强度有所降低,而塑性和韧性却有很大的提高,增大了摩擦焊接表面的实际接触面积。这些因素都使材料的摩擦系数增大,摩擦加热功率迅速提高。当摩擦焊接表面的温度继续增高时,金属的塑性增高,而强度和韧性都显著下降,摩擦加热功率也迅速降低到稳定值d点。因此,摩擦焊接的加热功率和摩擦扭矩都在c点呈现出最大值。在45号钢的不稳定摩擦阶段,待焊表面的温度由200~300℃升高到1200~1300℃,而功率峰值出现在600~700℃左右。这时摩擦表面的机械挖掘现象减少,振动降低,表面逐渐平整,开始产生金属的粘结现象。高温塑性状态的局部金属表面互相焊合后,又被工件旋转的扭力矩剪断,并彼此过渡。随着摩擦过程的进行,接触良好的塑性金属封闭了整个摩擦面,并使之与空气隔开。 (3)稳定摩擦阶段(t3)稳定摩擦阶段是摩擦加热过程的主要阶段,其围从摩擦加热功率稳定值的d点起,到接头形成最佳温度分布的e点为止,这里的e 点也是焊机主轴开始停车的时间点(可称为e′点),也是顶锻压力开始上升的点(图10的?点)以及顶锻变形量的开始点。在稳定摩擦阶段中,工件摩擦表面的
变压器线径对照表_1
漆包铜线 公制漆包线规格(JIS 0,1,2,3) 导线0种1种最大截面积最大最小最大导体电阻完成外径皮膜厚完成外径Ω / km 2 (mm )(mm)(mm)(mm)( 20 ℃0.0013 0.0020 0.0028 0.0038 0.0050 0.0064 0.0079 0.156 0.009 0.140 2647 0.0095 0.166 0.009 0.150 2153 0.0113 0.180 0.010 0.162 1786 0.0133 0.190 0.010 0.172 1505 0.0154 0.200 0.010 0.182 1286 0.0177 0.210 0.010 0.192 1111 0.0201 0.222 0.011 0.204 969.5 0.0227 0.232 0.011 0.214 853.5 0.0254 0.246 0.012 0.226 757.2 0.0284 0.256 0.012 0.236 676.2 0.0314 0.266 0.012 0.246 607.6 0.0346 0.276 0.012 0.256 549.0 0.0380 0.286 0.012 0.266 498.4 0.0415 0.298 0.013 .0.278 454.5 0.0452 0.308 0.013 0.288 416.2 0.0491 0.318 0.013 0.298 382.5 0.0531 0.330 0.013 0.310 358.4 0.0573 0.340 0.013 0.320 331.4 0.0616 0.350 0.013 0.330 307.3 0.0661 0.360 0.013 0.340 285.7 0.0707 0.374 0.014 0.352 262.9 0.0804 0.394 0.014 0.372 230.0 0.0962 0.424 0.014 0.402 191.2 0.1075 0.446 0.014 0.424 170.6 0.1257 0.480 0.015 0.456 145.3 2种3种最大重量导体最小最大最小最大导体电阻直径皮膜厚完成外径皮膜厚完成外径Ω / km kg / km (mm)(mm)(mm)(mm)( 20 ℃ )(mm) 0.03 0.056 0.002 0.052 15670 0.01153 0.04 0.04 0.069 0.003 0.064 10240 0.01745 0.05 0.04 0.081 0.003 0.075 6966 0.02595 0.06 0.04 0.091 0.003 0.085 4990 0.0350 0.07 0.05 0.103 0.003 0.097 3778 0.0460 0.08 0.05 0.113 0.003 0.107 2959 0.0580 0.09 0.05 0.125 0.003 0.118 2381 0.0698 0.10 0.05 0.135 0.003 0.128 1957 0.0870 0.11 0.06 0.147 0.004 0.139 1636 0.1006 0.12 0.06 0.157 0.004 0.149 1389 0.13 0.06 0.167 0.004 0.159 1193 0.1368 0.14 0.06 0.177 0.004 0.169 1037 0.15 0.07 0.189 0.005 0.181 908.8 0.1788 0.16 0.07 0.199 0.005 0.191 803.2 0.17 0.08 0.211 0.005 0.202 715 0.2263 0.18 0.08 0.221 0.005 0.212 640.6 0.19 0.08 0.231 0.005 0.222 577.2 0.2793 0.20 0.08 0.241 0.005 0.232 522.8 0.21 0.08 0.252 0.005 0.243 480.1 0.22 0.09 0.264 0.006 0.255 438.6 0.3694 0.23 0.09 0.274 0.006 0.265 402.2 0.24 0.09 0.284 0.006 0.275 370.2 0.25 0.09 0.294 0.006 0.285 341.8 0.4720 0.26 0.09 0.304 0.006 0.295 316.6 0.27 0.09 0.314 0.006 0.305 294.1 0.28 0.09 0.324 0.006 0.315 273.9 0.5872 0.29 0.01 0.337 0.007 0.327 254 0.6435 0.30 0.01 0.357 0.007 0.347 222.8 0.7194 0.32 0.01 0.387 0.007 0.377 185.7 0.8553 0.35 0.01 0.407 0.007 0.397 165.9 0.37 0.011 0.439 0.007 0.429 141.7 1.1180 0.40 导体直径 (mm) 0.04 0.05 0.06 0.07 0.08 0.09 0.10 0.11 0.12 0.13 0.14 0.15 0.16 0.17 0.18 0.19 0.20 0.21 0.22 0.23 0.24 0.25 0.26 0.27 0.28 0.29 0.30 0.32 0.35 0.37 0.40
电焊机使用与维护安全管理规定
编号:SM-ZD-10128 电焊机使用与维护安全管 理规定 Through the process agreement to achieve a unified action policy for different people, so as to coordinate action, reduce blindness, and make the work orderly. 编制:____________________ 审核:____________________ 批准:____________________ 本文档下载后可任意修改
电焊机使用与维护安全管理规定 简介:该制度资料适用于公司或组织通过程序化、标准化的流程约定,达成上下级或不同的人员之间形成统一的行动方针,从而协调行动,增强主动性,减少盲目性,使工作有条不紊地进行。文档可直接下载或修改,使用时请详细阅读内容。 第一章总则 第一条为了规范电焊机的管理,确保工作人员的人身安全,依据《电阻焊机的安全要求》(GB15578-2008)、《电业安全工作规程》(第1部分:热力和机械GB26164.1-2010)和《电力建设安全工作规程》(火力发电厂)等相关规定,结合公司(以下简称公司)实际情况,特制定本管理规定。 第二条从事焊接的相关人员,应遵守本规定,同时应严格执行《电业安全工作规程》(第1部分:热力和机械GB26164.1-2010)、《电力建设安全工作规程》(火力发电厂)以及公司两票管理规定和消防管理制度、电焊机使用说明书等相关要求。 第二章电焊机管理责任制 第三条电焊机由部门统一保存,由部门派专人进行保存及管理。根据各班组实际情况,将部分电焊机分到各班组暂时保管的,由各班组排专人进行保存和管理,其主要职责有: