等离子弧焊概要

等离子弧焊接(WP 15)
一、等离子弧焊原理及方法分类
1. 等离子弧:
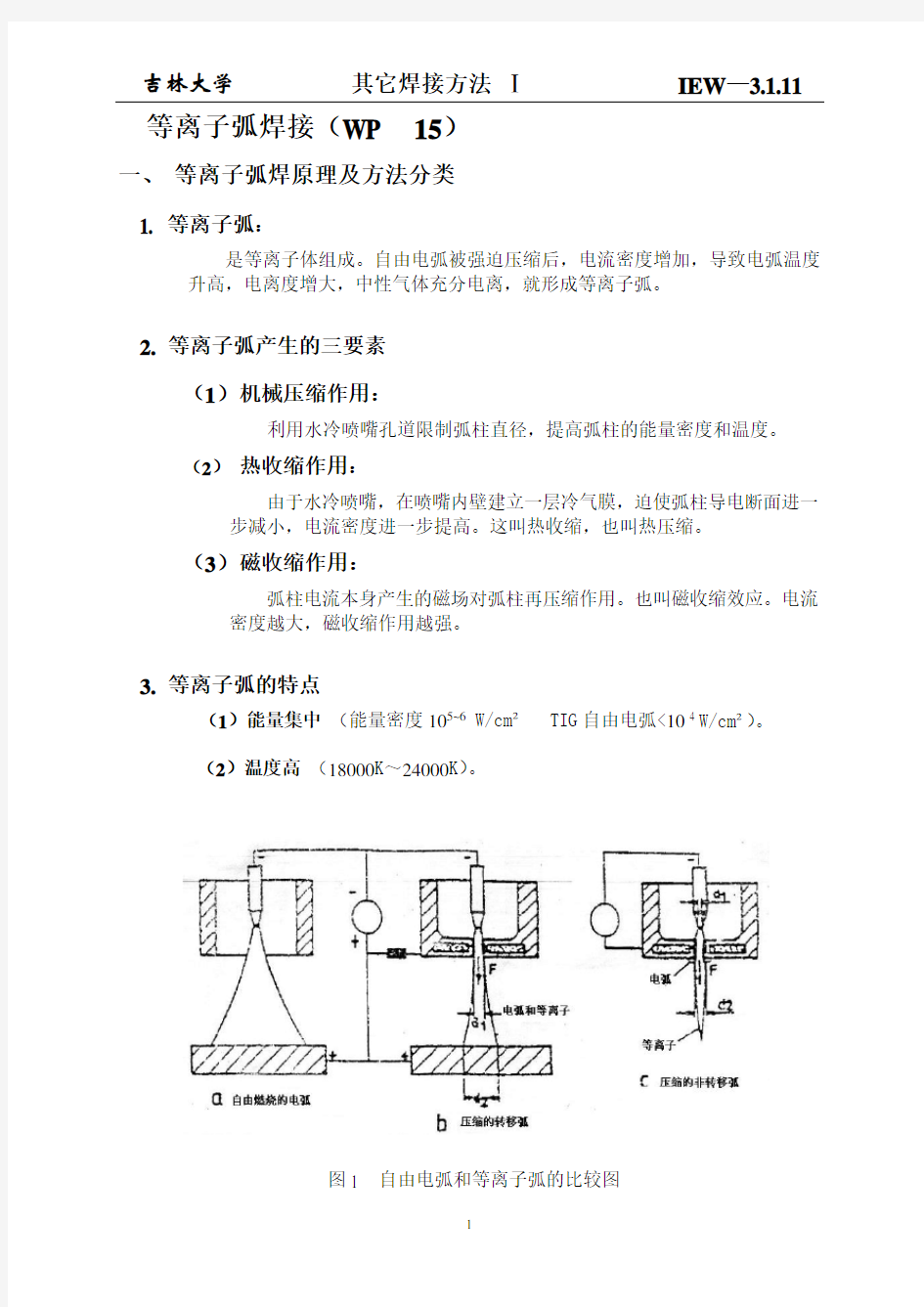
是等离子体组成。自由电弧被强迫压缩后,电流密度增加,导致电弧温度升高,电离度增大,中性气体充分电离,就形成等离子弧。
2.等离子弧产生的三要素
(1)机械压缩作用:
利用水冷喷嘴孔道限制弧柱直径,提高弧柱的能量密度和温度。
(2)热收缩作用:
由于水冷喷嘴,在喷嘴内壁建立一层冷气膜,迫使弧柱导电断面进一步减小,电流密度进一步提高。这叫热收缩,也叫热压缩。
(3)磁收缩作用:
弧柱电流本身产生的磁场对弧柱再压缩作用。也叫磁收缩效应。电流密度越大,磁收缩作用越强。
3.等离子弧的特点
(1)能量集中(能量密度105~6 W/cm2TIG自由电弧<10 4W/cm2)。
(2)温度高(18000K~24000K)。
图1 自由电弧和等离子弧的比较图
4.等离子弧的三种基本形式
(1)非转移型等离子弧
钨极为负,喷嘴为正,钨极与喷嘴之间产生等离子弧。(等离子束焊接)
图2 非转移型等离子弧示意图
(2)转移型等离子弧
钨极为负,工件为正,钨极与喷嘴之间先引弧后,转移到钨极与工件之间产生等离子弧。(等离子弧焊接)
图3 转移型等离子弧示意
(3)联合型等离子弧
非转移型和转移型弧同时并存。主要用于微束等离子弧焊、粉末堆焊等方面。
图4 联合型等离子弧示意图
5.等离子弧焊基本方法
(1)小孔型等离子弧焊(穿孔、锁孔、穿透焊)
利用能量密度大和等离子流力大的特
点,将工件完全熔透并产生一个贯穿工件的
小孔,熔化金属被排挤在小孔的周围,沿着
电弧周围的熔池壁向熔池后方移动,使小孔
跟着等离子弧向前移动,形成完全熔透的焊
缝。
一般大电流等离子弧(100~300安培)
时采用该方法。
图5 小孔型等离子弧焊焊缝成形原理
(2)熔透型等离子弧焊
特点:
离子气流量小,
弧柱压缩程度较弱时,
工件只熔化而不产生
小孔效应。
用途:
薄板单面焊双面
成形,厚板多层焊。
图6 熔透型等离子弧焊焊缝成形原理
(3)微弧(束)等离子弧焊
30安培以下熔透型焊接方法为微弧(束)等离子弧焊。
用途:焊细丝、箔材、不锈钢0.025mm的薄板。
二、等离子弧焊设备及电源特性
设备组成:
由焊接电源、控制系统、焊枪、气路系统、水路系统等组成。
图7 等离子弧焊设备构造简图
可分为:
大电流等离子弧焊接设备——采用转移型电弧。
微束等离子弧焊接设备——30安培以下采用联合型电弧。
1.焊接电源:
由于等离子弧工作在特性曲线的平特性段,所以电源一般采用下降或恒流特性外特性。
图8 自由电弧和压缩电弧特性曲线简图
需要较高的空载电压。纯Ar时65~80伏
Ar+H2混合气时110~120伏
一般采用直流正接(负极型),焊A l、Mg、铝青铜时采用交流。
2.气路:
离子气——分三路供给,其中一路调节气路衰减时间。
保护气——Ar
背面保护气——Ar
3.控制系统:
高频引弧器、行走小车、填充焊丝拖动控制、衰减控制、程序控制电路等组成。
图9 等离子弧焊工作程序循环图
4.水路系统:
冷却喷嘴用。
5.焊枪:
焊枪中压缩喷嘴
是最关键部件。它的
结构类型和尺寸对等
离子弧的性能起决定
性作用。
主要尺寸:
喷嘴孔径dn
孔道长度L0 图10 等离子弧焊枪的术语
表1 等离子弧电流与喷嘴孔径间的关系(1)喷嘴孔径dn:
它决定等离子
弧的直径和能量密
度,喷嘴孔径dn的
大小应根据电流和
离子气流量来决定。
(2)孔道长度L0:
表2 喷嘴孔道比
L 0/dn来表示孔道
压缩特征。
过大会导致双弧产生。
(3)压缩角α:
对弧的压缩影响不大。一般60°~90°左右, 60°的应用最多。
(4)电极:
钍钨极、铈钨极、锆钨极(锆 0.15~0.40%)
内缩Lr:
对等离子弧影响很大。过大会引起双弧。一般采用Lr=Lo±0.2mm
同心度:
一般要求周围占75~80%左右。
图11 同心度示意图
三、双弧问题
在转移弧时,除钨极与工件之间等离子弧
外,钨极与喷嘴工件之间也产生电弧现象。主
要危害在于主电弧电流降低,破坏正常焊接,
烧毁喷嘴。
防止双弧措施:
1.正确选择焊接电流和气体流量;
2.合理选用孔道长度;
3.保证同心度;
4.电极内缩不能太大;
5.喷嘴与工件距离不要太近;
6.加强冷却作用。
图12 双弧示意图
四、等离子弧焊接典型应用及特点
1. 用途
直流等离子弧焊:
可以含碳钢、不锈钢、耐热钢、镍及其合金、钛及其合金、钢及其合金等。
交流等离子弧焊:
可焊铝、镁及其合金、铸青铜、铝青铜等。
1)微弧等离子焊接举例(见第4页)
不锈钢的焊接
因科镍、铜、钛的焊接
2)等离子焊接举例不锈钢的等离子焊接
钛的等离子焊接
镍的等离子焊接
非合金的等离子焊接
3)离子焊接与TIG焊比较(见第6、7页)焊接速度的比较
等离子弧焊与TIG焊典型区别
4)其它等离子弧焊方法(见第8页)等离子—MIG焊接
用途:
厚板深熔焊,薄板高速焊。
目的:
提高生产效率。
等离子粉末堆焊
特点:
①易实现过程自动化;
②生产率高(熔敷率高);
③质量好(稀释度低);
④易选用各种配方的合金粉末。
用途:
轴承、阀门芯、工具、推土机零件、叶片的制造和维修。
注意:
①受热的粉末形成熔滴,引起双弧。因采用扩散型喷嘴。
②粉末的粗粒度有一定的影响。一般选用40~120目。等离子热丝堆焊
特点:
①提高熔敷率,生产率高;
②降低稀释度,焊接质量好。
用途:
石油化工、厚壁容器、核反应堆容器、耐磨耐蚀大面积堆焊。
2.优点:
1)在一定厚度的范围内,工件不开坡口;
2)在不留间隙的情况下,可单面焊双面成形;
3)电弧稳定;
4)热量集中,热影响区小,焊接变形量小;
5)生产率高;
6)可焊难熔、易氧化、热敏感性强的材料;
3.缺点:
1)设备投资较大;
2)对操作要求高;
3)难以手工操作。