产品尺寸表表格格式

产品尺寸表表格格式 Document number:BGCG-0857-BTDO-0089-2022
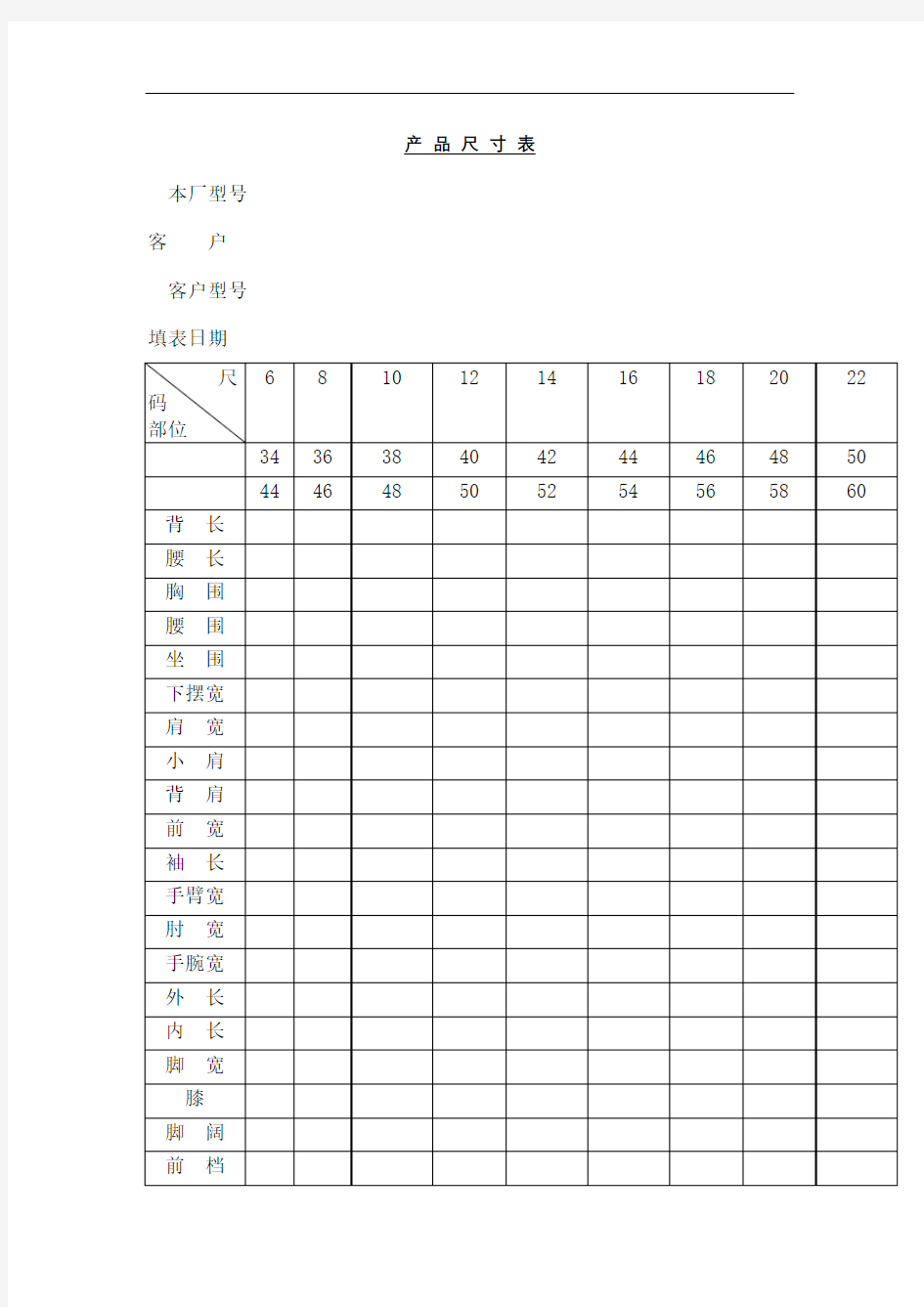
产品尺寸表本厂型号
客户
客户型号
填表日期
审核制表
全尺寸检验作业指导书
XX 有限公司作业文件 文件编号:JT/C-8.2.4J-006 版号:A/0 全尺寸检验作业 指导书 批准: 审核: 编制: 受控状态:分发号: 2006年11月15 日发布2006年11月15日实施
全尺寸检验指导书JT/C-8.2.4J-006 1. 目的 根据顾客的要求和/或本公司控制计划的要求,规定合理的全尺寸检验的频次,使公司所生产产品的全过程,包括从原材料接收、生产、成品入库直到出厂,得到有效的控制。 2. 适用范围 本程序适用本公司的所有产品的全尺寸检验。 3. 职责 3.1 技术科负责制定合理的产品/材料的性能试验和全尺寸检测项目指标。 3.2 检验科负责产品和/或材料的性能试验和产品进行全尺寸检验。 3.3车间或仓库负责配合全尺寸检验的实施。 4.全尺寸检验的时机 4.1全尺寸检验要求的确定。 4.1.1根据公司产品特性和风险、品种数量的多少、质量的稳定性、顾客的要求等确定全尺寸检验的频次: 1. 根据顾客的要求的频次对所有的产品进行全尺寸检验和试验。 2. 根据技术科的要求对于产品和模具在长期停放后做全尺寸检验和 试验。 3.根据控制计划的要求进行全尺寸检验。 4.1.2当出现内部或外部客户抱怨、监测系统反应质量出现异常波动时,应考虑追加全尺寸检验的频次。 5全尺寸检验的实施 5.1全尺寸检验的資料输入 ?图纸; ?技术规范; ?生产工艺文件,生产过程描述; ?检验技术规范; ?缺陷目录(缺陷评定,例如︰主要和次要缺陷); ?极限样品; ?评定方法要求; 5.2 全尺寸检验的抽样要求 5.2.1全尺寸检验应在最近的生产批中进行,这是为了能够了解最新生产过程的影响。 5.2.2用于全尺寸检验的零件要直接从仓库中或从准备交付给顾客的原包装中抽样,以便能同时对装箱质量、包装清洁与否进行评价。检测结果进行
产品设计图及明细表规范
研发部设计图纸及明细表规范 一、绘图软件的使用 为规范图纸资料管理,便于资源共享及客户间的技术交流,本公司统一采用下列三种绘图软件作为设计绘图软件: 1、Auto CAD 2002 二维设计软件; 2、Pro ENGINEER 三维设计软件; 二、图纸幅面和格式的使用 (一)图纸幅面及格式 图纸幅面及格式按机械图样图纸幅面和格式即:GB/T 14689-1993标准选用,其具体的幅面及格式为: 1、A0横置; 2、A1横置; 3、A2横置; 4、A3横置; 5、A4竖置。 (二)图框及标题栏的使用 图框及标题栏使用神电实业有限公司编制的统一图框及标题栏。 三、装配图的制图规范 (一)装配图的图纸幅面及绘图比例 装配图的幅面可在A0~A3幅面内选择,对总成装配图,幅面应尽量选择在A0、A1,其绘制标准及绘图比例应符合GB/T 4458、GB/T 4459、GB/T 14690-1993。 (二)装配图的绘制 1、采用国标规定画法及简化画法; 2、剖视画法; 3、局部放大画法; 4、假设画法; 5、夸大画法。 (三)装配图上应标注如下尺寸: 1、规格尺寸:表达产品或部件的性能和规格; 2、装配尺寸:说明产品或部件内部之间的尺寸; 3、外形尺寸:表示产品或部件总长、总宽、总高的尺寸; 4、安装尺寸:表示产品或部件安装在基础上或其他零件、部件上必需的尺 寸; 5、其他重要尺寸:设计的计算尺寸、运动件的极限尺寸及某些重要的结构 尺寸。 (四) 零部件序号的编排: 1、先编排自制件的序号,尽量使序号从左下脚开始按顺时针方向排列,自 制件以短水平线引导,若为组合件,可采用连续排列方式; 2、编制标准件及采购件的序号,其编号接在自制件后面,标准件及采购件 以圆圈线引导,若为组合件,可采用连续排列方式;
全套产品参数表
时间、温度和尺寸参数表 一、普通机器系列(本系列温度采用摄氏度) 序号材质名称温度(度)时间(秒)注意的问题 1杯子180℃(玻璃杯170℃)10 1.打印时使用热转印专用涂层纸,打印反图 (镜像图像) 2.压力要适中,纸和杯身压紧、位置调节好 2盘子180℃220-260 1.打印时使用热转印专用涂层纸,打印反图 (镜像图像) 2.盘子要尽量放平 3.压力不能太大,能压稳就行 3瓷板180-190℃420 1.打印时使用热转印专用涂层纸,打印反图 (镜像图像) 2.图案和印制面要对齐,不要留有白边 3.印制时有图案一边朝硅胶板(反烤方式); 4.压力不能太大,防止将瓷板压碎 4珠光板180℃120-150 1.打印时使用热转印专用涂层纸,打印反图 (镜像图像) 2.印制之前先撕掉珠光板表面的保护膜 3.图案和印制面要对齐,不要留有白边 4.印制压力要大 5 钥匙扣 (珠光板) 180℃120 1.打印时使用热转印专用涂层纸,打印反图 (镜像图像) 2.印制之前先撕掉珠光板表面的保护膜 3.图案和印制面要对齐,不要留有白边 4.印制时压力要大 6 T恤 (非纯棉布料) 180-190℃120 1.打印时使用热转印专用涂层纸,打印反图 (镜像图像) 2.印制时不耐高温的部分,不能接触发热 板,如塑料钮扣等 3.印制压力要大 4.此条件只适合不含棉质布料,如丝绸纤 维、涤棉等 7 T恤 (浅色纯棉布料) 180-185℃25 1.打印时使用AW浅色转印纸(背面有红色 格子),打印反图(镜像图像) 2.印制时不耐高温的部分,不能接触发热 板,如塑料钮扣等 3.印制时压力要大 4.印好后,立刻把转印纸的底纸撕掉(冷却 后会粘在衣服,撕坏图案) 5.此条件适合浅色纯棉布料的衣物 8 T恤 (深色纯棉布料) 180-185℃25 1.打印时使用AW深色转印纸,打印正面图 像 2.印制前先撕掉转印的底纸,将图正面向上 贴在T恤上,再盖上隔离纸 3.印制时不耐高温的部分,不能接触发热
各种产品印刷尺寸+各种印刷尺寸一览表
印刷纸张尺寸列表 成品尺寸=纸张尺寸-修边尺寸 德国罗兰四色机,它的规格、型号、印刷尺寸是: 大对开720mm×1020mm 小全张890mm×1260mm 大全张1000mm×1400mm 常用印刷纸张的开法 虽然ISO的标准是将纸张划分为A、B、C三种开本,但是目前国内基本上还是采用787mm×1092mm的老规格(正度纸张)。由于要除去印刷机咬口,所以实际的可印刷幅面是780mm×1 080mm左右。 常用印刷纸张的开法和可印刷面积表:
这里要注意一下,纸张一般有两种开法——两开法和三开法。两开法就是每次将纸张一折为二,所以开数也是以二的次幂数增加的。三开法相对比较复杂一些,第一刀是将纸张一分为三来进行裁切的,所以开数是以3的倍数增加的。除此之外,还有一些根据特殊需要的特殊开法。 2开法 3开法
特殊开法 印刷纸张尺寸大全 正度纸张: 开数(正度) 尺寸单位(mm) 全开 781×1086 2开 530×760 3开 362×781 4开 390×543 6开 362×390
16开 195×271 注:成品尺寸=纸张尺寸-修边尺寸大度纸张: 开数(正度) 尺寸单位(mm) 全开 844×1162 2开 581×844 3开 387×844 4开 422×581 6开 387×422 8开 290×422 注:成品尺寸=纸张尺寸-修边尺寸常见开本尺寸: 开数尺寸单位(mm) 对开:736 x 520 4开:520 x 368 8开:368 x 260 16开:260 x 184 32开:184 x 130 开本尺寸(大度): 开数尺寸单位(mm) 对开:570 x 840 4开:420 x 570 8开:285 x 420 16开:210 x 285 32开:203 x 140 正度纸张: 开数尺寸单位(mm) 全开 781×1086 2开 530×760 3开 362×781 4开 390×543 6开 362×390 8开 271×390
全尺寸检验规范
Subject:
Subject: 1.0 目的 本规范是为了规范产品全尺寸检测过程,用以验证产品与技术标准之间的符合性。防止缺陷产品流入客户,保证为客户提供合格产品。 2.0 适用范围 本规范适用于公司现交付的所有产品的全尺寸检测。 3.0 职责 品质部负责全尺寸检测规范的实施工作。 其他部门负责协助品质部开展本项工作。 4.0 工作程序 4.1 品质部于每年12月25日前拟制次年的《年度产品全尺寸检测计划》,经部门经理审核,主管领导批准后下发实施。若在实施过程中,有新增加的产品,需纳入当月的《月度全尺寸检测计划》。 4.2 检验人员根据《年度产品全尺寸检测计划》、《月度全尺寸检测计划》和产品图纸对产品进行全尺寸检测。检测结果记录于产品成绩检查表上。检测结果完全符合图纸要求后,将相关的质量记录进行归档处理。 4.3 若检验人员在检测过程中,发现实物尺寸与图纸要求不相符时,应通知生产现场、库房、品质部对该产品进行不合格品标识、隔离。如果该产品已经发往客户,应立即告知客户,然后根据客户要求进行处理。 4.4 检测人员开具《纠正/预防措施报告单》,明确责任单位和责任人,要求责任单位对异常进行处理。 4.5 责任单位对异常处理完成后,由检测人员对处理后的效果进行确认,(确认内容至少包括:与样件尺寸是否相符);不合格的要求责任单位重新处理。 4.6 检测人员于每月25日前,对当月的全尺寸检测结果进行归纳、总结并形成《检查成绩表》。同时将相关的质量记录进行归档处理。 4.7 品质部检验人员每天对交首件的零件进行全尺寸检测,如发现异常,请技术人员进行判
Subject: 定并对判定结果进行签字确认。 5.0 附件 全尺寸检测流程(附件一) 6.0 相关文件 《不合格品控制程序》 7.0 质量记录 7.1 QC-PZ11-001A《纠正/预防措施报告单》
各种产品印刷尺寸+各种印刷尺寸一览表
各种产品印刷尺寸+各种印刷尺寸一览表
————————————————————————————————作者: ————————————————————————————————日期:
印刷纸张尺寸列表 印刷纸张尺寸对比表 大度正度大全张1000mm×1400mm 小全张890mm×1260mm 大对开720mm×1020mm 全开 1193×889mm870x1 100 1092×787mm 对开863×584mm760×520mm 3开863×384mm760×358mm 丁三开443×745mm390×700mm4开584×430mm520×380mm 6开430×380mm380×350mm 8开430×285mm380×260mm 12开290×275mm260×250mm 16开285×210mm260×185mm 24开180×205cm170×180mm 32开210×136mm184×127mm36开130×180mm115×170mm 48开95×180mm85×260mm 64开136×98mm85×125mm 名片90*54mm 折卡90*95/90*108MM 成品尺寸=纸张尺寸-修边尺寸 德国罗兰四色机,它的规格、型号、印刷尺寸是: 大对开720mm×1020mm 小全张890mm×1260mm 大全张1000mm×1400mm 常用印刷纸张的开法 虽然ISO的标准是将纸张划分为A、B、C三种开本,但是目前国内基本上还是采用787mm×1092mm的老规格(正度纸张)。由于要除去印刷机咬口,所以实际的可印刷幅面是780mm×1080mm左右。
螺纹基本尺寸对照表格
螺纹基本尺寸对照表 (以及螺纹底孔相关尺寸) 参照机械设计师首册编制 OPMSM 2005年7月
螺纹代号 Thread code 一、英制螺纹(螺纹牙型角55度) BSW——英国标准惠氏螺纹(粗牙) BSF——英国标准惠氏螺纹(细牙) G——直管螺纹(外螺纹分A、B两级即在螺纹中径公差有所区别,丝锥分G、G-D)非密封性螺纹 R——锥管外螺纹(旧代号ZG;KG) RC——锥管螺纹(旧代号ZG;KG) 二、美制螺纹(螺纹牙型角60度) UNC——统一制粗牙螺纹(代替NC) UNF——统一制细牙螺纹(代替NF) UNEF——统一制超细牙螺纹 UN——统一制不变螺距螺纹 UNS——统一制特殊螺纹 三、美制螺纹(螺纹牙型角60度) NPT——一般用途锥管螺纹(旧代号Z、K)(斜角为1°47'即1:16)NPSC——管接头直管螺纹 NPSM——设备上自由配合,机械连接用直管螺纹 NPTF——干密封锥管螺纹 NPSF——干密封燃料螺纹 NGT——气瓶用螺纹 四、米制螺纹(螺纹牙型角60度,斜角为1°47'24"即1:16) ZM——米制锥管螺纹 五、其它螺纹 SM——缝纫机螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形) PZ——气瓶螺纹 5V1至20V1——气门芯螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形) 六、管螺纹(螺纹牙型角55度,螺纹顶、底部为园弧形约) RC——圆锥螺纹(螺纹牙型角55度,斜角为1°47'即1:16) RP——圆柱螺纹(螺纹牙型角55度) R——圆锥外螺纹(螺纹牙型角55度,斜角为1°47'即1:16) 七、普通螺纹(螺纹牙型角60度) M——普通螺纹代号 八、特殊螺纹 Tr——梯形螺纹(螺纹牙型角30度) B——锯齿形螺纹(牙型角30×30度)
全尺寸检验管理办法
全尺寸检验管理办法 1、目的:本办法规定了公司实施全尺寸检验的频次、依据、实施方法等,为全尺寸检验的实施提供详细指导。 2、适用范围:本办法适用于公司所有产品。 归口部门:质保部负责全尺寸检验工作。技术部负责尺寸公差的标注及超差尺寸的评审。 3、定义: 全尺寸检验的定义:全尺寸检验是对所有设计记录上标示的产品尺寸进行的测量 4、管理办法: 1、全尺寸检验覆盖的产品范围:公司全部批量生产产品。 2、全尺寸检验的频次:关键产品每半年进行一次全尺寸检验。非关键产品 每二年进行一次全尺寸检验。(关键产品:主导产品清单中的产品全部视为关键产品。非关键产品:主导产品清单之外的公司其他全部批量生产产品。) 3、检验依据:产品图纸及产品图纸明示的全部标准 4、全尺寸检验的实施:由质保部按照产品图将需检验项目在图纸上用铅笔 排序汇总到“全尺寸检验报告”中,由技术部将未注尺寸公差的尺寸给
定公差,由检验员实施检验,结果填写在全尺寸检验报告中“供方测量结果”一栏。并判断改项“合格”或“不合格”。(对于公司内部无法检验的产品,外委检验) 5、测量结果“合格”的判断依据:全部测量数据满足该项检验项目要求即 判为该项合格。 6、抽样数量及抽样方法:在待发货产品中随机抽取5件产品。 7、检验结果的评审:检测完成后检验员填写检验结果,确认结果无误后在 签字栏的第一行签字,确认检验结果填写无误。技术部工艺员对检验结果中的不合格项进行评审,并在签字栏的第二行签字确认已评审。质保部长在签字栏的第三行签字确认已评审。 8、不合格项评审结果的处理:技术部工艺员评审后,对需进行整改的项目 组织相关部门进行整改。
全尺寸检查作业指导书
XX有限公司 全尺寸检验作业指导书 A/0版 编号:QSS/JZQ20-12-2012 管理类别: 分发号: 发布日期:2012年02月06日 实施日期:2012年02月06日
1.目的 按照控制计划中的规定,根据顾客的图纸、工程材料和性能标准,对产品进行全尺寸检验(是对设计记录上显示的所有产品尺寸进行完整的测量)和功能性验证,以保证公司生产的产品得到控制,为产品质量改进提供客观依据。全尺寸检验结果供顾客评审,以证明公司生产的产品符合顾客要求。 2.范围 适用于本公司生产的所有产品。 3.职责 质量部组织全尺寸检验的归口管理部门。 其它相关部门为配合实施部门。 4.工作程序 4.1 全尺寸检验的时机 a.顾客要求提供PPAP资料时。 b.产品生产量达到20万件以上时,公司组织一次该产品的全尺寸检验,以验证产品的符合性。 c.其它要求:当产品质量出现异常波动,如客户重大抱怨,必须追加全尺寸检查;当停产1年以后重新恢复生产,必须进行全尺寸检查;顾客有特殊要求时,必须进行全尺寸检验。 4.2 全尺寸检验的要求 全尺寸检验是对设计记录上显示的所有产品尺寸进行完整的测量,包括总成、三大件、外协外购件;检测内容包括尺寸检测、性能检测和材料验证等。 4.3 全尺寸检验的依据 全尺寸检验的依据包括控制计划,产品图纸,产品相关标准,生产工艺文件,检验规范等,包括顾客所有指定的技术文件。 4.4 全尺寸检验的抽样 全尺寸检验应在最近的生产批中随机抽取,总成的抽样在成品仓库中抽取。抽样的频次为5件,破坏性试验为2件,如果顾客有特殊要求的按顾客要求执行。 4.5 全尺寸检验的执行
产品重量尺寸一览表
产品 型号 产品尺寸(mm)包装尺寸(mm)裸机重量(KG)带包重量(KG)装箱数量(个)Q11 175*120*60 215*165*145 0.548 1.318 16 Q9 190*138*25 240*203*90 0.33 1.26 24 Q5 190*138*25 240*203*90 0.308 1.23 24 Q2 128*95*22 205*160*90 0.212 0.796 35 V1 70*50*25 60*30*135 0.042 0.052 212 V2 60*62*62 76*76*76 0.11 0.17 112 V3 145*60*35 160*100*40 0.136 0.236 90 V6 170*70*45 205*110*65 0.194 0.292 56 V8 88*35*35 155*100*57 0.124 0.28 60 V9 88*35*35 155*100*57 0.092 0.236 60 V10 88*37*37 155*100*57 0.134 0.276 60 V11 118*62*32 158*100*53 V12 130*78*35 158*100*53 V13 158*100*53 V30 147*65*24 Rc- 01+ 84*84*87 155*110*115 RC- 02 84*84*87 155*110*115 RC- 05 120*106.5* 103.5 155*110*110 RC- 06 84*84*90 155*110*116 RC- 08 133*70*95 200*115*145 RC- 109 120*120*120 130*120*118 RC- 116 200*115*60 RC- 113 178*70*70 215*75*80
全尺寸检验作业指导书
苏州中振汽车零部件有限公司作业文件文件编号:版号:A/0 全尺寸检验作业 指导书 批准: 审核: 编制: 受控状态:分发号: 2011年10月15 日发布2011年10月15日实施
全尺寸检验指导书XXXXXXXXXXX 1. 目的 根据顾客的要求和/或本公司控制计划的要求,规定合理的全尺寸检验的频次,使公司所生产产品的全过程,包括从原材料接收、生产、成品入库直到出厂,得到有效的控制。 2. 适用范围 本程序适用本公司的所有产品的全尺寸检验。 3. 职责 3.1 技术科负责制定合理的产品/材料的性能试验和全尺寸检测项目指标。 3.2 检验科负责产品和/或材料的性能试验和产品进行全尺寸检验。 3.3车间或仓库负责配合全尺寸检验的实施。 4.全尺寸检验的时机 4.1全尺寸检验要求的确定。 4.1.1根据公司产品特性和风险、品种数量的多少、质量的稳定性、顾客的要求等确定全尺寸检验的频次: 1. 根据顾客的要求的频次对所有的产品进行全尺寸检验和试验。 2. 根据技术科的要求对于产品和模具在长期停放后做全尺寸检验和 试验。 3.根据控制计划的要求进行全尺寸检验。 4.1.2当出现内部或外部客户抱怨、监测系统反应质量出现异常波动时,应考虑追加全尺寸检验的频次。 5全尺寸检验的实施 5.1全尺寸检验的資料输入 ?图纸; ?技术规范; ?生产工艺文件,生产过程描述; ?检验技术规范; ?缺陷目录(缺陷评定,例如︰主要和次要缺陷); ?极限样品; ?评定方法要求; 5.2 全尺寸检验的抽样要求 5.2.1全尺寸检验应在最近的生产批中进行,这是为了能够了解最新生产过程的影响。 5.2.2用于全尺寸检验的零件要直接从仓库中或从准备交付给顾客的原包装中抽样,以便能同时对装箱质量、包装清洁与否进行评价。检测结果进行