橡胶实验7 硫化特性
实验7 硫化特性试验
一.实验目的
1.深刻理解橡胶的硫化特性及其意义。
2.熟悉橡胶硫化仪的结构及工作原理。
3.熟练操作硫化仪和准确处理硫化曲线。
二.实验设备
硫化是橡胶加工中最重要的工艺过程之一。硫化胶性能随硫化时间的长短有很大变化,正硫化时间的选取,决定了硫化胶性能的好坏。测定正硫化程度的方法有3类:物理-化学法、物理性能测定法和专用仪器法。专用仪器法可用门尼粘度计和各种硫化仪等进行测试,由于门尼粘度计不能直接读出正硫化时间,因此大多采用硫化仪来测定正硫化时间。
硫化仪是近年出现的专用于测试橡胶硫化特性的实验仪器,类型有多种,按作用原理可分为流变仪和硫化仪两大类,本实验所用设备是MM4130C2型无转子硫化实验机。
三.实验原理
实验时,下模腔作一定角度的摆动,在温度和压力作用下,胶料逐渐硫化,其模量逐渐增加,模腔摆动所需要的转矩也成比例增加,这个增加的转矩值由传感器感受后,变成电信号再送到纪录仪上放大并记录。因此硫化仪测定记录的是转矩值,由转矩值的大小来反映胶料的硫化程度,其原理归纳如下:
1.由于橡胶的硫化过程实际上是线性高分子材料进行交联的过程,因此用交联点密度的大小(单位体积内交联点的数目)可以检测出橡胶的交联程度。根据弹性统计理论可知:
G=νRT (4-1)
式中:G为剪切模量;ν为交联密度;R为气体常数;T为绝对温度。
上式中R、T是常数,故G与ν成正比,只要求出G就能反映交联程度。
2.G与转矩M也存在一定的线性关系,因为从胶料在模腔中受力分析中可知,转子由于作一定角度的摆动,对胶料施加一定的力使之形变,与此同时胶料将产生剪切力、拉伸力、扭力等。这些力的合力F对转子将产生转矩M,阻碍转子的运动,而且随胶料逐渐硫化,其G也逐渐增加,转子的摆动在定应变的情况下所需的转矩也成比例增加。
因此,由于M与F、F与G、G与V都存在着线性关系,故M与V也存在线性关系,因此测定橡胶转矩的大小就可反映胶料的交联密度。
四.试样准备
1.未硫化胶片在室温下停放2小时即可进行实验(不准超过10天)。
2.从无气泡的胶片上裁取直径约30毫米、厚度约2毫米的圆片。
3.试样不应有杂质、灰尘等。
五.操作步骤
1.将主机电源及马达电源开启,打开电脑,启动测试程式。
2.设定测试条件。
3.将实验胶料放入模腔内,压下合模按钮至上模下降,开始实验。
4.测试完毕,压下开模按钮,打开模腔取出试样,打印实验数据。
5.实验完毕,结束程式,关掉电源,清洁现场。
六.实验结果的表示法及曲线分析
1.典型硫化曲线的分析和计算
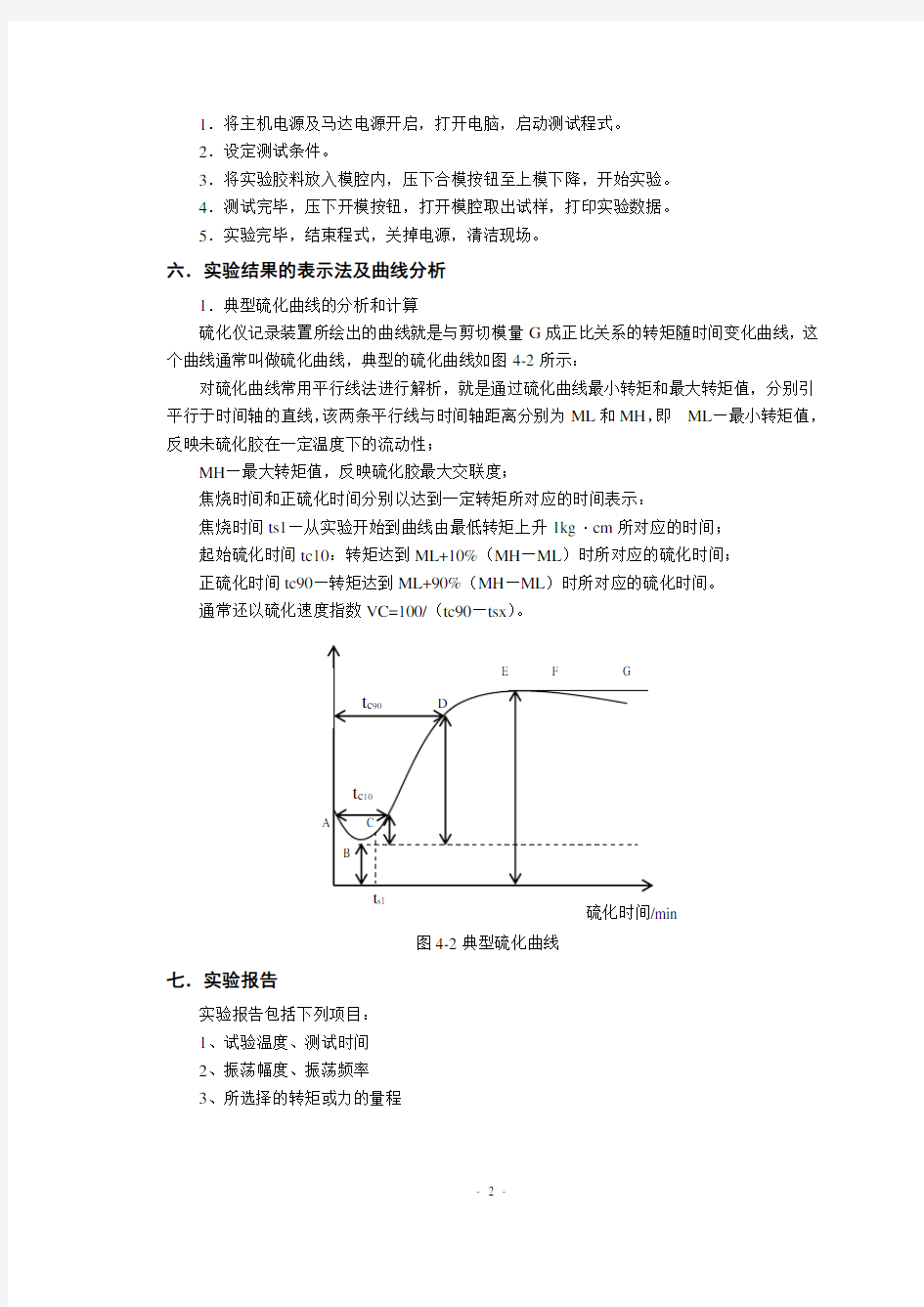
硫化仪记录装置所绘出的曲线就是与剪切模量G成正比关系的转矩随时间变化曲线,这个曲线通常叫做硫化曲线,典型的硫化曲线如图4-2所示:
对硫化曲线常用平行线法进行解析,就是通过硫化曲线最小转矩和最大转矩值,分别引平行于时间轴的直线,该两条平行线与时间轴距离分别为ML和MH,即ML—最小转矩值,反映未硫化胶在一定温度下的流动性;
MH—最大转矩值,反映硫化胶最大交联度;
焦烧时间和正硫化时间分别以达到一定转矩所对应的时间表示:
焦烧时间ts1—从实验开始到曲线由最低转矩上升1kg·cm所对应的时间;
起始硫化时间tc10:转矩达到ML+10%(MH—ML)时所对应的硫化时间;
正硫化时间tc90—转矩达到ML+90%(MH—ML)时所对应的硫化时间。
通常还以硫化速度指数VC=100/(tc90—tsx)。
图4-2典型硫化曲线
七.实验报告
实验报告包括下列项目:
1、试验温度、测试时间
2、振荡幅度、振荡频率
3、所选择的转矩或力的量程
4、实验结果:MH、ML、ts1、tc10、tc50、tc90
5、分析影响实验结果的因素。
橡胶力学性能测试标准
序号标准号:发布年份标准名称(仅供参考) 1 GB 1683-1981 硫化橡胶恒定形变压缩永久变形的测定方法 2 GB 1686-1985 硫化橡胶伸张时的有效弹性和滞后损失试验方法 3 GB 1689-1982 硫化橡胶耐磨性能的测定(用阿克隆磨耗机) 4 GB 532-1989 硫化橡胶与织物粘合强度的测定 5 GB 5602-1985 硫化橡胶多次压缩试验方法 6 GB 6028-1985 硫化橡胶中聚合物的鉴定裂解气相色谱法 7 GB 7535-1987 硫化橡胶分类分类系统的说明 8 GB/T 11206-1989 硫化橡胶老化表面龟裂试验方法 9 GB/T 11208-1989 硫化橡胶滑动磨耗的测定 10 GB/T 11210-1989 硫化橡胶抗静电和导电制品电阻的测定 11 GB/T 11211-1989 硫化橡胶与金属粘合强度测定方法拉伸法 12 GB/T 1232.1-2000 未硫化橡胶用圆盘剪切粘度计进行测定第1部分:门尼粘度的测定 13 GB/T 12585-2001 硫化橡胶或热塑性橡胶橡胶片材和橡胶涂覆织物挥发性液体透过速率的测定(质量法) 14 GB/T 12829-2006 硫化橡胶或热塑性橡胶小试样(德尔夫特试样)撕裂强度的测定 15 GB/T 12830-1991 硫化橡胶与金属粘合剪切强度测定方法四板法 16 GB/T 12831-1991 硫化橡胶人工气候(氙灯)老化试验方法 17 GB/T 12834-2001 硫化橡胶性能优选等级 18 GB/T 13248-1991 硫化橡胶中锰含量的测定高碘酸钠光度法 19 GB/T 13249-1991 硫化橡胶中橡胶含量的测定管式炉热解法 20 GB/T 13250-1991 硫化橡胶中总硫量的测定过氧化钠熔融法 21 GB/T 13642-1992 硫化橡胶耐臭氧老化试验动态拉伸试验法 22 GB/T 13643-1992 硫化橡胶或热塑性橡胶压缩应力松弛的测定环状试样 23 GB/T 13644-1992 硫化橡胶中镁含量的测定CYDTA滴定法 24 GB/T 13645-1992 硫化橡胶中钙含量的测定EGTA滴定法 25 GB/T 13934-2006 硫化橡胶或热塑性橡胶屈挠龟裂和裂口增长的测定(德墨西亚型) 26 GB/T 13935-1992 硫化橡胶裂口增长的测定 27 GB/T 13936-1992 硫化橡胶与金属粘接拉伸剪切强度测定方法 28 GB/T 13937-1992 分级用硫化橡胶动态性能的测定强迫正弦剪切应变法 29 GB/T 13938-1992 硫化橡胶自然贮存老化试验方法 30 GB/T 13939-1992 硫化橡胶热氧老化试验方法管式仪法 31 GB/T 14834-1993 硫化橡胶与金属粘附性及对金属腐蚀作用的测定 32 GB/T 14835-1993 硫化橡胶在玻璃下耐阳光曝露试验方法 33 GB/T 14836-1993 硫化橡胶灰分的定性分析 34 GB/T 15254-1994 硫化橡胶与金属粘接180°剥离试验 35 GB/T 15255-1994 硫化橡胶人工气候老化(碳弧灯)试验方法 36 GB/T 15256-1994 硫化橡胶低温脆性的测定(多试样法) 37 GB/T 15584-1995 硫化橡胶在屈挠试验中温升和耐疲劳性能的测定第一部分:基本原理 38 GB/T 15905-1995 硫化橡胶湿热老化试验方法 39 GB/T 16585-1996 硫化橡胶人工气候老化(荧光紫外灯)试验方法 40 GB/T 16586-1996 硫化橡胶与钢丝帘线粘合强度的测定 41 GB/T 16589-1996 硫化橡胶分类橡胶材料
橡胶的密炼及开炼
聚 合 物 加 工 实 验 报 告 班级:12高分子材料与工程1班 学号:1214121013 姓名:矢名 实验一PP/EPDM共混改性及挤出造粒、注塑实验二PE吹塑薄膜成型 实验三EPDM橡胶的开炼及密炼 实验四PP/EPDM性能测定 实验五EPDM橡胶硫化曲线的测定
实验三EPDM橡胶的开炼及密炼 天然橡胶密炼机塑炼 一、实验目的 (1) 掌握橡胶制品配方设计的基本知识,熟悉密炼机进行橡胶塑炼的工艺; (2)了解橡胶塑炼的主要机械设备:密炼机基本结构及操作方法; 二、实验原理 橡胶制品的基本工艺过程包括配合、生胶塑炼、胶料混炼、成型、硫化五个基本过程,如图27—1所示。 图27-1 橡胶制品工艺过程 生胶是线型的高分子化合物,在常温下大多数处于高弹态。然而生胶的高弹性却给成型加工带来极大的困难,一方面各种配合剂无法在生胶中分散均匀,另一方面,由于可塑性小,不能获得所需的各种形状。为满足加工工艺的要求,使生胶由强韧的弹性状态变成柔软而具有可塑性状态的工艺过程称作塑炼。塑炼的目的在于:使生胶由弹性状态转变为可塑性状态,使其可塑性增大,可塑性提高的实质就是橡胶的长链分子断裂,变成分子量较小的,链长较短的分子结构,以利混炼时配合剂的混入和均匀分散;改善胶料的流动性,便于压延、压出操作,使胶胚形状和尺寸稳定;增大胶料的粘着性,方便成型操作;提高胶料在溶剂中的溶解性,便于制造胶浆,并降低胶浆粘度,使之易于深入纤维孔眼,增加附着力;改善胶料的冲模性,使模型制品的花纹饱满清晰。 生胶经塑炼以增加其可塑性。其实质是生胶分子链断裂,相对分子质量降
低,从而使生胶的弹性下降。在生胶塑炼时,主要受到机械力、氧、热、电和某些化学增塑剂等因素的作用。工艺上用以降低生胶相对分子质量获得可塑性的塑炼方法可分为机械塑炼法和化学塑炼法两大类。其中机械塑炼法应用最为广泛。橡胶机械塑炼的实质是力化学反应过程,即以机械力作用及在氧或其他白由基受体存在下进行的,在机械塑炼过程中,机械力使大分子链断裂,氧对橡胶分子起化学降解作用。这两个作用同时存在。 本实验选用密炼机对天然橡胶进行机械法塑炼。生胶置于密炼机中,两转子相对回转,将来自加料口的物料夹住带入辊缝受到转子的挤压和剪切,穿过辊缝后碰到下顶拴尖棱被分成两部分,分别沿前后室壁与转子之间缝隙再回到辊隙上方。在常温(小于50℃)下反复受到机械力的作用,使分子链断裂,与此同时断裂后的大分子自由基在空气中氧化作用下,发生了一系列力学与化学反应,最终达到降解,生胶从原先高韧高弹性变为柔软可塑性,满足混炼的要求。此外,塑炼的时间、塑炼工艺操作方法及是否加入塑解剂也影响塑炼的效果。在绕转子流动的一周中,物料处处受到剪切和摩擦作用,使胶料的温度急剧上升,粘度降低。由于密炼机混炼时胶料受到的剪切作用比开炼机大得多,炼胶温度高,使得密炼机炼胶的效率大大高于开炼机。 密炼机的炼胶过程是比较复杂的,我们可以从下面的图简单地表示炼胶过程。从下图可以看到:密炼机对胶料的混炼可分为:细分、混入、分散、均匀等几个阶段。(图27-2) 图27-2
橡胶制品十五种常见试验测试项目和标准
橡胶制品十五种常见试验测试项目和标准 1.胶料硫化特性 GB/T 9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T16584—1996橡胶用无转子硫化仪测定硫化特性 ISO 3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTMD2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 ASTM D5289-1995(2001)橡胶性能—使用无转子流变仪测量硫化作用的试验方法 DIN53529-4:1991橡胶—硫化特性的测定——用带转子的硫化计测定交联特性。 2.橡胶拉伸性能 GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法 JISK6251:1993硫化橡胶的拉伸试验方法 DIN 53504-1994硫化橡胶的拉伸试验方法。 3.未硫化橡胶门尼粘度 GB/T1232.1—2000未硫化橡胶用圆盘剪切粘度计进行测定—第1部分:门尼粘度的测定 GB/T1233—1992橡胶胶料初期硫化特性的测定—门尼粘度计法 ISO289-1:2005未硫化橡胶——用剪切圆盘型黏度计—第一部分:门尼黏度的测定 ISO289-2-1994未硫化橡胶——用剪切圆盘型黏度计测定—第二部分:预硫化特性的测定ASTMD1646-2004橡胶粘度应力松驰及硫化特性(门尼粘度计)的试验方法 JISK6300-1:2001未硫化橡胶-物理特性-第1部分:用门尼粘度计测定粘度及预硫化时间的方法。 4.压缩永久变形性能 GB/T 7759-1996硫化橡胶、热塑性橡胶在常温、高温和低温下压缩永久变形测定 ISO815:1991硫化橡胶、热塑性橡胶在常温、高温和低温下压缩永久变形测定 ASTM D395-2003橡胶性能的试验方法压缩永久变形 JIS K6262:1997硫化橡胶及热塑性橡胶压缩永久变形试验方法。
1胶料硫化特性
1.胶料硫化特性 GB/T 9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T 16584—1996橡胶用无转子硫化仪测定硫化特性 ISO 3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTM D2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 ASTM D5289-1995(2001)橡胶性能—使用无转子流变仪测量硫化作用的试验方法 DIN 53529-4:1991橡胶—硫化特性的测定——用带转子的硫化计测定交联特性 2.未硫化橡胶门尼粘度 GB/T 1232.1—2000未硫化橡胶用圆盘剪切粘度计进行测定—第1部分:门尼粘度的测定 GB/T 1233—1992橡胶胶料初期硫化特性的测定—门尼粘度计法 ISO 289-1:2005未硫化橡胶——用剪切圆盘型黏度计—第一部分:门尼黏度的测定 ISO 289-2-1994未硫化橡胶——用剪切圆盘型黏度计测定—第二部分:预硫化特性的测定 ASTM D1646-2004橡胶粘度应力松驰及硫化特性(门尼粘度计)的试验方法 JIS K6300-1:2001未硫化橡胶-物理特性-第1部分:用门尼粘度计测定粘度及预硫化时间的方法 3.橡胶拉伸性能 GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法
JIS K6251:1993硫化橡胶的拉伸试验方法 DIN 53504-1994硫化橡胶的拉伸试验方法 4.橡胶撕裂性能 GB/T 529—1999硫化橡胶或热塑性橡胶撕裂强度的测定(裤形、直角形和新月形试样) ISO 34-1:2004硫化或热塑性橡胶—撕裂强度的测定-第一部分:裤形、直角形和新月形试片 ASTM D624-2000通用硫化橡胶及热塑性弹性体抗撕裂强度的试验方法 JIS K6252:2001硫化橡胶及热塑性橡胶撕裂强度的计算方法 5.橡胶硬度 GB/T 531—1999橡胶袖珍硬度计压入硬度试验方法GB/T6031—1998硫化橡胶或热塑性橡胶硬度的测定(10—100IRHD) ISO 7619-1:2004硫化或热塑性橡胶——压痕硬度的测定——第一部分:硬度计法(邵式硬度) ISO 7619-2:2004硫化或热塑性橡胶——压痕硬度的测定——第二部分:IRHD袖珍计法ASTM D2240-2004用硬度计测定橡胶硬度的试验方法 ASTM D1415-1988(2004)橡胶特性—国际硬度的试验方法 JIS K6253:1997硫化橡胶及热塑性橡胶的硬度试验方法 DIN 53505-2000橡胶试验邵式A和D的硬度试验 6.压缩永久变形性能 GB/T 7759—1996硫化橡胶、热塑性橡胶在常温、高温和低温下压缩永久变形测定
橡胶物理性能测试标准
1.未硫化橡胶门尼粘度 GB/T 1232.1—2000未硫化橡胶用圆盘剪切粘度计进行测定—第1部分:门尼粘度的测定 GB/T 1233—1992橡胶胶料初期硫化特性的测定—门尼粘度计法 ISO 289-1:2005未硫化橡胶——用剪切圆盘型黏度计—第一部分:门尼黏度的测定 ISO 289-2-1994未硫化橡胶——用剪切圆盘型黏度计测定—第二部分:预硫化特性的测定ASTM D1646-2004橡胶粘度应力松驰及硫化特性(门尼粘度计)的试验方法 JIS K6300-1:2001未硫化橡胶-物理特性-第1部分:用门尼粘度计测定粘度及预硫化时间的方法2.胶料硫化特性 GB/T 9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T 16584—1996橡胶用无转子硫化仪测定硫化特性 ISO 3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTM D2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 ASTM D5289-1995(2001) 橡胶性能—使用无转子流变仪测量硫化作用的试验方法 DIN 53529-4:1991橡胶—硫化特性的测定——用带转子的硫化计测定交联特性 3.橡胶拉伸性能 GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法 JIS K6251:1993硫化橡胶的拉伸试验方法 DIN 53504-1994硫化橡胶的拉伸试验方法 4.橡胶撕裂性能 GB/T 529—1999硫化橡胶或热塑性橡胶撕裂强度的测定(裤形、直角形和新月形试样)
橡胶硫化特性实验
橡胶硫化特性实验 一、实验目的: (1)理解橡胶硫化特性曲线测定的意义; (2)了解ZWL-Ⅱ型橡胶硫化仪的结构原理及操作方法; (3)掌握橡胶硫化特性曲线测定和正硫化时间确定的方法。 二、实验原理: 硫化是橡胶制品生产中最重要的工艺过程,在硫化过程中,橡胶经历了一系列的物理和化学变化,其物理机械性能和化学机械性能得到了改善,使橡胶材料成为有用的材料,因此硫化对橡胶及其制品是十分重要的。 硫化是在一定温度、压力和时间条件下使橡胶大分子链发生化学交联反应的过程。 橡胶在硫化过程中,其各种性能随硫化时间增加而变化。橡胶的硫化历程可分为焦烧、预硫、正硫化和过硫四个阶段。 焦烧阶段又称硫化诱导期,是指橡胶在硫化开始前的延迟作用时间,在此阶段胶料尚未开始交联,胶料在模腔内有良好的流动性。对于模型硫化制品,胶料的流动、充模必须在此阶段完成,否则就发生焦烧。 预硫化阶段是焦烧期以后橡胶开始交联的阶段。随着交联反应的进行,橡胶的交联程度逐渐增加,并形成网状结构,橡胶的物理机械性能逐渐上升,但尚未达到预期的水平。 正硫化阶段,橡胶的交联反应达到一定的程度,此时的各项物理机械性能均达到或接近最佳值,其综合性能最佳。 过硫化阶段是正硫化以后继续硫化,此时往往氧化及热断链反应占主导地位,胶料会出现物理机械性能下降的现象。 从硫化反应动力学原理来说,正硫化应是胶料达到最大交联密度时的硫化状态,正硫化时间应由胶料达到最大交联密度所需的时间来确定比较合理。在实际应用中是根据某些主要性能指标(与交联密度成正比)来选择最佳点,确定正硫化时间。 目前用转子旋转振荡式硫化仪来测定和选取正硫化点最为广泛。这类硫化仪能够连续地测定与加工性能和硫化性能有关的参数,包括初始粘度、最低粘度、焦烧时间、硫化速度、正硫化时间和活化能等。实际上硫化仪测定记录的是转矩值,以转矩的大小来反映胶料的硫化程度。其测定的基本原理根据弹性统计理论: G=ρRT 式中G——剪切模量,MPa;
橡胶制品常用测试方法及标准
橡胶制品常用测试方法 及标准 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
1.胶料硫化特性 GB/T 9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T 16584—1996橡胶用无转子硫化仪测定硫化特性 ISO 3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTM D2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 ASTM D5289-1995(2001)橡胶性能—使用无转子流变仪测量硫化作用的试验方法 DIN 53529-4:1991橡胶—硫化特性的测定——用带转子的硫化计测定交联特性 2.未硫化橡胶门尼粘度 GB/T —2000未硫化橡胶用圆盘剪切粘度计进行测定—第1部分:门尼粘度的测定 GB/T 1233—1992橡胶胶料初期硫化特性的测定—门尼粘度计法 ISO 289-1:2005未硫化橡胶——用剪切圆盘型黏度计—第一部分:门尼黏度的测定
ISO 289-2-1994未硫化橡胶——用剪切圆盘型黏度计测定—第二部分:预硫化特性的测定 ASTM D1646-2004橡胶粘度应力松驰及硫化特性(门尼粘度计)的试验方法JIS K6300-1:2001未硫化橡胶-物理特性-第1部分:用门尼粘度计测定粘度及预硫化时间的方法 3.橡胶拉伸性能 GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法 JIS K6251:1993硫化橡胶的拉伸试验方法 DIN 53504-1994硫化橡胶的拉伸试验方法 4.橡胶撕裂性能 GB/T 529—1999硫化橡胶或热塑性橡胶撕裂强度的测定(裤形、直角形和新月形试样)
橡胶硫化工艺
概述: 橡胶大分子在加热下与交联剂硫磺发生化学反应,交联成为立体网状结构的过程。经过硫化后的橡胶称硫化胶。硫化就是橡胶加工中的最后一个工序,可以得到定型的具有实用价值的橡胶制品。在橡胶的网状结构中,硫磺交联键(其中硫的原子数n≥1;而未交联的硫原子数为S x或S y)的密度,决定着橡胶的硫化程度。后者在工艺实践中,就是以胶料宏观的物理机械性能或橡胶粘度的变化来判断的。 硫化条件: 影响硫化过程的主要因素就是硫磺用量、硫化温度及硫化时间。 ①硫磺用量。其用量越大, 硫化速度越快,可以达到的 硫化程度也越高。硫磺在橡 胶中的溶解度就是有限的, 过量的硫磺会由胶料表面 析出,俗称“喷硫”。为了减 少喷硫现象,要求在尽可能 低的温度下,或者至少在硫磺的熔点以下加硫。根据橡胶制品的使用要求,硫磺在软质橡胶中的用量一般不超过3%,在半硬质胶中用量一般为20%左右,在硬质胶中的用量可高达40%以上。②硫化温度。若温度高10℃,硫化时间约缩短一半。由于橡胶就是不良导热体,制品的硫化进程由于其各部位温度的差异而不同。为了保证比较均匀的硫化程度,厚橡胶制品一般采
用逐步升温、低温长时间硫化。③硫化时间。这就是硫化工艺的重要环节。时间过短,硫化程度不足(亦称欠硫)。时间过长,硫化程度过高(俗称过硫)。只有适宜的硫化程度(俗称正硫化),才能保证最佳的综合性能。 硫化方法: 按硫化条件可分为冷硫化、室温硫化与热硫化三类。冷硫化可用于薄膜制品的硫化,制品在含有2%~5%氯化硫的二硫化碳溶液中浸渍,然后洗净、干燥即可。室温硫化时,硫化过程在室温与常压下进行,如使用室温硫化胶浆(混炼胶溶液)进行自行车内胎接头、修补等。热硫化就是橡胶制品硫化的主要方法。根据硫化介质及硫化方式的不同,热硫化又可分为直接硫化、间接硫化与混气硫化三种方法。①直接硫化,将制品直接置入热水或蒸汽介质中硫化。②间接硫化,制品置于热空气中硫化,此法一般用于某些外观要求严格的制品,如胶鞋等。 ③混气硫化,先采用空气硫化,而后再改用直接蒸汽硫化。此法既可以克服蒸汽硫化影响制品外观的缺点,也可以克服由于热空气传热慢,而硫化时间长与易老化的缺点。 上述硫化方法均属于间歇生产,有些长度不限的橡胶制品可以连续硫化,如压出制品的盐浴硫化、沸腾床硫化、微波或高频硫化、胶带及胶板的鼓式硫化机硫化等。除硫磺硫化外,橡胶制品还可采用无硫硫化、高能射线硫化等,但其应用面均有限。 热硫化的工艺方式:
(完整)汽车零部件检测标准大全.(DOC),推荐文档.docx
汽车零部件检测标准大全 汽车发动机 压燃式发动机排气 污染物 ?ESC 稳态循环GB17691-2001车用压燃式发动机排气污染物试验排放限值及测试方法 ?ELR 负荷烟度0324**GB17691-2005 车用压燃式、气体燃料点燃1试验0512式发动机与汽车排气污染物排放限值及测试 ?ETC 瞬态循环方法 试验ECE R49压燃式发动机排气污染物 ?OBD ?耐久性 压燃式发动机排气0324GB3847-2005车用压燃式发动机和压燃式发2可见污染物0512动机汽车排气烟度排放限值及测量方法 ECE R24可见污染物 3 柴油机全负荷烟度 0324DB11/046-1994 汽车柴油机全负荷烟度测量 0512方法 车用点燃式发动机GB14762-2002车用点燃式发动机及装用点燃4及装用点燃式发动 0324 0512式发动机汽车排气污染物排放限值及测量方机汽车排气污染物法 GB/T17692-1999 汽车用发动机净功率测试方5发动机净功率0324 法 ECE R85发动机净功率 80/1269/EEC 发动机净功率 6发动机性能0324GB/T18297-2001 汽车发动机性能试验方法7发动机可靠性0324 GB/T19055-2003 汽车发动机可靠性试验方 法 8 发动机产品质量检 0324 QC/T901-1998 汽车发动机产品质量检验评定验评定试验方法 9冷却系0324 Q/QJX 004-2003 汽车发动机冷却系冷却能力 试验方法 QC/T630-1999 汽车排气消声器性能试验方法10排气消声器性能0324 QC/T631-1999 汽车排气消声器技术条件 GB/T 4759-1995 内燃机排气消声器测量方法 离合器1技术要求0324QC/T 25-2004 汽车干磨擦式离合器总成技术条件 QCT27-2004 汽车干磨擦式离合器台架试验方法
橡胶实验7 硫化特性
实验7 硫化特性试验 一.实验目的 1.深刻理解橡胶的硫化特性及其意义。 2.熟悉橡胶硫化仪的结构及工作原理。 3.熟练操作硫化仪和准确处理硫化曲线。 二.实验设备 硫化是橡胶加工中最重要的工艺过程之一。硫化胶性能随硫化时间的长短有很大变化,正硫化时间的选取,决定了硫化胶性能的好坏。测定正硫化程度的方法有3类:物理-化学法、物理性能测定法和专用仪器法。专用仪器法可用门尼粘度计和各种硫化仪等进行测试,由于门尼粘度计不能直接读出正硫化时间,因此大多采用硫化仪来测定正硫化时间。 硫化仪是近年出现的专用于测试橡胶硫化特性的实验仪器,类型有多种,按作用原理可分为流变仪和硫化仪两大类,本实验所用设备是MM4130C2型无转子硫化实验机。 三.实验原理 实验时,下模腔作一定角度的摆动,在温度和压力作用下,胶料逐渐硫化,其模量逐渐增加,模腔摆动所需要的转矩也成比例增加,这个增加的转矩值由传感器感受后,变成电信号再送到纪录仪上放大并记录。因此硫化仪测定记录的是转矩值,由转矩值的大小来反映胶料的硫化程度,其原理归纳如下: 1.由于橡胶的硫化过程实际上是线性高分子材料进行交联的过程,因此用交联点密度的大小(单位体积内交联点的数目)可以检测出橡胶的交联程度。根据弹性统计理论可知: G=νRT (4-1) 式中:G为剪切模量;ν为交联密度;R为气体常数;T为绝对温度。 上式中R、T是常数,故G与ν成正比,只要求出G就能反映交联程度。 2.G与转矩M也存在一定的线性关系,因为从胶料在模腔中受力分析中可知,转子由于作一定角度的摆动,对胶料施加一定的力使之形变,与此同时胶料将产生剪切力、拉伸力、扭力等。这些力的合力F对转子将产生转矩M,阻碍转子的运动,而且随胶料逐渐硫化,其G也逐渐增加,转子的摆动在定应变的情况下所需的转矩也成比例增加。 因此,由于M与F、F与G、G与V都存在着线性关系,故M与V也存在线性关系,因此测定橡胶转矩的大小就可反映胶料的交联密度。 四.试样准备 1.未硫化胶片在室温下停放2小时即可进行实验(不准超过10天)。 2.从无气泡的胶片上裁取直径约30毫米、厚度约2毫米的圆片。 3.试样不应有杂质、灰尘等。 五.操作步骤
橡胶性能标准试验规范
橡胶性能标准试验规范 (ASTM D395-2003) 1范围 1.1本测试方法测试应用中会在气体或液体媒介中承受压力的橡胶。本测试 方法特别适用于在机械固定器件,减震器,封条中使用的橡胶。本测试方法包含以下两种方法: 1.2测试方法可以选择,但是应考虑用于与测试结果关联的实际情况下使用 的橡胶的性质。除非在具体的规范中有其他规定,应使用测试方法B。 1.3测试方法B不适用于硬度大于90IRHD的硫化橡胶。 1.4以国际单位(SI)为单位的数值应被认为是标准。在括号内的数值起参照作用。 1.5此项标准不包括与其应用有关的所有的安全隐患。此项标准的使用者有责任在使用前建立合适的安全健康规范以及决定法规限制是否适用 2 参考文件 2.1 ASTM标准: D1349 橡胶规范---测试的标准温度 D 3182 混合标准化合物及制备标准硫化橡胶薄片用橡胶材料、设备及工序的标准实施规程
D 3183 橡胶实施规范---从橡胶制品中制备试验目的用试片 D 3767 橡胶的标准规程----尺寸测量 D 4483 评定橡胶和炭黑制造工业试验方法标准的精度的实施规程 E 145 重力对流式和强制通风式烘炉的规范 此测试方法属于ASTM D 11橡胶委员会的工作范围,是其下属D11.10物理测试子委员会的直接责任。 目前的版本在2008.3.1批准,2008.07出版。原始的版本在1934年批准。上一个版本在2003年批准. 3 测试方法概要 3.1 用挠力或规定的力压缩试样,并在规定的温度下保持规定的时间。 3.2 在试样在合适的装置内,在规定的条件下经过特定时间的压缩变形后,取出试样,等待30分钟,测量试样的残留变形。 3.3 在测量残留变形后,根据Eq1和Eq2计算压缩永久变形。 4. 意义和用途 4.1 压缩永久变形测试用于测量在长时间受压后,橡胶化合物保持弹性的能力。实际情况下的压力可能包括持续的挠力,持续的已知力,时短时续的压力产生的交替变形和恢复。虽然后者也产生压力永久变形,它的效果更接近于压缩挠曲和滞后测试。因此,压力永久变形测试主要适用于静态力的使用环境。测试经常在高温下进行。 5 试样 5.1 可以使用来自相同样品的2个(选项1)或3个(选项2)相同的试样。选项1的压力永久变形应为两个试样的平均值,表示为百分比;选项2的压力永久变形应为三个试样的中间值,表示为百分比。
橡胶硫化三要素之压力
橡胶硫化三要素之压力 橡胶件硫化的三大工艺参数是:温度、时间和压力。其中硫化温度是对制品性能影响最大的参数,硫化温度对橡胶制品的影响的研究也比比皆是。但对硫化压力比较少进行试验。 硫化压力是指,橡胶混炼胶在硫化过程中,其单位面积上所承受的压力。一般情况下,除了一些夹布件和海绵橡胶外,其他橡胶制品在硫化时均需施加一定的压力。 橡胶硫化压力,是保证橡胶零件几何尺寸、结构密度、物理机械的重要因素,同时也能保证零件表面光滑无缺陷,达到橡胶制品的密封要求。作用主要有以下几点: 1)防止混炼胶在硫化成型过程中产生气泡,提高制品的致密性; 2)提供胶料的充模流动的动力,使胶料在规定时间内能够充满整个模腔; 3)提高橡胶与夹件(帘布等)附着力及橡胶制品的耐曲绕性能; 4)提高橡胶制品的物理力学性能。 硫化压力的选取需要考虑如下几个方面的因素: 1)胶料的配方; 2)胶料可塑性的大小; 3)成型模具的结构形式(模压,注压,射出等); 4)硫化设备的类型(平板硫化机,注压硫化机,射出硫化机,真空硫化机等; 5)制品的结构特点。 硫化压力选取的一般原则: 1)胶料硬度低的(50-Shore A以下或更低),压力宜选择小,硬度高的选择大; 2)薄制品选择小,厚制品选择大; 3)制品结构简单选择小,结构复杂选择大; 4)力学性能要求高选择大,要求低选择小;
5)硫化温度较高时,压力可以小一些,温度较低时,压力宜高点。 对硫化压力,国内外一些橡胶厂家有如下一些经验值供参考: 1)模压及移模注压的硫化方式,其模腔内的硫化压力为:10~20Mpa; 2)注压硫化方式其模腔内的硫化压力为:0~150Mpa; 3)硫化压力增大,产品的静态刚度也随之增大,而收缩率随之逐渐减小;(在国内的减振橡胶行业内,对于调整产品的刚度,普遍采用的依然是增加或者降低产品所使用的胶料硬度,而在国外,已经普遍采用了提高或者降低产品硫化时的胶料硫化压力来调整产品的静态刚度。) 4)随着硫化压力的不断提高,产品胶料的收缩率会出现一个反常的现象,即当产品胶料的硫化压力达到83Mpa时,产品胶料的收缩率为0,若产品胶料的硫化压力继续不断上升,产品胶料的收缩率会出现负值,也就是说,在这种超高的产品胶料硫化压力下,产品硫化出来经停放后,其橡胶部分的尺寸比模具设计的尺寸还要大; 5)在模压和注压方式下,模腔内胶料的硫化压力随着时间的延长,总是先增高后减少,并最终处于平坦状态; 6)随着胶料硫化压力的提高,其胶料的300%定伸和拉伸强度均随之提高,其胶料的扯断伸长率、撕裂强度和压缩永久变形却随之下降; 7)在减震橡胶制品硫化过程中,注压硫化方式中模腔内胶料的压强比模压硫化方式的压强高一倍以上。产品达到相同的静刚度所需的胶料硬度有较大差别。随产品硫化时的硫化压力提高,产品在压缩永久变形性能方面有明显的提高。 橡胶硫化三要素之时间 1. 橡胶制品硫化时间 在一定的温度、模压下,为了使胶料从塑性变成弹性,且达到交联密度最大化,物理机械性能最
橡胶制品常用测试办法及标准
精心整理1.胶料硫化特性 GB/T9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T16584—1996橡胶用无转子硫化仪测定硫化特性 ISO3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTMD2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 2 法 3. GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法 JISK6251:1993硫化橡胶的拉伸试验方法
DIN53504-1994硫化橡胶的拉伸试验方法 4.橡胶撕裂性能 GB/T529—1999硫化橡胶或热塑性橡胶撕裂强度的测定(裤形、直角形和新月形试样)ISO34-1:2004硫化或热塑性橡胶—撕裂强度的测定-第一部分:裤形、直角形和新月形试片 5. DIN53505-2000橡胶试验邵式A和D的硬度试验 6.压缩永久变形性能 GB/T7759—1996硫化橡胶、热塑性橡胶在常温、高温和低温下压缩永久变形测定 ISO815:1991硫化橡胶、热塑性橡胶在常温、高温和低温下压缩永久变形测定
ASTMD395-2003橡胶性能的试验方法压缩永久变形 JISK6262:1997硫化橡胶及热塑性橡胶压缩永久变形试验方法 7.橡胶的回弹性 GB/T1681—1991硫化橡胶回弹性的测定 8. ASTMD746-2004用冲击法测定塑料及弹性材料的脆化温度的试验方法ASTMD2137-2005弹性材料脆化温度的试验方法 JISK6261-1997硫化橡胶及热塑性橡胶的低温试验方法
试验10硫化特性试验
实验10 硫化特性实验 一、实验目的 1.深刻理解橡胶的硫化特性及其意义。 2.熟悉橡胶硫化仪的结构和工作原理。 3.熟练操作硫化仪和准确处理硫化曲线。 二、实验原理 橡胶硫化是橡胶加工中最重要的工艺过程之一。硫化是橡胶的物理化学变化的过程,其中主要是化学反应,经历着一系列复杂的化学交联过程。硫化结果,使未硫化胶变成硫化胶,导致橡胶由塑性物质变成弹性物质,具有良好的物理机械性能和化学性能,成为工业上有使用价值的材料。 硫化胶性能随硫化时间的长短有很大变化,一般规律是:抗张强度、抗撕裂强度首先随硫化时间增加而上升,当增至一定值后逐渐下降,伸长率、生热、变形随硫化时间增加而减少;硬度、弹性、定伸随硫化时间增加而增至某一定值。由此可见,硫化时间是表征橡胶硫化程度的标志,硫化时间的选取,决定了硫化胶性能的好坏。 图1 典型的硫化曲线 典型的硫化曲线见图1。图中C点以前的转矩变化是由硫化和老化综合作用的结果。C 点以后的变化仅是老化过程引起的,老化过程是断裂和交联的竞争过程,当断裂占优势时,转矩达到最大值后,又开始沿CH下降,产生所谓的范原现象;当交联占优势时,则转矩沿CD上升;如果断裂和交联相当,则曲线沿CG延伸。 正硫化,通常是指橡胶制品的各种物理机械性能达到最佳值的硫化状态。(即综合了各项性能选定的)理论正硫化时间,则是达到正硫化状态所需的时间。欠硫或过硫,橡胶物理机械性能都显得较差。在实际应用上,由于橡胶各项性能往往不会在同一时间都达到最佳值,而且对制品的要求往往侧重于某一、二个方面,因此常常侧重于某些性能来选择和确定最佳正硫化时间,显然与上述正硫化时间概念是不同的,我们称之为工艺正硫化时间或技术正硫化时间,测定正硫化程度的方法有三类,有化学法、物理法和仪器法。前两种方法,虽然都能在一定程度上测定胶料的硫化程度,但存在不少缺点,一是麻烦;二是不经济;三是精度低,重现性差,尤其不能连续测定硫化全过程。随着科学技术的发展,用仪器法测定橡胶的硫化特性,即硫化焦烧时间、正硫化时间等,经过不断的改进,技术日趋完善,显示硫化仪的诸多优点,如测定快速、准确、方便、试样用料少,能连续测定硫化全过程,因此在国内外得到广泛的使用。 硫化仪测定记录的是转矩值,用于反映胶料的硫化程度: 1.由于橡胶的硫化过程实际上是线性高分子材料进行交联的过程,因此用交联点密度的大小(单位体积内交联点的数目)可以检测出交联程度。根据弹性统计理论可知: G∝ρRT 式中G——剪切模量,MPa;
橡胶硫化测试试验规范
文件名 1.范围:本规范规定了橡胶胶料硫化性能的测试方法。测定范围包括:焦烧时间、硫化时间、硫化温度。 2.仪器:无转子硫化仪、电子称、镊子。 3.试样:5~7g胶料。 4.试验条件:驱动气压≥0.4Mpa。 5.操作步骤: 5.1将测试胶料的名称及批号等信息输入电脑测试程序,并按工艺条件设定好测试温度及测试时间, 进入测试画面; 5.2将模闭合,温度到了设定温度后,将模打开, 5.3将准备好的橡胶试样放入模腔中(胶料必须用玻璃纸隔离); 5.4 启动转动马达后将模闭合 5.5当模闭合后测试自动开始,达到设定时间后自动停止,上下模自动打开; 5.6 用镊子将试样取出; 5.7如继续做下一个测试就再次放入试样,按合模按钮继续测试;如不继续做测试就将模闭合,并打印测试报告; 5.8使用完毕后及时清理模腔,防止胶料粘连,然后关上门罩,注意先关闭计算机再关闭仪器电源,以免造成计算机系统损坏。 6.试验结果: 6.1参数含义: 硫化曲线ML——最低转矩,N?m(kgf?cm) 硫化曲线MH——到达规定时间之后仍然不出现平坦曲线或最高转矩的硫化曲线,所达到的最高转矩N?m(kgf?cm) 硫化曲线TS1——从实验开始到曲线由最低转矩上升0.1 N?m(kgf?cm)时所对应的时间, 硫化曲线TS2——从实验开始到曲线由最低转矩上升0.2 N?m(kgf?cm)时所对应的时间, 硫化曲线TC(x)——试样达到某一硫化程度所需要的时间,即试样转矩达到ML+X(MH-ML)时所对应的时间,(注:如X取值0.5,即TC50,X取.9,即TC90) 6.2.参数意义: 硫化曲线ML:表示胶料的流动性,ML越低,流动性越好,反之,越差。 硫化曲线MH:表征胶料的剪切模数、硬度、定伸强度和交联密度,一般MH越低,硬度越低,MH越高,硬度越高。
D 412 硫化橡胶和热塑性弹性体拉伸试验方法
D 412 硫化橡胶和热塑性弹性体拉伸试验方法 1简述 1.1本试验方法包括了硫化热固性橡胶和热塑性弹性体拉伸性能的评定方法。本试验方法不 能用来试验硬质胶和高硬度、低伸长的材料。试验方法如下: 方法A——直条和哑铃试样 方法B——环形试样 注1——这两种试验的结果不可比。 1.2 基于SI或非SI的单位制均视为本标准的标准单位。由于使用不同单位制的结果数值可能不同,因此不同单位应单独使用,不能混用。 1.3 安全性 2 引用文献 D 1349 橡胶规范——试验标准温度 D 1566 橡胶相关术语 D 3182 橡胶规范——制取标准混炼胶和标准硫化试片的的材料、设备和操作步骤 D 3183 橡胶规范——从成品上制备试片 D 4483 橡胶与碳黑工业种标准试验方法的测量精度规范 2.2 ASTM 附件 环形试样的制取,方法B 2.3 ISO 标准 ISO 37 硫化或热塑性橡胶拉伸应力—应变性能的测定方法 3 术语 3.1 定义 3.1.1 拉伸永久变形——试样在因一定作用下伸长后,在作用力解除的情况下其残余的变形,以原始长度的百分数表示。 3.1.2 扯断永久变形——将拉断后的哑铃试样以断面紧贴,测得的永久变形。 3.1.3 拉伸力——试样拉断过程中产生的最大力。 3.1.4 拉伸强度——拉伸试样时使用的应力 3.1.5 定伸应力——规则截面的试样,拉伸到特定长度时产生的应力。 3.1.6 热塑性弹性体——一种类似与橡胶的材料,但与普通的硫化胶不同,他可象塑料一样的被加工和回收。 3.1.7 断裂伸长——在连续的拉伸过程中,试样发生断裂时的伸长率。 3.1.8 屈服点——在应力-应变曲线上,在试样最终的破坏前,关于应变的应力变化的速度变为0并且相反的点。 3.1.9 屈服应变——屈服点的应变的水平 3.1.10 屈服应力——屈服点的应力的水平 4 方法描述 4.1 测定拉伸性能的试验,首先从样品材料上裁取试样,包括制样和试验两部分。试样的外形可以是哑铃形、环形或直条形,截面形状规则。 4.2 在试样未经预伸的情况下测定拉伸强度、定神应力、屈服点、扯断伸长率。对规正截面试样的拉伸强度、定神应力、屈服点和扯断伸长率测定是基于试样的原始截面积。 4.3 拉伸永久变形和扯断永久变形,测量试样拉伸后经按规定方法回缩后的形变。 5 重点与应用 5.1 本试验涉及的材料或产品在实际应用过程中必须受拉伸力作用。本试验即为测定此种
橡胶材料试验标准
各种橡胶材料试验标准 发布时间:2009-09-24 1.未硫化橡胶门尼粘度 GB/T 1232.1—2000未硫化橡胶用圆盘剪切粘度计进行测定—第1部分:门尼粘度的测定GB/T 1233—1992橡胶胶料初期硫化特性的测定—门尼粘度计法 ISO 289-1:2005未硫化橡胶——用剪切圆盘型黏度计—第一部分:门尼黏度的测定 ISO 289-2-1994未硫化橡胶——用剪切圆盘型黏度计测定—第二部分:预硫化特性的测定ASTM D1646-2004橡胶粘度应力松驰及硫化特性(门尼粘度计)的试验方法 JIS K6300-1:2001未硫化橡胶-物理特性-第1部分:用门尼粘度计测定粘度及预硫化时间的方法 2.胶料硫化特性 GB/T 9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T 16584—1996橡胶用无转子硫化仪测定硫化特性 ISO 3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTM D2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 ASTM D5289-1995(2001) 橡胶性能—使用无转子流变仪测量硫化作用的试验方法 DIN 53529-4:1991橡胶—硫化特性的测定——用带转子的硫化计测定交联特性 3.橡胶拉伸性能 GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法 JIS K6251:1993硫化橡胶的拉伸试验方法 DIN 53504-1994硫化橡胶的拉伸试验方法 4.橡胶撕裂性能 GB/T 529—1999硫化橡胶或热塑性橡胶撕裂强度的测定(裤形、直角形和新月形试样)ISO 34-1:2004硫化或热塑性橡胶—撕裂强度的测定-第一部分:裤形、直角形和新月形试片ASTM D624-2000通用硫化橡胶及热塑性弹性体抗撕裂强度的试验方法 JIS K6252:2001硫化橡胶及热塑性橡胶撕裂强度的计算方法 5.橡胶硬度 GB/T531—1999橡胶袖珍硬度计压入硬度试验方法GB/T6031—1998硫化橡胶或热塑性橡胶硬度的测定(10—100IRHD) ISO 7619-1:2004硫化或热塑性橡胶——压痕硬度的测定——第一部分:硬度计法(邵式硬度) ISO 7619-2:2004硫化或热塑性橡胶——压痕硬度的测定——第二部分:IRHD袖珍计法ASTM D2240-2004用硬度计测定橡胶硬度的试验方法 ASTM D1415-1988(2004) 橡胶特性—国际硬度的试验方法 JIS K6253:1997硫化橡胶及热塑性橡胶的硬度试验方法 DIN 53505-2000橡胶试验邵式A和D的硬度试验
橡胶硫化的基本知识
硫化对结构与性能的影响 在橡胶制品生产过程中,硫化是最后一道加工工序。在这道工序中,橡胶经过一系列复杂的化学反应,由线型结构变成体型结构,失去了混炼胶的可塑性具有了交联橡胶的高弹性,进而获得优良的物理机械性能、耐热性、耐溶剂性及耐腐蚀性能提高橡胶制品的使用价值和应用范围硫化前:线性结构,分子间以范德华力相互作用 性能:可塑性大,伸长率高,具有可溶性 硫化时:分子被引发,发生化学交连反应 硫化后:网状结构,分子间以已化学键结合 结构:(1)化学键。(2)交联键的位置;(3)交联程度 (4)交联 性能: 1)力学性能(定伸强度.硬度.拉伸强度. 伸长率.弹性) 2)物理性能 3)化学稳定性 硫化后橡胶的性能变化: 以天然橡胶为例,随硫化程度的提高 1) 力学性能的变化 (弹性. 扯断强度. 定伸强度. 撕裂强度. 硬度)提高 (伸长率. 压缩永久变形. 疲劳生热)降低 2)物理性能的变化 透气率、透水率降低不能溶解,只能溶胀耐热性提高 2) 化学稳定性的变化 化学稳定性提高 原因 a. 交联反应使化学活性很高的基团或原子不复存在,使老化反应难以进行 b . 网状结构阻碍了低分子的扩散,导致橡胶自由基难以扩散 7.2 硫化历程 在硫化过程中,各种性能均会随硫化的进程而发生变化,这种变化曲线能够反映胶料的硫化历程,故称为硫化历程图。下图为用硫化仪测出的硫化历程曲线。该曲线反映胶料在一定硫化温度下,转子的转矩随硫化时间的变化。 A焦烧阶段;B.热硫化阶段;C.平坦硫化阶段;D.过硫化阶段 A1.操作焦烧时间;A2.剩余焦烧时间 1. 焦烧阶段(焦烧期-硫化起步阶段,硫化诱导期) 1) 图中的 ab段称为胶料的焦烧阶段,此时交联尚未开始,胶料在模腔内具有良好的流动性,也称为硫化诱导阶段。胶料焦烧时间的长短决定胶料的焦烧性能和操作安全性。胶料焦烧时间受胶料中硫化促进剂和胶料本身的热历史的影响较大
橡胶产品各种标准
橡胶及橡胶制品的常用测试方法及其国家标准 橡胶及橡胶制品的常用测试方法及其国家标准 1.未硫化橡胶门尼粘度 GB/T 1232.1—2000未硫化橡胶用圆盘剪切粘度计进行测定—第1部分:门尼粘度的测定 GB/T 1233—1992橡胶胶料初期硫化特性的测定—门尼粘度计法 ISO 289-1:2005未硫化橡胶——用剪切圆盘型黏度计—第一部分:门尼黏度的测定 ISO 289-2-1994未硫化橡胶——用剪切圆盘型黏度计测定—第二部分:预硫化特性的测定ASTM D1646-2004橡胶粘度应力松驰及硫化特性(门尼粘度计)的试验方法 JIS K6300-1:2001未硫化橡胶-物理特性-第1部分:用门尼粘度计测定粘度及预硫化时间的方法2.胶料硫化特性 GB/T 9869—1997橡胶胶料硫化特性的测定(圆盘振荡硫化仪法) GB/T 16584—1996橡胶用无转子硫化仪测定硫化特性 ISO 3417:1991橡胶—硫化特性的测定——用摆振式圆盘硫化计 ASTM D2084-2001用振动圆盘硫化计测定橡胶硫化特性的试验方法 ASTM D5289-1995(2001)橡胶性能—使用无转子流变仪测量硫化作用的试验方法 DIN 53529-4:1991橡胶—硫化特性的测定——用带转子的硫化计测定交联特性 3.橡胶拉伸性能 GB/T528—1998硫化橡胶或热塑性橡胶拉伸应力应变性能的测定 ISO37:2005硫化或热塑性橡胶——拉伸应力应变特性的测定 ASTMD412-1998(2002)硫化橡胶、热塑性弹性材料拉伸强度试验方法 JIS K6251:1993硫化橡胶的拉伸试验方法 DIN 53504-1994硫化橡胶的拉伸试验方法