控制图、排列图、直方图讲义
控制图、排列图和直方图
参考书:
张智勇(2004),基础质量管理工具,广东科技出版社
马逢时等,六西格玛管理统计指南,中国人民大学出版社。
全国质量专业技术人员职业资格考试办公室,质量专业理论与实务,第4章统计过程控制,中国人事出版社。
质量管理工具有七种主要工具:排列图,直方图、质量控制图、散点图、分层法、因果图和检验表(老7种)。
本次重点介绍排列图,直方图和质量控制图的软件画法。控制图能对过程质量特性统计值进行测定、记录、评估,从而监察过程是否处于控制状态,简言之,控制图用以判断生产过程是否处于统计控制状态(是否存在异因),可以判断生产过程的异常,及时报警。质量控制图既可以由质量管理人员使用,也可以由第一线工人使用,日本115家中小企业平均每个厂用137张控制图;美国柯达公司5000名职工,共用35000张控制图,可见其重要性。工厂中使用控制图的数量在某种意义上反映了管理现代化的程度。控制图是质量管理7个工具的重要组成部分,也是六西格玛管理的重要工具。
质量管理软件分为专用软件与通用软件,后者如MINITAB,JMP、SPSS,SAS-QC等。许多专用软件ETM(ERP)中也有质量控制部分。本次只介绍MINITAB15中文版。MINITAB是美国宾夕法尼亚大学统计系开发,特别适用于质量管理。主要窗口有数据窗口(工作表)和会话窗口。可用粘贴等方法将数据填入工作表。在会话窗口发布命令和收到结果。
Pareto 图是一种条形图,其中水平轴表示所关注的类别(缺陷),而非连续尺度。类别通常是缺陷。将每种缺陷按百分比从大到小排列成条形,Pareto 图可帮助您确定哪些缺陷是“少数而关键”的缺陷,哪些缺陷为“多数而琐碎”。累积百分比线条帮助您判断每种类别所占的比例。Pareto 图可帮助你,着重改进能获得最大收益的方面。
画排列图可按如下步骤:将数据贴入工作表,为了清楚,在C1,C2下建立变量名“缺陷”和“频数”。缺陷的值是断裂,檫伤,…等;频数的值是10,42,…。
在会话窗口通过指令(在会话窗口点击)
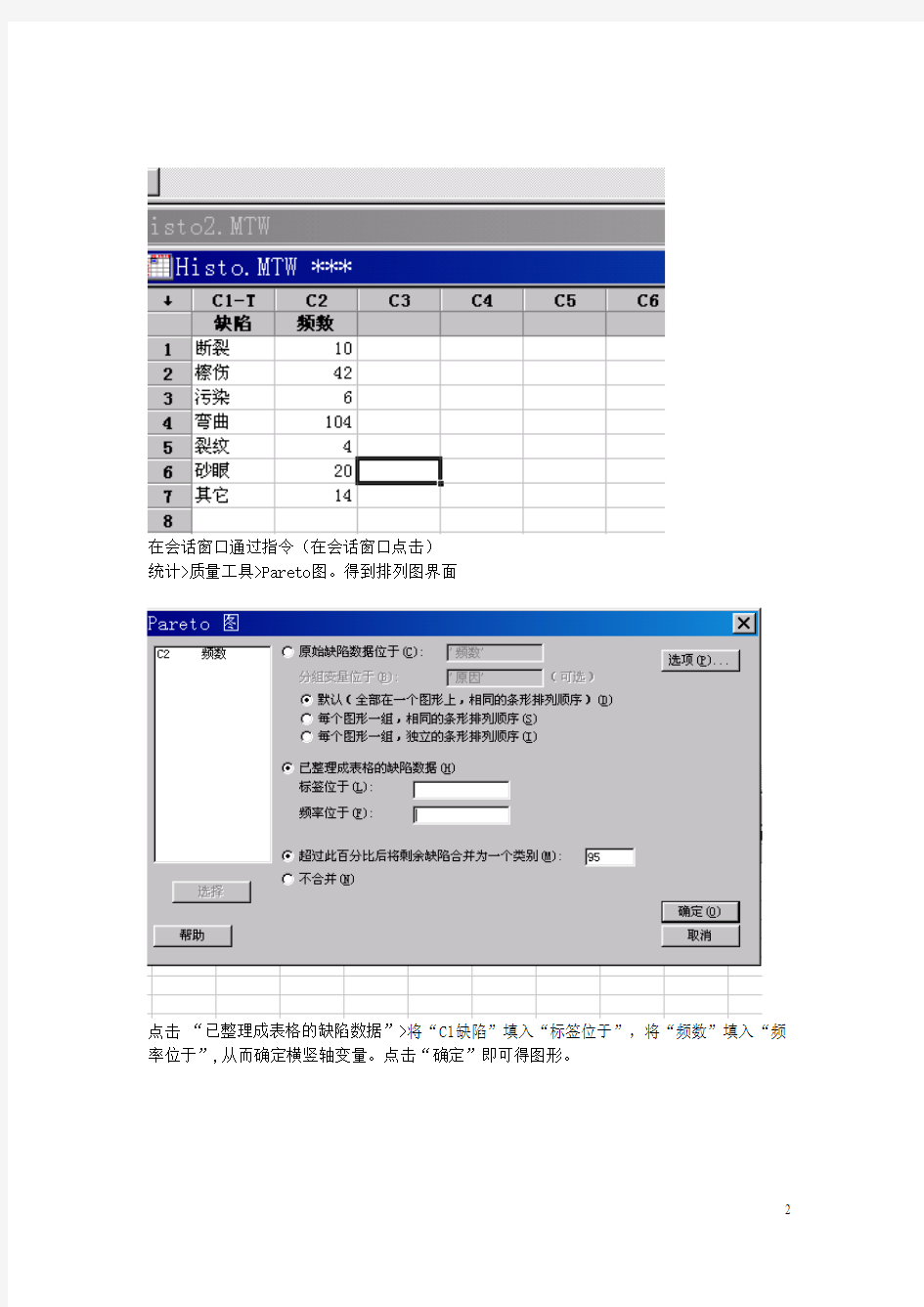
统计>质量工具>Pareto图。得到排列图界面
点击“已整理成表格的缺陷数据”>将“C1缺陷”填入“标签位于”,将“频数”填入“频率位于”,从而确定横竖轴变量。点击“确定”即可得图形。
从画出的图形可见次品的关键缺陷是弯曲和檫伤。
练习使炼油厂污水处理COD去除率低的缺陷和频数如下表,试写出画pareto图的步骤,执行并分析结果。
在会话窗口通过指令
图形>直方图。得到界面(选择图形内容的图片)
点黑4个图形中的右上图形,再点击“确定”后得直方图界面
将净重选为图形变量;再点击“确定”可得图形。
由所得图形可见:图形接近正态分布,从直方图角度而言,生产处于统计控制状态。
练习
100个样品的拉伸强度(kgf/cm 2
)如下表,试写出画直方图程序,执行并分析
控制图用于跟踪一段时间内的过程统计量并检测是否存在特殊因素变异。特殊因素所导致的变异可以被检测出并受控制。例如供应商、班次或周中天数的差异。而另一方面,常规因素变异是过程中所固有的偶然因素。当只有常规因素(而非特殊因素)影响过程输出时,过程即受控制,称为稳态。 一道工序达到统计控制称为稳定工序,每道工序都达到统计控制称为全稳生产线,SPC (统计过程控制)所以能够保证实现全过程的预防,依靠的就是全稳生产线。
控制图中有控制限:上控制线UCL 和下控制线LCL ,(它们又称为3σ线),并有按时间顺序抽取样本统计量的描点序列。稳态情况下,所描点落在控制线内概率是99.73%。当点未超出控制限,且这些点未显示出任何非随机异常时,过程即受控制。非随机异常包括:1.连续9点落在中心线同一侧。2.连续6点递增或递减。3.连续14点上下交替.. (见GB/T4901-2001《常规控制图》)。非随机性检查(8条判异准则可在该图通过指令:“选项>检验”进入检验框而让MINITAB 自行检查,但R 、S 、P 、C 、U 、NP 图只查前4项)。
常用控制图有:s R X -控制图、R X - 控制图、s X -控制图、R Me -控制图、 P 控制图、C 控制图和 U 控制图。
s R X -控制图、R X - 控制图、s X -控制图、R Me -控制图由两张图组成,上图反映
产品是否符合规格,下图反映设备精度。
s R X -控制图用于抽样比较困难,因而每个批次只抽一个样品的过程。
R X - 控制图通常用于跟踪容量为 8 或更小的样本的过程水平和过程变异,而 s X -控制图用于较大的样本。R Me -控制图具有稳健性,较少用。p 控制图,np 控制图
用于属性数据分析(只有正品次品两种状态情形), P 控制图绘制每个子组中缺陷品的比率。 np 控制图绘制每个子组中缺陷品的数量。C 和U 控制图用于服从Poisson 分布的缺
陷数(理论上,缺陷数量可以是无限的情形),通常称为计点数据。当抽样条件相同时(例如统计数据是同样长度布匹上的疵点数,同种铸件上的疵点数),使用 C 控制图。C 控制图绘制每个子组中的缺陷数 。当子组条件不固定时,使用 U 控制图,例如统计数据是不同长度布匹上的疵点数,不同种铸件上的疵点数,U 控制图绘制在每个子组中抽取的每单位样本的缺陷数,用疵点数与布匹长度或铸件重量的比来绘图。例如,如果您要统计电视屏幕内表面的瑕疵数,C 控制图将绘制同样大小屏幕内表面的实际瑕疵数,而 U 控制图将适用于不同尺寸屏幕内表面的实际瑕疵数,绘制所抽取样本中每平英寸(平方米)的瑕疵数。 画质量控制图中必须有“批次变量”,它最好取从1开始递增的自然数为值,放在横轴上。
为了检查判异准则,可以从指令“统计>控制图>…”进入“控制图框”,在该框上通过指令“选项>检验”查看8项准则。 3画s R X -控制图
例3 设在10个批次奶粉中测量水分含量百分比,得下表,画s R X -控制图
提示:此题抽样量少,每批次只抽一个样,只可用s R X -控制图。s R X -控制图由2张图对应,一张以均值为中心线,画出3σ控制线和观测值的折线图,另一张画出移动极差及其3σ控制线(相邻2次观测之差)折线图。若观测值和移动极差在3σ控制线外,或有非随机异常时,则不处于统计控制状态。
将批次变量“批次”和水分含量百分比变量x 存入工作表。即下列图片
在会话窗口通过指令
统计>控制图>单值的变量控制图〉I-MR 。得到画s R X 控制图界面
将纵轴变量选为x ,再点击 确定,得到图形是
由图形可见生产处于统计控制状态 练习
s R -控制图并分析 3.1 3.4 3.3 3.3 3.2 3.4 3.2 3.2 3.0 3.2 3.2 3.2 3.0 3.3 3.3 3.2 3.2 3.4 3.2 3.2 3.3 3.3 3.4 3.2 3.0 3.2 3.2 3.2 3.3 3.1 3.1 3.1 3.1 3.3 3.2 3.2 3.4 3.2 3.2 3.2 3.1 3.2 3.4 3.2 3.1 3.3 3.3 3.2 4画R X -控制图:
例4 设2007.7.3在25个批次螺拴中抽取螺拴扭矩子组,每个子组有5个样品,数据如下。画R X -控制图
X-图,该控制图由两张图对应:一张以总均值为提示:此例每个子组有5个样品,可画R
中心线,画出每个子组均值折线图及其3σ控制线,另一张以极差平均值为中心线,画出每个子组极差折线图和其3σ控制线图。若某个子组观测值或其极差在3σ控制线外,或有非随机异常时,则不处于统计控制状态。
为了清楚,选定“批次”为批次变量,1,2,3,4,5为子组观测值变量。将批次变量“批次”和变量“1”,“2”,“3”,“4”,“5”的值存入工作表。得
通过指令
X-图界面
统计>控制图>子组的变量控制图〉Xbar-R(B)。得到R
为了决定总极差,点击“Xbar-R选项”得界面(选择总R计算公式的图片)
图界面
R
选定“子组的观测值位于多列的同一行中”,使扭矩观测值作为纵轴变量,点击“确定”得到图形是
从上图可以看出第13批(批次变量=22)扭矩样本均值太小,超出3σ界外;从下图上可以看出第17批(批次变量=26)样本极差太大,超出3σ界外,因而不处于统计控制状态。
为了检查“非随机性”,可通过点击“Xbar-R选项”得以下界面,选择“检验”。
练习
-控制图并
R
分析
X-控制图
5画s
X-控制图
例5 对上例数据画s
X-图控制图由两张图对应:一张以总均值为中心线,画出每个子组均值折线图及提示:s
其3σ控制线,另一张以所有子组样本标准差平均值为中心线,画出每个子组样本标准差折线图和其3σ控制线图。若某个子组观测值或某个子组样本标准差在3σ控制线外,或有非随机异常时,则不处于统计控制状态。画图步骤是
为了清楚,选定“批次”为批次变量,1,2,3,4,5为子组观测值变量。将批次变量“批次”和变量的值“1”,“2”,“3”,“4”,“5”存入工作表。得
为了画图
在会话窗口通过指令
X-图界面
统计>控制图>子组的变量控制图〉Xbar-S(A)。得到s
点击Xber-S选项。得界面(决定总样本方差公式图片)
图界面
s
选定“子组的观测值位于多列的同一行中”,使扭矩观测值作为纵轴变量,点击“确定”得到图形是
从第2张图上可以看出第17批(批次变量=26)样本标准差太大,超出3σ界外;第13批(批次变量=22)样本均值太小,超出3σ界外,因而不处于统计控制状态。
练习
-控制图并
s
分析
Me-控制图:
6画R
例6
Me-控制图
MINITAB不能画R
7 P图(二项分布)
例7 某公司生产晶体管,每天随机抽取若干只,每天的批号为t,每天随机抽取数为n,检验不合格品数为f;数据如下,试画出P图并分析。
提示:p控制图以全体样品不合格品率为中心线,画出每个子组不合格品率3σ控制线,和每个子组不合格品率图。若不合格品率在3σ控制线外则不处于统计控制状态。
建立3个变量:批次,抽样量,次品数。输数据到工作表
通过指令统计>控制图>属性>控制图P(P)。得到P图界面
点击变量(V),得到数据。将次品数放入变量(V)空格。将抽样量放入子组大小(U)空格。点击确定,得图形
8 c图
例8 某厂从每天生产的录像带抽查1卷(长350m),测得不合格疵点数为下表,由于不合格疵点数服从Poisson分布,试画C图并进行分析。
提示:c 控制图以全体样品不合格品率为中心线,画出每个子组不合格品率3控制线,和每个子组不合格品率图。若不合格品率在3σ控制线外则不处于统计控制状态。 先将本数据(批次变量“批次”和疵点数的值)输入工作表
通过指令
统计>控制图>属性>控制图C(C),得到C 图界面
点击 疵点数>选择>确定。 得到图形是
直方图与散布图的制作及案例分析
前言 在现今的时代,信息决定一切,输赢成败,皆乎于信息的弹指之间.而数据,占据着信息的核心位置,种类繁多,杂类无张的数据总是让我们眼花缭乱,手忙脚乱,心烦意乱,最后而不知所措, 那么希望下面的一小结内容中的方法,能给各位同事的生活和工作带去一些启发和便利,今天我们主要共同要学习的就是七大手法中2大手法-直方图和特性要因图,这两种手法运用广泛,其作用也得了广大企业的认可,是简单而实用的管理工具.
直方图定义及作用 什么是直方图,它有什么作用? 1.直方图:直方图又称为柱状图,用直方图可以将杂乱无章的资料,解析出规则性,比较直观地看出产品质量特性的分布状态,对於资料中心值或分布状况一目了然,便於判断其总体质量分布情况。
直方图的制作步骤 A、收集数据,并记录于纸上。统计表上的资料很多,少则几十,多则上百,都 要一一记录下来,其总数以N表示。 B、定组数:1总资料数与组数的关系大约如下表所示: 数据N50-100100-250250以上 组数K6-107-1210-20 C、找出最大值(L)及最小值(S),并计算全距(R),R=L-S。 D、定组距(C),R÷组数=组距,通常是2.5或10的倍数。 E、定组界: 最小一组的下组界=S-测量值的最小位数(一般是1或0.1)×0.5 最小一组的上组界=最小一组的下组界+组距 最小二组的下组界=最小的上组界依此类推. F、决定组的中心点:(上组界+下组界)=组的中心点 G、制作次数分布表:依照数值大小记入各组的组界内,然后计算各组出现的次数。 H、制作直方图:横轴表示测量值的变化,纵轴表示次数,将各组 的组界标示在横轴上,各组的次数多少,则用柱形划在各组距上。
帕累托图、鱼骨图、散点图、条形图、直方图、趋势图、控制图总结概论
系统集成项目管理工程师教程 各种图的总结
目录 帕累托图 (3) 一、定义 (3) 二、最优 (3) 三、最优的条件 (4) 四、定律 (4) 鱼骨图 (6) 一、定义 (6) 二、鱼骨图的三种类型 (6) 三、鱼骨图制作 (6) 四、鱼骨图使用步骤 (7) 五、鱼骨图案例分析 (8) 六、用统计工具软件MINTAB制作鱼骨图 (8) 散点图 (9) 条形图 (10) 一、简介 (10) 二、描绘条形图的要素 (10) 直方图 (11) 一、科技名词定义 (11) 二、百科名片 (11) 三、目录 (11) 四、直方图的绘制方法 (12) 五、用直方图来观察和分析生产过程质量状况 (12) 六、如何判断直方图是否正常的形状: (13) 七、直方图在摄影上的应用 (15) 趋势图 (16) 一、简介 (16) 二、柱形图 (16) 控制图 (19) 一、百科名片 (19) 二、定义 (19) 三、作用 (20) 四、控制图的预防原理 (20) 五、统计过程控制的实质 (20) 六、计量值控制图 (21) 七、计数值控制图 (21) 八、判断稳态的准则 (22) 九、应用控制图需要考虑的问题 (23) 十、基本结构 (24) 十一、详细分类 (24) 十二、扩展阅读 (24)
帕累托图 一、定义 帕累托图又叫排列图、主次图,是按照发生频率大小顺序绘制的直方图,表示有多少结果是由已确认类型或范畴的原因所造成。它是将出现的质量问题和质量改进项目按照重要程度依次排列而采用的一种图表。可以用来分析质量问题,确定产生质量问题的主要因素。 按等级排序的目的是指导如何采取纠正措施:项目班子应首先采取措施纠正造成最多数量缺陷的问题。从概念上说,帕累托图与帕累托法则一脉相承,该法则认为相对来说数量较少的原因往往造成绝大多数的问题或缺陷。 帕累托图 排列图用双直角坐标系表示,左边纵坐标表示频数,右边纵坐标表示频率.分析线表示累积频率,横坐标表示影响质量的各项因素,按影响程度的大小(即出现频数多少)从左到右排列,通过对排列图的观察分析可以抓住影响质量的主要因素. 帕累托法则往往称为二八原理,即百分之八十的问题是百分之二十的原因所造成的。帕累托图在项目管理中主要用来找出产生大多数问题的关键原因,用来解决大多数问题。 在帕累托图中,不同类别的数据根据其频率降序排列的,并在同一张图中画出累积百分比图。帕累托图可以体现帕累托原则:数据的绝大部分存在于很少类别中,极少剩下的数据分散在大部分类别中。这两组经常被称为“至关重要的极少数”和“微不足道的大多数”。 帕累托图能区分“微不足道的大多数”和“至关重要的极少数”,从而方便人们关注于重要的类别。帕累托图是进行优化和改进的有效工具,尤其应用在质量检测方面。 二、最优 帕累托最优(Pareto Optimality),也称为帕累托效率、帕累托改善,是博弈论中的重要
高斯小学奥数含答案三年级(上)第02讲枚举法中的字典排列
枚举法中的字典排列 我明天先吃什么呢?先吃汉堡,不不,还 是 先吃玉米,哎,还是先吃饼干 吧!到底 先吃什么呢?共有多少种不同的吃 法? 基础例题: 在上一讲中我们学习了简单的枚举法一一直接把所有情况一一列举出来. 接枚举很有可能产生重复或者遗漏, 这时就需要有一些特别的方法来帮助我们枚举出所有情况. 本讲就 但如果问题较为复杂,直 如果我把这三个东西都带回去, 天吃1个,还可以再吃3天呢?
主要介绍两种枚举的方法:字典排列法和树形图法. 首字母相同的单词都在一起 同学们可以翻一下英汉字典,不难发现字典中单词排列的规律:整本字典按首字母从 a 到z 排列, 在首字母相同的单词中, 再按照第2个字母从a 到z 的顺序排列, 然后是
个字母,第4个字母所谓“字典排列法”,就是指在枚举时,像字典里的单词顺序那样排列出 3各一次可以组成多少个不同的三位数?用字典排列法枚举时,每个位置都勒* 按从小到大排列,枚举的顺序是:123, 132, 213, 231 , 312, 321 .下面我们用字典排列法来解决几个 问题. 例题1 .卡莉娅、墨莫、小高三个人去游乐园玩,三人在藏宝屋中一共发现了5件宝物,三人找到 的宝物数量共有多少种不同的可能?(可能有人没有发现宝物) 分析:每个人最少找到几件宝物?最多呢? 练习: 1.老师准备了6个笔记本奖励萱萱、小高和墨莫三人,每人至少得到1本笔记本,请问:老师有 多少种不同的奖励方法? 例题2 ?老师要求每个同学写出3个自然数,并且要求这3个数的和是8 ?如果两个同学写出的3 个自然数相同,只是顺序不一样,则算是同一种写法?试问:同学们最多能得出多少种不同的写法? 分析:注意顺序不同算一种写法,也就是三个数分别为(1、2、5)、(2、5、1 )和(5、1、2)都 算同一种写法. 练习: 2.三个大于0的整数之和(数与数可以相同)等于10,共有多少组这样的三个数? 用字典排序法枚举的时候,判断题目要求到底是“交换顺序后算作两种”还是“交换顺序后仍然是同一种”非常关键?往往题目中要求“交换顺序后仍然是同一种”,那么枚举的每个结果里就没有明确 的顺序关系;反之,那么枚举时要注意每个结果中应该都符合一定的顺序关系. 在求解计数问题时,审题非常关键?往往一字之差就会有天壤之别. 枚举法是解决计数问题的基础,但是对于比较复杂的问题,如果直接枚举很容易出现重复或者遗 漏.这时就需要预先把所有情形分成若干小类,针对每一小类进行枚举. 例题3 如下图所示,有7个按键,上面分别写着:1、2、3、4、5、6、7这七个数字?请 问: (1)从中选出2个按键,使它们上面的数字的差等于2, 一共有多少种选法? ftp f 1ft 0
品管七大手法之-柏拉图(排列图)
第4章柏拉图 77 第4章柏拉图(Pareto Diagram)排列图 一、前言 由生产现场所收集到的数据,有效的加以分析、运用,才能成为有价值的数据。而将此数据加以分类、整理并作成图表,充分的掌握问题点及重要原因,则是目前不可或缺的管理工具。而最为现场人员广泛使用于数据管理的图表为柏拉图。 二、柏拉图的由来 意大利经济学家V.Pareto(1848-1923)在1897年分析社会经济结构时,赫然发现国民所得的大部份均集中于少数人身上,于是将所得的大小与拥有所得的关系加以整理。发现有一定的方程式可以表示,称为[柏拉图法则]。 1907年美国经济学者M.O.Lorenz使用累积分配曲线来描绘[柏拉图法则],也就是经济学所谓的劳伦兹(Lorenz)曲线。 美国品管专家J.M.Juran(朱兰博士)将劳伦兹曲线应用于品管上,同时创出[Vital Few, Trivial Many] (重要的少数,次要的多数)的见解,并借用Pareto的名字,将此现象定为[柏拉图原理]。 [柏拉图]方法,由品管圈(QCC)的创始人日本石川馨博士介绍到品管圈活动中使用,而成为品管七大手法之一。 三、柏拉图的定义 1.根据所搜集的数据,按不良原因、不良状况、不良项目、不良 发生的位置等不同区分标准而加以整理、分类,从中寻求占最 大比率的原因、状况或位置,按其大小顺序排列,再加上累积 值的图形。 2.从柏拉图可看出那一项目有问题,其影响度如何,以判断问题 的症结所在,并针对问题点采取改善措施,故又称为ABC图。 (所谓ABC分析的重点是强调对于一切事务,依其价值的大小 而付出不同的努力,以获至效果;亦即柏拉图分析前面2-3项 重要项目的控制)。
均匀分布地和地分布服从正态分布
数学应用软件大型实验实验报告 实验序号:日期:2012 年 6 月 20日 班级信计100班姓名学号201020310216 中心极限定理的理论证明 实验 名称 问题背景描述: 图中每一个黑点表示钉在板上的一颗钉子.每排钉子等距排列,下一排的每个钉子恰在上一排两相邻钉子之间.假设有排钉子,从入口中处放入小圆珠.由于钉板斜放,珠子在下落过程中碰到钉子后以的概率滚向左边,也以的概率滚向右边.如果较大,可以看到许多珠子从处滚到钉板底端的格子的情形如图所示,堆成的曲线近似于正态分布. 如果定义:当第次碰到钉子后滚向右边,令;当第次碰到钉子后滚向左边,令.则是独立的,且那么由图形知小珠最后的位置的分布接近正态.可以想象,当越来越大时接近程度越好.由于时,.因此,显然应考虑的是的极限分布.历史上德莫佛第一个证明了二项分布的极限是正态分布.研究极限分布为正态分布的极限定理称为中心极限定理. 图一: 中心极限定律揭示了正态分布的意义:在实际问题中,常常需要考虑许多随机因素所产生的总的影响,如测量误差、炮弹射击的落点与目标的偏差等。同
时许多观察表明,若一个随机变量是由大量相关独立的随机因素的综合影响所构成的,而其中每一个随机因素的单独作用是微小的,则这样的随机变量通常服从或近似服从正态分布。这种现象就是中心极限定理产生的客观背景。 实验目的: 中心极限定理的核心内容是只要n 足够大,便可以把独立同分布的随机变量和的标准化当作正态变量,所以可以利用它解决很多实际问题,同时这还有助于解释为什么很多自然群体的经验频率呈现出钟形曲线这一值得注意的事实,从而正态分布成为概率论中最重要的分布,这就奠定了中心极限定理的首要功绩。本次试验就是用具体的实验来进行验证大量随机变量的和近似服从正态分布,用100个(0,1)上的独立均匀分布的和的分布与它近似的正态分布进行比较,作图来验证中心极限定理。又再1000个数来比较两个图来验证中心极限定理。 实验原理与数学模型: 实验原理: 中心极限定律,其内容是:当N 足够大的时候,N 个具有方差和均值的独立随机变量的代数和服从正态分布率。也就是说不管这N 个随机变量原来服从什么分布率,只要他们具有方差和均值,他们的代数和总是近似服从正态分布,N 越大,近似程度越高。 中心定理之一是林德贝格-勒维中心极限定理,它的内容是: 设{}n ξ是一列独立同分布的随机变量,记 n S =1n k k ξ=∑,1E a ξ=,2 1Var ξσ=, 则中心极限定理成立,即 (0,1)d n S na N n σ-??→ 所以由定理的条件知,它也被称为同分布的中心极限定理,同时可知德莫佛-拉普拉斯中心极限定理是它的一种特殊情形。 中心极限定理的第二个就是德莫佛-拉普拉斯中心极限定理是历史上最早得 到的中心极限问题的研究成果。它的内容是: 设()x Φ为标准正态分布的分布函数,对x -∞<<+∞,有 lim ()()n n S np P x x npq →+∞-≤=Φ
质量直方图与排列图法描述
统计过程操纵(SPC)与休哈特操纵图(四) 第八章排列图法和因果图法 一、排列图法 (一)什么是排列图 排列图是为查找要紧问题或阻碍质量的要紧缘故所使用的图。它是由两个纵坐标、一个横坐标、几个按高低顺序依次排列的长方形和一条累计百分比折线所组成的图。它的基本图形,见图9-1。 排列图又称帕累托图。最早是由意大利经济学家帕累托用来分析社会财宝的分布状况。他发觉少数人占有着绝大多数财宝,而绝大多数人却占有少量财宝处于贫困的状态。这种少数人占有着绝大多数财宝左右社会经济进展的现象,即所谓“关键的少数、次要的多数”的关系。后来,美国
质量治理专家米兰,把那个“关键的少数、次要的多数”的原理应用于质量治理中,便成为常用方法之一(排列图),并广泛应用于其它的专业治理。目前在仓库、物资治理中常用的ABC分析法就出自排列图的原理。(二)排列图的作图法 1.搜集数据搜集一定时期内的质量数据,按不同用途加以分层、 统计。 以某卷烟厂卷烟车间成品抽样检验时外观质量不合格品项目调查表中的数据为例(表9-1)。 2.作缺陷项目统计表为简化计算和作图,把频数较少的油点、软腰和钢印三次缺陷合并为“其它”项,其频数为37。 (1)把各分层项目的缺陷频数,由多到少顺序填入缺陷项目统计表,“其他”项放在最后,见表9-1。
(2)按表9-1的表头计算累计频数和累计百分比。并填入统计表9-2中。 3.绘制排列图绘制排列图的步骤如下: (1)画横坐标,标出项目的等分刻度。本例共七个项目。按统计袤的序号,从左到右,在每个刻度间距下填写每个项目的名称,如空松、贴口、......、其它。如图9-2。 (2)画左纵坐标,表示频数(件数、全额等)。确定原点为0和坐标的刻度比例,并标出相应数值,本例为100、200、300等等。 (3)按频数画出每一项目的直方图形,并在上方标以相应的项目频数。如空松458、贴口297等。 (4)画右纵坐标表示累计百分比。画累计百分比折线,可用两种方法。 方法1:定累计百分比坐标的原点为0,并任意取坐标比例(即累计百
控制图、排列图、直方图讲义
控制图、排列图和直方图 参考书: 张智勇(2004),基础质量管理工具,广东科技出版社 马逢时等,六西格玛管理统计指南,中国人民大学出版社。 全国质量专业技术人员职业资格考试办公室,质量专业理论与实务,第4章统计过程控制,中国人事出版社。 质量管理工具有七种主要工具:排列图,直方图、质量控制图、散点图、分层法、因果图和检验表(老7种)。 本次重点介绍排列图,直方图和质量控制图的软件画法。控制图能对过程质量特性统计值进行测定、记录、评估,从而监察过程是否处于控制状态,简言之,控制图用以判断生产过程是否处于统计控制状态(是否存在异因),可以判断生产过程的异常,及时报警。质量控制图既可以由质量管理人员使用,也可以由第一线工人使用,日本115家中小企业平均每个厂用137张控制图;美国柯达公司5000名职工,共用35000张控制图,可见其重要性。工厂中使用控制图的数量在某种意义上反映了管理现代化的程度。控制图是质量管理7个工具的重要组成部分,也是六西格玛管理的重要工具。 质量管理软件分为专用软件与通用软件,后者如MINITAB,JMP、SPSS,SAS-QC等。许多专用软件ETM(ERP)中也有质量控制部分。本次只介绍MINITAB15中文版。MINITAB是美国宾夕法尼亚大学统计系开发,特别适用于质量管理。主要窗口有数据窗口(工作表)和会话窗口。可用粘贴等方法将数据填入工作表。在会话窗口发布命令和收到结果。 Pareto 图是一种条形图,其中水平轴表示所关注的类别(缺陷),而非连续尺度。类别通常是缺陷。将每种缺陷按百分比从大到小排列成条形,Pareto 图可帮助您确定哪些缺陷是“少数而关键”的缺陷,哪些缺陷为“多数而琐碎”。累积百分比线条帮助您判断每种类别所占的比例。Pareto 图可帮助你,着重改进能获得最大收益的方面。 画排列图可按如下步骤:将数据贴入工作表,为了清楚,在C1,C2下建立变量名“缺陷”和“频数”。缺陷的值是断裂,檫伤,…等;频数的值是10,42,…。
QC七大手法之控制图
品管七大手法 七大手法:检查表、层别法、柏拉图、因果图、散布图、直方图、控制图 五、散布图 将因果关系所对应变化的数据分别描绘在X-Y轴坐标系上,以掌握两个变量之间是否相关及相关的程度如何,这种图形叫做“散布图”,也称为“相关图”。 1、分类 1)正相关:当变量X增大时,另一个变量Y也增大; 2)负相关:当变量X增大时,另一个变量Y却减小; 3)不相关:变量X(或Y)变化时,另一个变量并不改变; 4)曲线相关:变量X开始增大时,Y也随着增大,但达到某一值后,则当X值增大时,Y反而减小。 2、实施步骤 1)确定要调查的两个变量,收集相关的最新数据,至少30组以上; 2)找出两个变量的最大值与最小值,将两个变量描入X轴与Y轴; 3)将相应的两个变量,以点的形式标上坐标系; 4)计入图名、制作者、制作时间等项目; 5)判读散布图的相关性与相关程度。 3、应用要点及注意事项 1)两组变量的对应数至少在30组以上,最好50组至100组,数据太少时,容易造成误判; 2)通常横坐标用来表示原因或自变量,纵坐标表示效果或因变量; 3)由于数据的获得常常因为5M1E的变化,导致数据的相关性受到影响,在这种情况下需要对数据获得的条件进行层别,否则散布图不能真实地反映两个变量之间的关系; 4)当有异常点出现时,应立即查找原因,而不能把异常点删除; 5)当散布图的相关性与技术经验不符时,应进一步检讨是否有什么原因造成假象。 七、控制图 1、控制图法的涵义
影响产品质量的因素很多,有静态因素也有动态因素,有没有一种方法能够即时监控产品的生产过程、及时发现质量隐患,以便改善生产过程,减少废品和次品的产出?控制图法就是这样一种以预防为主的质量控制方法,它利用现场收集到的质量特征值,绘制成控制图,通过观察图形来判断产品的生产过程的质量状况。控制图可以提供很多有用的信息,是质量管理的重要方法之一。 控制图又叫管理图,它是一种带控制界限的质量管理图表。运用控制图的目的之一就是,通过观察控制图上产品质量特性值的分布状况,分析和判断生产过程是否发生了异常,一旦发现异常就要及时采取必要的措施加以消除,使生产过程恢复稳定状态。也可以应用控制图来使生产过程达到统计控制的状态。产品质量特性值的分布是一种统计分布.因此,绘制控制图需要应用概率论的相关理论和知识。 控制图是对生产过程质量的一种记录图形,图上有中心线和上下控制限,并有反映按时间顺序抽取的各样本统计量的数值点。中心线是所控制的统计量的平均值,上下控制界限与中心线相距数倍标准差。多数的制造业应用三倍标准差控制界限,如果有充分的证据也可以使用其它控制界限。 常用的控制图有计量值和记数值两大类,它们分别适用于不同的生产过程;每类又可细分为具体的控制图,如计量值控制图可具体分为均值——极差控制图、单值一移动极差控制图等。 2、控制图的绘制 控制图的基本式样如图所示,制作控制图一般要经过以下几个步骤: ①按规定的抽样间隔和样本大小抽取样本; ②测量样本的质量特性值,计算其统计量数值; ③在控制图上描点; ④判断生产过程是否有并行。 控制图为管理者提供了许多有用的生产过程信息时应注意以下几个问题: ①根据工序的质量情况,合理地选择管理点。管理点一般是指关键部位、关健尺寸、工艺本身有特殊要求、对下工存有影响的关键点,如可以选质量不稳定、出现不良品较多的部位为管理点; ②根据管理点上的质量问题,合理选择控制图的种类:
修图解密直方图控制曝光
跟老狼学修图(1) 后期PS(Photoshop修图技术)是学摄影中必不可少的一门技术,特别是现在年轻的摄影师都是PS高手,甚至许多人觉得照片不PS就不完整。当然,这样的理解也有误区,老狼学PS的时间很早,觉得PS的魅力在于让摄影拥有更多的变数和玩法,而不是本末倒置,让早期摄影变得更无趣,其中的奥秘现在就让老狼来告诉你吧! 看懂直方图中的奥秘 现在的数码相机内基本都有直方图功能,对大多数人来说,直方图太深奥,看不懂。对有摄影经验的人来说,直方图就是照片的医生,告诉你照片中所存在哪些问题。所以对于照片后期PS来说,首先我们应当学会在直方图中找到问题,然后才对症下药。 直方图,最直接的表达图片信息 直方图也叫柱状图,它以坐标轴上波形图的形式显示照片的曝光精度,其横轴表示亮度等级,从左侧0(暗色调)到右侧255(亮色调),将照片的亮度等级分为256级,而纵轴则表示每个亮度等级下的像素个数,峰值越高说明该明暗值的像素数量越多,在画面中所占的面积也就越大,将纵轴上这些像数值点连接起来,就形成了连续的直方图波形。通过直方图的横轴和纵轴我们可以理性地判断曝光是否合适,影像的层次是否丰富,是否超出了数码相机的动态范围等等。 从直方图中找问题
直方图在Photoshop中不仅可以查看,还可以直接进行调整。在Photoshop中点菜单:“图像→调整→色阶”即可弹出照片的直方图。我们所拍摄的照片有没有问题,在Photoshop中打开色阶调节面板,一看直方图,就知道哪些地方有问题,下面我们就从两张照片的直方图来分析。 曝光比较正确的照片 上图是一张曝光相对正确的照片,在Photoshop中打开色阶调节面板我们可以看到在直方图的左边有很高的一个波峰。这是因为对应照片的背景色彩非常的深,与人物的帽子上的高光形成强烈的反差。在右边整个波峰平缓而没有多少波峰,这是因为人物的衣服色彩过渡很平缓没有强烈的色彩对比。
质量管理工具-排列图法
质量管理工具—排列图法 排列图也叫主次因果分析图,又称巴氏图或帕累托图。是意大利经济学家帕累托发明的。他是确定影响产品质量的关键因素的一种工具。排列图反映了“关键的少数和次要的多数”的观点。 1、排列图的特点 (1)按问题的大小进行排列,以便找出关键因素。排列图按原因或状况分类,把数据从大到小排列,成为一种频率分布。 (2)强调分层分析,问题明确有利于确定问题的次序。 (3)强调用数据说话,每一项都有次数和累计百分比,以数据为根据,有说服力,能反应质量问题。 2、绘制排列图的步骤 (1)收集一定时期的质量数据; (2)把收集的数据进行分类; (3)整理数据,做排列计算表。按分类项目统计频数,计算频数和累计频率,并列表示之。频率很小的项目可以合并为“其他”排在最后。(见附表) 调查项目出现的频数频率表
3、绘制排列图 排列图一般有两个纵坐标,几个直方形和一条曲线组成。左边的纵坐标,表示频数;右边的纵坐标,表示累计频率,标度0-100%;横坐标,表示影响质量的各个因素或项目,按各影响因素影响程度的大小,从左至右排列;直方形的高度表示某项影响因素的大小,直方形标明质量问题的名称。在每个直方形上方右角标出累计值点,连接各点即成由左向右上升的曲线,这条曲线就称为帕累托曲线。 记录必要事项:主要记录图标题、获取数据时间、制图人、制图
时间。 4、根据排列图确定各类因素 通常把累计百分数分为三类: (1)0-80%为A类因素,也即是主要因素; (2)81%-90%为B类因素,也即是次要因素; (3)91%-100%为C类因素,也即是一般因素。 例图: 例图-1
三年级奥数字典排列法和树形图
第10讲字典排列法和树形图 知识要点 数学学习中经常会碰到列举有多少种不同情况的问题,要想做到不重复不遗漏,我们可以用以下方法来进行列举:字典排列法和树形图。 字典排列法:从首位开始,按一定的顺序(比如从小到大)枚举第一位,对于每种情况再按从小到大的顺序枚举第二位,依次类推。使用字典排列法时,一定要注意“分类”和“有序”。 树形图:确定起点,按照一定的顺序一一罗列,最后数终点个数。 精典例题 例1:算一算 (1)用1,2,3三张卡片可以组成多少个没有重复数字的三位数? (2)用数字1,2,3可以组成多少个不同的三位数?(数字可以重复使用) 模仿练习 妈妈买来苹果、香蕉和橘子3种水果,每种都有足够多个。淘气想挑3个水果吃,请问:他一共有多少种选择? 从高位到低位或从低位到高位依次有序选择每个数位上放的数字卡片
例2:在某地有四种不同面值的硬币,假如你恰有这四种硬币各1枚。问共能组成多少种不同的钱数?请你用加法算式一个一个例举出来。 模仿练习 有5 分、1 角、5 角、1 元的硬币各一枚,一共可以组成多少种不同的币值? 例3:小悦、东东、阿奇三个人一共有7本课外书,每个人至少有一本。问小悦、东东、阿奇分别有几本课外书? 按所用硬币数量从少到多或从多到少的顺序有序组成不同的钱数。 4 可将7拆成三个整数,每个数分别对应三个人每人分得的书的数量,找出所有的情况。 1 2 8
模仿练习 汤姆、杰瑞和得鲁比都有蛀牙,他们一起去牙医诊所看病,医生发现他们一共有8颗蛀牙,他们三人可能分别有几颗蛀牙? 精典例题 例4:一个人在三个城市A 、B 、C 中游览。他今天在这个城市,明天就必须到另一个城市。这个人从A 城出发,4天后还回到A 城,那么这个人有几种旅游路线? 模仿练习 甲、乙、丙3个人传球。第一次传球是由甲开始,将球传给乙或丙……经过4次传球后,球正好回到甲手中。那么一共有多少种不同的传球方式? 已知起点和终点以及要选择的步骤的数量和每步选择的要求,可以用树形图来枚举所有的方案,注意第四天要回到A 城,那么第三天就不能在A 城。
以及直方图排列图和因果图的绘制与分析资料
在前两篇文章中我们分别介绍了如何应用SAS软件进行质量数据的描述性统计分析,以及直方图、排列图和因果图的绘制与分析。下面我们将继续介绍SAS软件在质量管理中的应用:控制图和过程能力分析。 一、运用SAS进行过程能力分析 通过ISO9000:2000族标准我们可以看出,过程贯穿于标准始终。过程能力和过程能力指数应用得越来越广泛。过程能力是指工序过程生产出合格产品的能力,也是指过程在稳定状态下的胜任加工的能力,即人员、材料、机器设备、方法、环境、检测等质量因素充分规范化,处于稳定控制状态下所表现出来的保证工序过程质量的能力。过程能力指数是表示过程能力或工序能力满足过程质量标准要求程度的量值。 设某化学用品厂生产一种产品,每种产品需要反应试剂至少为5.00克,但是不能超过5.50克,为了控制生产过程,该厂QC小组用控制图对生产过程进行监控。QC小组以连续生产的5个产品为一个样本组,每间隔1小时抽取一个样本,共取25组,将数据记入表1中。首先选择Solutions菜单下的ASSIST模块,再依次选择DATAANALYSIS→ELEMENTARY→QUALITYCNTL→CAPABILITY,进入过程能力分析界面。在Activedataset栏里选择导入的数据集,再将观测值选入Variabletoanalyze(分析变量),再点击Specificationlimits进入公差界限界面,在Lowerspecificationlimit 栏里填入公差下限5.00,在Upperspecificationlimit栏里填入公差下限5.50。下面选择输出图形,在过程能力模块里,SAS提供了五种图形分析供我们选择,分别是:CDF 图、直方图(Histogram)、P-P图、Q-Q图以及概率图(Probability),或者不输出任何图形。本文我们在Plots栏里选择None,即不输出任何图形。点击Run运行程序后可以得到过程能力分析的结果。该结果由八部分组成,包括基本统计分析、正态检验、过程能力指数等等。限于篇幅,本文只列出部分分析结果,图1是过程能力指数分析的结果。SAS软件不仅计算了Cp、Cpl、Cpu以及Cpk值,同时还计算了各个值的95%置信区间。 由图1可知,该化学用品生产厂生产过程的过程能力指数Cp=1.113,修正的过程能力指数Cpk1.038,因此过程能力尚可,但必须用控制图或其他方法对过程进行控制和监督,以便及时发现波动异常,对产品按照正常规定进行检验。下面我们用控制图对该过程继续进行分析,以确定该过程是否出现波动异常。
统计过程控制(SPC)与休哈特控制图(四)
统计过程控制(SPC)与休哈特控制图(四) 第八章排列图法和因果图法 一、排列图法 (一)什么是排列图 排列图是为寻找主要问题或影响质量的主要原因所使用的图。它是由两个纵坐标、一个横坐标、几个按高低顺序依次排列的长方形和一条累计百分比折线所组成的图。它的基本图形,见图9-1。 排列图又称帕累托图。最早是由意大利经济学家帕累托用来分析社会财富的分布状况。他发现少数人占有着绝大多数财富,而绝大多数人却占有少量财富处于贫困的状态。这种少数人占有着绝大多数财富左右社会经济发展的现象,即所谓“关键的少数、次要的多数”的关系。后来,美国质量管理专家米兰,把这个“关键的少数、次要的多数”的原理应用于质量管理中,便成为常用方法之一(排列图),并广泛应用于其它的专业管理。目前在仓库、物资管理中常用的ABC分析法就出自排列图的原理。(二)排列图的作图法 1.搜集数据搜集一定时期内的质量数据,按不同用途加以分层、统计。 以某卷烟厂卷烟车间成品抽样检验时外观质量不合格品项目调查表中的数据为例(表9-1)。 2.作缺陷项目统计表为简化计算和作图,把频数较少的油点、软腰和钢印三次缺陷合并为“其它”项,其频数为37。 (1)把各分层项目的缺陷频数,由多到少顺序填入缺陷项目统计表,“其他”项放在最后,见表9-1。
(2)按表9-1的表头计算累计频数和累计百分比。并填入统计表9-2中。 3.绘制排列图绘制排列图的步骤如下: (1)画横坐标,标出项目的等分刻度。本例共七个项目。按统计袤的序号,从左到右,在每个刻度间距下填写每个项目的名称,如空松、贴口、......、其它。如图9-2。 (2)画左纵坐标,表示频数(件数、全额等)。确定原点为0和坐标的刻度比例,并标出相应数值,本例为100、200、300等等。 (3)按频数画出每一项目的直方图形,并在上方标以相应的项目频数。如空松458、贴口297等。 (4)画右纵坐标表示累计百分比。画累计百分比折线,可用两种方法。 方法1:定累计百分比坐标的原点为0,并任意取坐标比例(即累计百分比的比例与频数坐标的比例无关)。按各项目直方图形的右边线或延长线与累计百分比数值的水平线的各交点,用折线连接,如图9-3、图9-4。 方法2:累计百分比坐标以频数总数N的对应高度定为100%,以各项目的直方高度为长度而截取的各点,用折线连接。如图9-2。 (5)标注必要的说明。在图的左上方标以总频数N,并注明频数的单位;在图的下方或适当位置上 填写排列图的名称、作图时间、绘制者及分析结论等。 (三)排列图的分析 绘制排列图的目的在于从诸多的问题中寻找主要问题并以图形的方法直观地表示出来。通常把问题分为三类,A类属于主要或关键问题,在累计百分比0~80%左右;B类属于次要问题,在累计百分比80~90%左右;C类属于一般问题,在累计百分比90~100%左右。在实际应用中,切不可机械地按80%来确定主要问题。它只是根据“关键的少数、次要的多数”的原则,给以一定的划分范围而言。A、B、C三类应结合具体情况来选定。 主要问题项目(A类),可以用划线及“A”表示,如图9-3所示(虚线一定通过累计百分比折线上的某一点);或用阴影线表示,如图9-2;或用文字叙述来表示,如图9-4。在排列图上,一般只分析标注主要问题(A类)即可。
第二讲 枚举法中的字典排列
第二讲 枚举法中的字典排列 例题1 卡莉娅、墨莫、小高三个人去游乐园玩,三人在藏宝屋中一共发现了5件宝物,三人 找到的宝物数量共有多少种不同的可能?(可能有人没有发现宝物) 【分析】每个人最少找到几件宝物?最多呢? 练习1 老师准备了6本笔记本奖励萱萱、小高、墨莫三人,每人至少得到1本笔记本,请 问:老师有多少种不同的奖励方法? 例题2 老师要求每个同学写出3个自然数,并且要求这3个数的和是8.如果两个同学写出 的3个自然数相同,只是顺序不一样,则算是同一种写法。试问:同学们最多能得出 多少种不同的写法? 【分析】注意顺序不同算一种写法,也就是三个数分别为(1、2、5)(2、5、1)和(5、1、2) 都算同一种写法。 练习2 三个大于0的整数之和(数与数可以相同)等于10,共有多少组这样的三个数?
例题3 如图所示,有7个按键,上面分别写着:1、2、3、4、5、6、7这七个数字。请问: (1)从中选出2个按键,使它们上面的数字的差等于2,一共有多少种选法? (2)从中选出2个按键,使它们上面的数字的和大于9,一共有多少种选法? 【分析】第二问中的和大于9是什么意思?也就是最小等于10,那最大又是多少?和共有几 种可能? 练习 3 有一次,著名的探险家大米得到一个宝箱,但是宝箱有密码锁,密码锁下边有一行 小字:密码之和大于11的两个数字,而且这两个数字不能相同。不用考虑数字的先 后顺序,你知道密码共有多少种可能吗? 例题4 数一数图中包含星星的长方形(包括正方形)有多少个? 【分析】含星星的长方形会由几个小方格组成呢?我们可以依据长方形的种类进行分类。 练习4 如图,数一数图中包含星星的正方形有多少个?
三年级数学春第三讲字典排列法和树形图法
第三讲字典排列法和树形图法
先分类:1、2、3 再有序:1 2 3 所以,一共有6个没有重复的三位数:123,132,213,231,312,321。 记住:不重复,不回头。 先分类:不重复,三个数字相同,两个数字相同,分前面两个相同,后面两个相同,一前一后相同。 再有序:不重复:如(1)一共有6个没有重复的三位数:123,132,213,231,312,321。 三个重复:111,222,333一共有3个。 两个重复:前面:112,113 后面:211,311 一前一后:121,131 221,223 122,322 212,232 331,332 133,233 313,323 一共6×3=18个。 三种一起:6+3+18=27(个) 2 3 3 2 1 3 3 1 1 2 2 1
1分、2分、4分、8分各一枚 先分类,可以分取1枚,2枚,3枚,4枚4种取法。 再有序: 1枚:1分,2分,4分,8分共4种 2枚:1分-2分,1+2=32分-4分,2+4=64分-8分,4+8=128分-无,不可取了1分-4分,1+4=52分-8分,2+8=10 1分-8分,1+8=9 所以:3+2+1=6种 记住:不回头,不重复。 3枚:1分-2分-4分1+2+4=7 1分-2分-8分1+2+8=11 1分-4分-8分1+4+8=13 2分-4分-8分2+4+8=14 所以:3+1=4种 4枚:1分-2分-4分-8分1+2+4+8=15 只有1种 所以:一共有4+6+4+1=15种不同的钱数。
分析:可以将7拆成三个整数,每个数分别对应三个人每人分得书的数量,找出所有的情况。 每个数最小是1,最大是7-1-1=5,而且可以相同,而且人的顺序也可以变化。故可以列举如下: 1-1-5,1-2-4,1-3-3,1-4-2,1-5-1 5种 2-1-4,2-2-3,2-3-2,2-4-1 4种 3-1-3,3-2-2,3-3-1 3种 4-1-2,4-2-1 2种 5-1-1 1种 所以,5+4+3+2+1=15种。有15种不同的情况。
排列图法工程项目管理
§5.3.2 工程项目质量控制方法 排列图法 是分析影响质量主要问题的方法。 就是找出影响质量的主次因素。 将影响质量的因素按累计频率分为三类: A类的累计频率为0~80%,为主要因素; B类的累计频率为80%~90%,为次要因素; C类的累计频率为90%~100%,为一般因素。注意:主要因素一般不超过三个。
试:分析主次因素? 3 其它 2砂浆终凝前压光不足2水泥标号太低 7砂浆配合比不当5后期养护不良45砂粒径过细16砂含泥量过大出现房间数 地坪起砂的原因§5.3.2 工程项目质量控制方法 例:某建筑工程对房间地坪质量不合格问题进行了调查,发现有80间房间起砂,调查结果统计如下:
§5.3.2 工程项目质量控制方法 100% 80 3 Ⅶ 其它 96.2%772 Ⅵ 砂浆终凝前压光不足93.8%752 Ⅴ 水泥标号太低91.3%735 Ⅳ 后期养护不良85%687 Ⅲ 砂浆配合比不当76.2%6116 Ⅱ 砂含泥量过大56.2%4545 Ⅰ 砂粒径过细累计频率累计频数频 数项目 第一步:绘制地坪起砂原因的排列表:
频数 累计频数(%) 4080706010090302010500 80706050403020100 Ⅰ Ⅱ Ⅲ Ⅳ Ⅴ Ⅵ Ⅶ 45 16 7 5 2 3 256.2 76.2 85 91.393.8 96.2 A B C §5.3.2 工程项目质量控制方法 第二步:绘制排列图
§5.3.2 工程项目质量控制方法 结论: A类主要因素是:砂粒径过细 砂含泥量过大 B类次要因素是:砂浆配合比不当 后期养护不良 C类一般因素是:水泥标号太低 砂浆终凝前压光不足 其它
用Excel2007制作直方图和正态分布曲线图
用Excel2007制作直方图和正态分布曲线图 ? ?| ?浏览:3677 ?| ?更新:2014-04-15 02:39 ?| ?标签: ? 1 ? 2 ? 3 ? 4 ? 5 ? 6 ?7 在学习工作中总会有一些用到直方图、正态分布曲线图的地方,下面手把手教大家在Excel2007中制作直方图和正态分布曲线图
工具/原料 ?Excel(2007) 方法/步骤 1. 1 数据录入 新建Excel文档,录入待分析数据(本例中将数据录入A列,则在后面引用中所有的数据记为A: A); 2. 2 计算“最大值”、“最小值”、“极差”、“分组数”、“分组组距”,公式如图: 3. 3 分组 “分组”就是确定直方图的横轴坐标起止范围和每个小组的起止位置。选一个比最小值小的一个恰当的值作为第一个组的起始坐标,然后依次加上“分组组距”,直到最后一个数据值比“最大值”大为止。这时的实际分组数量可能与计算的“分组数”有一点正常的差别。类似如下图。 4. 4 统计频率 “频率”就是去统计每个分组中所包含的数据的个数。 最简单的方法就是直接在所有的数据中直接去统计,但当数据量很大的时候,这种方法不但费时,而且容易出错。
一般来说有两种方法来统计每个小组的数据个数:1.采用“FREQUENCY”函数;2.采用“COUNT I F”让后再去相减。 这里介绍的是“FREQUENCY”函数方法: “Date_array”:是选取要统计的数据源,就是选择原始数据的范围; “Bins_array”:是选取直方图分组的数据源,就是选择分组数据的范围; 5. 5 生成“FREQUENCY”函数公式组,步骤如下: 1. 先选中将要统计直方图每个子组中数据数量的区域 6. 6 2. 再按“F2”健,进入到“编辑”状态 7.7 3. 再同时按住“Ctrl”和“Shift”两个键,再按“回车Enter”键,最后三键同时松开,大功告成! 8.8 制作直方图 选中统计好的直方图每个小组的分布个数的数据源(就是“频率”),用“柱形图”来完成直方图: 选中频率列下所有数据(G1:G21),插入→柱形图→二维柱形图
统计过程控制与休哈特控制图完整版
统计过程控制(SPC)与休哈特控制图 (完整版) 目录: 统计过程控制(SPC )与休哈特控制图(一) 第一章 统计过程控制(SPC ) 一、什么是SPC 二、SPC 发展简史 三、什么是SPCD 与SPCDA? 四、SPC 和SPCD 的进行步骤 五、宣贯ISO9000国际标准与推行SPC 和SPCD 的关系 第二章 控制图原理 一、控制图的重要性 二、什么是控制图 三、控制图原理的第一种解释 四、控制图原理的第二种解释 五、控制图是如何贯彻预防原则的 第三章两类错误和3σ方式 一、两类错误 二、3σ方式 第四章分析用控制图与控制用控制图 一、分析用控制图与控制用控制图 二、哈特控制图的设计思想 三、判断稳态的准则 四、判断异常的准则 统计过程控制(SPC )与休哈特控制图(二) 第五章休哈特控制图 一、特控制图的种类及其用途 二、应用控制图需要考虑的一些问题 三、-R(均值-极差)控制图 四、-s(均值-标准差)控制图 五、Xmed-R(中位数-极差)控制图 x x
六、x-Rs(单值-移动极差)控制图 七、p{不合格晶率)控制图 八、pn(不合格晶数)控制图 九、c(缺陷数)控制图 十、u(单位缺陷数)控制图 十一、计量值控制图与计数值控制图的比较 统计过程控制(SPC)与休哈特控制图(三) 第六章通用控制图 一、标准变换与通用图 二、直接打点法 三、Pt(通用不合格晶率)控制图和pnt(通用不合格品数)控制图 四、Ct(通用缺陷数)控制图和Ut(通用单位缺陷数)控制图 第七章两种质量诊断理论 一、两种质量诊断理论 二、两种质量 三、两种质量诊断理论的思路 四、两种控制图的诊断 五、两种工序能力指数的诊断 统计过程控制(SPC)与休哈特控制图(四) 第八章排列图法和因果图法 一、排列图法 三、其它常用的图表 第九章直方图法 一、什么是直方图 二、直方图的作法 三、直方图的观察分析 四、直方图的定量描述 五、直方图与分布曲线 六、直方图法在应用中常见的错误和注意事项 第十章散布图法 一、什么是散布图 二、散布图的作图方法 三、散布图的判断分析 四、散布图法在应用中应注意的事项
用EXCEL制作直方图和正态分布图
制作直方图 1、数据录入 新建Excel文档,录入待分析数据(本例中将数据录入A列,则在后面引用中所有的数据记为A:A);2 2、计算最大值、最小值、极差、分组数、分组组距 其中:极差=最大值-最小值,分组数=数据的平方根向上取整,分组组距=极差/ 分组数 3、分组 分组就是确定直方图的横轴坐标起止范围和每个小组的起止位置。选一个比最小 值小的一个恰当的值作为第一个组的起始坐标,然后依次加上“分组组距”,直 到最后一个数据值比“最大值”大为止。这时的实际分组数量可能与计算的“分 组数”有一点正常的差别。 4、统计频率 “频率”就是去统计每个分组中所包含的数据的个数。 序号分组频数频率(%) 最大值57.9 1 50.50 0 0.00 最小值50.6 2 50.91 1 0.00 极差7.3 3 51.31 0 0.00 分组数18 4 51.72 1 0.00 分组组距0.406 5 52.12 6 0.02 6 52.53 7 0.02 7 52.94 24 0.08 8 53.34 59 0.20 9 53.75 37 0.12 10 54.15 38 0.13 11 54.56 36 0.12 12 54.97 28 0.09 13 55.37 18 0.06 14 55.78 22 0.07 15 56.18 10 0.03 16 56.59 3 0.01 17 57.00 6 0.02 18 57.40 0 0.00 19 57.81 2 0.01 20 58.21 1 0.00
5、制作直方图 选中统计好的直方图每个小组的分布个数的数据源(就是“频率”),用“柱形图”来完成直方图:选中频率列下所有数据(G1:G21),插入→柱形图→二维柱形图 6、修整柱形图 选中柱形图中的“柱子”→右键→设置数据系列格式: (1)系列选项,分类间距设置为0%; (2)边框颜色:实线,白色(你喜欢的就好) (3)关闭“设置数据系列格式”窗口 10 20 30 40 50 60 70 1234567891011121314151617181920 系列1 10 20 30 40 50 60 70 1234567891011121314151617181920 频数 频数