70032枯矾饮片生产工艺规程
江西臻药堂药业股份有限公司
1.产品概述
1.1 品名:枯矾,成品代码CP70032。
1.2 性状: 本品呈不规则的块状或粒状。质硬而脆。气微,味酸、微甘而极涩。
1.3 性味与归经: 酸、涩,寒。归肺、脾、肝、大肠经&
1.4 功能与主治:外用解毒杀虫,燥湿止痒;内服止血止泻,祛除风痰。外治用于湿疹,疥癣,脱肛,痔疮,婷耳流脓;内服用于久泻不止,便血,崩漏,癫痫发狂。枯矾收湿敛疮,止血化腐。用于湿疹湿疮,脱肛,痔疮,聘耳流脓,阴痒带下,鼻衄齿衄,鼻癔肉。
1.5 用法用量:0.6?1.5g。外用适量,研末敷或化水洗患处。
1.6 规格与包装规格:3g/6g/9g/10g/15g/0.25kg/0.5kg/1kg/2kg/5kg/30kg/40kg/50kg包。
1.7贮存:置干燥处。
2.处方依据及制法
2.1 依据:
《黑龙江省中药饮片炮制规范》2012年版
2.2 处方
白矾
2.3 批量
每批按100kg进行换算物料消耗定额。
2.4制法
取原药材,净制、锻制。
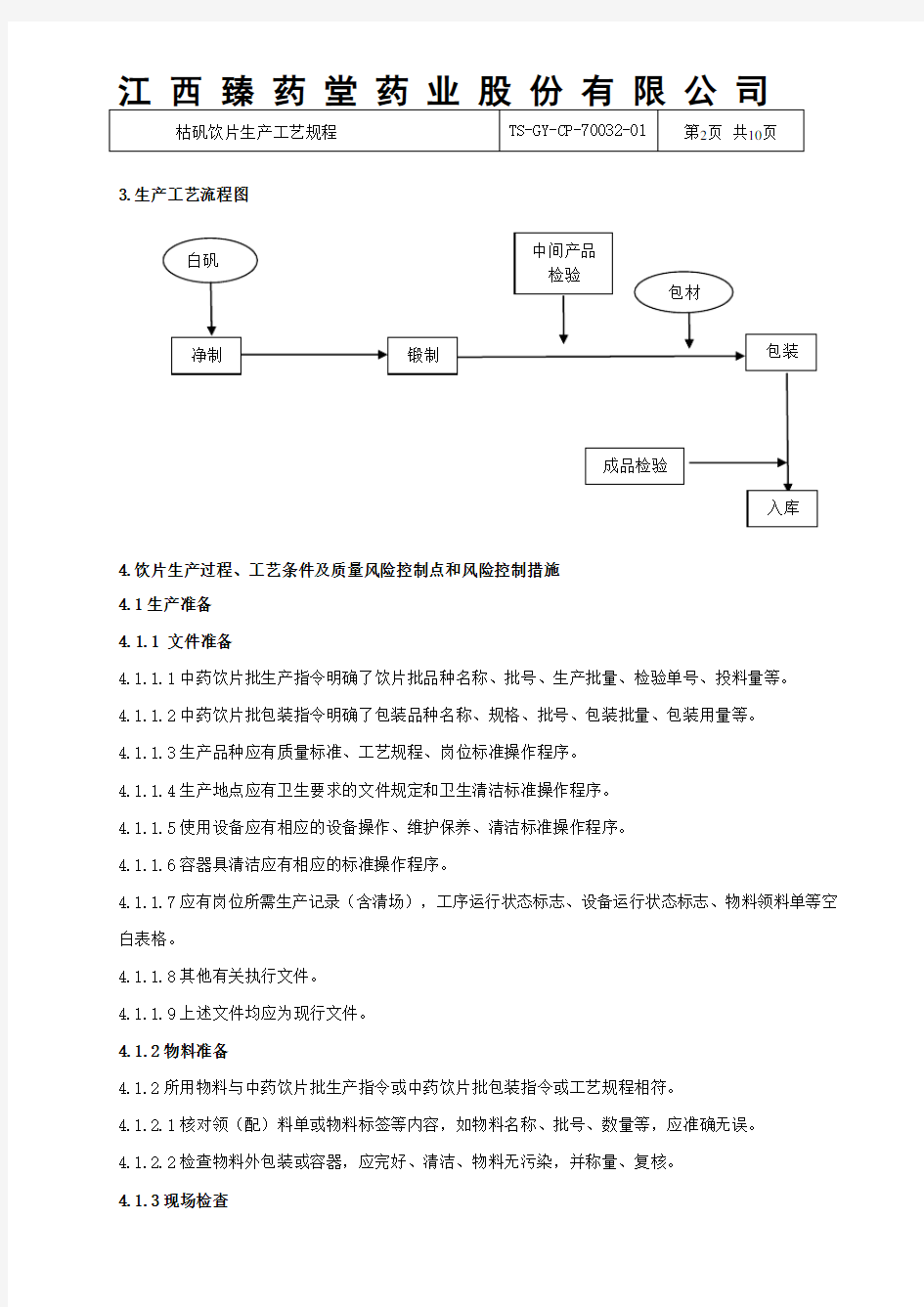
3.生产工艺流程图
4.饮片生产过程、工艺条件及质量风险控制点和风险控制措施
4.1生产准备
4.1.1 文件准备
4.1.1.1中药饮片批生产指令明确了饮片批品种名称、批号、生产批量、检验单号、投料量等。
4.1.1.2中药饮片批包装指令明确了包装品种名称、规格、批号、包装批量、包装用量等。
4.1.1.3生产品种应有质量标准、工艺规程、岗位标准操作程序。
4.1.1.4生产地点应有卫生要求的文件规定和卫生清洁标准操作程序。
4.1.1.5使用设备应有相应的设备操作、维护保养、清洁标准操作程序。
4.1.1.6容器具清洁应有相应的标准操作程序。
4.1.1.7应有岗位所需生产记录(含清场),工序运行状态标志、设备运行状态标志、物料领料单等空白表格。
4.1.1.8其他有关执行文件。
4.1.1.9上述文件均应为现行文件。
4.1.2物料准备
4.1.2所用物料与中药饮片批生产指令或中药饮片批包装指令或工艺规程相符。
4.1.2.1核对领(配)料单或物料标签等内容,如物料名称、批号、数量等,应准确无误。
4.1.2.2检查物料外包装或容器,应完好、清洁、物料无污染,并称量、复核。
4.1.3现场检查
4.1.3.1检查生产场所清洁、卫生、应符合该区卫生要求,有清洁、清场合格证。
4.1.3.2需用的设备、设施应完好,有正常标志。
4.1.3.3容器具应符合清洁要求,并有“已清洁”标志。
4.1.3.4计量器具测试范围符合生产要求,并有“检定合格证”,对生产用的测试仪器、仪表按要求进行必要的调试,符合生产需要。
4.1.4记录
4.1.4.1操作人员检查后填写检查记录,并签名。
4.1.4.2岗位负责人对检查结果进行复核,符合要求签名确认。
4.1.5安全检查
4.1.
5.1班前要进行检查,有安全检查表的要依安全检查表进行检查。对运转设备要进行试车听诊、视诊,必要的润滑,和防护措施的检查。要排除设备的安全隐患。要做好防冻或降温工作,电气设备要防止漏电伤人、短路或过载起火。
4.2备料
4.2.1 领用前的核对与计算
4.2.1.1备料人员根据中药饮片批生产指令或中药饮片批包装指令核对所需领物料的品名、批号、规格、数量及合格标志等;
4.2.1.2核对无误后,开出领料单由车间管理人员审核、签字,到仓库领料;
4.2.1.3发现以下问题时领料不得进行;
①未经检验或检验不合格的物料;
②包装容器内无标签或物料标识卡、合格证;
③因包装被损坏、内容物已受到污染;
④已霉变、虫蛀、鼠蛟烂;
⑤在仓库存放已过复验期,未按规定进行复验;
⑥其他有可能给产品带来质量问题的异常现象。
4.2.2物料的称量:
4.2.2.1称量原辅料的衡器应经校验合格,并在有效期内;
4.2.2.2物料称量所用的容器要求不影响物料的化学性质。严禁用同一容器两次(或多次)称量不同的物料;
4.2.2.3称量时所用的取样器,必须预先作清洁处理,不影响和污染物料;
4.2.2.4未用完的物料要及时封扎,并标出品名、批号、取样量、剩余量等。
4.2.2.5所有物料称量均要求一人称量,一人复核,谨防差错,并由称量人、复核人签字。特殊物料的称量需QA人员复核签字。
4.2.2.6每称完一料要将所用衡器归零复位。
4.2.3物料进入作业区及标示
4.2.3.1物料进入作业区必须严格遵守物料进入作业区程序;
4.2.3.2被拆去外包装的物料,应重新对物料进行标示,(可挂物料标示卡),内容包括:名称、规格、数量、批号、拆封日期等。
4.3净选:将按中药饮片批生产指令领取的白矾移至净选岗位“待加工”区域。将药材置于药材净选台上人工挑选,去除非药用部位,杂质.一次倾置量不能太多。净制好的药材装入洁净容器内,称量,挂好物料标签,并移至“已加工”区域,杂质倒入废弃桶内。
4.4锻制:设定煅药机温度为580-620℃,按启动炒药机预热约30分钟,至设定温度时,净制好的材料倒入煅药锅内煅炙,每锅煅炙数量不超过20公斤,炒至药材表面颜色变深黄色,取出。
4.5包装:
4.5.1标签打印:根据中药饮片批包装指令填写物料领料单领取标签(合格证)、包装袋,复核品名、规格、数量与包装指令应相符。根据包装指令由岗位负责人或指定专人盖印(或填入)品名、规格、产品批号、生产日期等。将盖印(或填入)好的标签发放到包装工序使用。发放标签要有领用人签名、核对应无误。
4.5.2内包装:领取检验合格后的中间产品。按中药饮片批包装指令规格将加工炮炙好饮片称重,手工装入已贴好产品标签(合格证)相应规格的包装袋中,用封口机封口,设置封口机置相应位置,并进行检查是否漏气。
4.5.3取样:在包装过程中按《成品取样标准操作程序》进行取样,填写成品请验单。
4.5.4入库:包装完成后,填写入库单,移至成品库,挂好待验牌。检验合格后,挂好合格牌。
4.6生产结束
各工序生产结束后应按规定作好清洁、清场、收率计算、物料结退以及批生产记录等工作。
4.6.1 清洁与清场
4.6.1.1作业人员在加工作业结束后,先将加工好的物料转移到指定处。
4.6.1.2清理设备、容器、室内产品遗留物。剩余物料能回收的可作上标示,待下批生产同品种时掺入,不能回收的要及时处理。
4.6.1.3整理室内器具,清除废物贮器中的废物。
4.6.1.4按清洁操作规程对室内设备、器具、场所进行清洁。
4.6.1.5 QA人员按要求进行清场检查、评价,符合要求发给清场合格证,不符合要求,按程序重新清场。
4.6.2结料与退料
4.6.2.1每个工序每批产品生产结束后,都必须进行物料使用情况的统计,应符合规定定额;
4.6.2.2剩余的原辅料经检查质量、数量后应及时封装,防止污染。包装上注明名称、剩余数量、封装日期、封装人、复核人等,退库或退回车间暂存间,并做好记录。
4.6.2.3当物料结算发生偏差时,应按偏差处理程序及时处理,并记录。
4.6.3批生产记录:
4.6.3.1批生产记录各岗位记录由岗位操作人员填写,岗位负责人、QA员审核签字,后交车间工艺员汇总、整理、审核。
4.6.3.2填写岗位生产记录应符合以下条件;
①内容真实、记录及时;
②字迹清晰,不得用铅笔填写;
③不得撕毁或任意涂改,需要更改时不得使用涂改液,应划去后旁边重写,签字并标明日期;
④按表格内容填写齐全,不得留有空格,如无内容填写时机用“——”表示,内容与上项相同时应重复抄写,不得作“〃〃”或“同上”表示;
⑤品名不得简写;
⑥与其他岗位、班组之间有关的操作记录应做到一致性、连贯性;
⑦操作者,复核者应填写全姓名,不得只写姓或名;
⑧填写日期一律横写,并不得简写。
4.6.3.3车间主任将整理好批生产记录及时交质量管理部经理审核。
4.7各工序工艺要点
4.7.1净选:药材净选后要求无杂质和非药用部位。
4.7.2煅制:设定煅药机温度为580-620℃,炒至药材表面颜色变深黄色,取出。
4.7.3包装:标签打印应正确、清晰,封口机置相应位置,封合应严密,不漏气。
4.8.质量风险控制点和风险控制措施
5.工艺卫生和环境卫生
5.1 环境卫生:生产区环境卫生按照《一般生产区卫生管理制度》执行。
5.2 工艺卫生
5.2.1 一般生产区卫生要求
5.2.1.1 本区域按《一般生产区卫生管理制度》执行。
5.2.1.2 本区域内人员按《生产区员工个人卫生管理规定》执行。
5.2.1.3 生产人员健康要求应执行《员工健康管理制度》,凡从事药品生产(工作)的人员,必须健康,每年体检一次,建立健康档案。患有传染病、皮肤病、体表有伤口者、隐性传染病、精神病者不能从事直接药品生产工作。
5.2.1.4一般生产区工作服装、清洁用具、模具零配件、消毒剂配制均应执行相应的管理制度。
6. 产品生产过程SOP及执行要求
6.1 生产过程执行SOP表
表1
6.2.1 操作者在生产过程中必须严格执行本工序及相关管理制度,严禁违规操作。
6.2.2 生产管理人员、QA检查员、工艺技术员必须严格按照相关SOP及管理制度检查、落实。
7. 原辅材料、中间产品和成品质量标准及检验规程
7.1 原辅材料质量标准和检验规程:
表2
7.2 中间产品质量标准和检验规程
7.2.1 质量标准:枯矾中间产品内控质量标准。
7.2.2 检验规程:枯矾中间产品检验规程。
7.3 成品质量标准和检验规程
7.3.1 质量标准:枯矾饮片成品内控质量标准。
7.3.2 检验规程:枯矾饮片成品检验规程。
8. 包装材料质量标准
8.1包装材料
8.1.1 药用低密度聚乙烯袋
8.1.1.1 外形:外表应平整,无污染,允许有轻微的皱纹,但热合处不允许有。不允许有划伤、烫伤、气泡等现象。
8.1.1.2 详见《药用低密度聚乙烯袋质量标准》。
8.2 标签等包装材料
8.2.1 外包装材料主要指标签(合格证)。
8.2.2详见《合格证(标签)内控质量标准》。
9. 生产场所和主要设备说明
9.1生产场所说明
表3
9.2主要设备说明
表4
10. 安全生产与劳动保护
10.1 技术安全
10.1.1 特殊设备(卧式润药机等),必须按照国家相关规定,每年进行检测,确保设备运行安全、可靠;操作人员必须经过岗位培训和相关培训后,获得上岗证方能上岗操作,严禁无证上岗,确保安全。
10.1.2 加强安全教育,遵守操作规程,做到安全用电、用汽,防火防爆;坚守岗位,巡查设备运转情况,发现异常情况及时停止运行并报告上级人员。
10.1.3 特殊工种(如电工、锅炉工等)必须执行国家相关安全生产操作规程,上岗人员必须持证上岗,杜绝无证操作。
10.1.4 高温、高压工种,必须安装通风排气装置,确保操作者身体健康。
10.1.5 凡接触有毒、有害、易燃易爆物质的操作者,必须按照国家相关规定佩戴劳动保护用品,保证操作者人身安全。
10.1.6 设备清洁与维护保养必须切断电源,设备完全停止运行后才能进行,压力容器不得容器带压维修。
10.2 劳动保护
10.2.1 操作人员必须按规定穿戴工作服、鞋、帽、口罩进行操作,特殊工种按照本工种要求穿戴具劳动保护性能的工作服。
10.2.2 进行高温操作的生产人员,必须穿戴耐温手套,防止蒸汽烫伤。
11. 物料平衡计算
11.1 物料平衡:产品或物料的理论产量或理论用量与实际产量或实际用量之间的比较,并适当考虑可允许的偏差。
11.2 收率计算:
实际值(实际产量或实际用量)
收率= ×100%
理论值(理论产量或理论用量)
11.3 物料平衡计算:
实际值(实际产量或实际用量)+损耗量
物料平衡= ×100% 理论值(理论产量或理论用量)
11.4 理论值:本工序领用的原辅料或中间品的数量计算得出正常产量或包装材料用量。
11.5 实际值:为生产过程中中间品或成品的实际产出量;或包装材料的实际使用量。该产品检验取样、
留样观察、记录样本均应计算入内。
11.6 损耗量:包括收集的废品量(破损、打烂、已打批号、打错批号不能用的物料等)、不合格物料
(捕尘系统、真空系统、操作场地收集的残余物等)。
11.7 物料平衡范围:
表5
11.8 包装材料消耗定额
表6
11.9 偏差处理:当收率偏离标准范围或物料平衡出现异常时应及时查明原因并分析可能对产品质量造
成的影响,采取必要的处理措施。如对产品质量有影响,应及时向上级报告,并作出返工或销毁处理的
决定。
12. 批量与生产周期
12.1 产品批号按批号制订管理规程要求,经生产技术部负责人审核确认,与批生产指令一同下发车间。
12.2 指令批量由生产技术部核定与生产指令一同下发车间。
12.3岗位工序定时
表7
13.劳动组织与岗位定员
13.1劳动组织
13.1.1 生产车间实行车间与岗位两级管理,以生产工序设岗位。
13.1.2 饮片车间设净选岗位,洗、润、切、干燥岗位,蒸制岗位,炒制岗位,煅制岗位,选片、包装岗位。
13.2饮片车间岗位定员
表8