机械加工常用设备的分类与用
学习任务一机械加工常用设备的分类与用途
学习活动1识读金属切削机床的型号
学习目标:完成本单元学习后,你能按我国现行金属切削机床的分类及型号的编制方法,识读常见金属切削机床铭牌中的型号。
入门引导:当你走进车间看见机床设备上的这些铭牌时,你能说出铭牌上的这些型号的含义吗?下面我们将学习这方面的知识。
机床的铭牌
知识学习:
一、机械加工及常用设备
机械加工是通过工人操作金属切削机床,利用切削刀具从工件上切除多余材料,使之获得图样要求零件的几何形状、位置精度、尺寸精度、表面质量等。
金属切削机床是用切削的方法将原材料加工成机械零件的设备,可简称机床。它是用切削加工方法将金属(或其他材料)的毛坯或半成品加工成零件的机器。由于是制造机械的机器,故又称“工作母机”或“工具机”。
随着生产发展及工艺的革新,金属切削机床的品种及规格不断增加,可按以下不同方法进行分类:
1、加工性质和使用刀具
车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、铣床、刨插床、拉床、切断机床和其它机床。
2、机床自动化程度
手动、机动、半自动和自动机床。
3、机床重量
微型机床、中型机床、大型机床、重型机床。
4、机床工艺范围的宽窄(万能性程度)
通用机床、专门化机床及专用机床。
通用机床加工范围较广,是企业生产应用最广泛的切削设备。
二、金属切削机床的型号编制及识读
机床型号是机床产品的代号。我国的机床型号是按GB/T15375—1994《金属切削机床型号编制方法》编制的,标准规定机床型号是用汉语拼音字母及阿拉伯数字按一定规律排列组合,表示类别、技术参数、主要性能等,适用于通用机床和专用机床。
通用机床的型号由基本部分和辅助部分组成,中间用“/”隔开,读作“之”。基本部分需统一管理,辅助部分纳入型号与否由生产厂家自定。
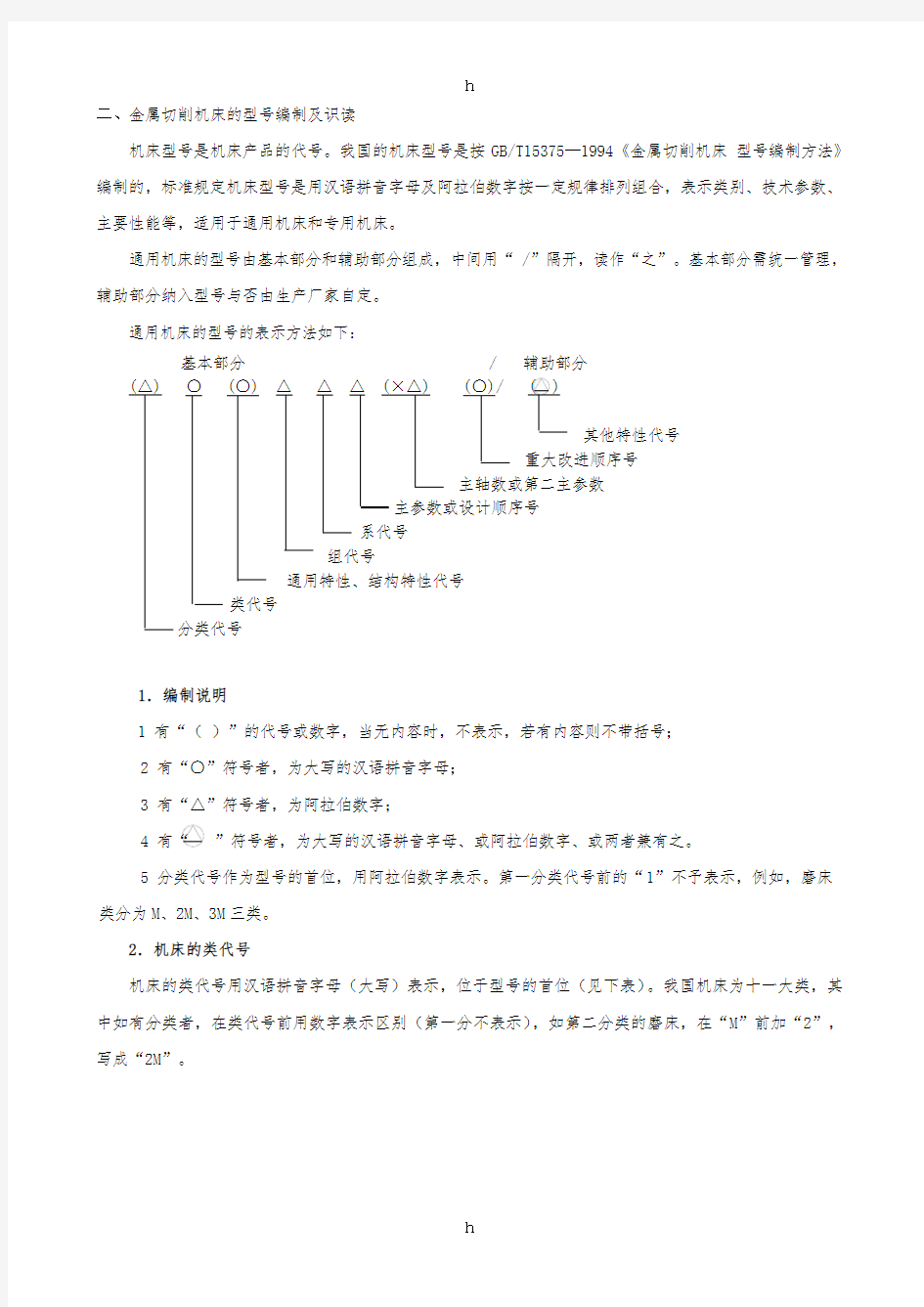
通用机床的型号的表示方法如下:
基本部分 / 辅助部分
其他特性代号
重大改进顺序号
主轴数或第二主参数
通用特性、结构特性代号
分类代号
1.编制说明
1 有“()”的代号或数字,当无内容时,不表示,若有内容则不带括号;
2 有“〇”符号者,为大写的汉语拼音字母;
3 有“△”符号者,为阿拉伯数字;
4 有“”符号者,为大写的汉语拼音字母、或阿拉伯数字、或两者兼有之。
5 分类代号作为型号的首位,用阿拉伯数字表示。第一分类代号前的“1”不予表示,例如,磨床
类分为M、2M、3M三类。
2.机床的类代号
机床的类代号用汉语拼音字母(大写)表示,位于型号的首位(见下表)。我国机床为十一大类,其中如有分类者,在类代号前用数字表示区别(第一分不表示),如第二分类的磨床,在“M”前加“2”,写成“2M”。
通用机床类代号
3.通用特性代号和结构特性代号
⑴通用特性代号有统一的固定含义,它在各种机床的型号中表示的意义相同。通用机床代号见表所示。
◆
当某类型机床,除有普通型外,还有表中所示某种通用特性时,则在类代号之后加通用特性代号予以区分,例如“CK ”表示数控车床。
◆
如同时具有两种通用特性,则可用两个代号同时表示,一般按重要程度排列顺序。例如“MBG ”表示半自动、高精度第一类磨床。
◆
如果某类型机床仅有某种通用特性,而无普通形式者,则通用特性不予表示。例如C1107型单轴纵切自动车床,由于这类自动车床没有“非自动”型,所以不必用“Z “表示通用特性。
⑵结构特性代号是为区别主参数相同而结构不同的机床而设置的,它在型号中没有统一的含义。 ◆ 结构特性代号排在类代号之后,当型号中有通用特性代号时,应排在通用特性代号之后。 ◆
结构特性代号字母是根据各类机床的情况分别规定的,在不同型号中的意义可不一样。能用作结构特性代号的字母有:A 、D 、E 、L 、N 、P 、R 、S 、T 、U 、V 、W 、X 和Y ;也可将上述字母中两个组合起来使用,如AD 、AE 等。
例如:CA6140型卧式车床型号中的“A ”,可理解为这种型号车床在结构上区别于C6140型车床,但它们的主参数相同。
4.组别代号
在同一类机床中,主要结构性能和使用范围基本相同的机床即为一组,共划分为10个组,用数字0~9表示。组别代号位于类代号或通用特性代号、结构特征代号之后。金属切削机床类、组划分见表。
5.系别代号
在同一组机床中,其主参数相同、主要结构及布局形式相同的机床即为同一系。系代号用一位阿拉伯数字表示,位于组代号之后。
例如:系别代号
组别代号
6.主参数或设计顺序号
⑴主参数是来描述机床加工能力的主要技术参数。机床型号中的主参数用折算值表示,位于组、系代号之后。
◆当折算值大于1时,则取整数,前面不加“0”;
◆当折算值小于1时,则取小数点后第一位数,并在前面加“0”;
◆主参数的计量单位:尺寸以mm计,拉力以KN计,功率以W计,转矩以N?m计。
例如:C A 6 1 40
主参数折算值(床身上最大工件回转直径为400 mm)
⑵设计顺序号某些通用机床,当无法用一个主参数表示时,则在型号中用设计顺序号表示,设计顺序号由01、02、03······10、11······组成。
例如:
第六种抛光机
7.主轴数或第二主参数
⑴对于多轴机床,如车床、多轴钻床、排式钻床等,其主轴数以实际数值列入型号,置于主参数后,用“×”分开,读作“乘”。单轴可省略不予表示。
例如:C2150×6表示最大棒料直径为50mm的六轴棒料自动车床;CG1107表示最大棒料直径为7mm的单轴纵切自动车床。
[分析讨论]
为什么不采用CZ2150×6表示呢?
⑵第二主参数(多轴机床的主轴数除外)一般不予表示,如有特殊情况需在型号中表示时,可将第二主参数列入型号。
◆凡属长度(包括跨距、行程等)的,采用“1/100”折算系数。
◆凡属直径、深度、宽度的,则采用“1/10”的折算系数。
◆凡属厚度、模数的,则以实际数值列入型号。
◆当折算值小于1时,则取小数点后第一位数,并在前面加“0”。
常用机床的组、系代号及型号中主参数及折算系数(摘录)见表。
常用机床组、系代号及型号中主参数和折算系数(摘录)
8.重大改进顺序号
当机床的结构、性能有重大改进和提高时,可在原机床型号尾部加重大改进顺序号,按改进后的先后顺序选用A、B、C···等字母(除“I”、“O”外),以区别原机床型号。
例如: MM 7 1 3 2 A
第一次重大改进
例如:C6140A是C6140型号车床经过第一次重大改进的车床。
例如: M G 1 4 32 A
重大改进顺序号(第一次重大改进)
机床主要参数代号(最大磨削直径320mm)
机床系别代号(万能外圆磨床型)
机床组别代号(外圆磨床组)
机床通用特性代号(高精度机床)
机床类别代号(磨床类)
9.其他特性代号
其它特性代号位于辅助部分之首,主要用以反映各类机床的特性。
◆对于数控机床,可用来反映不同的控制系统。
◆对于加工中心,可用以反映控制系统、自动交换主轴头、自动交换工作台等。
◆对于一般机床可以反映同一型号机床的变形等。
例如:
原型号基础上变换的第一种形式
变换的第二种形式
目前,工厂中使用较为普遍的几种老型号机床,是按 1959年以前公布的机床型号编制办法编定的。按规定,以前已定的型号现在不改变。例如C620—1型卧式车床,型号中的代号及数字的含义如下:例如: C 6 2 0 - 1
重大改进序号(第一次改进)
主参数代号(机床中心高的1/10)
组别代号(卧式车床)
类代号(车床类)
10.企业代号
企业代号包括机床生产企业及机床研究所单位代号,置于辅助部分尾部,用“—”分开,读作“至”。若辅助部分仅有企业代号,则可不加“—”。
例如:
宁江机床厂
表示宁江机床厂生产的数控精密单轴纵切自动车床。
[能力训练]
常用切削机床型号识读
例如:CA6140最大回转直径为400mm的普通卧式车床
C A 6 1 40
主参数(床身上最大工件回转直径400mm)
系别代号(卧式车床系)
组别代号(落地及卧式车床组,第6组)
结构特性代号(结构不同)
类别代号(车床类)
B2025 最大刨削宽度为2500mm的龙门刨床
B 2 0 25
(最大刨削宽度为2500mm)
(0系列,龙门刨床系)
组别代号(第2组,龙门刨床组)
类别代号(刨床类)
Z3040×16 最大钻孔直径为40mm的摇臂钻床
(最大跨距为1600 mm)
(最大钻孔直径为40 mm)
(摇臂钻床系)
(摇臂钻床组)
(钻床类)
MGB1432 高精度半自动万能外圆磨床
M G B 1 4 3 2
主参数(最大磨削直径320mm)
系别代号(万能外圆磨床系)
组别代号(外圆磨床组)
通用特性代号(半自动)
通用特性代号(高精度)
机床类别代号(磨床类)
Y 3 1 50 E
重大改进序号
主参数(最大工件直径500mm)
系代号(1)
组:滚齿机
齿轮加工机床
X 6 2
主参数(主轴直径20mm)
组:卧式升降台铣床
铣床