台阶轴零件加工任务单
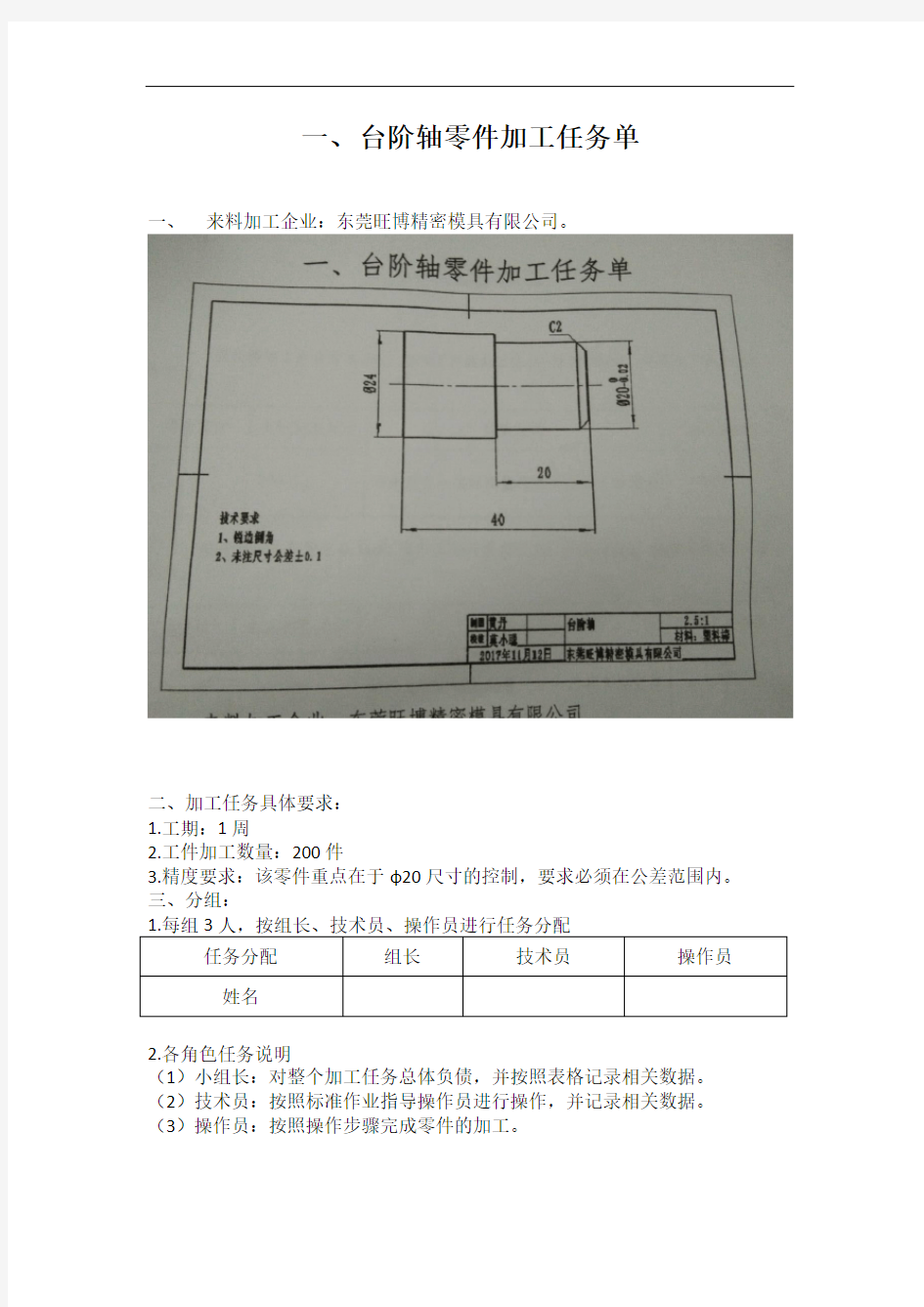

一、台阶轴零件加工任务单
一、来料加工企业:东莞旺博精密模具有限公司。
二、加工任务具体要求:
1.工期:1周
2.工件加工数量:200件
3.精度要求:该零件重点在于φ20尺寸的控制,要求必须在公差范围内。
三、分组:
1.每组3人,按组长、技术员、操作员进行任务分配
任务分配组长技术员操作员姓名
2.各角色任务说明
(1)小组长:对整个加工任务总体负债,并按照表格记录相关数据。(2)技术员:按照标准作业指导操作员进行操作,并记录相关数据。(3)操作员:按照操作步骤完成零件的加工。
二、课堂练习
一、假设精加工余量为0.5mm,粗加工后测量直径20为20.62mm,请填写下
表并计算X磨损值。
二、假设精加工余量为0.5mm,粗加工后测量直径20为20.43mm,请填写下表并计算x磨损值。
三、阶梯轴外圆尺寸控制精度标准作业指导书
(由技术员和操作员合作完成)
第一步开机
第二步:检查机床是否运行正常
第三步:低转速热机,转速50 转/分
第四步:热机完毕、停止主轴,装夹工件,工件伸出长度为60.mm
第五步:装夹刀具,外圆车刀装在01号位置,切断刀装在02号位置(注意刀具伸出的长度)
第六步:程序录入
第七步:程序校验(向老师汇报并检查)
第八步:对刀操作(向组长汇报并记录外圆试切直径)
第九步:进行零件自动加工(第一次自动加工)
第十步:加工暂停(程序中设置程序暂停),进行零件精度控制,具体步骤如下:1.测量图纸上标注直径为20的台阶轴;
2.按要求填写表格,小组集体根据公式计算磨损值:
第十一步:按“刀补”进入刀具偏置磨损界面一移动光标至01序号下方“01
磨损位置”一按“MDI”键进入录入方式一输入“U磨损值”,再按“输入”键,把计算得的刀具磨损值输入。
第十步:按“循环启动”键,精加工。测量直径20的外圆尺寸并汇报给组长
再按“循环启动”,自动切断。
第十二步:卸下工件,清理车床,整理刀具和量具,机床回参考点位置
十三步:关机
四、阶梯轴零件加工参考程序
四、阶梯轴零件加工参考程序
O0001 程序名
G98
T0101 调出外圆车刀
G00 X100 Z100 退回换刀点
M03 S1000 启动主轴
G00 X30 Z5 移到循环启始点
G70 U0.5 R0.5 零件粗加工
G71 P1 Q2 UO.5 F100
NI G0O X16
GO1 Z0 F100
X20 Z-2
Z-20
X24
N2 Z-45
GO0 X100 Z100 退回换万点
M05 主轴停止
MOO 程序暂停
T0101 重新调用一号万
MO3 S1000 主轴正转
GOO X32 25 精加工循环起始点
G70 PI Q2 F100 精加工
GOO X100 Z100 退刀
MO5 停主轴
MOO 程序暂停
T0202 调出2号切断刀
MO3 S300 启动主轴
GOO X32 Z-44 移到切断起点
GO1 XO F15 零件切断
M05 停主轴
M30 程序结束
五、过程记录表
(本记录表由各小组组长负责记录并真写)
一、操作员对完刀后,及时记录外圆试切直径。
二、粗加工后,程序暂停,测量工件实际尺寸,小组一起计算X磨损值
三、粗加工后,测量并记录工件尺寸。
四、自动切断后,小组展示前,填写好自我评分表。
五、小组展示,展示自己的零件,在老师的引导下。简单点评零件的质量,加工的时长,组员的表现(优缺点都可以说)。
六、小组展示结束后,第一组组长测量第二组的工件尺寸,第二组组长测量第三组的工件尺寸,第三组组长测量第四组的工件尺寸。第四组组长测量第一组的工件尺寸并填写好互评评分表。
七、组织同学们讨论并记录,答疑环节询问教师。