上胶作业指导书201001041

产品型号加工设备上工序名称标准值检查频次
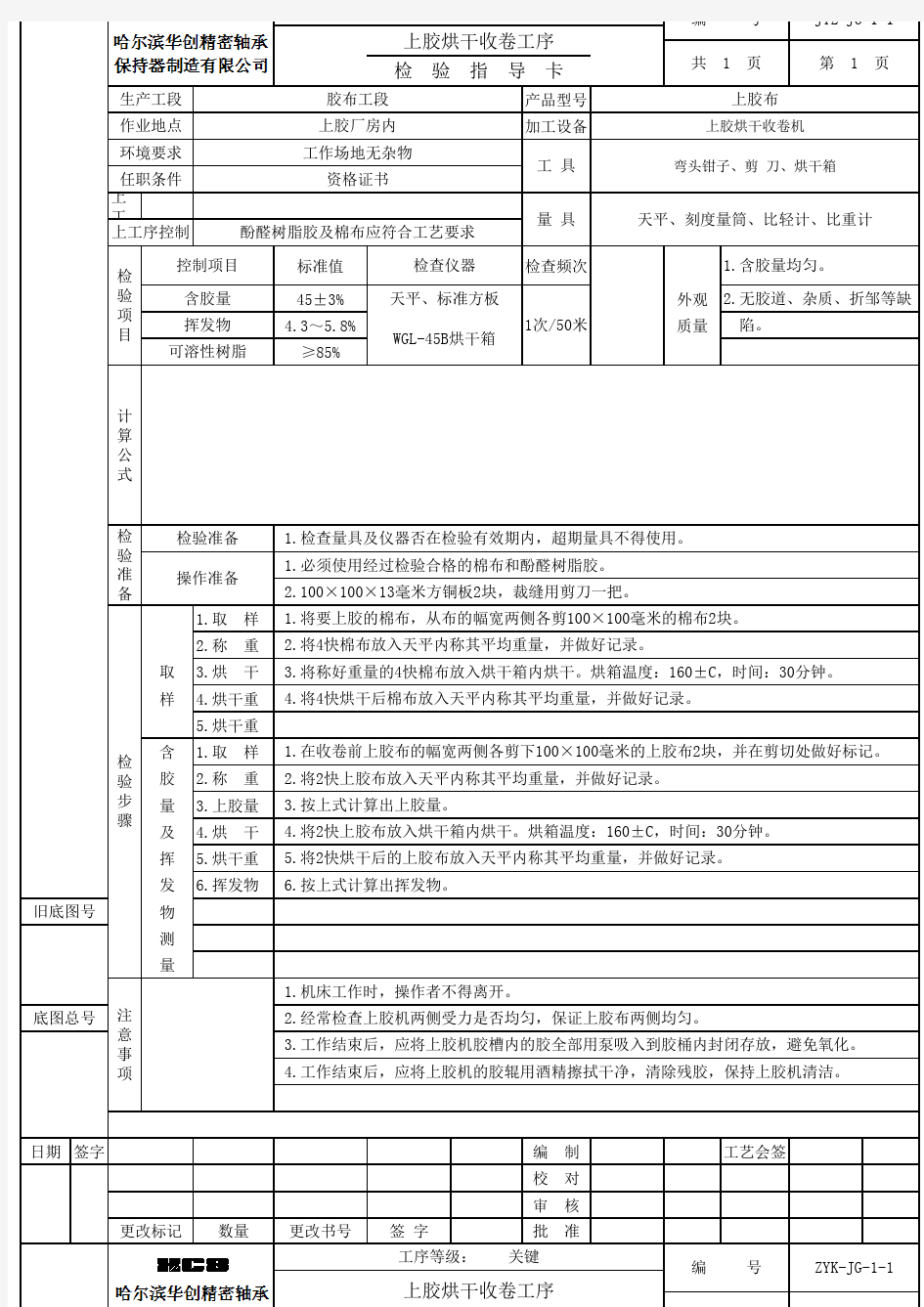
45±3%外观4.3~5.8%质量≥85%
1.取 样
2.称 重取
3.烘 干样
4.烘干重
5.烘干重含 1.取 样胶 2.称 重量 3.上胶量及 4.烘 干挥 5.烘干重发
6.挥发物
物测量
日期签字编 制工艺会签
校 对审 核
数量
更改书号
签 字
批 准
陷。
检验项目
检查仪器 1.含胶量均匀。
含胶量天平、标准方板1次/50米
WGL-45B烘干箱
2.无胶道、杂质、折邹等缺 4.工作结束后,应将上胶机的胶辊用酒精擦拭干净,清除残胶,保持上胶机清洁。
4.将2快上胶布放入烘干箱内烘干。烘箱温度:160±C,时间:30分钟。
5.将2快烘干后的上胶布放入天平内称其平均重量,并做好记录。
6.按上式计算出挥发物。
4.将4快烘干后棉布放入天平内称其平均重量,并做好记录。
共 1 页
上胶烘干收卷工序
1.机床工作时,操作者不得离开。
2.将2快上胶布放入天平内称其平均重量,并做好记录。ZYK-JG-1-1第 1 页
工序等级: 关键
编 号旧底图号底图总号
生产工段工序等级: 关键
胶布工段上胶烘干收卷工序检 验 指 导 卡
上胶布
2.经常检查上胶机两侧受力是否均匀,保证上胶布两侧均匀。
检验准备
检验步骤
编 号JYZ-JG-1-1共 1 页
第 1 页
1.检查量具及仪器否在检验有效期内,超期量具不得使用。更改标记
注意事项
作业地点上工序控制控制项目任职条件环境要求酚醛树脂胶及棉布应符合工艺要求
上胶烘干收卷机
上胶厂房内工作场地无杂物弯头钳子、剪 刀、烘干箱
工 具资格证书
量 具 3.工作结束后,应将上胶机胶槽内的胶全部用泵吸入到胶桶内封闭存放,避免氧化。 3.按上式计算出上胶量。
天平、刻度量筒、比轻计、比重计
可溶性树脂
操作准备挥发物 1.必须使用经过检验合格的棉布和酚醛树脂胶。 2.将4快棉布放入天平内称其平均重量,并做好记录。
计算公式
检验准备 2.100×100×13毫米方铜板2块,裁缝用剪刀一把。
1.将要上胶的棉布,从布的幅宽两侧各剪100×100毫米的棉布2块。 1.在收卷前上胶布的幅宽两侧各剪下100×100毫米的上胶布2块,并在剪切处做好标记。 3.将称好重量的4快棉布放入烘干箱内烘干。烘箱温度:160±C,时间:30分钟。
产品型号加工设备上工序名称标准值检验频次45±3%外观4.3~5.8%质量≥85%
日期签字
编 制工艺会签
校 对审 核
数量
更改书号
签 字
批 准
1次/50米天平、标准方板检查仪器WGL-45B电热烘干箱
1.含胶量均匀。
共 1 页
作 业 指 导 卡
生产工段第 1 页
胶布工段上胶布
作业地点上胶厂房内上胶烘干收卷机
环境要求工作场地无杂物
工装钢管
任职条件操作证
★上 胶
烘 干
4.开机:将胶布绕过压滚轴ZY和滚轮轴Z9挂于牵引钩上。量具
天平、标准方板
上工序控制
酚醛树脂胶及棉布应符合工艺要求
2.无胶道、杂质、折邹等缺
陷。
2.工作前应保证上胶机、牵引机、收卷机、胶泵运行正常。烘干机达到工艺温度后方可生产。 6.牵引机将挂完胶的布经过烘干箱传递到张力器上。
操作规范
1.将钢管穿入一卷棉布的内孔中,钢管两头放在支架上。
控制项目含胶量挥发物 2.纠偏收卷:经张力器拉出的挂胶布从纠偏轴ZP1上方右侧下拉,由纠偏轴ZP2与压滚轴ZG之可溶性树脂★ 1.将烘干后的挂胶布从牵引机上取下,从张力器轴ZL1下绕过上提,从轴ZL2上面绕过下拉, 图例:★--关键项点/关键环节
收 卷
1.随时调整控胶辊的两端的升降手柄,以保证上胶量均匀。
★ 烘干机温度:前段75oC~85oC,中段120oC~130oC,后段75oC~85oC。
作业准备
测量准备 1.检查量具及仪器是否在检验有效期内,超期量具不得使用。操作准备
1.必须使用经过检验合格的棉布和酚醛树脂胶。
2.配好的胶液控制比重在1.04~1.07之间,以保证胶量的大小和棉布的浸透性。
3.工作结束后,应将上胶机胶槽内的胶全部用泵吸入到胶桶内封闭存放,避免氧化。
4.工作结束后,应将上胶机的带胶辊用酒精擦拭干净,清除残胶,保持上胶机清洁。
5.锅炉供气压力必须稳定控制在
6.5~
7.5MPa。
旧底图号
注意事项
底图总号
更改标记
2.注胶:将胶桶内的酚醛树脂胶用泵注入到胶槽内,胶槽内的胶量不得少于容积的3/4。
3.穿布:将布上提,从左上方滚轮轴左侧绕过向下,从滚轮轴Z1下面穿过上提,经滚轮轴Z2上面绕过向下,从滚轮轴Z3左下面绕过,再经滚轮轴Z4下面上提,从滚轮轴Z4和Z5之间穿过,绕
间穿过,绕过纠偏轴ZP2,经支撑轴ZP3至收卷轴ZS进行收卷。滚轮轴5向右拉,从滚轮轴Z6下面绕过,将棉布提上来从滚轮轴Z7上绕过向下拉,从滚轮轴Z8下面树脂胶中穿过上提,盘车将带有树脂胶的棉布从胶辊轴ZJ和压辊轴ZY之间穿过搭于压滚轴上。
★ 5.调整上胶机压辊轴手柄,使其达到工艺要求的挂胶量。绕过过轴ZL3左下面向右拉至纠偏轴。
技术要求操作简图