拉深冲压复合模毕业设计
1 分析零件的工艺性
冲压件工艺性是指冲压零件在冲压加工过程中加工的难易程度。虽然冲
压加工工艺过程包括备料—冲压加工工序—必要的辅助工序—质量检验—
组合、包装的全过程,但分析工艺性的重点要在冲压加工工序这一过程里。
而冲压加工工序很多,各种工序中的工艺性又不尽相同。即使同一个零件,
由于生产单位的生产条件、工艺装备情况及生产的传统习惯等不同,其工艺
性的涵义也不完全一样。这里我们重点分析零件的结构工艺性。
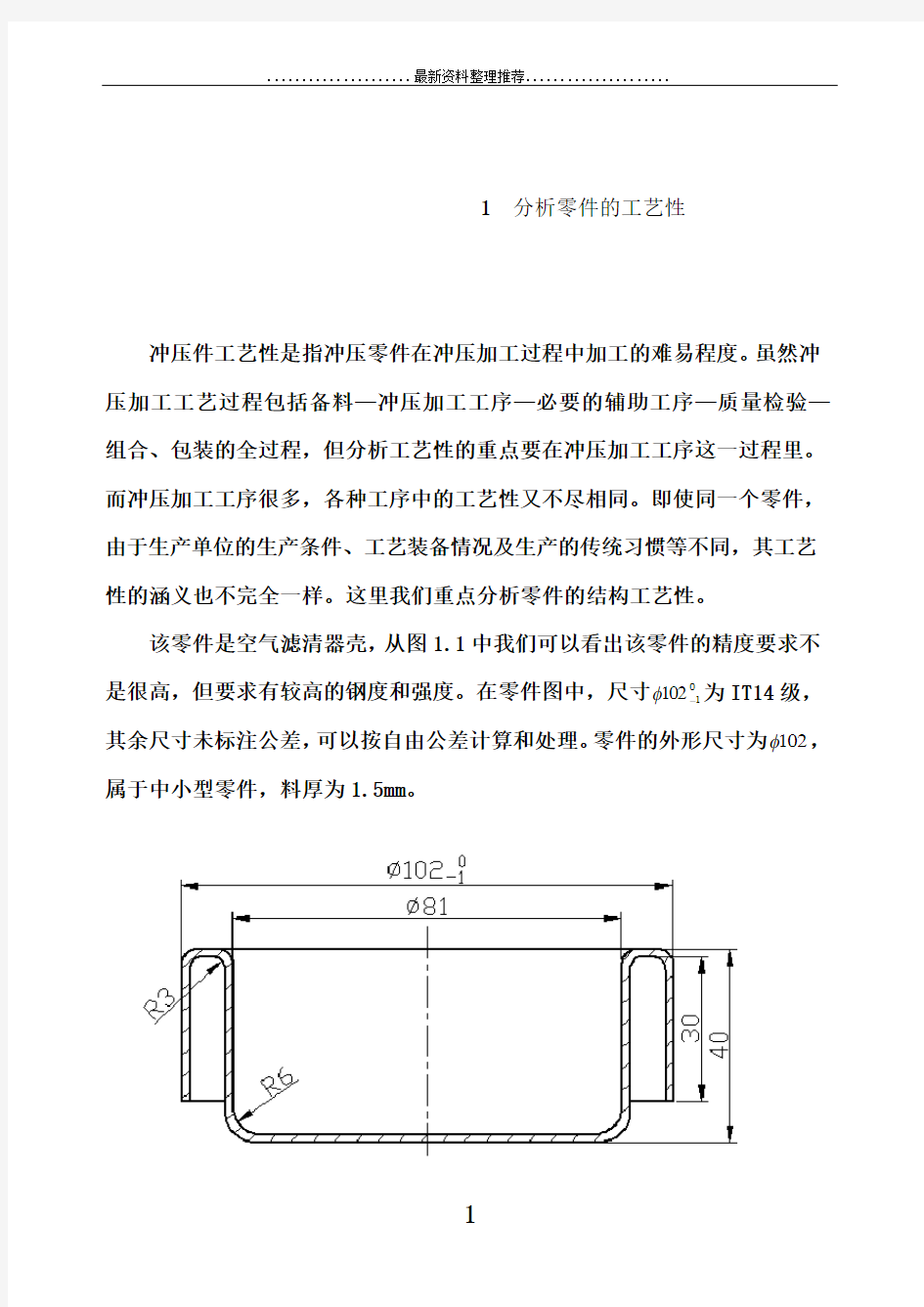
该零件是空气滤清器壳,从图1.1中我们可以看出该零件的精度要求不
是很高,但要求有较高的钢度和强度。在零件图中,尺寸0
1102-φ为IT14级,
其余尺寸未标注公差,可以按自由公差计算和处理。零件的外形尺寸为102φ,
属于中小型零件,料厚为1.5mm 。
图1-1空气滤清器壳
下面分析结构工艺性。因为该零件为轴对称旋转体,故落料片肯定是圆
形,其冲裁的工艺性很好。零件为带法兰边圆筒形件,且d
D
F 、d
h都不太
大,拉深工艺性较好,圆角半径R3、R6都大于等于2倍料厚,对于拉深都很适合。
因此,该壳体零件的冲压生产要用到的冲压加工基本工序有:落料、拉深(拉深的次数可能为多次)。用这些工序的组合可以提出多种不同的工艺方案。
2 确定工艺方案
2.1 计算毛坯尺寸
由于板料在扎压或退火时所产生的聚合组织而使材料引起残存的方向性,反映到拉深过程中,就使桶形拉深件的口部形成明显的突耳。此外,如果板料本身的金属结构组织不均匀、模具间隙不均匀、润滑的不均匀等等,也都会引起冲件口高低不齐的现象,因此就必需在拉深厚的零件口部和外缘进行修边处理。这样在计算毛坯尺寸的时候就必需加上修边余量然后再进行毛坯的展开尺寸计算。
根据零件的尺寸取修边余量的值为4mm。
在拉深时,虽然拉深件的各部分厚度要求发生一些变化,但如果采用适当的工艺措施,则其厚度的变化量还是并不太大。在设计工艺过程时,可以
不考虑毛坯厚度的变化。同时由于金属在塑性变形过程中保持体积不变,因而,在计算拉深件的的毛坯展开尺寸时,可以认为在变形前后的毛坯和拉深间的表面积相等。
因为此旋转体零件不是简单结构,我们可以用“形心法”来求得。根据久里金法则,对于任何形状的母线AB 绕轴线Y —Y 旋转所得到的旋转体面积等于母线长度L 与其重心轴线旋转所得周长2πx 的乘积。即
旋转体面积
F=2 πlx
因为表面积拉深不变薄,所以面积相等,则
204D F π=
即 π04F D =
因为 76543210F F F F F F F F ++++++=
2121)2
(r d F -=π )2
2(11122d r r F +=ππ [])(21113r r h d F +-=π、)22(122224d r r r F +-=π
π ??
????+--=2212325)2()2(r d r d F π、
)22(332326π
πr r d r F +-= )(3227r h d F -=π 由零件给出的尺寸可知:
mm d 5.791= mm d 5.1002=
mm h 5.381= mm h 25.33425.292=+=
mm r 61= mm r 32=
mm r 33=
所以可以计算出
D=194mm
由于设计的零件要在一个复合模中完成正反拉深,因此中间有一个正拉深转反拉深的过程,我们可以把这两步分开来计算中间尺寸。
因为
[])(57.0)(43.0421*******r r r r h d d D -++-+=
其中
mm D 194= mm d 5.1001=
mm h 5.44= mm r 31=
mm r 32=
则
mm d 1452=
中间过程的零件如图2.1所示。
图 2-1