基于MATLAB的塑料模具浇注系统的优化设计-
基于MATLAB的塑料模具浇注系统的优化设计
江飞舟韩加好
(连云港职业技术学院,连云港 222006
摘要利用MATLAB软件对放大镜塑料制品的模具浇注系统进行优化设计,对塑料成型的浇注系统的工艺参数和模具结构进行优化,从而提高放大镜塑料制品的合格率。
关键词 MATLAB 塑料模具浇注系统优化设计
塑料浇注的制造系统主要包括塑料成型工艺、机械加工制造、修饰及装配。目前塑料成型最常见的方法是注射成型技术,注射成型技术具有生产效率高、尺寸精度高、易于批量生产及能制造多种塑料制品等优点。塑料的注射成型工艺对浇注系统的工艺参数和塑料模具的结构合理性具有较高的要求,如果浇注系统的工艺参数和模具结构不合理,塑料制品就会产生缺陷,严重的塑料无法成型。因此,应对塑料模具浇注系统的工艺参数进行优化,浇注系统的工艺参数主要有注射温度、注塑压力和注射速率;影响塑料制品的模具结构主要有分型面的确定、浇口的尺寸和位置设定;另外,加热系统、冷却系统及注塑机的性能也是影响塑料成型的主要工艺参数。塑料制品通常比较复杂,塑料模具设计人员的经验有限,因此无法直接设计出成本低、塑料制品质量好的模具,一般需要反复试验和修改设计多次才能投入生产。因此,利用MATLAB软件对塑料模具进行优化设计,掌握浇注系统对塑料成型的影响,找出模具浇注系统存在的缺陷,从而能提高塑料模具浇注系统设计的合理性,可以有效地降低塑料成型的成本,提高生产效率。
笔者以放大镜为例,利用MATLAB软件对放大镜塑料制品的模具浇注系统进行优化设计,对塑料成型的浇注系统的工艺参数和模具结构进行优化,从而提高放大镜塑料制品的合格率。
1塑料放大镜模具浇注系统的概述
如果塑料放大镜模具浇注系统设计不合理将导致熔体温度和压力发生改变,使其质量降低,也会降低塑料放大镜模具的力学性能。塑料放大镜模具浇注系统主要包括浇口的位置、数目、形状及流道的尺寸。
在设计塑料放大镜的浇注系统的过程中需充分地考虑塑料放大镜的力学性能,熔体的流程比,且要确保所有的浇口中的熔体同时充满。为了满足塑料放大镜透光的需要,塑料的材料选择聚乙烯,塑料模具三面有斜导柱抽芯机构,中间利用镶嵌式结构。塑料模具有较高的耐磨性,可利用经过淬火的耐磨钢。
2塑料放大镜模具浇注系统基本结构参数和工艺参数
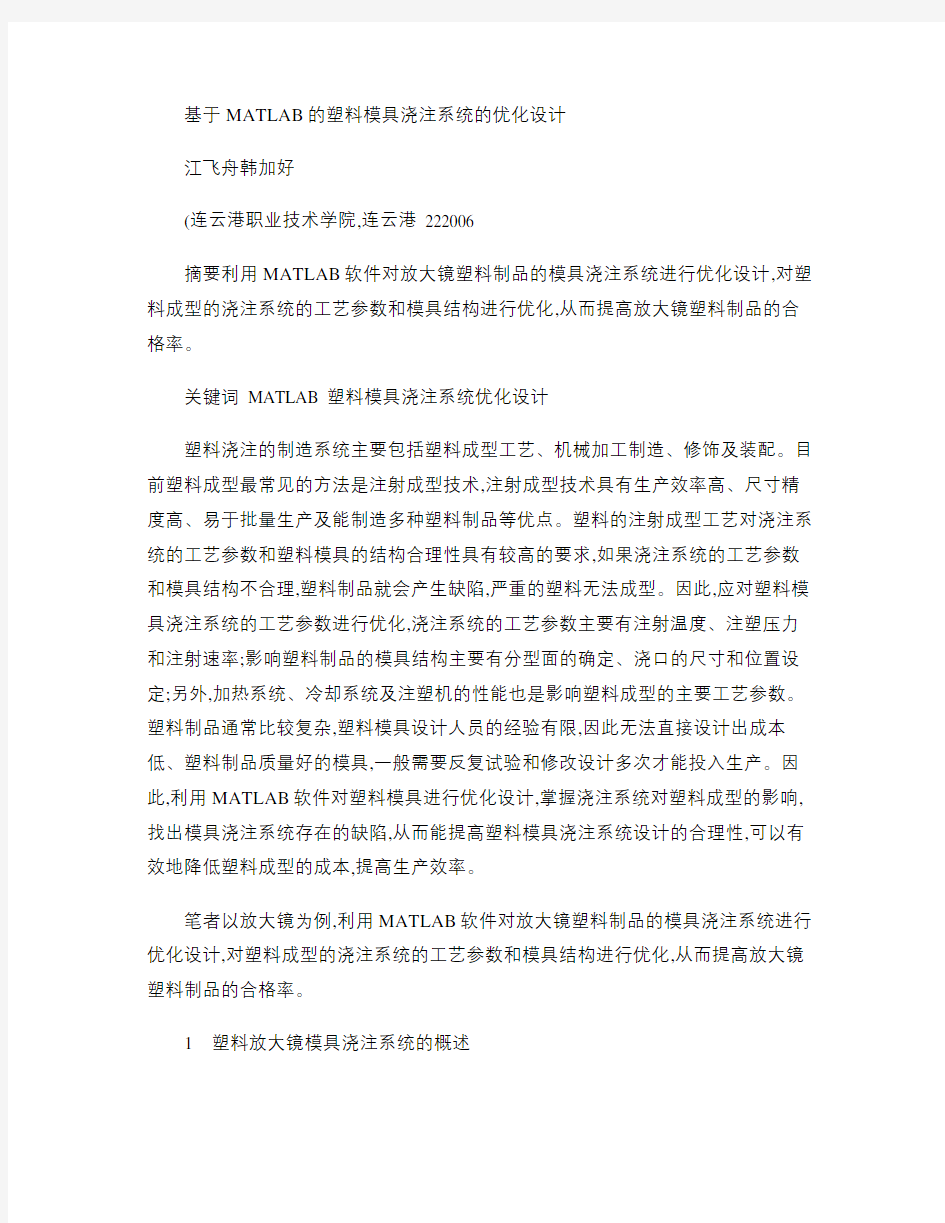
塑料放大镜的几何形状和主要尺寸如图1所示。
图1塑料放大镜的结构图
塑料放大镜的形状比较复杂,通常情况下塑料放大镜在注射成型以后由于收缩会紧紧地包在型芯上,所以需要非常大的脱模力。同时,塑料放大镜的镜杆厚度比较小,如果利用推杆使塑料放大镜顶出,一般可以选择的推杆直径约为0.6 mm,塑料放大镜所受到的顶出压力非常大,有可能使塑料放大镜被顶穿,这样就使塑料放大镜破坏,甚至不能脱模,因此顶出塑料放大镜时,可以利用推板来完成。
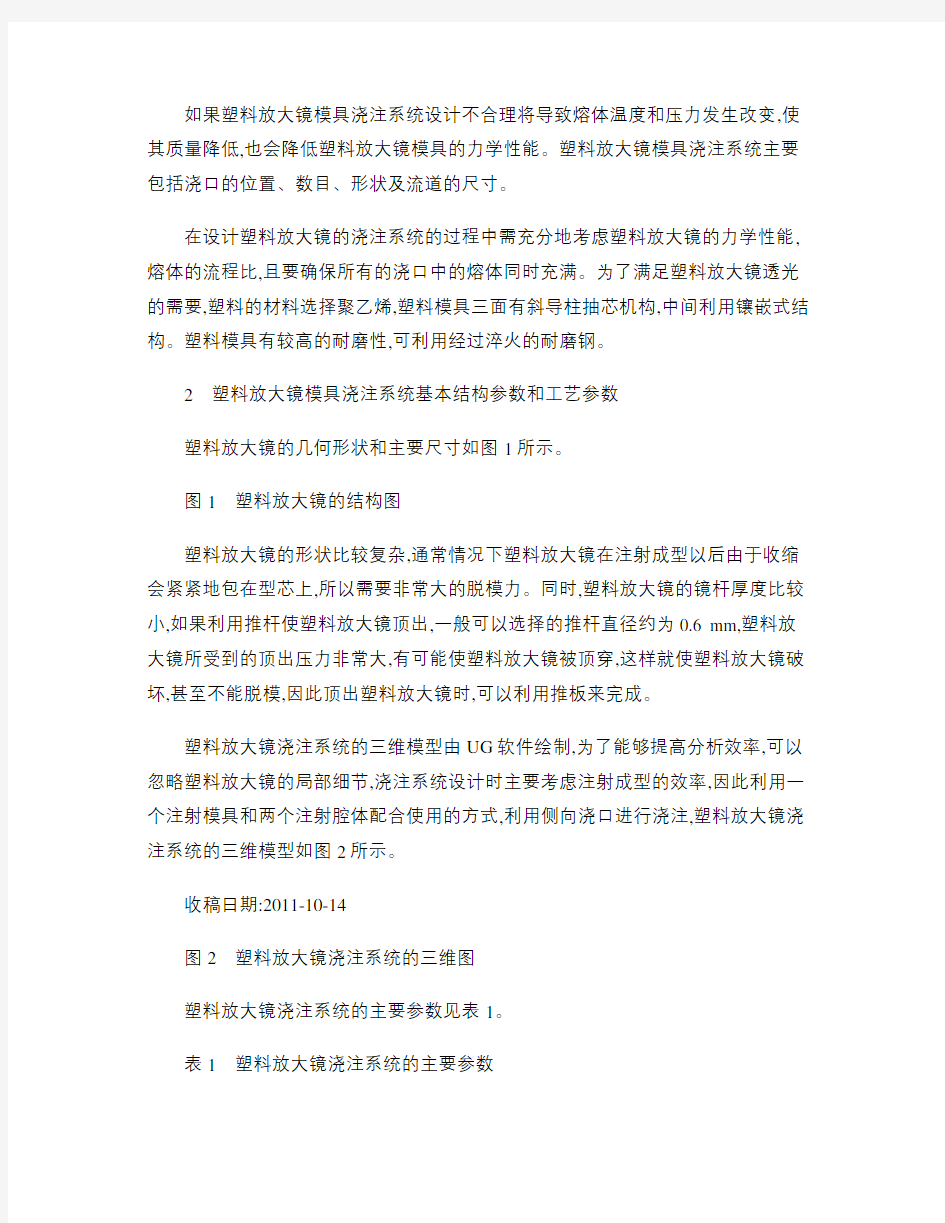
塑料放大镜浇注系统的三维模型由UG软件绘制,为了能够提高分析效率,可以忽略塑料放大镜的局部细节,浇注系统设计时主要考虑注射成型的效率,因此利用一个注射模具和两个注射腔体配合使用的方式,利用侧向浇口进行浇注,塑料放大镜浇注系统的三维模型如图2所示。
收稿日期:2011-10-14
图2塑料放大镜浇注系统的三维图
塑料放大镜浇注系统的主要参数见表1。
表1塑料放大镜浇注系统的主要参数
项目数据
塑料放大镜的体积/m3 3.2×10–5
塑料放大镜的质量/kg 3.46×10–2
浇注系统的体积/m37.1×10–6
浇注系统的质量/kg7.8×10–3
根据塑料放大镜材料的浇注系统的经验值,结合经验公式确定浇注系统流道的几何尺寸见表2。
表2塑料放大镜浇注系统的几何尺寸 mm
浇口浇口的几
何尺寸
分流道的几何
尺寸
主流道的几何
尺寸
侧浇口长度 1.2
5.0 4.5宽度 5.5
高度 2.0
塑料放大镜模具的整体结构如图3所示。
1—推杆固定板; 2—拉料杆; 3—动模垫板; 4—动模型腔固定板; 5—定位销; 6—定模型腔固定板; 7—定模板; 8—定位环; 9—主浇套;
10—定模型腔块; 11—动模型腔块; 12—型腔杆
图3塑料放大镜模具的总体结构
利用螺杆和复位杆连接推杆,注塑机的顶杆可以使塑料放大镜模具的推杆固定板向前运动,从推板可以通过复位杆顶出塑料制品。推板设置冷料穴,当拉料杆固定在推杆安装板上,推板和拉料杆将不会产生相对运动,不能使浇注系统流道内的凝料和拉料杆脱离。将拉料杆和动模板固定,在塑料件被推板顶出时,将流道内的凝料推出。在推板上加工出一个椭球状的凹坑,从而有利于浇注系统流道附着的凝料能被顺利推出。
3优化前放大镜模具浇注系统注射成型工艺参数注塑机开模时使复位杆和动模板靠紧,在推板和定模板上将模具分开,动模和动模安装板同时向后运动。由于塑料放大镜紧紧地包在动模型芯上可以脱出定模型腔,浇口将被拉断,塑料放大镜处于动模侧;当注塑机顶出时,在复位杆的带动下顶杆使推板向前运动,进而使浇注流道内的凝料和塑料放大镜从拉料杆和型芯脱离。注射成型设备利用德国BOY公司生产的注塑机,需较大的注射速率,且要求模具温度较高,所采用的注射成型工艺参数见表3。
表3塑料放大镜模具浇注系统注射成型的工艺参数表
工艺参数数据工艺参数数据
熔体温度/℃240注射速率/cm3·s–150
保压压力/MPa85注塑压力/MPa36
保压时间/s10冷却时间/s40
模具温度/℃75成型周期/s95
在塑料放大镜模具浇注系统注射成型阶段,模具运行不够流畅。另外,塑料制品和流道凝料应该保证可以顺利脱模,从而能够使塑料放大镜质量得到提高,达到设计标准。为了能够确保浇注系统成型工艺顺利进行,使塑料熔料能够在最短的时间内充满型腔,注射成型腔体内的压力必须保证均匀分布,从而能够使塑料熔料可以均匀填充在流道内。
保压曲线和熔料在流道内的填充过程关系非常密切,因此要想了解熔料在流道内的填充情况,应该确定浇注系统的保压曲线,塑料放大镜浇注系统的保压曲线如图4所示。
图4塑料放大镜模具浇注系统的保压曲线
根据保压曲线,利用MATLAB软件编制塑料放大镜浇注系统的有限元仿真程序,将塑料放大镜划分为183945个四面体单元,浇注系统的流道被划分为548个四面体单元,进行仿真计算,通过对仿真结果的分析,可以发现优化前放大镜的浇注系统注射成型存在着如下的缺陷。
(1充模平衡性较差
从仿真计算结果可以发现塑料放大镜注射成型浇注系统各部分的填充时间不相同,镜面所需要
的熔体填充时间为8.36 s,而镜柄所需要的填充时间为9.34 s,所以,塑料放大镜
各部分不能保证同时填充完毕,由此可以判断出塑料放大镜制品充模平衡较差。
(2最大注塑压力过大
仿真结果为优化前的最大注塑压力为36 MPa,该注塑压力值超出了注塑机的最大性能,因此需要增加投资以获得性能更高的注塑机,从而提高了塑料放大镜注射成型的成本,因此,必须对其浇注系统的工艺进行优化。
(3温度分布不够均匀
当塑料熔体填充完毕后,温度范围大概在196~220℃,最大的温度差为19℃,因此可以确定塑料放大镜填充结束后内部的温差不够均匀。
4优化后塑料放大镜模具浇注系统注射成型工艺参数
针对以上缺陷,对塑料放大镜浇注系统的工艺参数进行优化设计,优化后结果见表4。
表4优化后塑料放大镜注射成型的工艺参数表
工艺参数数据工艺参数数据
熔体温度/℃260注射速率/cm3·s–160
保压压力/MPa80注塑压力/MPa23.4
保压时间/s8冷却时间/s35
模具温度/℃70成型周期/s90
经过浇注系统的优化,注射成型的效果有明显的提高,主要体现在以下几个方面:
(1充模平衡性提高
对优化后的浇注系统进行仿真计算,可以发现优化后塑料放大镜浇注系统各部分所需要的熔体填充时间一致,均在7.64 s左右,和优化前的8.36 s相比,减少了0.72 s,因此,可以保证塑料放大镜各部分同时被充满,并且使塑料放大镜制品处于良好的平衡状态,另外由于填充时间的减少,注射成型周期也相应减少。
(2最大注塑压力降低
经过浇注系统优化后,放大镜注射成型的最大注塑压力为23.4 MPa,这样最大注塑压力降低了,注塑机的性能可以完全满足目前注射成型需求,从而提高放大镜注射成型的经济效益。
(3温度分布比较均匀
经过浇注系统的优化后,经过MATLAB软件仿真计算,获得最大的温度差小于15℃,从而能够
确保塑料放大镜填充结束后内部的温度差比较均匀。
因此,经过对浇注系统的优化,可以提高放大镜注射成型的质量和效率。
5优化前后注射成型效果对比
经过放大镜浇注系统的优化后,注射成型的性能获得了较好的提高。
主要体现在以下几个方面:
(1降低最大剪切力。最大剪切力可以体现熔体在流道中的流动流畅性,根据MATLAB仿真结果可知,浇注系统优化前后的最大剪切力分别为0.45 MPa和0.25 MPa,剪切力降低了很多,表明熔体流动所需要的压力降低了,从而确保熔体能够更加容易地充满浇注系统的整个腔体。
(2降低最大收缩率。最大收缩率可以体现塑料放大镜在冷却阶段能否均匀收缩,经仿真分析可以得出最大体积的收缩率在浇注系统的优化前后分别为19.8%和10.2%,表明经过优化后,塑料放大镜制品在冷却阶段可均匀收缩,有效地提高了塑料放大镜注射成型的质量。
(3降低整体翘曲变形量。仿真结果表明,优化前后整体翘曲变形量分别为5.434 mm和3.245 mm,总体翘曲变形量得到了降低,使塑料放大镜制品的各个区域收缩比较均匀,从而能够提高成型放大镜的尺寸精度。
综上所述,经过对浇注系统工艺参数的优化,塑料放大镜成型质量得到较大的提高。
6结论
综合塑料放大镜制品的使用需求和塑料成型特点,利用MATLAB软件对浇注系统进行优化设计。通过对工艺参数的进一步优化,从而使塑料熔体能够具有较好的平衡性,最终提高塑料制品的性能。
参考文献
[1]丛穆,江梅.CAE技术在汽车塑料件生产中的应用[J].汽车工
艺与材料,2002 (8/9:83–87.
[2]张维合.注塑模具设计实用教程[M].北京:化学工业出版社,
2007.
[3]曹阳根,傅意蓉.IC封装模流道平衡CAE应用[J].模具工业,
2004(5:34–37.
[4]陆如辉,訾炳涛,孙福良,等.镁合金齿轮箱压铸模设计与压铸工
艺[J].特种铸造及有色合金,2005,25(9:544–545.
OPTIMAL DESIGN FOR GATING SYSTEM OF PLASTICS MOLD BASED ON MATLAB
Jiang Feizhou , Han Jiahao
(Lianyungang V ocational Technical School Electrical and Mechanical Engineering College, Lianyungang222006, China ABSTRACT MATLAB software was used to design the gating system of magnifying glass plastic optimally. Process parameters of plastic mold gating system and the mold structure were optimized, thereby the passing rate of plastic magnifying glass was increased.
KEYWORDS MATLAB, plastic mold, gating system, optimal design
帝人推CFRP大规模生产技术及中间材料
日本帝人公司宣布,该公司已拥有了一项用于碳纤维增强塑料(CFRP的大规模生产技术,使得一次生产循环所用的时间不到1 min。帝人公司的新技术包括使用压机成型工艺,以及采用热塑性树脂替代传统的热固性树脂制成的中间预浸料。该公司还开发了一种焊接技术,既可以将热塑性碳纤维复合材料部件连接起来,也可以将热塑性碳纤维复合材料与金属连接起来,从而有助于在生产过程中减少对金属的使用。帝人公司称,该公司计划开发大批量生产的汽车用碳纤维复合材料部件,以及许多其它需要一定结构强度水平的部件。
目前,帝人公司已经开发出了3种由热塑性树脂浸渍碳纤维的中间材料,它们适合于在大规模生产的车辆中使用。这些材料可以根据所需的强度和部件的成本,进行选择性的使用,并且它们可以由各种热塑性树脂生产而出,包括聚丙烯和聚酰胺。这3种中间材料包括:①单向中间材料,在某一个方向有超高的强度;②各向同性的中间材料,在形状灵活性和多方向强度之间达到了平衡;③长纤维增强热塑性塑料颗粒:一种用碳纤维制成的高强度颗粒,用于复杂零部件的注射成型。
帝人公司已开发出了一种电动(EV概念车,其特点是,车厢框架全部用热塑性碳纤维复合材料制成,质量只有47 kg,大约是传统汽车车厢框架质量的1/5。这辆4座电动车的速度高达60 km/h,行驶范围为100 km。
该公司将以此概念向汽车制造商和零部件供应商介绍其碳纤维复合材料技术,以促进汽车轻量化的实现。(复材在线 SABIC携手AmeriLux International开发新型Lexapanel*板材直立边接缝解决方案近日,沙特基础工业公司(SABIC的业务部门——沙伯基础创新塑料推出Lexapanel*聚碳酸酯(PC板材直立边接缝技术,此技术正在申请专利。该技术将为建筑师和施工人员提供非凡的灵活性,以建造环保且美观的半透明屋顶和其它采光应用。Lexapanel板材是公司与SABIC Lexan* Thermoclear* 和Thermoclick*板材产品在北美的授权经销商——AmeriLux International有限公司共同研发的产品。这一新技术为北美和欧洲客户提供了更多不同宽度、厚度、涂层、颜色、结构和连接类型的采光应用选择。此外, Lexapanel板材沿袭了SABIC
著名的Lexan PC多层板材所具有的强度、耐候性、透明度和隔热性。这一高性能的连接解决方案印证了公司积极致力于开发那些促进节能的可持续性解决方案,并提供客户至上的采光解决方案,以改善人们的工作和生活环境。
Lexapanel板材直立边接缝系统可以通过选择连接件来接合各种长宽尺寸的Lexan多层板材面板,包括U型、企口连接及定制形式。客户可以指定Lexan板材的结构、厚度和颜色,以及所需的涂层,包括独特的增强抗紫外线(UV性能的涂层。SABIC供应Lexan多层板材产品和型材, AmeriLux则负责产品转化、组装和分销。
除了屋顶外,Lexapanel板材直立边接缝系统还可用于众多其它类型的采光应用,例如走道、顶棚、天窗和掩蔽物。
半透明的Lexan多层PC采光产品为客户和终端用户提供诸多优势。环境方面,该解决方案具有出众的隔热性,可以减少用于供暖和降温的能源消耗,同时允许自然光进入以减少对人工照明的需求。它质量很轻,有助于减少运输过程中的燃料使用和尾气排放。这种材料耐用、抗冲击且坚固,能够确保安全性,并且符合CC1 (ASTM D635和A级(ASTM E-84发烟和燃烧评级。Lexan板材的两面均涂有专门的紫外线(UV涂层,具备出色的户外耐候性。SABIC进行了4 000 h的加速老化试验
(DIN53387 / ASTM G26,结果证明Lexan板材即使暴露在户外中等气候条件下15年后仍然可以保持色泽、透光度和抗冲击性。Lexan板材提供各种颜色和特种涂层的产品规格供选择。所有连接系统都经过机械性质、耐候性和水/空气渗透测试。
Lexapanel板材系统还通过采用卡扣连接并取消了铝制连接件,简化了安装过程,减少了施工时间,降低了系统成本,而且增加了从屋顶照射进来的总光线量。(爱德曼非洲BOPP薄膜市场商机巨大
国际质量与生产力中心(IQPC塑料和包装大会约翰内斯堡会议轮值主席帕特里克·慕贝特近日表示,非洲双向拉伸聚丙烯(BOPP薄膜市场存在巨大的商业机会,但需要克服诸多挑战。
目前非洲BOPP薄膜的生产能力为7万t/a,而需求量达18万t/a。据预测,非洲人口2050年将达到25亿,而目前人口数量为12亿,其间非洲大陆的人口年增长率将高达26%。这样越来越多的人口正在从农村迁移至城市,将促进食品包装需求增长。另外,南非的中产阶级正快速成长,从而要求不断提高食品包装质量。(中化报
matlab优化设计
MATLAB优化设计 学院:机电学院 专业:机械设计制造及其自动化 班级:072&&&-** 学号:20131****** 姓名:大禹 指导老师:祯 2015年10月25日
题目 1 1、求解如下最优化问题 步骤一:对已有的数学模型matlab 编程 1. 编写.m 文件并保存: h=[2 ,-2;-2, 4]; %实对称矩阵 f=[-2;-6]; %列向量 a=[1, 1;-1, 2]; %对应维数矩阵 b=[2;2]; %列向量 lb=zeros(2, 1); [x,value]=quadprog(h, f, a ,b ,[] ,[], lb) 2. 运行.m 文件结果如图1.0所示: subject to 2 21≤+x x 22-21≤+x x 0 21≥x x ,2 2 2121212262)(m in x x x x x x x f +-+--=
图1.0题目一文件运行结果 步骤二:matlab运行结果分析阶段 由图1.0知,当x1=0.8,x2=1.2时,min f (x)= -7.2。 题目 2 2、某农场拟修建一批半球壳顶的圆筒形谷仓,计划每座谷仓容积为300立方米,圆筒半径不得超过3米,高度不得超过10米。半球壳顶的建筑造价为每平方米150元,圆筒仓壁的造价为每平方米120元,地坪造价为每平方米50元,求造价最小的谷仓尺寸为多少?
步骤一:题目分析阶段 设:圆筒的半径为R,圆筒的高度为H 。 谷仓的容积为300立方米,可得: 3003 232=+R H R ππ 圆筒高度不得超过10米,可得: 100≤≤H 圆筒半径不得超过3米,可得: 30≤≤R 当造价最小时: 2225021202150),(m in R H R R H R f πππ+?+?= 步骤二:数学模型建立阶段 2 225021202150),(m in R H R R H R f πππ+?+?=
模具浇注系统设计
浇注系统设计 9.1 浇注系统设计原则 9.1.1 浇注系统的组成 模具的浇注系统是指模具中从注塑机 喷嘴开始到型腔入口为止的流动动通道, 它可分为普通流道浇注系统和无流道浇注 系统两大类型。普通流道浇注系统包括主 流道、分流道、冷料井和浇口组成。如图 9-1所示。 9.1.2 浇注系统设计时应遵循如下原则: 1 . 结合型腔的排位,应注意以下三点: a .尽可能采用平衡式布置,以便熔融塑料能平衡地充填各型腔; b .型腔的布置和浇口的开设部位尽可能使模具在注塑过程中受力均匀; c .型腔的排列尽可能紧凑,减小模具外形尺寸。 2 . 热量损失和压力损失要小 a .选择恰当的流道截面; b .确定合理的流道尺寸; 在一定围,适当采用较大尺寸的流道系统,有助于降低流动阻力。但流道系统 上的压力降较小的情况下,优先采用较小的尺寸,一方面可减小流道系统的用料, 另一方面缩短冷却时间。 c .尽量减少弯折,表面粗糙度要低。 3 . 浇注系统应能捕集温度较低的冷料,防止其进入型腔,影响塑件质量; 4 . 浇注系统应能顺利地引导熔融塑料充满型腔各个角落,使型腔气体能顺利排出; 5 . 防止制品出现缺陷; 避免出现充填不足、缩痕、飞边、熔接痕位置不理想、残余应力、翘曲变形、收 缩不匀等缺陷。 6 . 浇口的设置力求获得最好的制品外观质量 浇口的设置应避免在制品外观形成烘印、蛇纹、缩孔等缺陷。 7 . 浇口应设置在较隐蔽的位置,且方便去除,确保浇口位置不影响外观及与周围零件 发生干涉。 8 . 考虑在注塑时是否能自动操作 4 6 1 2 3 I I 局部放大 图9-1 浇注系统的组成 1 - 主流道 ; 2 - 一级分流道 ; 3 - 拉料槽兼冷料井 4 - 冷料井 ; 5 - 二级分流道 ; 6 – 浇口 5
基于MATLAB的优化设计
基于MATLAB的曲柄摇杆机构优化设计 1.问题的提出 根据机械的用途和性能要求的不同,对连杆机构设计的要求是多种多样的,但这些设计要求可归纳为以下三种问题:(1)满足预定的运动规律要求;(2)满足预定的连杆位置要求;(3)满足预定的轨迹要求。在在第一个问题 里按照期望函数设计的思想,要求曲柄摇杆机构的曲柄与摇杆转角之间按照φ=f(?)(称为期望函数)的关系实现运动,由于机构的待定参数较少,故一 般不能准确实现该期望函数,设实际的函数为φ=F(?)(称为再现函数),而再 现函数一般是与期望函数不一致的,因此在设计时应使机构再现函数φ=F(?) 尽可能逼近所要求的期望函数φ=f(?)。这时需按机械优化设计方法来设计曲 柄连杆,建立优化数学模型,研究并提出其优化求解算法,并应用于优化模型的求解,求解得到更优的设计参数。 2.曲柄摇杆机构的设计 在图1所示的曲柄摇杆机构中,l1、l2、l3、l4分别是曲柄AB、连杆BC、摇杆CD和机架AD的长度。这里规定?0为摇杆在右极限位置φ0时的曲柄起始 位置角,它们由l1、l2、l3和l4确定。 图1曲柄摇杆机构简图 设计时,可在给定最大和最小传动角的前提下,当曲柄从?0转到?0+90?时,要求摇杆的输出角最优地实现一个给定的运动规律f(?)。这里假设要求: (?-?0)2(1)φE=f(?)=φ0+2 3π
s=30;qb=1;jj=5;fx=0; fa0=acos(((qb+x(1))^2-x(2)^2+jj^2)/(2*(qb+x(1))*jj)); %曲柄初始角 pu0=acos(((qb+x(1))^2-x(2)^2-jj^2)/(2*x(2)*jj));%摇杆初始角for i=1:s fai=fa0+0.5*pi*i/s; pui=pu0+2*(fai-fa0)^2?(3*pi); ri=sqrt(qb^2+jj^2-2*qb*jj*cos(fai)); alfi=acos((ri^2+x(2)^2-x(1)^2)/(2*ri*x(2))); bati=acos((ri^2+jj^2-qb^2)(/2*ri*jj)); if fai>0&fai<=pi psi=pi-alfi-bati; elseif fai>pi&fai<=2*pi psi=pi-alfi+bati; end fx=fx+(pui-psi)^2; end f=fx; (2)编写非线性约束函数M文件confun.m function[c,ceq]=confun(x); qb=1;jj=5;m=45*pi/180;n=135*pi/180; c(1)=x(1)^2+x(2)^2-(jj-qb)^2-2*x(1)*x(2)*cos(m); %最小传动角约束c(2)=-x(1)^2-x(2)^2+(jj+qb)^2+2*x(1)*x(2)*cos(n); %最大传动角约束ceq=[]; (3)在MATLAB命令窗口调用优化程序 x0=[6;4]; lb=[1;1]; ub=[]; %线性不等式约束 a=[-1-1;1-1;-11];b=[-6;4;4];[x,fn]=fmincon(@optimfun, x0,a,b,[],[],lb,ub,@confun); (4)运行结果
塑料模具课程设计说明书
南昌航空大学 塑料成型工艺及模具设计 课程设计说明书 题目:肥皂盒底盖塑料模具设计 专业:模具设计与制造 班级: 姓名:简洪伟 学号:---------------------------- 指导老师: 时间:2010年4月28日
引言 本说明书为塑料注射模具设计说明书,是根据塑料模具手册上的设计过程及相关工艺编写的。本说明书的内容包括:目录、课程设计指导书、课程设计说明书、参考文献等。 编写本说明书时,力求符合设计步骤,详细说明了塑料注射模具设计方法,以及各种参数的具体计算方法,如塑件的成型工艺、塑料脱模机构的设计。 本说明书在编写过程中,得到江五贵老师和同学的大力支持和热情帮助,在此谨表谢意。 由于本人设计水平有限,在设计过程中难免有错误之处,敬请各位老师批评指正。 设计者:简洪伟 2010.4.28
课程设计指导书 一、题目: 塑料肥皂盒材料:PVC 二、明确设计任务,收集有关资料: 1、了解设计的任务、内容、要求和步骤,制定设计工作进度计划 2、将UG零件图转化为CAD平面图,并标好尺寸 3、查阅、收集有关的设计参考资料 4、了解所设计零件的用途、结构、性能,在整个产品中装配关系、技术要求、生产批量 5、塑胶厂车间的设备资料 6、模具制造技能和设备条件及可采用的模具标准情况 三、工艺性分析 分析塑胶件的工艺性包括技术和经济两方面,在技术方面,根据产品图纸,只要分析塑胶件的形状特点、尺寸大小、尺寸标注方法、精度要求、表面质量和材料性能等因素,是否符合模塑工艺要求;在经济方面,主要根据塑胶件的生产批量分析产品成本,阐明采用注射生产可取得的经济效益。 1、塑胶件的形状和尺寸: 塑胶件的形状和尺寸不同,对模塑工艺要求也不同。 2、塑胶件的尺寸精度和外观要求: 塑胶件的尺寸精度和外观要求与模塑工艺方法、模具结构型式及制造精度等有关。 3、生产批量 生产批量的大小,直接影响模具的结构型式,一般大批量生产时,可选用一模多腔来提高生产率;小批量生产时,可采用单型腔模具等进行生产来降低模具的制造费用。 4、其它方面 在对塑胶件进行工艺分析时,除了考虑上诉因素外,还应分析塑胶件的厚度、
电风扇前罩注塑模具设计
目录 1 前言 (1) 2 总体方案设计 (3) 2.1 总体方案论证 (3) 2.2热塑性塑料注塑成型工艺性分析 (3) 2.3设计要点 (3) 2.4 塑件的测绘 (4) 2.5 塑件的三维造型 (6) 2.6 塑件的工艺分析 (7) 2.6.1塑件的材料分析 (7) 2.6.2塑件尺寸精度的选择 (7) 2.6.3塑件的结构工艺性分析 (8) 2.7脱模斜度的确定 (8) 3总体结构设计说明 (9) 3.1注塑机的选择 (9) 3.2注塑机的校验 (9) 3.3型腔数目的确定 (10) 3.4塑件收缩率的计算 (10) 3.5模具型腔工作尺寸计算 (10) 3.6模具型芯工作尺寸计算 (11) 3.7螺纹型芯工作尺寸计算 (11) 3.8分型面的设计 (11) 3.9 浇注系统设计 (12) 3.10冷却系统设计 (14) 3.10.1冷却系统的设计原则 (14) 3.10.2模具的冷却水道直径计算 (15) 3.11脱模机构设计 (16) 3.12导向机构设计 (17) 3.13排气系统设计 (17) 3.14侧抽芯机构设计 (17) 3.15模具材料的选择 (19) 3.16模板尺寸的确定 (19) 3.17绘制模具总体装配图 (19) 4模具零件的工艺分析及制造 (21) 4.1零件的加工工艺分析 (21) 4.2凹模的加工仿真 (22) 5 结论 (25) 参考文献 (26) 致谢 (27) 附录 (28)
1 前言 模具是现代工业生产的重要工艺装备。在现代工业生产中,模具已广泛应用于电机电器产品、电子和计算机产品、仪表、家用电器、汽车、军械、通用机械等产品的生产中。用模具生产制造所表现出来的高精度、高复杂程度、高生产率和低消耗等特点是其他加工制造方法所不能比拟的。随着现代化工业和科学技术的发展,人们对工业产品的品种、数量、质量及款式的要求愈来愈高,模具的应用也就愈来愈广泛,其适应性也愈来愈强,已成为国家制造工艺水平的标志和独立的基础工业体系。 模具的类型很多,按照成形件的材料不同,可以分为冲压模具、塑料模具、锻造模具、压铸模具、橡胶模具、粉末冶金模具、玻璃模具和陶瓷模具等,其中应用最为广泛的是冲压模具和塑料模具。其中塑料模具又可分为压塑成型模具,注塑成型模具,传递成型模具,挤塑成型模具,中空制品吹塑成型模具,热成型模具的几种类型的模具。 注塑模具是塑料模具中的一种类型,主要用于热塑性材料零件的成型。它是将塑料粉粒通过注塑机螺杆旋转漏入保持一定温度的料筒中,在90~100℃的温度下变成粘稠状态。在开动注塑机活塞,将溶融的塑料以高压,高速通过喷嘴注入,充满模具型腔,待保压顽固化,形成和模具型腔相仿的制品零件。 本次设计的课题为电风扇前罩注塑模具设计,该课题来源于江苏羽佳集团。本模具为适用于热塑性塑料的注塑模具,是用来生产电风扇前罩的专用模具。该模具适合于大批量多件生产,在实际生产中能够很好的满足注塑制件的加工要求,提高生产率和产品的精度,塑件表面无明显收缩、水纹等现象。模具一次试模成功,运行灵活、可靠,浇注系统、温控系统、脱模机构效果良好,在工作时运转平稳,工作可靠,装卸方便,便于维修和调整。 模具属于边缘科学,它涉及机械设计制造、塑性加工、铸造、金属材料及其热处理、高分子材料、金属物理、凝固理论、粉末冶金、塑料、橡胶、玻璃等诸多学科、领域和行业。从起步到现在,我国模具工业经历了半个多世纪的发展,已有了较大的提高,与国外的差距正在进一步缩小。纵观我国的模具工业,既有高速发展的良好势头,又存在精度低、结构欠合理、寿命短等一系列不足,无法满足整个工业迅速发展的迫切要求。当代模具要求的精度比传统模具高出一个数量级。多工位级进模、精冲模、精密塑料模的精度已达到0.003mm,甚至更高。多工位的级进模设计和制造技术已日趋成熟,然而,由于我国模具制造基础薄弱,各地发展极不平衡,因此总体来看,与国际先进水平相比和与国内外市场需求相比,差距还很大。这主要体现在工艺装备水平方面,我国塑料模制造企业设备数控化率和CAD/CAM应用覆盖面比国外低得多,且设备不配套、利用率低的现象十分严重。国产设备在精度、加工表面粗糙度、刚性、稳定性、可靠性及刀具和附件的配套性和精度保持性等方面与国外相比仍有较大差距。 本次的设计主要包括塑件的工艺性分析,注塑模具的总体结构设计以及模具三维
基于UG的注塑模浇注系统构建与分析
龙源期刊网 https://www.360docs.net/doc/5316630732.html, 基于UG的注塑模浇注系统构建与分析 作者:朱鹏超 来源:《数字化用户》2013年第17期 【摘要】现阶段,模具CAD技术已经快速发展,笔者在Windows Vista平台上,通过对UG NXS进行了较深入的研究,专注于开发注塑模浇注系统三维设计建模系统模块,将注塑模的浇注系统的每个组成部分的设计进行逐一分析,又经历了一些列的二次开发方法。这项技术的完成对注塑模具的效率有着重要的意义。 【关键词】注塑模浇注系统二次开发UG 浇注系统设计作为注射模设计的核心部分,它的设计目前还是在利用一些通用的CAD软件技术,这个软件设计还不够专业,为此,对于浇注系统进行的设计时,通常设计者们军事通过自己的经验和技术来确定浇筑尺寸尺寸和浇注系统的类型,这样的数据是不够精确的,而且影响到生产效率,所以现在运用UG这种大型的工程软件,利用三维实体造型,让设计变得更加的简单和快捷,另外,在充分的利用和二次开发UG软件来提升注塑模浇筑系统的设计效率和质量。从而大大的减少了浇筑模具的设计周期,从而有效缩短产品制造的周期和提升产品质量。 一、浇注系统设计的基本原则 在进行浇筑系统设计时,要充分考虑如果浇注系统设计出现了问题和偏差将对注塑成型以及注塑制品质量产生非常大的影响,因此,确保有效规避因设计失误带来的偏差,在对浇注系统进行设计过程中应遵循以下几方面的原则: 第一,要确保设计能够适应塑料品种及其材料的特性需求; 第二,要基于塑料制品的形状、大小以及要考虑制品在浇筑过程中的防变形特征进行设计; 第三,要充分考虑要结合型腔布置进行设计,另外要尽可能的采用平衡式分流道布局设计,从而有效确保浇注系统的排气性能; 第四,要在设计时应对浇注系统中的浇口尺寸、位置以及数量选择做到精确无比; 第五,要充分考虑防止型芯变形和位移情况的发生,要确保进行设计时考虑到注塑机安装模板的大小以及进行后期整修的便捷性。 二、UG二次开发应用研究现状
机械优化设计MATLAB程序文件
机械优化设计作业1.用二次插值法求函数()()()22 ?极小值,精度e=0.01。 t t =t 1- + 在MATLAB的M文件编辑器中编写的M文件,如下: f=inline('(t+1)*(t-2)^2','t') a=0;b=3;epsilon=0.01; t1=a;f1=f(t1); t3=b;f3=f(t3); t2=0.5*(t1+t3);f2=f(t2); c1=(f3-f1)/(t3-t1); c2=((f2-f1)/(t2-t1)-c1)/(t2-t3); t4=0.5*(t1+t3-c1/c2);f4=f(t4); k=0; while(abs(t4-t2)>=epsilon) if t2
运行结果如下: 迭代计算k= 7 极小点坐标t= 2 函数值f=0.0001 2.用黄金分割法求函数()32321+-=t t t ?的极小值,精度e=0.01。 在MATLAB 的M 文件编辑器中编写的M 文件,如下: f=inline('t^(2/3)-(t^2+1)^(1/3)','t'); a=0;b=3;epsilon=0.01; t1=b-0.618*(b-a);f1=f(t1); t2=a+0.618*(b-a);f2=f(t2); k=1; while abs(b-a)>=epsilon if f1 机械优化设计在matlab中的应用 东南大学机械工程学院** 一优化设计目的: 在生活和工作中,人们对于同一个问题往往会提出多个解决方案,并通过各方面的论证从中提取最佳方案。最优化方法就是专门研究如何从多个方案中科学合理地提取出最佳方案的科学。由于优化问题无所不在,目前最优化方法的应用和研究已经深入到了生产和科研的各个领域,如土木工程、机械工程、化学工程、运输调度、生产控制、经济规划、经济管理等,并取得了显著的经济效益和社会效益。 " 二优化设计步骤: 1.机械优化设计的全过程一般可以分为如下几个步骤: 1)建立优化设计的数学模型; 2)选择适当的优化方法; 3)编写计算机程序; : 4)准备必要的初始数据并伤及计算; 5)对计算机求得的结果进行必要的分析。 其中建立优化设计数学模型是首要的和关键的一步,它是取得正确结果的前提。优化方法的选取取决于数学模型的特点,例如优化问题规模的大小,目标函数和约束函数的性态以及计算精度等。在比较各种可供选用的优化方法时,需要考虑的一个重要因素是计算机执行这些程序所花费的时间和费用,也即计算效率。 2.建立数学模型的基本原则与步骤 ①设计变量的确定; — 设计变量是指在优化设计的过程中,不断进行修改,调整,一直处于变化的参数称为设计变量。设计变量的全体实际上是一组变量,可用一个列向量表示: x=。 ②目标函数的建立; 选择目标函数是整个优化设计过程中最重要的决策之一。当对某以设计性能有特定的要求,而这个要求有很难满足时,则针对这一性能进行优化会得到满意的效果。目标函数是设计变量的函数,是一项设计所追求的指标的数学反映,因此它能够用来评价设计的优劣。 目标函数的一般表达式为: 。 f(x)=,要根据实际的设计要求来设计目标函数。 ③约束条件的确定。 一个可行性设计必须满足某些设计限制条件,这些限制条件称为约束条件,简称约束。 由若干个约束条件构成目标函数的可行域,而可行域内的所有设计点都是满足设计要求的,一般情况下,其设计可行域可表示为 前言 第二章注塑设备选择 第2.1节估算塑件体积 该产品大批量生产故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,可采用侧浇口自动脱模结构。由于塑件中等大小,所以模具采用一模二腔结构,浇口形式采用侧浇口。 2.1.1计算塑件体积 由第一章可知塑件材料PMMA的密度为1.16~1.20g.cm3-,收缩率为1.6%~2.0%,计算出其平均密度为1.18 g.cm3-,平均收缩率为1.8%。经测绘初步估算得 塑件体积 V 塑 =9.18+1.428+7.722+0.33+0.32+2.62=21.6 cm3; 塑件质量M 塑= V 塑 ρ=21.6 cm3×1.18 g.cm3-=25.488g; 2.1.2 浇注系统凝料体积的初步估算 可按塑件体积的0.6倍估算,由于该模具采用一模二腔。 1.所以浇注系统凝料体积为 V 2=2V 塑 ×0.6=2×21.6×0.6=25.92 cm3; 2.该模具一次注塑所需塑料的体积为 V 0=2V 塑 + V 2 =2×21.6+25.92=69.12 cm3; 第2.2节注塑机型号的选定 根据塑料制品的体积与质量,以及成型工艺参数初步选定注塑机的型号为SZ—200/1000型卧式螺杆注塑机 2.2.1 注塑机的主要技术参数 如表2.1所示 表2.1 注: 该注塑机由宁波市金星塑料机械有限公司生产 2.2.2 型腔数量的校核 1.由注塑机料筒塑化速率校核型腔数目 n ≤ 1 2 3600m m KMt -; 上式右边≈12≥2,符合要求。 式中 K ——注塑机最大注塑量的利用系数,取0.8; M ——注塑机的额定塑化量(g/h 或cm 3/h),该注塑机为14g/s ; t ——成型周期,因塑件较小,壁厚不大,取45s ; m 1——单个塑件质量 25.48g ; m 2——浇注系统所需塑料质量 30.58g ; 2.按注射机的最大注射量校核型腔数目 n ≤ 2 1 m m Km n -; 上式右边≈5.4≥2符合要求; 式中 m n ——注射机允许的最大注射量(g 或cm 3) 210 cm 3; 3.按注射机的额定锁模力校核型腔数目 注射机在充模过程中产生的胀模力主要作用在两个位置: 在两瓣合模上的作用面积约为A 11≈24×135=3240mm 2; 瓣合模与支撑板的接触处的作用面积A 12≈17×135=2295mm 2; n ≤ 1 2 A P A P F 型型- 上式右边≈3.1≥2符合要求; 式中 F ——注射机的额定锁模力(N),该注射机为4×105N ; 优化设计 无约束优化 min f(x)= 21x +22x -21x 2x -41x 初选x0=[1,1] 程序: Step 1: Write an M-file objfun1.m. function f1=objfun1(x) f1=x(1)^2+2*x(2)^2-2*x(1)*x(2)-4*x(1); Step 2: Invoke one of the unconstrained optimization routines x0=[1,1]; >> options = optimset('LargeScale','off'); >> [x,fval,exitflag,output] = fminunc(@objfun1,x0,options) 运行结果: x = 4.0000 2.0000 fval = -8.0000 exitflag = 1 output = iterations: 3 funcCount: 12 stepsize: 1 firstorderopt: 2.3842e-007 algorithm: 'medium-scale: Quasi-Newton line search' message: [1x85 char] 非线性有约束优化 1. Min f(x)=321x +2 2x +21x -32x +5 Subject to: 1g (x)=1x +2x +18≤0 2g (x)=51x -32x -25≤0 3g (x)=131x -412 2x 0≤ 4g (x)=14≤1x 130≤ 5g (x)=2≤2x 57≤ 初选x0=[10,10] Step 1: Write an M-file objfun2.m function f2=objfun2(x) f2=3*x(1)^2+x(2)^2+2*x(1)-3*x(2)+5; Step 2: Write an M-file confun1.m for the constraints. function [c,ceq]=confun1(x) % Nonlinear inequality constraints c=[x(1)+x(2)+18; 5*x(1)-3*x(2)-25; 13*x(1)-41*x(2)^2; 14-x(1); x(1)-130; 2-x(2); x(2)-57]; % Nonlinear inequality constraints ceq=[]; Step 3: Invoke constrained optimization routine x0=[10,10]; % Make a starting guess at the solution >> options = optimset('LargeScale','off'); >> [x, fval] = ... fmincon(@objfun2,x0,[],[],[],[],[],[],@confun1,options) 运行结果: x = 3.6755 -7.0744 fval = 124.1495 《套管塑料模具设计》 毕业设计说明书 设计题目:套管塑料模具设计 学生姓名:朱宏栋 学号: 2 系别:机电工程系 专业班级:机电模具2班 指导教师:吴光辉 起止时间:2015年12 月 21日——2015年12 月 28 日 目录 套管塑料模设计 (4) 1、塑件的工艺分析 (5) 1.1、塑件的原材料分析 (5) 1.2、塑件的尺寸精度分析 (5) 1.3、塑件表面质量分析 (6) 1.4、塑件的结构工艺分析 (6) 2、成型设备选择与塑件注射工艺参数确定 (6) 2.1、计算塑件的体积 (6) 2.2、注塑机的初步选择 (7) 2.3、塑件注射工艺参数的确定 (7) 3、注射模的结构设计 (8) 3.1、分型面的选择 (8) 3.2、型腔数目的确定及型腔的排列 (9) 3.3、浇注系统的设计 (9) 3.4、型芯、型腔结构的确定 (11) 3.5、推件方式的选择 (11) 3.6、侧抽芯机构设计 (12) 4模具设计有关尺寸计算(型芯型腔图如下) (12) 型芯 (13) 4.1型腔和型芯工作尺寸计算 (13) 4.2、抽芯机构零件设计与计算 (14) 4.3、模板尺寸设计 (16) 4.4、导向机构的设计 (16) 5、冷却系统的设计 (16) 6、注射机有关参数的校核 (17) 6.1、注射压力校核 (17) 6.2、安装尺寸校核 (17) 6.3、最大行程校核 (17) 6.4、推出装置校核 (17) 7、模具装配图 (17) 设计小结 (18) 参考文献 (18) 套管塑料模设计 摘要:本设计分析塑料的特性及其对注塑工艺的影响,介绍了套管塑料模具主要零部件的尺寸计算方法,注塑模结构及工作过程。根据套管零件的特点确定了塑料模结构,达到了塑件的尺寸精度。 针对塑件脱模过程中的难点,设计了一种非常规抽芯的塑料模结构,并对模具设计与制造中的一些关键问题加以详述。同时对浇注系统,顶出机构也作了简要说明。 关键词:注塑模;设计;套管;抽芯机构;侧向抽芯 前言: 随着中国当前的经济形势的高速发展,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。可见模具工业在国民经济中重要地位。我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。 近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。套管注射模具就是将塑料先加在注塑机的加热料筒内,塑料受热熔化后,在注塑机的螺杆或柱塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔内,塑料在其中固化成型。 本次课程设计的主要任务是塑料模具的设计,也就是设计一副注塑模具来生产插套管塑料件产品,以实现自动化提高产量。针对套管塑料模的具体结构,通过此次设计,使我对模具的设计 MATLAB第12章工程优化设计实例 第12章工程优化设讣实例优化设讣的数学模型 优化设讣的数学模型是描述实际优化问题的设计内容、变量关系、有关设计条件和意图的数学表达式,它反映了物理现象各主要因素的内在联系,是进行优化设计的基础。优化设计数学模型的三大要素: ?设计变量 ?约束条件 ? LI标函数 1.设计变量 一个设计方案可以用一组基本参数的数值来表示,这些基本参数可以是构件尺寸等儿何量,也可以是质量等物理量,还可以是应力、变形等表示丄作性能的导出量。设计变量:在设讣过程中进行选择并最终必须确定的各项独立的基本参数,乂叫做优化参数。 设计变量的全体实际上是一组变量,可用一个列向量表示 2.约束条件 设计空间是所有设计方案的集合,但这些设计方案有些是工程上所不能接受 的。如一个设计满足所有对它提出的要求,就称为可行设计。 一个可行设讣必须满足某些设讣限制条件,这些限制条件称作约束条件,简称约 束。3.目标函数 为了对设计进行定量评价,必须构造包含设讣变量的评价函数,它是优化的口标, 称为LI标函数,以F(X)表示。 FxFxxx ()(),, , , 12n 在优化过程中,通过设计变量的不断向F(X)值改善的方向自动调整,最后求得 F(X)值最好或最满意的X值。在构造LI标函数时,应注意:訂标函数必须包含全部设计变量,所有的设计变量必须包含在约束函数中。 模型输入时需要注意的问题 使用优化工具箱时,山于优化函数要求口标函数和约束条件满足一定的格式,所以需要用户在进行模型输入时注意以下儿个问题: 1.目标函数最小化 优化函数 fminbnd、fminsearchx fminunc、fmincon、fgoalattdin、fminmax 和1 sqnonlin都要求LI标函数最小化,如果优化问题要求LI标函数最大化,可以通过使该LI标函数的负值最小化即-f(x)最小化来实现。近似地,对于quadprog函数提供-H 和-f,对于1 inprog函数提供-f。 2.约束非正 优化工具箱要求非线性不等式约束的形式为Ci(x)?0,通过对不等式取负可以达到使大于零的约束形式变为小于零的不等式约束形式的U的,如Ci (x)?0形式的约束等价于- Ci(x)?0;Ci(x)?b形式的约束等价于- Ci(x)+b?0。 3.避免使用全局变量 Fmincon是mat lab最主要内置的求解约束最优化的函数,该函数的优化问题的标准形式为:1.数学模型标准形式: min f , X, s. t. AX?b ,线性不等式约束, AeqX二beq ,线性等式约束, C(X)?0 ,非线性不等式约束条件, 《注塑模具理论》 浇注系统 中国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/5316630732.html, 中国模具设计网https://www.360docs.net/doc/5316630732.html, 前言 浇注系统是注塑模具里面特别重要的部分,它的主要作用是把注塑机里面可流动的塑料 引入到模具的型腔里面.就相当于人吃饭时的食管,灌水用的渠道. 中国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/5316630732.html, 中国模具设计网https://www.360docs.net/doc/5316630732.html, 中国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/5316630732.html, 中国模具设计网https://www.360docs.net/doc/5316630732.html, 第一节 浇注系统的构成 一、大水口浇注系统的构成:整个浇注系统又可以称为“废料”。1、主流道: 2、分流道:1)主分流道 2)次分流道3、胶口:4、冷料井: 中 国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/5316630732.html, 中国模具设计网https://www.360docs.net/doc/5316630732.html, 二、大水口浇注系统各部分的详解: 1、主流道:它的作用是把注塑机里面可流动的塑料引入到模具里面,是可流动的塑料经过模具的第一段通道,它一般在唧嘴里面成形。 注意:唧嘴是标准件,则主流道的大小尺寸由唧嘴来决定,为了减少“废料”,可以缩短唧嘴的长度,则保证上图当中的“M”不小于10即可.设计时,就算唧嘴选取错误了,也不要紧,可以直接更换. 中国模具设计网w w w .z g m j s j .c o m https://www.360docs.net/doc/5316630732.html, 中国模具设计网https://www.360docs.net/doc/5316630732.html, 优化计算MATLAB程序 首先,将目标函数写成M文件,其程序语句如下; function f = fun (x) global K L thetamax alpha for i=1:61 f = 0 betae = atan(tan(alpha(i)/(1-(K/L)*tan(alpha(i)))); A(i)=2*x(1).^2*sin(x(2)+alpha(i)); B(i)=2*K*x(1)-2*x(1).^2*cos(x(2)+alpha(i)); C(i)=2*x(1).^2-4*x(1).^2*(cos(x(2)).^2+4*K*x(1)*cos(x(2))-2*K*x(1)* cos(x(2)+alpha(i)); theta3(i)= 2*acot((A(i)+sqrt(A(i).^2+B(i).^2-C(i).^2))/(B(i)+C(i))); beta(i)=x(2)+theta3(i)-pi; if alpha(i)<=pi/18 f(i)=1.5*abs(beta(i)-betae3(i)); elseif alpha>=pi/18,alpha(i)<=pi/9;f(i)=abs(betaa(i)-betae3(i)); elsef(i)=0.5*abs(beta(i)-betae3(i)); global K L thetamax alpha K=input L=input thetamax=input x0(1)=input x0(2)=input thetamax = thetamax*pi/180; x0(2)=x0(2)*pi/180;lb(1)=0.17K; lb(2)=0.17*K; ub(1)=acot(K/(1.2*L))ub(2)=pi/2; alpha=linspace (0, theamax ,61); lb=[lb(1),lb(2)]; ub=[ub(1),ub(2)];x(0)=[x0(1),x0(2)]; options = optimset ( ‘TolFun’,‘le-10’,‘TolCon’,‘le-6’) [x,resnorm] = lsqnonlin(‘fun’,x0,lb,ub,options) g lobal K L thetamax alpha K = input L= input thetamax= input x ( 1) = input x ( 2) = input thetamax = thetamax * pi/ 180; x ( 2) = x ( 2) * pi/ 180; alpha= linspace( 0, thetamax , 61) ; fo r i= 1∶61 betae= atan( tan( alpha( i) ) / (( 1- K/ L) * tan( alpha( i) ) ) ) ; A ( i) = 2* ( x ( 1) ) .∧2* sin ( x ( 2) + alpha( i) ) ; B( i) = 2* K* x( 1) - 2* ( x ( 1) ) . ∧2* cos( x( 2) + alpha( i) ) ) ; 复习题 1.什么是塑料? 2.在注射过程中有那些影响产品质量的因素? 3.如何确定注射模的分型面?如何进行注射模的总体布局? 4.浇注系统有那些部分组成?设计时有那些要求? 5.简述塑料中的5种添加剂作用是什么? 6.什么是热塑性塑料?什么是热固性塑料?两者间的区别是什么? 7.设计塑料模具时,模具的长宽和厚度尺寸与注射机的参数间的关系应满足哪些要求? 8.注射模的浇口有那些典型类型?各有何用? 9.脱模机构分为那几种? 10.侧向分型与抽芯机构有那几类?各有何特点? 11.斜导柱分型抽芯机构的形式有几种?应用情况如何? 12.列出至少六种常见的浇口形式,并简述在选择浇口位置时应该考虑的因素。13.简述斜导柱侧向分型与抽芯机构设计中,侧型芯滑块压紧、定位及导滑机构的作用。 14.简述分型面的设计原则。 15.简述冷却回路的布置原则。 16、哪些情况下要考虑采用先行复位机构? 17、常见的排气方式有哪些? 18.塑料的主要成分是什么? 19.注塑成型工艺三个基本参数是什么? 20.什么样塑件的注射模需要设置侧分型与抽芯机构? 21.点浇口和侧浇口分别适用于哪种典型的注射模具? 22.注射模具中复位杆的作用是什么? 23.注射模具的长和宽受到注射机什么部位的尺寸限制?厚度受到什么限制?24.浇口套零件上凹球面直径和小孔直径与注射机的什么部位的尺寸有关?25.注射机的主要技术指标有哪些? 26.模具在注射机上是怎样定位和固定的? 27.简述选择注射机时要校核哪些参数? 28.注射成型的工艺过程有哪些内容?简述各部分的作用? 29.分别简述热塑性塑料和热固性塑料在注射成型过程中的特点?两者间的区别是什么? 30.注射模具主要有哪几个部分组成?每个部分的作用是什么? 31.注射模推出机构的作用是什么?推杆推出机构有哪些零件组成? X学院 课程设计 课程名称:注塑模课程设计 题目名称:罩壳注塑模设计 专业班级: 学号: 学生姓名: 指导导师: 目录 设计题目 (2) 一:塑件的工艺性分析 (3) 1、塑件的原材料分析 (3) 2、塑件的结构工艺性分析 (4) 3、塑件的尺寸精度分析 (4) 4、塑件表面质量分析 (4) 二: 成型设备选择与校核 (4) 1、注塑机的初选 (4) 2、注塑机的校核与终选 (5) 3、塑件模塑成型工艺参数的确定 (6) 三: 注射模的结构设计 (6) 1、分型面的选择 (7) 2、型腔数目的确定及型腔的排列 (8) 3、注系统的设计 (8) 4、型芯、型腔结构的确定 (9) 四: 成型零件尺寸计算 (10) 五: 冷却系统的设计 (10) 1、冷却直径和位置 (10) 2、冷却介质 (11) 六、模架的尺寸 (11) 七.排气系统的设计 (12) 八:导向与定位结构的设计 (12) 九:推件方式的选择 (12) 十:模具的工作原理及特点 (13) 1、工作原理 (14) 2、结构特点 (14) 设计小结 (15) 参考文献 (15) 一.塑件的工艺性分析 塑件的工艺性分析包括:塑件的原材料分析、塑件的尺寸精度分析、塑件表面质量和塑件的工艺性分析,其具体分析如下: 1、塑件的原材料分析 塑件材料该塑件为塑料罩壳,壁厚为3mm,塑件外型尺寸不大,选用PP塑料,塑件精度要求为MT5级。 性能:密度小,强度、刚性、硬度、耐热性均优于HDPE,可在100℃左右使用。具有优良的耐腐蚀性,良好的高频绝热性,不受温度影响,但低温变脆,不耐磨,易老化。 成型特性: 1)结晶型塑料,吸湿性小,可能发生熔体破裂,长期与热金属接触易发生 分解; 2)流动性极好,溢边值0.03mm左右; 3)冷却速度快,浇注系统及冷却系统的散热性适度; 4)成型收缩范围大,收缩率大,已发生缩孔,凹痕、变形,取向性强 5)注意控制成型温度,料温低时取向性明显,尤其低温高压时明显,模 具温度低于50℃以下塑件无光泽,易产生熔接痕、流痕;90℃以上时 已发生翘曲、变形; 6)塑件应壁厚均匀,避免缺口,尖角,以防止应力集中 物理、热性能、力学性能、电气性能 2、塑件的结构工艺性分析 ⑴ 从图纸上分析,该塑件的外形为回转体,壁厚均匀,都为3.2mm,且符合最小 壁厚要求. ⑵ 塑件型腔较大,有尺寸相等的孔,它们均符合最小孔径要求. 3、塑件的尺寸精度分析 塑件的型腔尺寸: 基于MATLAB 的曲柄摇杆机构优化设计 1. 问题的提出 根据机械的用途和性能要求的不同,对连杆机构设计的要求是多种多样的,但这些设计要求可归纳为以下三种问题:(1)满足预定的运动规律要求;(2)满足预定的连杆位置要求;(3)满足预定的轨迹要求。在在第一个问题里按照期望函数设计的思想,要求曲柄摇杆机构的曲柄与摇杆转角之间按照()f φ?=(称为期望函数)的关系实现运动,由于机构的待定参数较少,故一般不能准确实现该期望函数,设实际的函数为()F φ?=(称为再现函数),而再现函数一般是与期望函数不一致的,因此在设计时应使机构再现函数()F φ?=尽可能逼近所要求的期望函数()f φ?=。这时需按机械优化设计方法来设计曲柄连杆,建立优化数学模型,研究并提出其优化求解算法,并应用于优化模型的求解,求解得到更优的设计参数。 2. 曲柄摇杆机构的设计 在图 1 所示的曲柄摇杆机构中,1l 、2l 、3l 、 4l 分别是曲柄AB 、连杆BC 、摇杆CD 和机架AD 的长度。这里规定0?为摇杆在右极限位置0φ时的曲柄起始位置角,它们由1l 、2l 、3l 和4l 确定。 图1 曲柄摇杆机构简图 设计时,可在给定最大和最小传动角的前提下,当曲柄从0?转到090??+时,要求摇杆的输出角最优地实现一个给定的运动规律()f ?。这里假设要求: ()()2 0023E f φ?φ??π ==+ - (1) 对于这样的设计问题,可以取机构的期望输出角()E f φ?=和实际输出角 ()F φ?=的平方误差之和作为目标函数,使得它的值达到最小。 2.1 设计变量的确定 决定机构尺寸的各杆长度1l 、2l 、3l 和4l ,以及当摇杆按已知运动规律开始运行时,曲柄所处的位置角0?应列为设计变量,即: []12340T x l l l l ?= (2) 考虑到机构的杆长按比例变化时,不会改变其运动规律,通常设定曲柄长度 1l =1.0,在这里可给定4l =5.0,其他杆长则按比例取为1l 的倍数。若取曲柄的初始 位置角为极位角,则?及相应的摇杆l 位置角φ均为杆长的函数,其关系式为: ()()()()222221243230124225arccos 210l l l l l l l l l l l l ?????++-+-+==????++???????? (3) ()()22222124323034325arccos 210l l l l l l l l l l ????? +--+--==???????????? (4) 因此,只有2l 、3l 为独立变量,则设计变量为[][]2312T T x l l x x ==。 2.2目标函数的建立 目标函数可根据已知的运动规律与机构实际运动规律之间的偏差最小为指标来建立,即: ()()2 1min m Ei i i f x φφ==-→∑ (5) 式中,Ei φ-期望输出角;m -输出角的等分数;i φ-实际输出角,由图 1 可知: ()()02i i i i i i i παβ?πφπαβπ?π--≤≤??=?-+≤≤?? (6) 式中,222222322132arccos arccos 22i i i i i r l l r x x rl r x α???? +-+-== ? ????? (7) 222241424arccos arccos 210i i i i i r l l r rl r β???? +-+== ? ????? (8) i r == (9) 2.3约束条件matlab(四连杆优化设计)
模具设计毕业设计注塑设备设计
(完整word版)优化设计Matlab编程作业
套管塑料模具设计说明书
MATLAB第12章工程优化设计实例
浇注系统
转向梯形优化设计matlab程序
塑料成型工艺及模具设计教学教材
罩壳注塑模设计
简述基于MATLAB的优化设计