螺纹的加工教学设计
教学设计
《螺纹的加工》
学校:亳州技师学院
设计人:吴锋
专业:数控车床加工技术
【课题】螺纹的加工
【课时】1课时
【授课地点】数控实训车间
【授课班级】16级数控班
【教学理念】
“以能力为本位,以就业为导向”的职业教育方针,针对中等职业教育教学实践能力和职业技能的培养,充分体现“理实一体化”项目教学法的教学模式。【教材分析】
《数控车加工技术》是我校李大卫老师主编的校本教材,是中等职业学校机电相关专业的一门专业课程,是数控技术应用专业领域技能型紧缺人才培养指导方案的核心课程。通过本书的学习,使读者能掌握程序的编制方法和数控车床的操作,实现产品的加工。
【学情分析】
本次课程所授学生是我校16级数控班学生,他们对普通车床和数控车床进行了系统的学习,对数控车床的操作和编程有了一定的基础。
【教学目标】
知识目标:掌握G82螺纹切削循环指令的格式及刀路轨迹;
能力目标:①会用G82螺纹切削循环编制出合理的程序,并能运用它进行生产加工;②培养学生分析问题归纳问题的思维能力和探究能力;
③解决生产中碰到的疑难问题。
情感目标:①培养学生认真、细致严谨的科学态度,培养学生自我表现的能力;
②培养学生强烈的安全操作意识;
③让学生明白高科技人才必须在生产中才能培养出来,必须积极加入到学校的对外加工活动中去。
【重点难点】
重点:G82指令
难点:G82指令的运用
【教学方法】
《数控车床加工技术》是数控专业一门实践性非常强的专业课,本节课总的思路采用“理实一体化”的项目教学法的教学模式,同时采用“小组合作法”,发挥学生的主观能动性,让学生主动去思考,去探求。
【课前准备】
1:设备,工具,量具
2:零件:工具图纸,完成该零件的外圆面的加工及退刀槽的加工
【教学过程】
项目流程教学内容
组织教学检查出勤,分组,检查各组上一节课零件完成情况
提问:在普通车床加工螺纹的方法和步骤?好不好加工?
引入新课:
展示今天要完成的图纸:
前几节课我们已经完成外圆加工和退刀槽的加工,今天我们就来学习螺纹的加工。螺纹加工使用的是直螺纹切削循环语句G82,下面我们就来重点介绍G82格式和参数的含义
格式:G82 X(U)__Z(W)__R__E__C__P__F__
说明:X,Z:绝对编程时为螺纹终点C在工件坐标系下的坐标,增量编程时为螺纹终点相当于起点A的有向距离。
R,E:螺纹切削的退尾量,R,E均为向量,R为Z向回退量;E为X向退回量,RE 省略,表示不用回退功能。
C:螺纹头数,为1或0是切削单头螺纹
P:单头螺纹切削时,为主轴基准脉冲处距离切削起始点的主轴转角(缺省值为0),多头螺纹切削时,为相邻螺纹头的切削起始点之间的主轴转角。
F:螺纹导程。
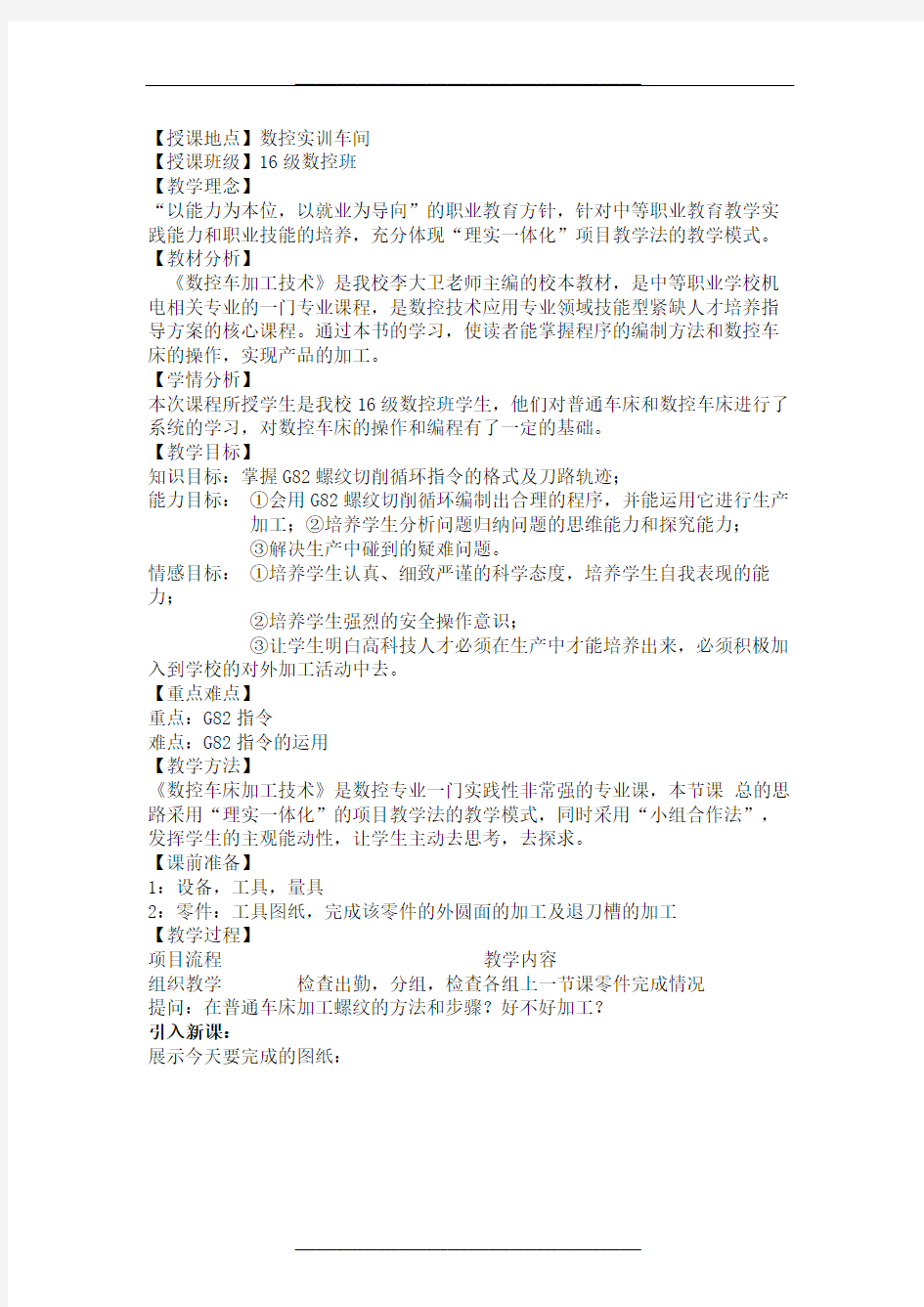
G82
走刀轨迹:
刀具从A-----B-----C-----D-----A)
螺纹加工注意事项:
1:加工外螺纹,采用60度螺纹刀,刀号,刀补均为3号
螺距 1.0 1.5 2 2.5 牙深(半径量)0.649 0.974 1.299 1.642
切削次数
及吃刀量
(直径
值)
1次0.7 0.8 0.9 1.0
2次0.4 0.6 0.6 0.7
3次0.2 0.4 0.6 0.6
4次0.16 0.4 0.4
5次0.1 0.4
6次0.15
螺纹牙顶处有0.13p的宽度。
4:有退刀槽的螺纹,螺纹车削前应先加工退刀槽,槽的直径应小于螺纹小径。
加工程序:
%0123 程序名
T0303 选择刀具
M03 S600 主轴正转,转速600r/min
G0 X40 Z2 定循环起点
例题讲解
毛坯尺寸φ35×65,材料45
G82 X29.2 Z-52 F1.5 螺纹循环切削第一刀
X28.6 第二刀
X28.2 第三刀
X28.04 第四刀
X28.04
G0 X99 快速退刀
Z99
M05 主轴停止
M30 程序结束并返回开头
下面进行实训部分
注意事项:
1、按照实习要求,分组操作。;
2、工件要找正夹紧;
3、工夹量具用完放进工具盘摆放整齐;
4、同一时间只允许一人操作机床;
5、不许串岗,在车间打闹;
6、不懂或者不确定的事情要及时请教老师;
请各位同学操作时一定要注意安全,遇到有什么不明白的要主动请教老师!!!切记!!!
【任务一】:每一组先请一位同学上车床操作:把上节课做的工件放到车床上夹好,并对好刀.
【任务二】:分组讨论:把今天设计的程序写出来,找出一位同学并把程序输入车床,检验,并把螺纹加工出来。
评讲:
总结:
—1、G82指令的格式、功能、轨迹
—2:切削次数与背吃刀量
【任务三】:(作业)大家要树立模块化编程的思想,把上次程序拿出来,
把加工螺纹的这一段放到程序当中去,分组进行,重新利用毛坯件把螺纹加工出来