产品外观检验标准
文件编号:版本号: A/0 保密等级:内部使用
文件类别:■管理规范□管理办法□作业规范
产品外观检验标准
修订记录
1 目的
作为通用产品外观检验判定依据,确保品质能符合客户需求。
2 范围
本标准规定了通用产品塑胶件、电镀件、喷漆件、压铸件、整机装配、彩盒及包装的外观检验,包括缺陷定义、缺陷允收标准等。
本标准适用于产品塑胶件、压铸件、彩盒、资料及包装的外观检验。
3 职责
质量人员对产品外观的检验和判定。
4 定义
4.1 产品等级定义
S等级:手持类产品、高端类终端产品,包括但不限于高端市场、特定客户有较高要求的产品。
A等级:通用类终端产品
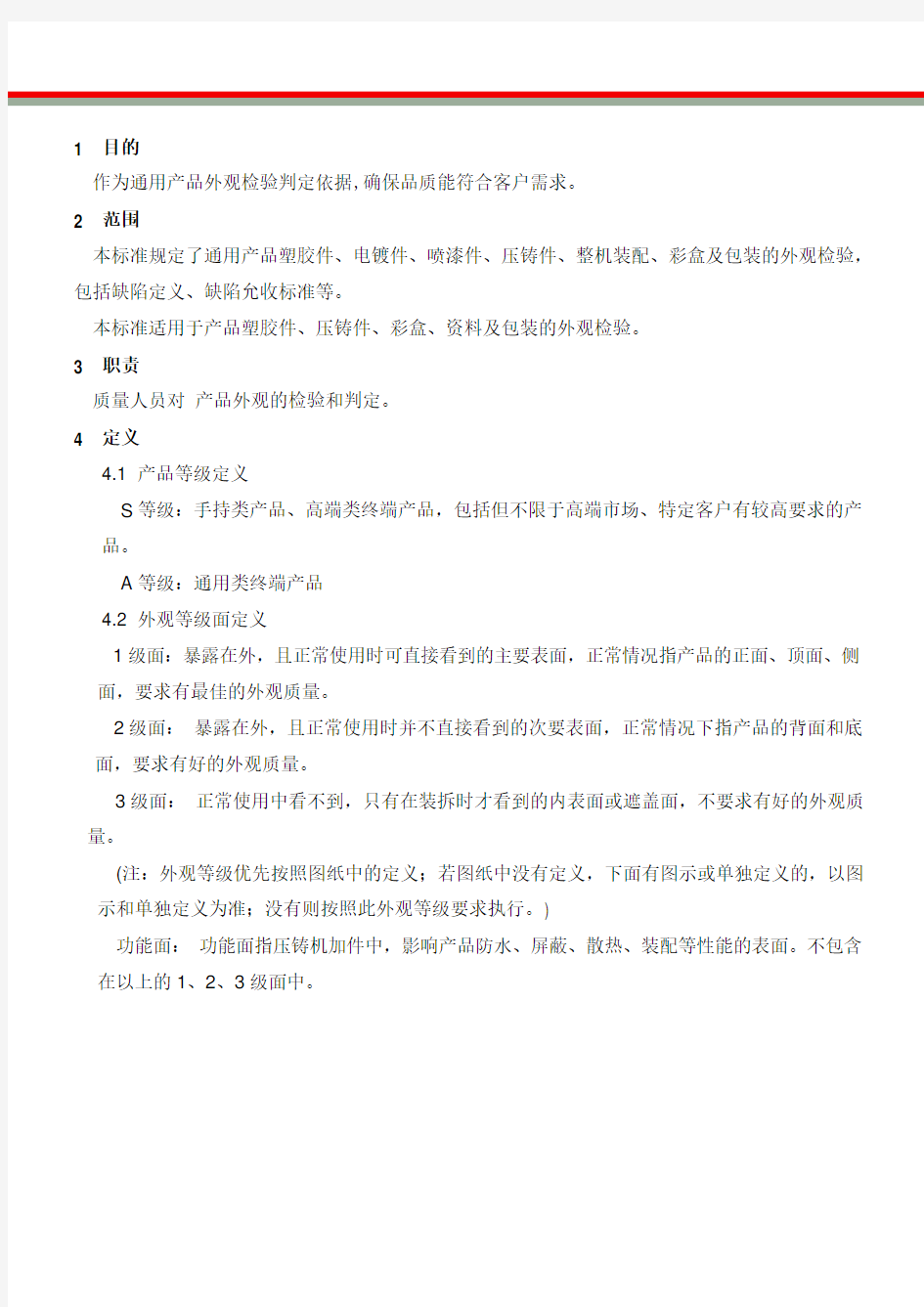
4.2 外观等级面定义
1级面:暴露在外,且正常使用时可直接看到的主要表面,正常情况指产品的正面、顶面、侧面,要求有最佳的外观质量。
2级面:暴露在外,且正常使用时并不直接看到的次要表面,正常情况下指产品的背面和底面,要求有好的外观质量。
3级面:正常使用中看不到,只有在装拆时才看到的内表面或遮盖面,不要求有好的外观质量。
(注:外观等级优先按照图纸中的定义;若图纸中没有定义,下面有图示或单独定义的,以图示和单独定义为准;没有则按照此外观等级要求执行。)
功能面:功能面指压铸机加件中,影响产品防水、屏蔽、散热、装配等性能的表面。不包含在以上的1、2、3级面中。
图 1 ONT产品外观面等级示意图
4.3彩盒测量面定义
测量面定义表,备注:未涉及到的为非管控区域
标准层次分为A标和B标二种。日美等外观要求较高的运营商建议使用A标,如日本KDDI/DOCOMO、英国BT;除了A标建议的运营商及通用市场,首选B标。
4.4纸浆模塑制品测量面定义
测量面定义表
5 内容
5.1检查面积划分和缺陷代码
检测面积按照每100mm*100mm(100cm2)区域进行划分,表面小于100mm*100mm时,以100mm*100mm计,以下所述单位面积的缺陷数均以此为准。
表 1缺陷代码表
5.2外观检验条件
视力:要求检验者的校正视力不低于1.2,不能使用放大镜用于外观检验。
检视距离:400mm±50mm;
光照强度:光照度在300-600Lux的近似自然光(如40W日光灯、距离500mm处);
检视角度:检查者位于被检查表面的正面、视线与被检表面呈45-90°进行正常检验(见图1)
图2“正视”位置示意图
检视时间:根据检视面的不同,检视时间有不同,如下表2。若在检视时间内缺陷仍不可见,则此检视件可视为合格。
表2检测时间
5.3外观缺陷检验标准
注:检测面积按照每100mm*100mm(100cm2)区域进行划分,表面小于100mm*100mm 时,以100mm*100mm计,以下所述单位面积的缺陷数均以此为准。
5.3.1塑胶件外观缺陷检验标准
5.3.1.1所有塑胶件外观缺陷检验标准
表3所有塑胶件外观缺陷检验标准
5.3.1.2塑胶件注塑面外观缺陷检验标准
表4塑胶件注塑面外观缺陷检验标准
5.3.1.3塑胶件喷涂面外观缺陷检验标准
表5塑胶件喷涂面外观缺陷检验标准
5.3.1.4塑胶件电镀面外观缺陷检验标准
表6塑胶件电镀面外观缺陷检验标准
5.3.2印刷外观缺陷检验标准
5.3.3压铸件外观缺陷检验标准
5.3.3.1机加件及型材外观缺陷检验标准
表8机加件及型材外观缺陷检验标准
1级面2级面3级面功能面
接刀痕(机加面上)接刀痕深度(不允许接刀
痕突起,不能影响装配)
<0.1mm <0.2mm <0.3mm <0.1mm
接刀痕(机加与非机加面)接刀痕深度(不允许接刀
痕突起, 不能影响装配)
<0.2mm <0.5mm <1mm
按图纸要
求
表9散热齿变形可接受的标准
变形后
变形前
散热齿高H(mm) L≤15 15<L≤30 L>30
允许变形量δ(mm) ≤0.5 ≤1.0 ≤2.5
5.3.3.2压铸件喷涂、喷砂外观缺陷检验标准
表10喷涂面外观缺陷检验标准
缺陷类型一级面二级面三级面功能面备注说明
同色点D≤1.5;S≤2
N≤5;DS≥10
D≤2.0;S≤3
N≤10;DS≥10
非外观面,允
许
允许
同时满足以下两
个条件,允许:
1、D≤0.2mm;
2、每个直径为
10mm的圆圈内
N≤3,且两个点
群之前的间距
DS≥30mm,每
100mm*100mm
的范围内总数量
N≤6
异色点D≤1.0;S≤1.0
N≤5;DS≥10
D≤2.0;S≤3
N≤10;DS≥10
非外观面,允
许
允许
色差目测无色差或
⊿E≤1.0
目测无明显色差
或
⊿E≤1.2
不影响产品外
观效果,允许
允许
5.3.4整机装配外观检验标准
1.在不影响装配、使用和材料的机械性能的前提下,整机、单个零件每个面允许有二种缺陷种类(如顶面、底面、侧面等),零件装配后需满足如下要求,且不同缺陷之间距离不小于20mm;
表11缺陷种类数量要求
2.整机不允许有松动、脱落的零件或部件(不能有内响);外壳无裂痕、开裂;表面无掉
漆、磕碰、标准接收外划痕等缺陷;整机装配后无脏污;
3.整机装配后(产品装配完整,包括PCB等),整机间隙和间隙不均匀度必须满足如下要求,且间隙不伤手。
表12壳体间隙要求
(适用于外形尺寸小于150mm*150mm类终端产品,如遥控器、话机手柄等)
表13壳体间隙要求
(适用于外形尺寸大于等于150*150mm类终端产品)
4.整机接合处的段差应均匀,满足如下表格,所有段差应不伤手(注:不均匀度指单个直边的段差差值)。
表14段差要求
(适用于外形尺寸小于150*150mm类终端产品,如遥控器、话机手柄等)
表15段差要求
(适用于外形尺寸大于150*150mm类终端产品)