内螺纹加工工艺计算公式.doc
内螺纹加工工艺计算公式
【关键词】:内螺纹;加工;计算;公式
【摘要】:本文介绍和讨论了内螺纹铜管加工工艺的计算公式
内螺纹铜管加工过程较为复杂,计算公式尤为重要,可为生产过程提供重要依据,先以07X0.23 + 0.24X15° X28° X60为例计算。其中:中7mm为外径,0.23mm为底壁厚,0.24mm为齿高,15°为齿顶角,28。螺旋角,60为齿条数。
坯料选择为9.52X0.38o
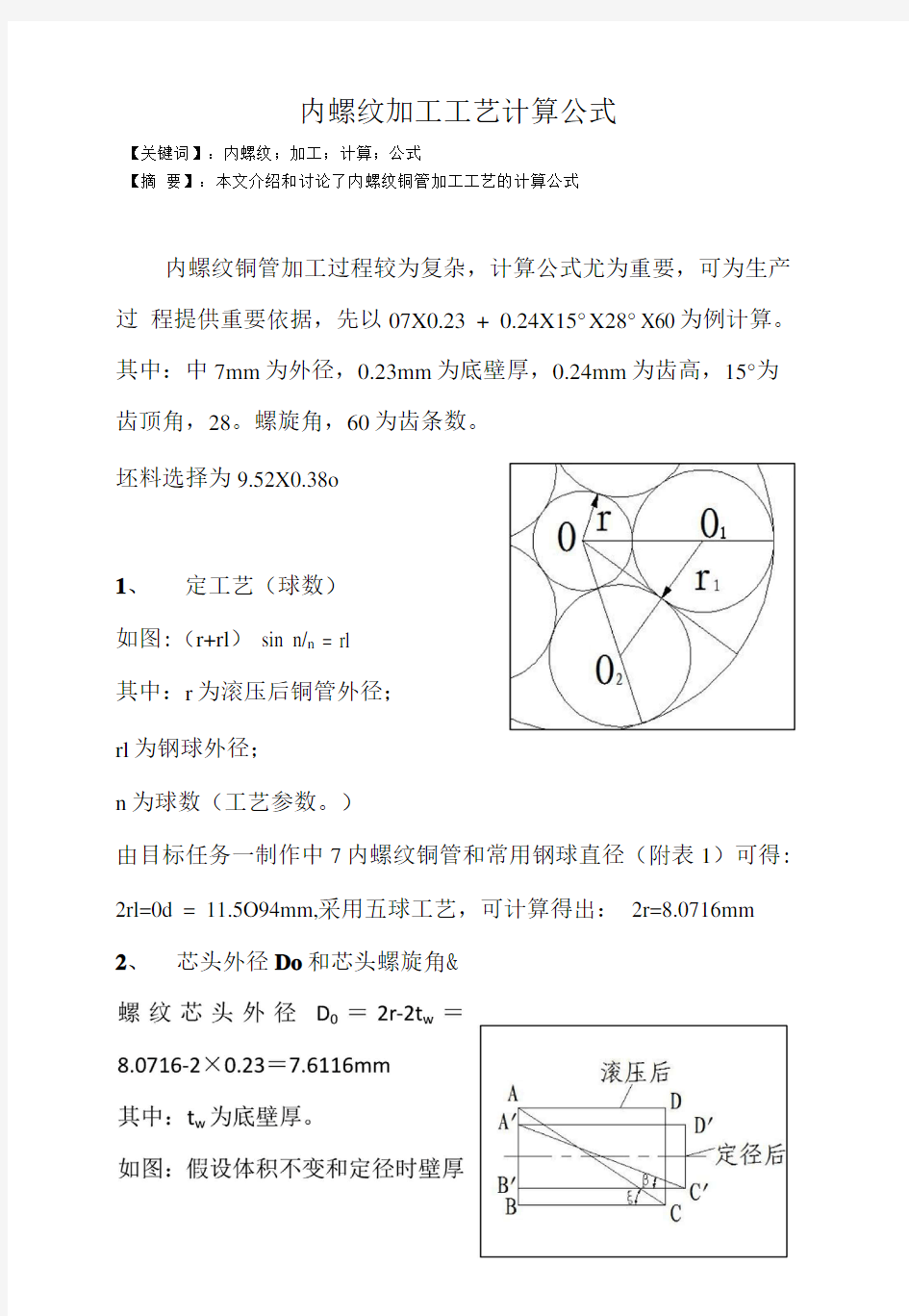
1、定工艺(球数)
如图:(r+rl) sin n/n = rl
其中:r为滚压后铜管外径;
rl为钢球外径;
n为球数(工艺参数。)
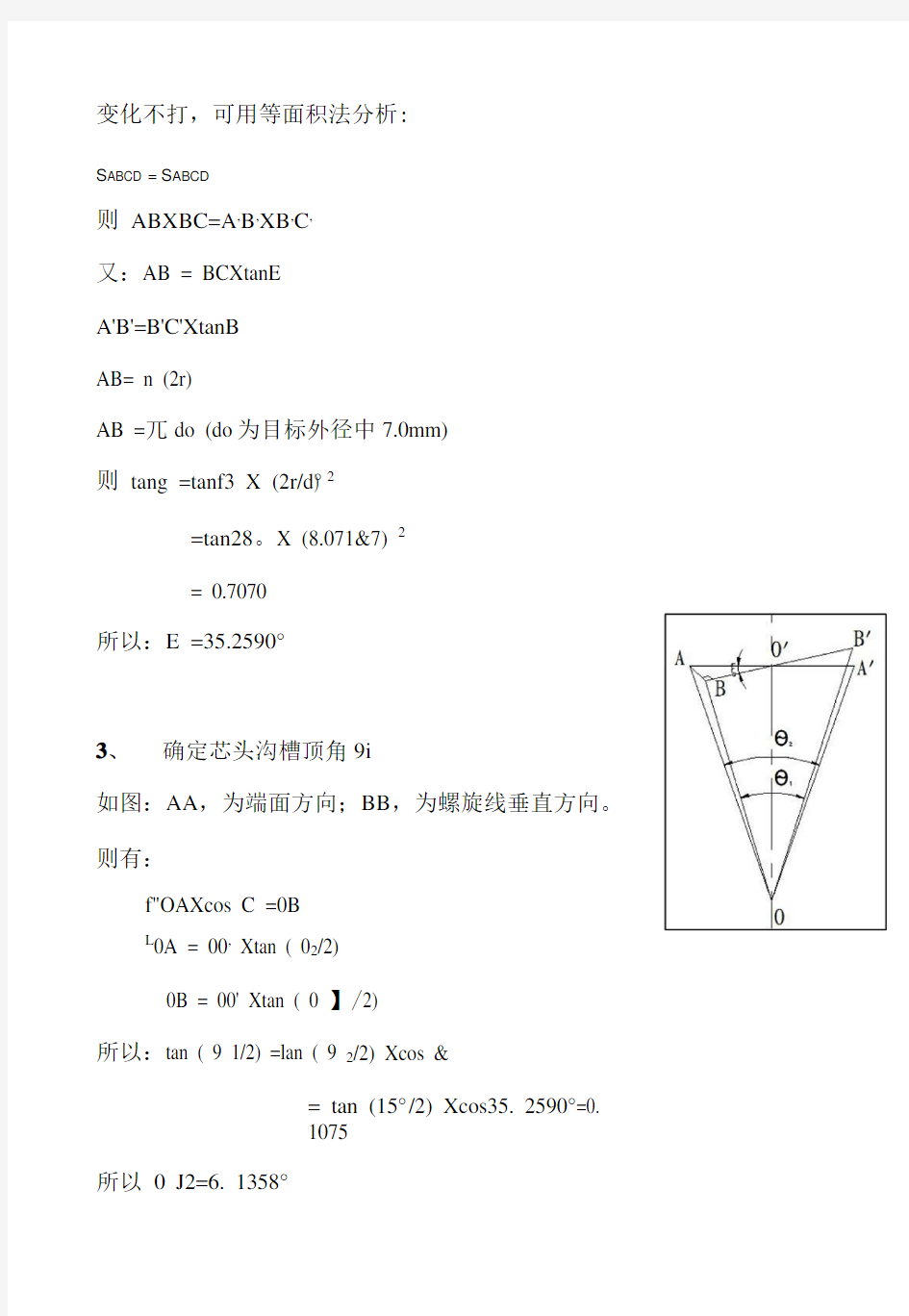
由目标任务一制作中7内螺纹铜管和常用钢球直径(附表1)可得: 2rl=0d = 11.5O94mm,采用五球工艺,可计算得出:2r=8.0716mm 2、芯头外径Do和芯头螺旋角&
变化不打,可用等面积法分析:
S ABCD =S ABCD
则ABXBC=A,B,XB,C,
又:AB = BCXtanE
A'B'=B'C'XtanB
AB= n (2r)
AB =兀do (do为目标外径中7.0mm)
则tang =tanf3 X (2r/d°) 2
=tan28。X (8.071&7) 2
= 0.7070
所以:E =35.2590°
3、确定芯头沟槽顶角9i
如图:AA,为端面方向;BB,为螺旋线垂直方向。则有:
f"OAXcos C =0B
L0A = 00, Xtan ( 02/2)
0B = 00' Xtan ( 0 】/2)
所以:tan ( 9 1/2) =lan ( 9 2/2) Xcos &
= tan (15° /2) Xcos35. 2590° =0.
1075
所以0 J2=6. 1358°
9 ! = 12. 2716°
4、成型芯头沟槽间距S的确定成型芯头采用端
面计算方式,如图
由图中几何关系可以得出如下等式
(D°々)Xsin(5)= (A+B) Xtan
(%)
其中:
A= (D o/2) Xcos (5/2) — (Dj/2)
B = r([Vsin( 9 y2)]-l}
r为齿顶圆弧,r取0.04mm
Hf=D°么D疗,Do为芯头外径,Hf为齿顶高;
可求出中心角5 =2.0054°
沟槽间距S,对应的中心角为£,则
(e + 6 ) XN=360°N为齿数,这里为60
则E + 5 =6。则沟槽间距
e =3.9946。
S=D0X sin ( e /2) =0. 2653mm
5、螺纹导程长度L
TT D
L=25与=33 8054mm tang
6、芯头上沟槽切入深度H
H=1/2X (Do—DD + A △为经验值,取△=0.018?0.02nini 整理以上关系式,得出:
其中5为中心角
=0. 24 + 0. 02
=0. 26mm
由以上1?6计算,可得螺纹芯头基本参数为:
芯头外径D0 = 7. 6116mm,取7. 68mm (定旋压调节量0. 06mm)
螺旋角 & =35.2590。,取35°
螺纹芯头沟槽顶角9 1 = 12. 2716°,取13°
则螺纹芯头规格为
0 7. 68XL20X 05X0. 26X13° X35° X60XR
分别为外径X芯头长度X中孔直径X螺纹沟槽深X齿顶角X螺旋角X齿条数X旋向
希望通过以上公式推算为生产现场生产提供参考和依据,方便组
织生产。