电焊机电抗器的设计(2010.02.25)
电焊机电抗器的设计
1.作用
整流焊机的电抗器:调节焊机的动特性
逆变焊机的电抗器:储能(在脉冲的死区给负载供能)、平滑滤波(抑制电流的峰值)
2.逆变焊机电抗器设计思路
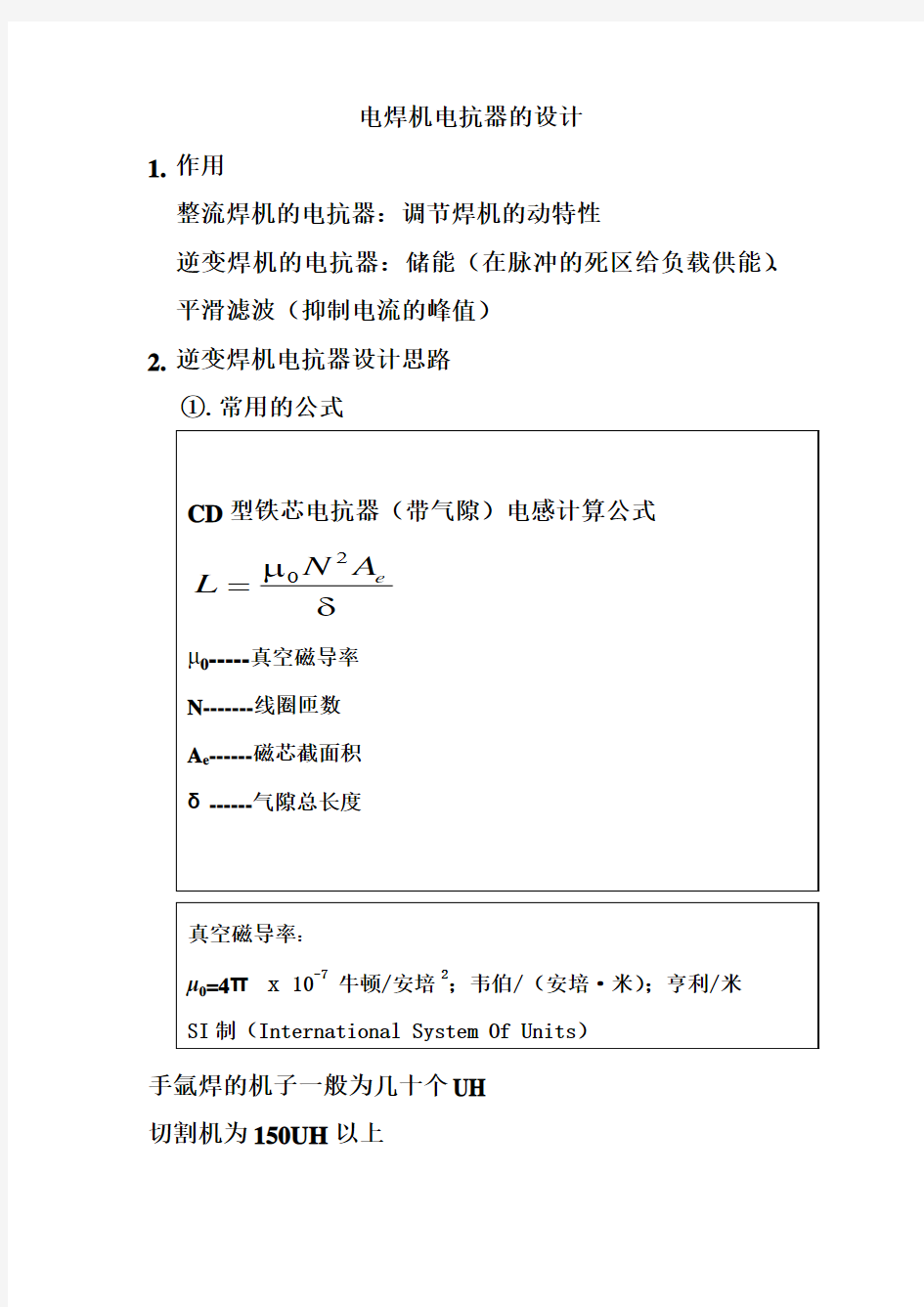
①.常用的公式
手氩焊的机子一般为几十个UH
切割机为150UH以上
输出储能电抗器的设计要求:
1.应该能保证小电流即小脉宽的情况下电感上的电流不会
完全放完
2.在大电流即大的脉宽的情况下,电流的脉动值不应太大
例如:电感计算公式
L=(U0T OFF)/(I0x脉动系数)
小电流时,假设电流下降到0,则脉动系数为50%
以手焊为例(频率为100K):最小电流为20A,由于电流最小,所以脉宽最小,取T OFF=T=10US,电压为20+0.04I=20V,所以电感为L=(20X10)/(20X0.5)=20UH
大电流时:
脉动电流应控制在5%之内,如100A则为5A
U0=20+100X0.04=24V,T OFF10X20%=2US
L=(24X2)/5=9.6UH
由上面的计算可知一般小电流的情况下满足要求,大电流就没什么问题了
300A的机子用铁粉芯的磁环做电感
手焊氩焊:15:15 电感量大约40UH
切割机:28:28电感量大约是128UH
交直流氩焊:22:22 电感量大约是80UH
气保焊机由于有短路电流,电流值很大,所以要用CD铁芯做
变压器的计算公式:
匝数N=[(VmaxT/2)/2BmaxS]x10-2对于处于第一三象限的变压器为2Bmax其它为Bmax
其中Vmax留20%的裕量
例如单管
电焊工基础知识
电焊工培训资料 一、基本知识 1.什么叫焊接? 答:两种或两种以上材质(同种或异种),通过加热或加压或二者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫焊接. 2.什么叫电弧? 答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象—叫电弧。 〈1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。 〈2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。 〈3〉按电极材料可分为:熔化极电弧和不熔化极电弧。 3.什么叫母材? 答:被焊接的金属---叫做母材。 4.什么叫熔滴? 答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴---叫做熔滴。 5.什么叫熔池? 答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分---叫做熔池。 6.什么叫焊缝? 答:焊接后焊件中所形成的结合部分。 7.什么叫焊缝金属? 答:由熔化的母材和填充金属(焊丝、焊条等)凝固后形成的那部分金属。 8.什么叫保护气体? 答:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的 ?--保护气体。 9.什么叫焊接技术? 答:各种焊接方法、焊接材料、焊接工艺以及焊接设备等及其基础理论的总称—叫焊接技术。 10.什么叫焊接工艺?它有哪些内容? 答:焊接过程中的一整套工艺程序及其技术规定。内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。 11.什么叫CO2焊接? 答:用纯度> 99.98% 的CO2做保护气体的熔化极气体保护焊—称为CO2焊。 12.什么叫MAG焊接? 答:用混合气体75--95% Ar + 25--5 % CO2 ,(标准配比:80%Ar + 20%CO2 )做保护气体的熔化极气体保护焊—称为MAG焊。 13.什么叫MIG焊接? 答:〈1〉用高纯度氩气Ar≥ 99.99%做保护气体的熔化极气体保护焊接铝及铝合金、铜及铜合金等有色金属; 〈2〉用98% Ar + 2%O2 或95%Ar + 5%CO2做保护气体的熔化极气体保护焊接实心不锈钢焊丝的工艺方法--称为MIG焊。 〈3〉用氦+氩惰性混合气做保护的熔化极气体保护焊。 14.什么叫TIG(钨极氩弧焊)焊接? 答:用纯钨或活化钨(钍钨、铈钨、锆钨、镧钨)作为不熔化电极的惰性气体保护电弧焊,简称TIG焊。
电抗器设计
07
级
《电磁装置设计原理——电抗器的设计》
设 计 报 告
姓 学
名 号
专业班号
指导教师 日 期
1
480KV/10KV 电 抗 器 设 计
一.电抗器的额定值和技术要求:
1、 额定容量 S N = 480 KVA 2、 额定电压 U N = 10 KV 3、 阻抗压降 U 1 = 381V 4、 相数 m = 3 5、 额定电流 I N = 419 A 6、 损耗 PCU + PFe ≤ 7000W 7、 线圈温升 TK < 125K 电抗器的主要参数选择结果
二.电抗器的参数计算选择
1. 铁芯参数设计选择
1.1 铁芯直径选择
D = K D 4 S / m = 0.06 × 4 480 / 3 = 0.206m ,
选择 D = 210 × 10 ?3 m ,采用 DQ133 ? 30 硅钢片,查表(5-1)得: 铁芯叠压系数: K dp = 0.95
2
铁芯柱有效截面面积: Az = 291.8 × 10 ?4 m 2 轭有效截面面积: Ae = 321.3 × 10 ?4 m 2 角重: G? = 84.8kg 铁芯最大片宽: BM = 0.2m 铁芯总叠厚: ? M = 0.178m 铁轭片高: bem = 0.19m 1.2 矩形铁芯长宽确定 举行铁芯的面积由上面查表得到的数据确定,又要求 a/b 为 3, 则可选取长 a=300mm,宽 b=100mm。 有效铁芯截面积等于铁芯面积 X 叠压系数: A S =0.95*300*100=28500 mm 2
2. 线圈参数设计选择
电抗额定值
X1 =
VN
IN
= 381
419
= 0.909
设计后,要满足电抗器的电抗的标幺值为 1~1.025 线圈匝数 初选 B ' = 0.81T , k m = 0.81 ,
W=
k mV 2πfB' AZ
=
0.81× 381 = 60匝 ,取整得: W = 60匝 2π × 50 × 0.87 × 300 × 10 ?4
主电抗计算
初选单个气隙长度 δ = 6.5 × 10 ?3 m ,铁芯饼高度 H B = 50 × 10 ?3 m
电抗器基本知识介绍
电抗器基本知识介绍 一、干式电抗器的种类与用途 电抗器是重要的的电力设备,在电力系统中起补偿杂散容性电流、限制合闸涌流、限制短路电流、滤波、平波、启动、防雷、阻波等作用。根据电抗器的结构型式可分为空心电抗器、铁心电抗器与半心电抗器。 补偿杂散容性电流的电抗器主要有并联电抗器与消弧线圈。并联电抗器的作用是限制电力传输系统的工频电压升高现象,工频电压升高的原因在于空载长线的电容效应、不对称对地短路故障与突然甩负荷。消弧线圈通常应用在配电系统,它的作用是使得单相对地短路电流不能持续燃烧,导致电弧熄灭。消弧线圈通常具有调谐功能,可根据电力系统的杂散电容与脱谐度改变其电感值。 串联电抗器或称阻尼电抗器的作用是限制合闸涌流。串联电抗器与电力电容器串联使用,用于限制对电容器组合闸时的浪涌电流,通常选取电容器组容量的6%。 限流电抗器是串联于电力系统之中,多用于发电机出线端或配电系统的出线端,起限制短路电流的作用。为了与其他电力设备配合,其实际阻抗不能小于额定值。 滤波电抗器与电容器配合使用,构成LC谐振支路。针对特定次数的谐波达到谐振,滤除电力系统中的有害次谐波。 平波电抗器应用在直流系统中,起限制直流电流的脉动幅值作用。在设计平波电抗器时须注意线圈中的电流是按电阻分布的,设计时最好采用微分方程组计算。若按交流阻抗设计可能造成线圈出现过热现象,且阻抗值未必准确。 启动电抗器用于交流电动机启动时刻,限制 防雷线圈通常用于变电站进出线上,减 阻波器与防雷线圈的应用场合相仿,线 用于阻碍电力 便于将通讯载波提
取出来,实现电力载波的重要设备。 户外空心干式电抗器是20世纪80年代出现的新一代电抗器产品,如图1.1所示。它是利用环氧绕包技术将绕组完全密封,导线相互粘接大大的增加了绕组的机械强度。同时利用新的耐候材料喷吐于包封的表面,使得产品能够满足在户外的苛刻条件下运行。包封间由撑条形成气道,包封间与包封内绕组多采用并联连接以便满足容量与散热的要求。为了满足各个并联支路电流合理分配的需要,采用分数匝来减少支路间的环流问题。为了能够形成分数匝,采用星形架作为绕组的出线连接端。绕组的上下星架通过拉纱方式固定,固化后整个产品成为一个整体。这种结构的电抗器与传统方式的电抗器相比较具有可以直接用于户外、电感为线性、噪音小、防爆、使用维护方便等特点,因而对于某些此产品有可能正逐步取代其他形式的电抗器。 由于受到绕组结构的限制,户外空芯干式电抗器通常不适合电感量(>700mH )较大或电感较小(<0.08mH)但电流较大的场合,否则就会造成体积过于庞大或者支路电流极不平衡。在这两种极端条件下,需要适当改变线圈的绕线形式。此外,空心电抗器通常占地面积最大、对外漏磁最严重,这是这类电抗器的主要缺点。 干式铁心电抗器主要是由铁心和线圈组成的,如图1.2所示。干式铁心电抗 器主要由铁心、线圈构成。铁心可分为铁心柱与 铁轭两部分,铁心柱通常是由铁饼与气隙组成。 线圈与铁心柱套装,并由端部垫块固定。铁心柱 则由螺杆与上下铁轭夹件固定成整体。对于三相 电抗器常采用三心柱结构,但对于三相不平衡运 行条件下,需采用多心柱结构,否则容易造成铁 心磁饱和问题。干式铁心电抗器的线圈通常采用 浇注、绕包与浸漆方式。由于铁磁介质的导磁率极高, 而且其磁化曲线是非线性的, 故用在铁心电抗器中的铁心必须带气隙。带气隙的铁心,其磁阻主要取决于气隙的尺寸。由于气隙的磁化特性基本上是线性的, 所以铁心电抗器的电感值取决于自身线圈匝数以及线圈和铁心气隙的尺寸。由于干式铁心电抗器是将磁能主要存贮于铁心气隙当中,铁心相当于对磁路短路,相当于只有气隙总长度的空心线圈。因此铁心电抗器线圈的匝数较少, 从而图1.2 干式铁心电抗器
数字电焊机网络控制系统的设计与实现
数字电焊机网络控制系统的设计与实现 石 王于 樊 丁 谢新明 宋 健 兰州理工大学,兰州,730050 摘要:介绍了一种基于以太网的数字电焊机网络控制系统。利用嵌入式网关结合单片机控制系统实现了数字电焊机的以太网接入,可以使作为现场生产单元的电焊机与目前基于以太网和T CP/IP 协议的企业信息系统无缝集成。设计了网络电焊机管理系统,利用SQL Serv er 构建了基于Web 的焊接规范数据库和焊接生产过程监测数据库。整个系统可以实现 焊接规范参数数据库的维护、电焊机参数远程监控和焊接规范的远程设置与网络化管理。 关键词:网络电焊机;以太网;嵌入式网关;数据库 中图分类号:T G431;T P242.2 文章编号:1004)132Ⅹ(2005)04)0324)04 Design and Implementation of the Network Control System of Welding Machines Shi Yu Fan Ding Xie Xinm ing Song Jian Lanzho u Univer sity of Technolo gy,Lanzhou,730050 Abstract :A netw ork contr ol system for w elding machine based on Ethernet w as described.The authors utilized the em bedded g atew ay co mbining w ith M CU control system to fulfill the w elding ma -chine connection w ith Ether net,w hich co uld integrate the w elding m achine w ith company inform ation system based on Ethernet and T CP/IP completely.And the author s,utilizing SQL Server softw are,designed the Net-w elding machine manag em ent system ,co nstructed the w elding standard database and w elding pro cess supervision database based on W eb.T he w hole system can fulfill the maintenance of w elding criterion database,the remo te superv ision of w elding m achine parameter s and the remote setup of w elding cr iterion and management based o n netw ork. Key words :netw ork controlled w elding m achine;Ethernet;em bedded g atew ay;database 收稿日期:2004)05)18 基金项目:甘肃省自然科学基金资助项目(ZS 022-A25-034) 0 引言 许多高性能M IG/M AG 电焊机应用于机器人焊接或专用焊接自动生产线,在这些应用中,焊接系统需要高效完成特定工件各个焊缝的焊接,这就要求焊接系统根据不同的焊缝快速自动的切换焊接规范。本文以德国DALEX VARIO MIG -400电焊机为例,在分析其控制接口的基础上,利用嵌入式网关结合单片机控制板,实现了电焊机的以太网控制,并利用SQL Server 建立了基于Web 的焊接规范数据库,初步实现了焊接网络化生产和管理。 1 数字电焊机网络控制系统结构 电焊机网络控制系统的典型网络结构见图1,它主要由焊接规范数据库服务器、Web 服务器、现场服务器、网络电焊机等组成。网络中每一个电焊机节点的初始化由现场服务器完成。初始化过程主要完成电焊机的IP 地址说明标签和子网掩码的设置。现场服务器可完成最多253台电 焊机的扫描监控过程。 图1 电焊机网络控制系统结构 实际工作中,操作者将焊接工件号和焊缝号由键盘输入数字电焊机网络控制模块中,模块中的控制板将输入的信息编码后发送至RS 232串口再经网关模块进行协议转换为支持T CP/IP 协议规范的信号经以太网传送至现场服务器,现场服务器对信号进行解码后,以工件号和焊缝号为索引从焊接规范数据服务器中检索出相应的规范编码后发送给相应的电焊机网络控制模块中的网关模块,经协议转换通过RS232接口将信号传送 324 中国机械工程第16卷第4期2005年2月下半月
电焊工基本知识电焊入门基础知识.doc
电焊工基本知识电焊入门基础知识 电焊工基本知识 1、什么叫焊接电源? 答:电焊机中,供给焊接所需的电能并具有适宜于焊接电气特性的设备称为焊接电源。 2、为什么对弧焊电源有特殊要求?有哪些要求? 答:为了保证焊接电弧稳定燃烧和适应各种焊接工艺要求,弧焊电源具有下列特殊要求: 〈1〉弧焊电源的静特性(或称外特性) 即稳态输出电流和输出电压之间的关系,有下降特性(恒流特性)和平特性(恒压特性)。 A、焊条电弧焊、TIG焊和碳弧气刨电源的外特性是下降(恒流)特性; B、CO2/MAG/MIG电弧焊电源的外特性是平特性(恒压特性)。 〈2〉弧焊电源的动特性当负载状态发生瞬时变化时(如:熔滴的短路过渡、颗粒过渡、射流过渡等),弧焊电源输出电流和输出电压与时间的关系,用以表征对负载瞬变的反应能力(即动态反应能力),简称动特性。
〈3〉空载电压引弧前电源显示的电压。 〈4〉调节特性改变电源的外特性以适应焊接规范的要求。 3、为什么电弧长度发生变化时,电弧电压也会发生变化? 答:由弧焊电源的外特性所决定的,电弧越长,电弧电压越高;电弧越短,电弧电压越低。 4、为什么CO2焊接时,焊丝伸出长度发生变化时,电流显示值也会发生变化? 答:焊丝伸出长度(即干伸长度)越长,焊丝的电阻量越大,由电阻热消耗的电流越大,焊接电流显示值越小,实际焊接电流也变小。所以焊丝伸出长度一般设定在12--20mm范围内。 5、为什么CO2/MAG/MIG焊接时,焊接电流和电弧电压要严格匹配? 答:CO2/MAG/MIG焊接时,调节焊接电流即调节焊丝的给送速度;调节电弧电压即调节焊丝的熔化速度;很显然,焊丝的熔化速度和给送速度一定要相等,才能保证电弧稳定焊接。 〈1〉在焊接电流一定时,调节电弧电压偏高,焊丝的熔化速度增大,电弧长度增加,熔滴无法正常过渡,一般呈大颗粒飞出,飞溅增多。
铁心电抗器设计
电磁装置设计原理课程设计(二) 铁心电抗器设计 班级:
主要参数 B(mm)一、 技术要求: 1、 额定容量KVA S N 360= 2、 线两端电压KV U l 10= 3、 额定电压V U N 381= 4、 相数3=m 5、 额定电流A I N 315= 6、 损耗W P P k 40000≤+ 7、 线圈温升K T K 09< 二、 铁芯参数选择 铁芯直径m m S K D D 189.03/36057.0/44=?==,选择m D 3 10190-?= 采用30133-DQ 硅钢片,查表(5-1)得: 铁芯叠压系数:95.0=dp K 心柱有效截面面积:2 4 105.238m A z -?= 轭有效截面面积:24104.258m A e -?= 角重:kg G 0.62=?
铁芯最大片宽:m B M 185.0= 铁芯总叠厚:m M 16.0=? 铁轭片高:m b em 17.0= 三、 设计线圈时电压、电流的选择 每段电抗值Ω===210.1315/381/1N N k I U X , 设计线圈时的电压和电流分别是V U N 381=,A I N 315= 四、 线圈匝数 初选48.0,89.0'==m k T B , 匝7.8610 5.23889.0502381 48.0'24 =?????== -ππZ m A fB V k W ,取整得:匝86=W 五、 主电抗计算 1、 初选单个气隙长度m 3105.7-?=δ,初选铁芯饼高度m H B 3 1008-?= 2、 气隙磁通衍射宽度:m H B 3 31065.55700.008.05700.0ln 105.7)ln(--?=?? ? ??+?=+=πδδπδε 3、 气隙磁通衍射面积: 23621003.410)16018565.52(65.52)2(2mm b A M M --?=?++??=?++=εεδ 4、 气隙等效导磁面积: 221029.01000/30.495 .002385 .0mm A K A A dp Z =+=+= δδ 5、 主电抗,取n=7,Ω=??????=?=-160.110 105.770292 .0865081087 322722πδπδn A fW X m 6、 主电抗压降V X I U m N m 2.203160.1315=?== 7、 磁密T V fWA U B Z m 0.8902385 .0865022.20321=???= = ππ 六、 线圈设计 1、 线圈高度估计值: m H n H n H A B l 224.011.05700.0708.0)17()1(=-?+?-=-+-=δ 2、初选导线:23363.29,108.51055.3mm S mm b mm a L =?=?=--,
电抗器工程设计
《单相交流电抗器的简易工程设计》 杜保明2006.03. 内容提要:本文结合产品的工程设计和生产的经验,举例介绍电抗器的铁心选用,线圈设计,磁路间隙,铜损和铁损的概算,温升的测算方法等。 关键词:单相交流电抗器,铁心,线圈,磁路间隙,铜损,高周波铁损概算,温升测算, 电抗器应用范围极为广泛,是电机启动,整流,变频,不间断电源等设备和系统中的不可或缺的部件之一。尤其是在变频和不间断电源系统中,电抗器的品质优劣可能直接决定了系统的性能和成本。 应该根据不同的要求来设计和制造电抗器,从而设计和计算的方法也各有差别。本文仅就不间断电源装置中交流电抗器的工程设计和概算方法进行讨论。 不间断电源的交流电抗器中通过的电流,既有基本频率的额定工作电流,又有进行调制的高频电流,还有相对应的各次高频谐波电流;在保证额定工作电流下的电抗值的同时,还要求保证在过负荷电流和饱和电流下的电抗;同时对电抗器的体积,重量,绝缘级别,尤其是负荷温升都有严格的规定。 交流电抗器的设计和计算依照下面所列的顺序进行。 1.根据对电抗器的基本电气参数要求,进行容量计算,选择铁心; 2.根据铁心及工作磁通密度,计算线圈的匝数和铁心的磁路间隙; 3.确定绕组的连接方式,选择绕组的线径(或载流面积),确定线圈的结构和尺寸; 4.计算绕组的铜损和铁心的铁损,判断绕组负荷温升和铁心负荷温升; 5.电抗器的整体结构设计和外形尺寸的检查。 以上的设计步骤是相互关联的,在步骤和步骤之间,如果发现不合,应随时加以调整。例如,当发现铁心窗口容纳不下绕组时,就要适当调整铁心的窗口尺寸;又如,当发生绕组铜损过大,线圈温升超出要求时,就必须调整绕组的导线载流面积,减小铜损,降低温升;等等。 以下就某型30KV A不间断电源中使用的单相交流电抗器为例,说明单相交流电抗器的简易工程设计和计算方法。 某型号30KV A不间断电源中对使用的单相交流电抗器的要求: 基本工作频率:fo = 50Hz;额定工作电流:I = 51.0 A; 额定工作电流时的电感量:L = 1.485mH±3%; 饱和电流(最大电流):Ip = 122.4A; 饱和电流时的电感量:Lpm ≥L×99%; 调制开关频率和电流:f = 8000Hz;I f = 3.84Arms; 绝缘等级:H 级; 负荷状态:100% 连续;使用的回路电压:AC 415V 安装,使用环境和温度:室内机柜中,卧式,电抗器平均周温45℃; 冷却条件和允许温升:前-后风速2m / s , 温升75℃以下(电抗器温度最高 120℃); 体积:L ≤195mm,W≤105mm,H ≤165mm。
3000W-5000W焊机电源原理及设计
焊机电源原理及设计3KW –10KW 高效电源应用方案 高达97%以上的效率 超小体积 无风扇设计 无散热片设计
DC/DC部分采用的是氮化镓MOS 此部分是采用氮化镓MOS的
PFC电路升级 传统单级PFC,有整流桥 交错式PFC,有整流桥适合中小功率 含有整流桥,当大功率输出时,桥上损耗较大。MOSFET及二极管损耗较大 单电感。 大功率常会选此电路 含有整流桥,当大功率输出时,桥上损耗较大。MOSFET及二极管损耗较大需要二个电感,二个SIC二极管 体积较大
Coolmos无桥PFC,没有整流桥 氮化镓MOS无桥PFC,无整流桥,采用SIC二极管 氮化镓MOS无桥PFC,无整流桥,采用同 步整流 目前主流的无桥PFC 无整流桥,通过DSP/MCU控制S1,S2实现无桥PFC。 节省了整流桥上的损耗,效率大大提高。但需需二个电感,二个SIC二极管,二个MOSFET。 体积相对交错PFC,一样较大 采用氮化镓MOS的无桥PFC 只要一个电感,二个MOSFET,二个硅二极管 实现99.0%的效率,PF>99 相对Coolmos方案。效率提高,成本下降,体积减少1/3采用同步整流的氮化镓无桥PFC S1,S2是工频开关,50HZ,Q1,Q2采用高频50K—500K 开关实现无桥PFC. 99.4%效率。PF>99 高效率,线路简单,低成本。
工频50HZ ,采用硅 管进行同步整流 采用氮化镓MOS 同步整流。工作在 50KHZ— 500KHZ,~ 达 1MHZ EMI 滤波部分PFC 电感,仅 一个取样电阻 氮化镓MOS/HEMT 的无桥PFC 原理图 采用的是DSP 控制,工作频率在100KHZ
铁芯电抗器设计
电气与电子工程学院《电磁装置设计原理》 课 程 设 计 设计题目铁芯电抗器设计 指导老师孙剑波 班级电气1212 姓名曹鹏举 学号U201212040 完成日期2015年 6 月19 日
目录 480KVA/10kV 铁芯电抗器参数列表 (3) 1.电抗器的额定值与技术要求 (4) 2.铁芯参数选择 (4) 3.线圈电压电流及电抗值 (5) 4.线圈匝数 (5) 5.主电抗计算 (5) 6.线圈设计 (6) 7.绝缘设计 (8) 8.绝缘半径计算 (8) 9.线圈漏电抗 (9) 10总电抗 (9) 11.线圈导线每相总长 (10) 12.线圈损耗 (10) 13.线圈导线重量 (10) 14.铁芯窗高 (11) 15.铁芯损耗 (11) 16.总损耗 (11) 17.线圈温升计算 (12) 18.成本核算 (12) 附1:480KVA/10kV 铁芯电抗器设计表格 (13) 附2:铁芯电抗器尺寸图 (17)
480KVA/10kV 铁芯电抗器参数列表
1.电抗器的额定值与技术要求 (1)额定容量Sc=480KV A (2)所接电网电压 10kV (3)频率50Hz (4)相数 3 (5)相电压381V (6)相电流419A (7)绝缘材料耐热等级H级(145℃) (8)总损耗≤7000W(附加损耗系数1.2) (9)铁芯材料DQ133-30 (10)导线材料铜导线ρ145℃=0.02616Ω*mm2/m (11)绕组温升≤95K(附加损耗系数1.35) (12)铁芯饼高度HB=50mm;叠压系数Kdp=0.95 2.铁芯参数选择 (1)铁芯直径 由直径估算公式 ' = D K 其中经验系数 K为经验系数,对于冷轧钢片、铜导线取值为0.054~0.058。 D 取值为0.058进行计算得: '0.2063 == D K 选择D=0.21m查表5-11得: 芯柱有效截面面积 A=0.02918m2 Z 铁轭有效截面面积 A=0.03213m2 e G=84.8kg 角重 A B=0.2m 铁芯最大片宽 M ?=0.178m 铁芯总叠厚 M b=0.19m 铁轭片高 em
电焊实际操作基本知识材料
电焊操作基本知识 手工电弧焊(简称手弧焊)是以手工操作的焊条和被焊接的工件做为两个电 极,利用焊条与焊件之间的电弧热量熔化金属进行焊接的方法。 一、手工电弧焊原理 焊接过程:手工电弧焊由焊接电源、焊接电缆、焊钳、焊条、焊件、电弧构成回路,焊接时采用焊条和工件接触引燃电弧,然后提起焊条并保持一定距离,在焊接电源提供合适电弧电压和焊接电流下电弧稳定燃烧,产生高温,焊条和焊件局部加热到融化状态。焊条端部熔化的金属和被熔化的焊件金属熔合在一起,形成熔池。在焊接中,电弧随焊条移动,熔池中的液态金属逐步冷却结晶后便形成焊缝,两焊件被焊接在一起。 在焊接中,焊条的焊芯熔化后以熔滴的形式向熔池过渡,同时焊条涂层产生一定量气体和液态熔渣。产生的气体充满在电弧和熔池周围,隔绝空气。液态熔渣比液态金属密度小,浮在熔池上面,从而起到保护熔池作用。熔池内金属冷却凝固时熔渣也随之凝固形成焊渣覆盖在焊缝表面,防止高温的焊缝金属被氧化,并且降低焊缝的冷却速度。在焊接过程中,液态金属与液态熔渣和气体间进行脱氧、去硫、去磷、去氢等复杂的冶金反应,从而使焊缝金属获得合适的化学成分和组织。 二、电弧引燃方法 接触短路引弧法,用于手工电弧焊中,接触短路引弧法的过程见下图。
三、焊接电弧的稳定性 影响焊接稳定性的因素: 1)焊工操作技术:如焊接操作中电弧长度控制不当,将会产生断弧; 2)弧焊电源: a弧焊电源特性,符合电弧燃烧的要求时,稳定性好,反之则差; b弧焊电源的种类。直流焊接电源比交流弧焊电源的电弧稳定性好; c弧焊电源的空载电压。越高引弧越容易,电弧燃烧的稳定性越好,但空载电压过高时对焊工人身安全不利。 3)焊接电流:焊接电流大,电弧温度高,电弧燃烧越稳定; 4)焊条涂层:焊条涂层中含电离电位较低的物质(如钾、钠、钙的氧化物)越多,气体电离程度越好,导电性越强,则电弧燃烧越稳定; 5)电弧长度:电弧长度过短,容易造成短路;过长就会产生剧烈摆动,破坏焊接电弧稳定性,而且飞溅大; 6)焊接表面状况、气流、电弧偏吹等:表面不清洁,气流,大风,电弧偏吹等都会降低电弧燃烧稳定性。 四、电焊条(带有涂层的供手工电弧焊使用的熔化电极) 由焊芯和涂层组成,头部为引弧端,尾部为夹持端,有一段无涂层的裸焊芯,便于焊钳夹持和利于导电,见下图 1)焊芯:被涂层覆盖的金属芯,作用是导电,产生电弧,溶化后做为填充金属与被熔化的母材融合形成焊缝
电力基础知识资料
一、名词解释: 1、三相交流电:由三个频率相同、电势振幅相等、相位差互差120 °角的交流电路组成的电力系统,叫三相交流电。 2、一次设备:直接与生产电能和输配电有关的设备称为一次设备。包括各种高压断路器、隔离开关、母线、电力电缆、电压互感器、电流互感器、电抗器、避雷器、消弧线圈、并联电容器及高压熔断器等。3、二次设备:对一次设备进行监视、测量、操纵控制和保护作用的辅助设备。如各种继电器、信号装置、测量仪表、录波记录装置以及遥测、遥信装置和各种控制电缆、小母线等。 4、高压断路器:又称高压开关,它不仅可以切断或闭合高压电路中的空载电流和负荷电流,而且当系统发生故障时,通过继电保护装置的作用,切断过负荷电流和短路电流。它具有相当完善的灭弧结构和足够的断流能力。 5、负荷开关:负荷开关的构造秘隔离开关相似,只是加装了简单的灭弧装置。它也是有一个明显的断开点,有一定的断流能力,可以带负荷操作,但不能直接断开短路电流,如果需要,要依靠与它串接的高压熔断器来实现。 6、空气断路器(自动开关):是用手动(或电动)合闸,用锁扣保持合闸位置,由脱扣机构作用于跳闸并具有灭弧装置的低压开关,目前被广泛用于500V 以下的交、直流装置中,当电路内发生过负荷、短路、电压降低或消失时,能自动切断电路。 7、电缆:由芯线(导电部分)、外加绝缘层和保护层三部分组成的电
线称为电缆。 8、母线:电气母线是汇集和分配电能的通路设备,它决定了配电装置设备的数量,并表明以什么方式来连接发电机、变压器和线路,以及怎样与系统连接来完成输配电任务。 9、电流互感器:又称仪用变流器,是一种将大电流变成小电流的仪器。 10 、变压器:一种静止的电气设备,是用来将某一数值的交流电压变成频率相同的另一种或几种数值不同的交流电压的设备。 11 、高压验电笔:用来检查高压网络变配电设备、架空线、电缆是否带电的工具。 12 、接地线:是为了在已停电的设备和线路上意外地出现电压时保证工作人员的重要工具。按部颁规定,接地线必须是25mm 2 以上裸铜软线制成。 13 、标示牌:用来警告人们不得接近设备和带电部分,指示为工作人员准备的工作地点,提醒采取安全措施,以及禁止微量某设备或某段线路合闸通电的通告示牌。可分为警告类、允许类、提示类和禁止在等。 14 、遮栏:为防止工作人员无意碰到带电设备部分而装设备的屏护,分临时遮栏和常设遮栏两种。 15 、绝缘棒:又称令克棒、绝缘拉杆、操作杆等。绝缘棒由工作头、绝缘杆和握柄三部分构成。它供在闭合或位开高压隔离开关,装拆携带式接地线,以及进行测量和试验时使用。 16 、跨步电压:如果地面上水平距离为0.8m 的两点之间有电位差,
国产电焊机质量排行榜
国产电焊机质量排行榜 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 上海通用电焊机股份有限公司创立于1998年,是焊接产业集团——上海通用重工集团所属核心子公司,是集电焊机研发、制造、销售、服务于一体的上海市高新技术企业,座落于国际装备制造基地——上海。上海通用电焊机拥有涵盖电焊机全系的产品线,主要制造和销售交流弧焊机系列、气体保护焊机系列、直流弧焊机系列、埋弧焊机系列、钨极氩弧焊机系列、空气等离子切割机、火焰切割机、电阻焊机和焊接专机等,产品广泛应用于钢结构、重型装备、船舶制造、压力容器、机械加工、桥梁建筑、轨道交通、管道生产与施工等领域。自创立以来一直为国家重点工程项目和企事业单位提供焊接设备和服务,代表案例有南极科考“泰山站”、蓝岛海洋工程、大庆油田、上海锅炉厂、外高桥造船基地、武昌船舶重工、济南大剧院、上海迪斯尼乐园、广州地铁、武汉地铁、海南马自达、卫华起重、郑起起重等. 苏州福斯特包装机械有限公司成立于1997年位于长江三角洲经济区的江苏省苏州市,地理位置优越、交通便利、经济发达、物产丰富、人杰地灵。 公司主要从事金属包装制罐设备的开发、制造与销售,以不断成熟的产品,先进的技术,全心全力服务于金属制罐行业。我们拥有一批多年从事设计、研究的工程师,设备调试技术人员及生产技术工人。在追求品质第一、客户第一、服务第一的前提下,公司不断引进和吸收国内外的先进技术,不断致力于技术创新和产品改进,罐身缝焊机系列,点焊机系列产品被广泛应用于印铁制罐、食品、石油、化工、油漆、涂料、电力电容器、工艺品等相关行业,深受广大用户好评。 凯尔达集团有限公司创立于1993年,是国内先进的机器人、焊接、切割、自动化等装备、系统及整体解决方案提供商,是集自主研发、设计、生产、销售、系统集成、技术服务为一体的高新技术企业。主要产品包括工业机器人、电焊机、自动化装备、机器人系统、过程控制系统等,产品广泛应用于航
电焊机和焊机的基础知识(第十课)
电焊机和焊接基础知识 1、什么是电弧? 电弧是一种通过气体放电的现象,在两个电极之间的空气间隙中产生持久而强烈的放电现象,称为焊接电弧。电弧是目前我们人类所能直接应用的温度最高的热源,一般自由电弧的弧柱中心温度可达八千度左右,而压缩电弧(等离子电弧)的弧柱中心温度更是高达一万八干度以上。 2、什么是引燃? 我们把开始造成两电极间气体发生离及电子发射而引起电弧燃烧的过程,叫做电弧的引燃。 3、电弧的引燃可以用如下两种方法: 第一种方法是将两电极互相靠近到只有1-2mm的间距,这时如果在两电极间加有很高的电压(约,1000v以上),那么在强电场作用下,阴极上的电子即可以克服阴极内部正电荷对它的静电引力而逸出阴极表面,产生电场导致电子发射,造成空气中放电而形成电弧,但是这种方法因为电压极高,危险性很大。 第二种方法是先将两电极互相接触,然后迅速拉开至3-4mm的距离来引燃电弧,实际上焊接电弧就是利用为种方法来引燃的。例如:首先将通上焊接电源的焊条未端与焊件表面相接触,然后很快地将焊条拉开至与焊件表面距离3-4mm的间隙,则电弧就在焊条与焊件的间隙中燃烧了。焊接电弧引燃的顺利与否,还与如下几个因素有关:焊接电流强度、电弧中的电离物质、电源的空载电压及其特性等。如果焊接电流大,电弧中又存在容易电离的元素,电源的空载电压高时,则电弧的引燃就容易。 4、名词解释: 焊接电压(电弧电压):与在焊机实测过程中的约定电压相对应,是电弧两端(两极之间或者说电极与工件之间)的电压降、包括阴极压降、极压降和弧柱压降。 焊接电流:焊接时,流经焊接回路的电流。 引弧电压:能使电弧引燃的电压。 熔池:焊接时在焊热源作用下,焊件上所形成的具有一定几何形状的液态金属部分。 弧坑:弧焊时,由于断弧或熄弧时操作不当,在焊道未端形成的金属低洼部分。 电弧稳定性:电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度。
铁芯电抗器设计程序
铁芯电抗器设计程序 一.已知参数 1. 电抗器总容量 Q LZ 2. 电压等级 额定电压 U H 额定电流 I H 电抗率 K=%C L X X 二.确定铁芯直径、截面积 S D=4 K L Q K —系数 50~60 一般取中 Q L —电抗器每柱容量 Q LZ ÷3 D —铁芯直径 S=4D 2π S —铁芯截面 拼圆形铁芯查铁芯表 三.求匝电势 e t =45BS ? B —磁通密度 S —铁芯截面 45—系数044.41 f =45 四.计标匝数 N=t e N U = 取态数 N —匝数 N U —端电压 e t —匝电势 五.选导线 S ≈g N A I D S —导线截面 铜1.5~2.5(不浇注) N I —额定电流 铝0.8~2(不浇注) g A —电流密度 铜线1.1~1.2(浇注) 铝线0.7~0.8(浇注)
六.查线规表 b ×a b —线厚度 a —线宽度 当线截面小于12mm 2时选用丝包圆线 七.线圈计标 线圈层数N ∕N 层=层数 向小的方向圆整数:省料、噪音大、发热大 向大的方向圆整数:费料、噪声小、发热小 然后重新计算总匝数N 根据总匝数回算磁通密度B 线圈单面出线选奇数层 线圈双面出线选偶数层 八.线圈尺寸 轴向高度:导线高度×N 层+1, 有换位时加一个导线宽度 再加0~1%余度, 有时可加到3% 幅向尺度:导线厚度×层数+层间绝缘+余度(1~5%)取整 九.绝缘半径 线圈幅向尺寸+(内4+外5) 浇注时:轴向尺寸+40=A 窗高:轴向尺寸 A +90 窗宽:线圈外径+相间绝缘距 线圈外径: {铁芯半径+装配间隙(2.5~4)+绝缘筒(3)+风道(20)+线圈内绝缘+线圈厚+5}×2 十.线长 线圈平均直径D=(内径+外径)÷2 线长 D π×N=线长L N 匝数 十一.导线电阻 R =S L ρ ρ—电阻率 L —导线长 S —导线截面 十二.导线发热 Q =0.24I 2Rt 杂散损耗Q ×1.05 十三.气隙 单柱气隙长度L =cm B IN 8.02 气隙个数 1cm 一个 往大方向取整 铁饼个数为:气隙个数-1 (窗高-气隙)∕饼数=饼高 或令饼高为60cm 窗高-60×(气隙数-1)-气隙数∕2=轭腿高
电抗器设计
07 级 《电磁装置设计原理——电抗器的设计》 设计报告 姓名 学号 专业班号 指导教师 日期
480KV/10KV 电抗器设计 一.电抗器的额定值和技术要求: 1、 额定容量KVA S N 480= 2、 额定电压KV U N 10= 3、 阻抗压降V U 3811= 4、 相数3=m 5、 额定电流A I N 419= 6、 损耗W P P Fe CU 7000≤+ 7、 线圈温升K T K 125< 电抗器的主要参数选择结果 二.电抗器的参数计算选择 1. 铁芯参数设计选择 铁芯直径选择 m m S K D D 206.03/48006.0/44=?==, 选择m D 310210-?=,采用30133-DQ 硅钢片,查表(5-1)得:
铁芯叠压系数:95.0=dp K 铁芯柱有效截面面积:24108.291m A z -?= 轭有效截面面积:24103.321m A e -?= 角重:kg G 8.84=? 铁芯最大片宽:m B M 2.0= 铁芯总叠厚:m M 178.0=? 铁轭片高:m b em 19.0= 矩形铁芯长宽确定 举行铁芯的面积由上面查表得到的数据确定,又要求a/b 为3, 则可选取长a=300mm ,宽b=100mm 。 有效铁芯截面积等于铁芯面积X 叠压系数:S A =*300*100=285002mm 2. 线圈参数设计选择 电抗额定值 1381X 0.909419N N V I === 设计后,要满足电抗器的电抗的标幺值为1~ 线圈匝数 初选81.0,18.0'==m k T B ,
匝6010 30087.050238181.0'24=?????==-ππZ m A fB V k W ,取整得:匝06=W 主电抗计算 初选单个气隙长度m 3105.6-?=δ,铁芯饼高度m H B 31005-?= 气隙磁通衍射宽度:mm H B 4.50035.0005.03500.0ln 105.3)ln(3=?? ? ??+?=+=-πδδπδε 气隙等效导磁面积: 265943)32100)(32300()2)(2(mm Bo Ao A =?+?+=++=εεδ 主电抗,取n=16: Ω=??????=?=-0.61310105.612659403.0605081087 322722πδπδn A fW X m 主电抗压降: V X I U m N m 2570.718419=?== 则可求铁芯中磁密: T fWA U B Z m 0.680285 .006050225721=???==ππ 线圈设计 1、 线圈高度估计值: mm H n H n H A B l 4781505.32150)112()1(=-?+?-=-+-=δ 2、初选导线:2334.139,1010104mm S m b m a L =?=?=--, 带绝缘导线 1a =?-3m 1b =?-3 m 3、并绕根数:初取电密 'J =?106Am 2 7101.5104.1391419'.'661=????== -J S pp I M L ,取整得:M=7 并且令NB=7,MB=1;
电抗器基础知识
一、电抗器概念 电抗器也叫电感器,一个导体通电时就会在其所占据的一定空间范围产生磁场,所以所有能载流的电导体都有一般意义上的感性。然而通电长直导体的电感较小,所产生的磁场不强,因此实际的电抗器是导线绕成螺线管形式,称空心电抗器;有时为了让这只螺线管具有更大的电感,便在螺线管中插入铁心,称铁心电抗器。电抗分为感抗和容抗,比较科学的归类是感抗器(电感器)和容抗器(电容器)统称为电抗器,然而由于过去先有了电感器,并且被称谓电抗器,所以现在人们所说的电容器就是容抗器,而电抗器专指电感器。 电抗器作为无功补偿手段,在电力系统中是不可缺少的。 并联电抗器:发电机满负载试验用的电抗器是并联电抗器的雏型。铁心式电抗器由于分段铁心饼之间存在着交变磁场的吸引力,因此噪音一般要比同容量变压器高出10dB左右。 限流电抗器:限流电抗器一般用于配电线路。从同一母线引出的分支馈线上往往串有限流电抗器,以限制馈线的短路电流,并维持母线电压,不致因馈线短路而致过低。 阻尼电抗器(通常也称串联电抗器)与电容器组或密集型电容器相串联,用以限制电容器的合闸涌流。这一点,作用与限流电抗器相类似滤波电抗器滤波电抗器与滤波电容器串联组成谐振滤波器,一般用于3次至17次的谐振滤波或更高次的高通滤波。直流输电线路的换流站、相控型静止补偿装置、中大型整流装置、电气化铁道,以至于所有大功率晶闸管控制的电力电子电路都是谐波电流源,必须加以滤除,不让其进入系统。电力部门对于电力系统中的谐波有具体规定。 消弧线圈:消弧线圈广泛用于lOkV-6kV级的谐振接地系统。由于变电所的无油化倾向,因此35kV 以下的消弧线圈现很多是干式浇注型。 平波电抗器:平波电抗器用于整流以后的直流回路中。整流电路的脉波数总是有限的,在输出的整直电压中总是有纹波的。这种纹波往往是有害的,需要由平波电抗器加以抑制。直流输电的换流站都装有平波电抗器,使输出的直流接近于理想直流。直流供电的晶闸管电气传动中,平波电抗器也是不可少的。 直流控制的饱和电抗器:串在电路中的扼流式或自饱和饱和电抗器,在电压正弦波的周期内,饱和电抗器在饱和前吸收了一定的伏-秒,达到饱和,以后就呈全开放状态。因此其输出电压是非正弦的,这种饱和电抗器的作用与晶闸管相似。 电气回路的主要组成部分有电阻、电容和电感.电感具有抑制电流变化的作用,并能使交流电移相.把具有电感作用的绕线式的静止感应装置称为电抗器。 电抗器的作用 电力系统中所采取的电抗器 常见的有串联电抗器和并联电抗器。串联电抗器主要用来限制短路电流,也有在滤波器中与电容器串联或并联用来限制电网中的高次谐波。220kV、110kV、35kV、10kV电网中的电抗器是用来吸收电缆线路的充电容性无功的。可以通过调整并联电抗器的数量来调整运行电压。超高压并联电抗器有改善电力系统无功功率有关运行状况的多种功能,主要包括:(1)轻空载或轻负荷线路上的电容效应,以降低工频暂态过电压。(2)改善长输电线路上的电压分布。(3)使轻负荷时线路中的无功功率尽可能就地平衡,防止无功功率不合理流动 同时也减轻了线路上的功率损失。(4)在大机组与系统并列时 降低高压母线上工频稳态电压,便于发电机同期并列。(5)防止发电机带长线路可能出现的自励磁谐振现象。(6)当采用电抗器中性点经小电抗接地装置时,还可用小电抗器补偿线路相间及相地电
逆变电焊机设计注意事项
逆变焊机IGBT炸管的原因及保护措施(个人观点,仅供参考) 限于对开关器件及主电路结构工作原理的理解及检测手段的缺乏,大功率逆变焊机开关器件工作的可靠性是整机设计的重中之重,是国产IGBT焊机的返修率居高不下,不能大量推广的主要原因。 IGBT电流,电压波形的检测及定量分析.具体的电路以半桥逆变手工400A焊机为例。 1电压型PWM控制器过流保护固有问题 目前国内常见的IGBT逆变弧焊机PWM控制器通常采用TL494、SG3525等电压型集成芯片,电流反馈信号一般取自整流输出端。当输出电流信号由分流器检出电流与给定电流比较后,经比例积分放大器大,控制输出脉冲宽度。IGBT导通后,即使产生过电流,PWM控制电路也不可能及时关断正在导通的过流脉冲。由于系统存在延迟环节,过流保护时间将延长。 2电流型过流保护 电流型PWM控制电路反馈电流信号由高频变压器初级端通过电流互感器取得。由于电流信号取自变压器初级,反应速度快,保护信号与正在流过IGBT的电流同步,一旦发生过流,PWM立即关断输出脉冲,IGBT获得及时保护。电流型PWM控制器固有的逐个脉冲检测瞬时电流值的控制方式对输入电压和负载变化响应快,系统稳定性好 “只要IGBT功率余量足够大,电压型PWM电路可靠性应该没问题”,成本也提高了很多!电焊机大多数是电流型的且输出电压并不稳定!很会使保护器误操作!电流型比较适合我国国情! 当时应用的PWM IC是国内罕见的UC3846J,陶瓷封装的,工作频率100KHz。线路板颇难制作,电流反馈采用互感器采样峰值电流和霍尔采样平均电流,双环反馈。电流型控制的好处很多,峰值电流不仅仅是做保护用,更重要的,他参与了大环路反馈的控制。简单而言,就是用误差放大器的输出去控制峰值电流,因此可以做到半个周期(5微秒)内就可以作出响应,放大器的响应速度反而没那么重要了,尽管UC3846的误差放大器速度很快。有时为了得到比较慢的响应速度还特意减慢放大器的响应速度,例如在进行氩弧焊时,过快的响应速度反而会使电弧特性变硬。但是,一台逆变焊机的好坏不仅仅是采用何种IC去控制,另外一个关键点就是驱动电路的参数。这个参数要根据主开关元件和输出整流二极管的特点来作调整,缓冲电路的配置也很重要。一台成功的焊机每一个环节都要做到完美,并不一定要花很多钱,关键还是一个配合问题。国内的工程师知识面太窄,又缺乏技术交流,这样子会继续拉大与进口产品的差距,本人愿意把自己所知道的全部提供给大家,以推动我国电力电子技术的发展。 例如:400A手工焊机。 手工焊机在所有逆变焊机中是最难做的一种,他的负载动态范围是最大的。 基本设计思路:电路极限值的工程估算 1。确定焊机容量,按公式计算有载电压=20+0.04*400=36V,计入整流管压降以及电缆压降取40V。空载电压取60V,这样主变匝比9(以输入380V 三相计算) 2。估算初级峰值电流以确定主开关元件容量,取最大电流/匝比*120%=53A,查参数手册应选用75A,1200VIGBT(以主电路全桥计算)。视不同厂家的IGBT工作频率可在22-28KHz之间选择。