机械手刀库调试

1:基本概念:
1)刀具号
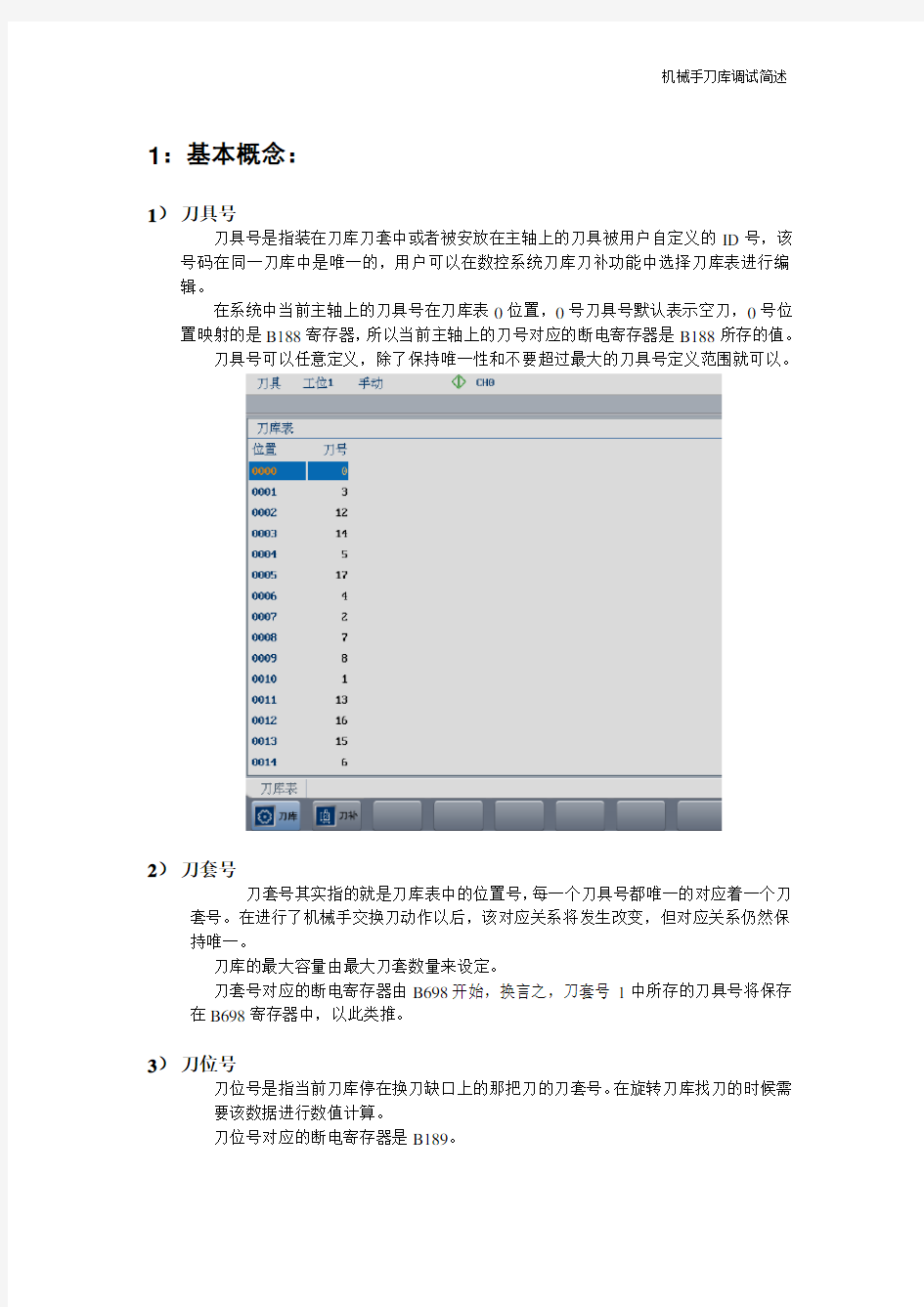
刀具号是指装在刀库刀套中或者被安放在主轴上的刀具被用户自定义的ID号,该号码在同一刀库中是唯一的,用户可以在数控系统刀库刀补功能中选择刀库表进行编辑。
在系统中当前主轴上的刀具号在刀库表0位置,0号刀具号默认表示空刀,0号位置映射的是B188寄存器,所以当前主轴上的刀号对应的断电寄存器是B188所存的值。
刀具号可以任意定义,除了保持唯一性和不要超过最大的刀具号定义范围就可以。
2)刀套号
刀套号其实指的就是刀库表中的位置号,每一个刀具号都唯一的对应着一个刀套号。在进行了机械手交换刀动作以后,该对应关系将发生改变,但对应关系仍然保持唯一。
刀库的最大容量由最大刀套数量来设定。
刀套号对应的断电寄存器由B698开始,换言之,刀套号1中所存的刀具号将保存在B698寄存器中,以此类推。
3)刀位号
刀位号是指当前刀库停在换刀缺口上的那把刀的刀套号。在旋转刀库找刀的时候需
要该数据进行数值计算。
刀位号对应的断电寄存器是B189。
4) 最大刀套数量
最大刀套数量是用来定义刀库的最大容量的数值。该数值由B187断电寄存器设定。
5) 机械手原始位
换刀开始或换刀完成时,机械手所停止到的安全位置。在该点会有机械上的传感器信号,通常称之为刀臂原点信号。
6) 机械手扣刀位
机械臂扣紧刀具的位置,在该位置会有扣刀刀位信号和机械手刹车信号。
7) 机械手交换位
机械臂拉出刀具并进行180度旋转并上升插回刀具后停止的位置。在该位置会有扣刀到位信号和机械手刹车信号。
2:机械手动作基本流程
机械手动作基本流程可以分解为选刀过程和换刀过程,选刀动作必须在换刀动作之前完成。选刀动作主要是负责选取指定的刀号的刀具,旋转刀库到指定刀具位置,然后等待换刀动作开始。换刀动作主要负责将刀库上选定的刀具和主轴上的刀具进行交换的动作。
机械手选刀流程图
Y
机械手换刀流程图
3:换刀用户自定义循环G代码程序
IF [#190188 EQ #100111]
G[#1] ; 恢复进循环之前模态值
G[#2]
M99
ENDIF
M60 ;换刀开始标记
M61 ;换刀检查
G91G30P2Z0 ;定位到换刀位置(机床第二参考点)
M33 ;第二参考点到位检查
M19 ;主轴定向开
G4P300
M68 ;倒刀
G4P500
M63 ;扣刀
G4P500
G4P500
M66 ;交换刀
G4P500
M13 ;刀具紧
G4P500
M65 ;回原位
M72 ;换刀寄存器复位
G04P200
M20 ;主轴定向关
M69 ;换刀结束
注意:
#190188表示的是B188寄存器的值;
#100111表示的是R111寄存器的值。
IF [#190188 EQ #100111]
G[#1] ; 恢复进循环之前模态值
G[#2]
M99
ENDIF
该程序段的意思是当两个寄存器的值相等,则表示当前所选刀与当前主轴上的刀号相同,不进行换刀。
4:刀库主要功能
2:M代码的梯形图实现M10
M11
M12 自动松刀M13 自动紧刀
M19 自动主轴定向开始
M20自动主轴定向结束
主轴定向功能可以通过M代码开始,也可以通过手动方式下面板的按键开始。定向的开始条件为主轴转速必须处于零速度。主轴定向开始时将通过置主轴定向标志G402.12,定向完成以后通过清除该标志来取消定向,以便下一次定向的开始。如果换到松紧灯亮时,不允许主轴定向,否则报警。
M33 第二参考点检查
M34 第三参考点检查
M34的实现与M33类似,通过检查F寄存器0组第8,9,10,11位可以检查预设定的机床第二,三,四,五参考点。另外也可以根据需要写出相似的代码用来检查每个运动轴的参考点。
第二参考点和第三参考点的设定可以在坐标轴参数中22~24号参数来设置。
M61 换刀检查
包括刀套检查,刀臂检查,松紧刀检查
M63 换刀第一步(扣刀)
M66 换刀第二步(交换刀)
M65 换刀第三步(回刀原位)
刀臂转动过程中状态
M代码的应答
M69 自动回刀
5:刀库其他功能
1)手动点动刀库正反转
其中S4子程序为下图
2)刀库回零
M37:刀库正转,直到碰到刀库原点信号停止转动。设置该时刻的刀位号为1号刀位。
6:报警处理
G3010.9 紧刀未到位
G3010.10 松刀未到位
G3010.12 第二参考点未到达
G3010.14 第三参考点未到达
G3011.1 未找到所选刀具号
G3011.2 扣刀未到位
G3011.3 交换刀未到位
G3011.4 刀臂回原位未到位
G3011.5 刀松紧检查
G3011.6 刀套检查
G3011.7 机械手不在原始位
G3011.8 刀套未倒到位
G3011.9 刀套未回到位
刀库安装及调试方法
刀库的安装调试方法及注意事项 一、调试前先确认刀库动作是否正确。(刀套上下、刀盘正反转、 刀臂旋转方向)。 二、FANUC刀库调试参数及方法 ㈠圆盘式(机械臂)刀库 ?Z轴换刀点高度参数1241。 ?主轴定向角度参数4077 。(注:参数3117#1设为1,可以在诊断画面445号参数下检测主轴角度位置。) ?刀库重置M40. 方法:打开K参数画面,K1.5/1 Z轴上下 K4.7/1 刀库显示表打开及显示 K4.5/1刀臂旋转 K7.0/1 打开气压低检测信号 然后把Z轴移动到安全位置,手动模式下主轴定向,按F1旋转刀臂. 注意:?Z轴始终位于刀臂安全位置之上。 ?刀库调试完成后,除K4.7打开外,其余K参数要全部关闭。 ?ATC动作前查看刀套水平状态。 ㈡斗笠式刀库(伞形刀库) 高度及角度参数同上 K参数画面,K1.5/1 Z轴上下
K6.0/1刀盘进退 然后把Z轴移动到安全位置,手动模式下主轴定向,按F1进退刀盘。 三、三菱刀库调试方法及参数 ㈠圆盘式(机械臂)刀库 ?Z轴换刀点高度参数2038 ?主轴定向角度参数3108 ?M21刀套下(垂直) ?M20刀套上 方法:打开IF诊断画面L102/1 Z轴上下 L107/1 机械臂旋转 然后把Z轴移动到安全位置,在位置画面输入M25(扣刀)/M26(换刀)/M27(刀臂回到位)执行刀臂动作。 注意:?刀库调试完成后,L102、L107要置为0. ? Z轴始终位于刀臂安全位置之上。 ?ATC动作前查看刀套水平状态。 ㈡斗笠式刀库 高度及角度参数同上 IF诊断画面X21A/1 Z轴上下 Y206/1刀盘进退 然后把Z轴移动到安全位置,在IF诊断画面下对Y206/1或0进行刀盘进退。
关于加工中心刀库的基本知识知识
刀库-概述 刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置; 其自动换刀机构及 可以储放多把刀具的刀库;改变了传统以人为主的生产方式。 藉由电脑程式的控制,可以完 成各种不同的加工需求, 如铳削、钻孔、镗孔、攻牙等。大幅缩短加工时程, 降低生产成本; 这是刀库系统的最大特点。 近年来刀库的发展已超越其为工具机配件的角色, 在其特有的技术领域中发展出符合工具机 高精度、高效能、高可靠度及多工复合等概念之产品。其产品品质的优劣, 关系到工具机的 整体效能表现。 刀库-主要构件 刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换; 换刀机构则是执行刀具交换的动作。 刀库必须与换刀机构同时存在, 若无刀库则加工所需刀 具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换, 而失去降低非切削 时间的目的。此二者在功能及运用上相辅相成缺一不可。 刀库-分类 刀库的容量、布局,针对不同的 工具机,其形式也有所不同,根据刀库的容量、外型和取刀 方式可概分为以下几种: 1斗笠式刀库 一般只能存16~24把刀具,斗笠式刀库在换刀时整个刀库向主轴移动。 当主轴上的刀具进入 刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。当要换的刀具对正主轴正下方时主 轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。 2、 圆盘式刀库 圆盘式刀库通常应用在小型立式综合加工机上。 ”圆盘刀库"一般俗称”盘式刀库”,以便和” 斗笠式刀库”、”链条式刀库”相区分。圆盘式的刀库容量不大,顶多二、三十把刀。需搭配 自动换刀机构ATC(Auto Tools Change)进行刀具交换。 3、 链条式刀库 链条式刀库的特点是可储放较多数量之刀具, 一般都在20把以上,有些可储放120把以上。 它是藉 刀库
加工中心刀库调试方法
加工中心刀库调试方法 前言:我司常用的加工中心的刀库分为两大类: 斗笠刀库常用的两种:1、气动式;2、电动式 1、圆盘刀库'也叫刀臂式刀库; 2 一、圆盘刀库的调试 1、检查刀臂的平直度 将百分表固定在主轴上,检测刀臂两端是否平直,如果不平直则必须校正或通知刀库厂家处理 内)。 刀臂检测没有问题后,再把三段式校刀器A 件、B 件分别装在主轴和刀臂上,用 位置。 气动式 电动式 以 (平直度在O.lOmn C 件的松紧度作为参照来调整刀库
三段式校刀器
2、大体校正刀库位置 将刀臂摆到扣刀位置(即在主轴下面,注意观察位置是否已经到位:刀臂将有一段时间保持固定不动,就可以确认已到达扣刀位置),大体校正刀臂和主轴中心孔的位置。 3、调整刀库的水平度 把百分表固定在工作台上'通过支架和刀库的调整块来校正刀臂前后、左右的水平度(水平度在0.15mm以内)如果左右水平度超差,叮以川铜箔垫在刀库支架底部来调整。 4、准确校正刀库位置 准确校正校正好刀臂和主轴中心孔的位置 标准的位置应当是,C件可以轻松通过E件而进入A件的内孔。 注意:刀臂位置相对主轴要往前0?lmm?0?2mm,坚决不能往后,否则换刀时刀臂容易将主轴打坏。 5、再检查刀库水平度 校正好刀臂和主轴中心孔的位置后,再检查刀臂前后、左右的水平度。若水平度超差,则需要重新校正,如此重复第3和第4步,直到符合要求(水平度在0?15mm以内)。 6、检查刀盘电机和刀臂电机的旋转方向 检查刀盘和刀臂的旋转方向是否正确。刀盘正转正确的方向应当是刀套号在递增;刀臂正确的旋转方向应当是刀臂的缺口往前走(注意:刀臂没有反转)。
MC无机械手换刀刀库设计
MC无机械手换刀刀库设计 随着数控技术的发展和普及,加工中心的作用越发突显它的重要性。为进一步提高数控机床的加工效率,数控机床正向着工件在一台机床一次装夹即可完成多道工序或全部工序加工的方向发展,因此出现了各种类型的加工中心机床,如车削中心、镗铣加工中心、钻削中心等等。这类多工序加工的数控机床在加工过程中要使用多种刀具,因此必须有自动换刀装置,也就是所说的刀库,以便选用不同刀具,完成不同工序的加工工艺。自动换刀装置应当具备换刀时间短、刀具重复定位精度高、足够的刀具储备量、占地面积小、安全可靠等特性。 本论文是开发设计出一种体积小、结构紧凑、价格较低、生产周期短的小型立式加工中心无机械手换刀刀库。首先介绍了国内外加工中心研究现状及发展趋势,阐明了本课题研究的目的、意义。然后进一步介绍本小型加工中心刀库总体结构和各部件方案的选择,并在此基础上进行了小型加工中心刀库的机械结构的设计计算,主要包括刀盘部件设计(含刀盘,夹块,刀爪),刀库转动定位机构设计(含转臂,槽轮,滚子,锁止盘),刀库总体机构设计(含轴承套,轴,箱盖,箱体)刀库移动部分设计。 随着科学技术的发展,世界先进制造技术的兴起和成熟,而对作为现代制造业非常重要的加工中心提出了更高的要求,超高速切削、超精密加工等技术的应用,对加工中心的组成部分提出了更高的性能指标。 加工中心是一种综合加工能力较强的数控加工设备,工件一次装夹后能完成较多的加工工序,加工精度较高,就中等加工难度的批量工件,其效率是普通设备的5~10倍,特别是它能完成许多普通设备不能一次完成的加工。加工中心对形状较复杂,精度要求高的单件加工或中小批量多品种生产更为合适,特别是对于必需采用工装和专用设备来保证产品质量和效率的工件,采用加工中心加工,可以省去工装和专机。这为新产品的研制和改型换代节省大量的时间和费用,从而使企业具有较强的竞争力。然而目前国内外加工中心的生产厂家设计生产的加工中心大多是大、中型零件的加工。 加工中心有多种形式,常见的有盘式、链式两种刀库。 盘式结构中,刀具可以沿着主轴的轴向、径向、斜向按放,刀具轴向的安装的结构最为紧密,但为了换到时与主轴同向,有的刀具库中刀具需要在换刀位作90度翻转。在刀库容量较大时,为在存放方便的同时保持结构紧凑,可采用弹
刀臂式刀库调试手册及说明
刀臂式刀库调试手册及说明
外扩参数说明: 3405---是否需要回原点才可以启动加工(0:需要1:不需要)3406----润滑油打油间隔(单位:秒) 3407----是否开启自动润滑功能(0:关闭1:开启) 3408----润滑油打油时间(单位:秒) 3410----手轮选择(0:面板手轮1:外挂手轮) 3411----警报解除(1:接触警报) 自定义按键说明: F1 ----手动润滑油 【红色部分无需终端客户知道】 M代码
一、指令说明 1.刀臂式换刀大都配合链条型刀具库且是无固定刀号式,即1号刀不一定插回1 号刀具库内,其刀具库上的刀号与设定的刀号由控制器的PLC & Macro管理。 此种换刀方式的T指令后面所接数字代表欲呼叫刀具的号码。 2.使用刀臂换刀时,须搭配T码与M06两个指令 T码:被呼叫的刀具会转至准备换刀位置。 M06:执行换刀动作。 3.同一单节输入指令说明 4.单独执行M06,要视之前有否执行过T code否则不换刀。 G54 G90 G80 G40 G49 G91 G28 Z0. G00 X0. Y0. M06 ←不换刀…………………..…………………..………………….. G00 X100 Y100. M30 G54 G90 G80 G40 G49 G91 G28 Z0. G00 X0. Y0. T5 G01X 50. Y0. G02I50. ……… M06 ←换刀…………………..…………………..………………….. M06←不换刀 G00 X100 Y100. M30 5.如果连续执行很多个T code,必须将每个T code都执行,且刀号到达。 T1 ←必须转至T1后才能再转至T3 T3 ←转至T3,备刀 T9 ←转至T9,备刀 T15 ←必至T15,备刀T1M06 ←转至T1后执行M06 T3 ←转至T3,备刀 T8 ←转至T8,备刀 T9 ←转至T9,备刀 T15 ←转至T15,备刀
刀库的动作顺序说明
自制刀库动作顺序:(定点换刀) 一.选刀动作(TXX) 选刀动作分为两个步骤: 第一步骤: 选择新刀具到刀库换刀位置. 初始状态1:机械手臂在原始位置----直接选新刀具到换刀位置. 初始状态2:机械手臂在等待位置----先将等待位置的刀具号所在的刀套转到换 刀位置.把机械手上的刀具送回到刀库中. 然后再选新刀具所在的刀套到换刀位置. 刀链转的动作: 1.刀套定位缩回 2.刀链正转或刀链反转 3.到目标位的前一个刀套, 刀链慢速 4.到目标位后刀套定位伸出 5.伸出到位后,刀链正转或反转,慢速断电. 等待位的刀具送回刀库的动作: 条件1.刀套定位伸出 2.刀链计数开关在位 3.刀套检测开关为0 4.刀链正转或反转及慢速断电 动作顺序 1.机械手臂拔刀 2. 机械手臂转向刀库 3.机械手臂插刀 4. 机械手臂右移 第二步骤: 将换刀位置的新刀具取到等待位. 条件1.刀套定位伸出 2.刀套在位, 3.刀套检测开关为0, 4.刀链正转或反转及慢速继电器断电。 动作顺序 1.机械手臂左移刀库 2.机械手臂拔刀 3.机械手臂转向等待位 4.机械手臂插刀 二.换刀动作(M06) 换刀动作分为两个步骤: 第一步骤: 把机械手上的刀具换到主轴上 初始状态:在等待位 1.刀库门开
2.坐标回换刀位置(和1步同时进行) 3.主轴定向 4. 机械手臂转向主轴 5.机械手臂右移 6.主轴松刀 7.机械手臂拔刀 8..机械手臂180度或0度旋转 9..机械手臂插刀 10.主轴夹刀 11机械手臂左移 12机械手臂转向等待位 13刀库门关(关门后即可以进行加工) 第二步骤: 将等待位的刀具送回刀库 1.机械手臂拔刀 2.机械手臂左移 3.机械手臂插刀 4.机械手臂右移(整个换刀动作结束) 注意:如果选择的刀具在主轴上,则继续执行下面的程序。 交换站动作顺序 M60(任意交换) M601(指定1号台) M602(指定2号台) 动作顺序: 1.B轴回零. 2.X轴回到换台位置. 3.换台门开 4.1号台(或2号台)快出 5.台板松开(浮起) 6.1号台(或2号台)慢回 7.180度或0度旋转 8.2号台(或1号台)慢出 9.台板夹紧 10.2号台(或1号台)快回 11.换台门关
斗笠式刀库调试
1:基本概念: 1)当前刀具号 当前刀具号是指被安放在主轴上的刀具被用户自定义的ID号,该号码在同一刀库中是唯一的,用户可以在数控系统刀库刀补功能中选择刀库表进行编辑。 在系统中当前主轴上的刀具号在刀库表0位置,0号位置映射的是B188寄存器,所以当前主轴上的刀号对应的断电寄存器是B188所存的值。 刀具号的最大数值不能大于设定的刀库刀具总数。 刀具号和刀库中的刀套号是一一对应的,所以在斗笠式刀库中只需要填写当前刀具号。 2)当前刀位号 刀位号是指当前刀库停在换刀缺口上的那把刀的刀具号。在旋转刀库找刀的时候需 要该数据进行数值计算。 刀位号对应的断电寄存器是B189。 3)最大刀具数量 最大刀套数量是用来定义刀库的最大容量的数值。该数值由B187断电寄存器设定。4)换刀点(第二参考点) 在换刀过程中取刀和还刀的位置称为换刀点,也就是所谓的机床第二参考点。可以在坐标轴参数中进行设置。 5)抬刀点(第三参考点) 松开刀具以后主轴将抬刀到一个安全的避让位置用以避开刀柄的碰撞,此安全位置称之为抬刀点,也就是所谓的第三参考点。
2:斗笠式刀库换刀基本流程 整个流程分为3步 1)还刀过程:Z轴首先抬刀到第二参考点,主轴定向开始,检查是否到达第二参考点,检查当前刀具号和当前刀位号是否对应,如果不对应首先先将刀库转到当前刀位号位置,刀库进到位,刀具松开,Z轴抬刀到第三参考点。 2)选刀过程:旋转到预选刀刀号所对的刀位号。 3)取刀过程:Z轴到第二参考点,刀具紧刀,回退刀库,取消主轴定向。 斗笠式换刀流程图
3:换刀用户自定义循环G代码程序 IF [#190188 EQ #100111] M99 ENDIF M35 ;换刀开始标记 M32 ;换刀检查 G91G30P2Z0 ;定位到换刀位置 M33 ;第二参考点到位检查 M19 ; 主轴定向开 IF [#190188 NE #190189] M26 ENDIF M23 ; 刀库进 G4P1000 M21 ; 刀具松 G4P1000 G91G30P3Z0 ; Z抬刀 M34 ;第三参考点到位检查 G4P1000 M25 ; 选刀 G4P1000 G91G30P2Z0 ; 定位到换刀位置 M33 G4P1000 M22 ; 刀具紧 M24 ; 刀库退 G4P1000 M20 ; 主轴定向关 M36 ;换刀结束标记 注意: #190188表示的是B188寄存器的值; #100111表示的是R111寄存器的值。 IF [#190188 EQ #100111] G[#1] ; 恢复进循环之前模态值 G[#2] M99 ENDIF 该程序段的意思是当两个寄存器的值相等,则表示当前所选刀与当前主轴上的刀号相同,不进行换刀。
加工中心的刀库形式与自动换刀程序的调试
加工中心的刀库形式与自动换刀程序的调试 一、实训目的 ( 1 )了解加工中心的各种刀库形式; ( 2 )了解机械手换刀的基本动作组成; ( 3 )掌握加工中心自动换刀程序的编写与调试运行; 二、预习要求 认真阅读加工中心组成、换刀装置、自动换刀程序的编写等章节内容。 三、实训理论基础 1 .加工中心的刀库形式 加工中心刀库的形式很多,结构各异。常用的刀库有鼓轮式和链式刀库两种。 图 11-1 鼓轮式刀库
( a )径向取刀形式( b )轴向取刀形式( c )径向布置形式( d )角度布置形式鼓轮式刀库结构简单,紧凑,应用较多。一般存放刀具不超过 32 把。见图 11-1 。 径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作 90 o 翻转。形式( c )多用于小型钻削中心;形式( d )一般用于专用加工中心。 链式刀库多为轴向取刀,适于要求刀库容量较大的加工中心。见图 11-2 。 图 11-2 链式刀库 2 .自动换刀装置及其动作分解 斗笠式刀库换刀装置我们已经在实训 4 中接触过,在此就不再赘述。 对于刀库侧向布置、机械手平行布置的加工中心,其换刀动作分解见图 11-3 。换刀时, Txx 指令的选刀动作和 M6 指令的换刀动作可分开使用。
图 11-3 平行布置机械手的换刀过程 图 11-4 角度布置机械手的换刀过程 对于刀库侧向布置、机械手角度布置的加工中心,其换刀动作分解见图 11-4 。 机械手换刀装置的自动换刀动作如下: ( 1)主轴端:主轴箱回到最高处( Z 坐标零点),同时实现“主轴准停”。即主轴停止回转并准确停止在一个固定不变的角度方位上,保证主轴端面的键也在一个固定的方位,使刀柄上的键槽能恰好对正端面键。 刀库端:刀库旋转选刀,将要更换刀号的新刀具转至换刀工作位置。对机械手平行布置的加工中心来说,刀库的刀袋还需要预先作90 o的翻转,将刀具翻转至与主轴平行的角度方位。( 2)机械手分别抓住主轴上和刀库上的刀具,然后进行主轴吹气,气缸推动卡爪松开主轴上的刀柄拉钉。
机械手刀库调试
1:基本概念: 1)刀具号 刀具号是指装在刀库刀套中或者被安放在主轴上的刀具被用户自定义的ID号,该号码在同一刀库中是唯一的,用户可以在数控系统刀库刀补功能中选择刀库表进行编辑。 在系统中当前主轴上的刀具号在刀库表0位置,0号刀具号默认表示空刀,0号位置映射的是B188寄存器,所以当前主轴上的刀号对应的断电寄存器是B188所存的值。 刀具号可以任意定义,除了保持唯一性和不要超过最大的刀具号定义范围就可以。 2)刀套号 刀套号其实指的就是刀库表中的位置号,每一个刀具号都唯一的对应着一个刀套号。在进行了机械手交换刀动作以后,该对应关系将发生改变,但对应关系仍然保持唯一。 刀库的最大容量由最大刀套数量来设定。 刀套号对应的断电寄存器由B698开始,换言之,刀套号1中所存的刀具号将保存在B698寄存器中,以此类推。 3)刀位号 刀位号是指当前刀库停在换刀缺口上的那把刀的刀套号。在旋转刀库找刀的时候需 要该数据进行数值计算。 刀位号对应的断电寄存器是B189。
4) 最大刀套数量 最大刀套数量是用来定义刀库的最大容量的数值。该数值由B187断电寄存器设定。 5) 机械手原始位 换刀开始或换刀完成时,机械手所停止到的安全位置。在该点会有机械上的传感器信号,通常称之为刀臂原点信号。 6) 机械手扣刀位 机械臂扣紧刀具的位置,在该位置会有扣刀刀位信号和机械手刹车信号。 7) 机械手交换位 机械臂拉出刀具并进行180度旋转并上升插回刀具后停止的位置。在该位置会有扣刀到位信号和机械手刹车信号。 2:机械手动作基本流程 机械手动作基本流程可以分解为选刀过程和换刀过程,选刀动作必须在换刀动作之前完成。选刀动作主要是负责选取指定的刀号的刀具,旋转刀库到指定刀具位置,然后等待换刀动作开始。换刀动作主要负责将刀库上选定的刀具和主轴上的刀具进行交换的动作。 机械手选刀流程图 Y
刀库的种类及特点(仅限借鉴)
加工中心刀库种类及特点 加工中心的自动换刀装置由存放刀具的刀库和换刀机构组成。刀库种类很多,常见的有盘式和链式两类。链式刀库存放刀具的容量较大。 换刀机构在机床主轴与刀库之间交换刀具,常见的为机械手;也有不带机械手而由主轴直接与刀库交换刀具的,称无臂式换刀装置。 加工中心刀库分为圆盘式刀库及机械手刀库两种 一、圆盘式刀库 圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。 1. 制造成本低。主要部件是刀库体及分度盘,只要这两样零件加工精度得到保证即可,运动部件中刀库的分度使用的是非常经典的“马氏机构”,前后、上下运动主要选用气缸。装配调整比较方便,维护简单。一般机床制造厂家都能自制。 2. 每次机床开机后刀库必须“回零”,刀库在旋转时,只要挡板靠近(距离为0.3mm左右)无触点开关,数控系统就默认为1号刀。并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。只要机床不关机,当前刀号就被记忆。刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向,如果刀库数量是18,当前刀号
位8,要换6号刀,按最近距离换刀原则,刀库是逆时针转。如要换10号刀,刀库是顺时针转。 机床关机后刀具记忆清零。 3. 固定地址换刀刀库换刀时间比较长国内的机床一般要8秒以上(从一次切削到另一次切削)。 4. 圆盘式刀库的总刀具数量受限制,不宜过多,一般40#刀柄的不超过24把,50#的不超过20把,大型龙门机床也有把圆盘转变为链式结构,刀具数量多达60把。 二、机械手刀库 机械手刀库换刀是随机地址换刀。每个刀套上无编号,它最大的优点是换刀迅速、可靠。 1. 制造成本高。刀库有一个个刀套链式组合起来,机械手换刀的动作有凸轮机构控制,零件的加工比较复杂。装配调试也比较复杂,一般由专业厂家生产,机床制造商一般不自制。 2. 刀号的计数原理。与固定地址选刀一样,它也有基准刀号:1号刀。但我们只能理解为1号刀套,而不是零件程序中的1号刀:T1。系统中有一张刀具表。它有两栏。一栏是刀套号,一栏是对应刀套号的当前程序刀号。假如我们编一个三把刀具的加工程序,刀具的放置起始是1号刀套装T1(1号刀),2号刀套装T2,3号刀套装T3,我们知道当主轴上T1在加工时,T2刀即准备好,换刀后,T1换进2号刀套,同理,在T3加工时,T2就装在3号刀套里。一个循环后,
关于加工中心刀库调试与控制方法研究
关于加工中心刀库调试与控制方法研究 摘要:笔者在调试基于西门子数控系统配机械手刀库的加工中心过程中,研究开发了机械手刀库的换刀宏程序和相应的PLC程序。本文将介绍应用西门子系统专用OEM指令开发机械手刀库换刀程序的关键技术。 关键词:加工中心刀库控制数控系统 为了在数控系统显示屏幕上能观察到刀库的运动和刀具号的变化,必须使用数控系统内置的虚拟刀库功能。在西门子数控系统中有内置虚拟刀库的功能,该虚拟刀库可以模拟外部实际刀库的动作,其优越性是在显示屏上可以观察到刀库的正反转和各刀位内的实际刀具号,也可以观察到主轴上的刀具号以及需要更换的下一刀具号。 1、刀库调试中的问题分析 刀库的初始化初始状态为主轴刀号为0号刀,刀盘按当前刀位为1号刀顺序装刀。必须在PLC程序中预先用开关信号做刀库初始化,设置当前位置刀号和主轴刀号。在选刀及换刀宏程序中,必须做刀号比较判断及足够的安全保护条件。经过仔细观察刀库的动作,发现当刀库计数接近开关的红灯熄灭时,刀库才进入刀位的正确位置。因此必须用计数接近开关脉冲的下降沿做停止条件。在PLC 中改用下降沿脉冲后,果然能正确定位。也有刀库计数器是使用脉冲的上升沿做停止条件的,要根据实际情况确定。为了保护刀库的安全工作,充分利用了西门子系统所具有的位置开关功能。即可以通过参数在Z轴上设定位置开关,位置开关的位置区域就是Z轴的换刀点。只有Z轴进入该位置区域,位置开关=ON,刀库才能前进卡刀。 2、西门子数控系统内置刀库的设置 2.1 刀库用特殊寄存器的功能 在使用内置刀库之前必须进行必要的设置。西门子数控系统中规定了一些固定的文件寄存器用以表征刀库的基本性能,这些R寄存器的功能如下。R10600:刀库基本控制参数。bit:设定刀号长度,是T4还是T8,一般选择T4。Bit1:设定刀库从1还是0开始计数。控制参数寄存器R10600的定义bit3:对各刀具库的设定。 bib=0,刀库数固定设置。即系统内同定设定有刀库3个,每个刀库内固定设定刀具数为120,刀具总数可达360。bit3=1,可设定的刀库数=5,每一刀库内的刀具数可以任意设定。刀具总数可达360。R10610:每一刀库内的刀具数,也就是每一刀库内有几把刀,这是一重要参数。R10620:主轴刀具号。该R寄
刀库、机械手部分故障分析实例与诊断
1 外部信号故障 加工中心的外围信号主要用在如轴、刀库、机械手、交换工作台、辅助设备、模块外部接口及控制电器的辅助触点等部位。主要功能包括:液位检测、温度检测、压力检测、到位检测、行程检测、状态检测、按钮触点以及各种使能等。这类外围信号通常都设置了相应的报警代码和提示信息,维护人员通过提示便能快捷地定位故障点。同时,也可通过:A= 梯形图、信号状态查阅界面以及:B= 装置指示灯来综合诊断。找到故障点后结合实际情况进行调整、维修或更换。偶尔也遇到库存备件缺乏的情况,在确定不影响机床正常运行的情况下,可暂时将故障点短接,以缓解生产压力,备件一到及时更换。对一些动作频率相对较高的部位,应特别注意观察和记录,如:主轴刀具状态、回参考点挡块、交换工作台位置检测、刀库和机械手位置状态等。外部信号范围广,故障多,以下简要举几例说明之。 (1)一台THM6350卧式加工中心出现“"1008液压压力不足”报警,且该报警有规律地出现,经观察发现实际压力完全满足。这是典型的辅助设备外部报警。报警提示,该压力继电器已损坏。因备件库中暂时无该型压力继电器,万用表测量该点两端阻值满足短接要求。同时,交待操作工在备件未到期间,必须注意实际液压压力情况,并随时报告。经处理,缓解了生产压力。 (2)一台VMC1000C立式加工中心,采用FANUC 0i-MA数控系统,Z、A 两轴为一双轴模块驱动。在拆走旋转台后,出现“401 Z AXIS READY OFF”报警信息。 因任务需要,决定暂时使用X、Y、Z三轴进行其它工件加工。应将A 轴屏蔽,其屏蔽步骤是:首先修改NC参数?NO 1023的A为“—4”;然后将PMC中的保持继电器K8.2设为“1”;最后将原驱动模块的接口封锁处理。到现场初步检查后认为已做到,但报警仍然未清除。分析认为原因出在封锁未生效,拆开所使用连接器发现里面未短接,而且型号有误。最后使用型号为HRIOS F140-2015的PCR-EV20MDT的连接器,并将其9 和10(即*DRDYn 和*MCONn)短接封锁后,机床报警清除,满足了工作需求。原因出在工作人员把连接器使用错。 (3)一进口五坐标加工中心,采用AB10数控系统。自动刀库不能正常换刀,刀盘转到正确刀位后来回旋转,未正常判别刀位。该刀库记数方式采用8421 代码,使用5个感应器判别,即感应头对应金属刀盘上有孔为“0”,反之为“1”。调查情况时得知,近期机修人员拆卸过刀库,但拆卸时是整体移出,排除上、下刀盘位置异位,手动方式单步旋转正常。据控制原理分析认为是数刀不正确,应检查5个感应信号状态正常与否(感应器淡绿色指示灯亮表示电源送到,黄色指示灯亮表示感应状态为1)。手动方式下旋转刀盘一周,仔细观察发现3号感应器一直保持同一状态。到此,判断要么是感应头上有脏物或铁屑,要么感应器已损坏。将手指伸进孔中触摸发现上面有铁屑,清除后,信号状态恢复,执行自动换刀正常。 2 连接器件故障 连接器件主要指导线和连接器。这类故障主要表现在" 个方面:一是导线破损、断裂;二是线间出现短路或干扰;三是接头处或接口连接不良;四是错接或误插。连接器件作为设备的信息通道,在支持设备的运行中具有举足轻重的作用。据我们维护中不完全统计,机床故障的近三成是该方面所致。加工环境及条件是该方面的直接原因,也有一部分归属于使用时间
刀库手动操作
确定在手动模式下。(已处在换刀状态下:G91G30Z0;G91G30X0;M19; M6;……),操作步骤: CUSTOM(控制面板上)→MAINTENANCE(维护模式) →MODE SELECT(选择刀库手动模式) 在刀库手动模式屏幕中,可看到刀库的操作步骤: 1.如果卡刀情况发生,尽量在手动使刀库手柄回复原先位置前摘除主轴和转臂上的刀具夹头,然后再进行其他操作。此时可能需要使主轴首先恢复正常位置再在手动模式下摘除刀柄。 2.移动主轴前务必确认主轴上的刀具锁紧键是否关闭,并判断是否会影响下一步动作,以防止强迫拉出损坏机器。 3.刀库手动模式屏幕显示为: 1、TC SHUTR CLOSE 刀库门关闭 2、TC SHUTR OPEN 刀库门打开 3、WING ARM RET 旋转臂缩回 4、S.ARM RET DECEL 旋转臂清洁气开 5、WING ARM ADV 旋转臂伸出 6、S.ARM ADV DECEL 旋转臂清洁气关 7、RM SW 机械手顺时针旋转180度 8、RM SSW 机械手逆时针旋转180度 9、GRIPPER UNLOCK 锁紧块松开 10、GRIPPER LOCK 锁紧块锁紧 11、STROKE EXTEND 行程扩张(该状态下换刀位置X方向超程不报警) 机床刀对刀交换操作步骤: 进入刀库手动模式→{11}行程扩张(该状态下换刀位置X方向超程不报警)→将主轴置于换刀点位置→主轴定向定位→②将刀库门打开→④旋转臂清洁气开 →⑥旋转臂清洁气关→⑤旋转臂伸出→⑩锁紧块锁紧→⑦机械手顺时针旋转180度→在手动模式下将主轴刀具松开→用手动方式将主轴抬起→⑧机械手逆时针旋转180度→用手动方式将主轴移动到机床换刀位置→在手动模式下将主轴刀具锁紧→⑨锁紧块松开→③旋转臂缩回→①刀库门关闭→将主轴偏离换刀点位置→{11}行程扩张解除→退出刀库手动模式
常见的加工中心刀库问题及解决方法
1常见的过载报警及解决方法 故障现象:某配套FANUC-0M系统的数控立式加工中心,在加工中经常出现过载报警,报警号为434,表现形式为Z轴电动机电流过大,电动机发热,停上40min左右报警消失,接着再工作一阵,又出现同类报警。 分析及处理过程:经检查电气伺服系统无故障,估计是负载过重带不动造成。 为了区分是电气故障还是机械故障,将Z轴电动机拆下与机械脱开,再运行时该故障不再出现。由此确认为机械丝杠或运动部位过紧造成。调整Z轴丝杠防松螺母后,效果不明显,后来又调整Z轴导轨镶条,机床负载明显减轻,该故障消除。 2数控机床转台分度不良的故障维修 故障现象:一台配套FANUCOMC,型号为XH754的数控机床,转台分度后落下时错动明显,声音大。 分析及处理过程:转台分度后落下时错动明显,说明转台分度位置与鼠齿盘定位位置相差较大;如果回零时位置同时也有错动,则可调节第4轴栅格偏移量(参数0511)来解决:如果转台传动有间隙,则可调节第4轴间隙补偿(参数0538);如果机械螺距有误差,则
相应调整第4轴螺补。本例中发现转台回零后也有错动,调整0511数值后解决 3刀库不停转的故障维修 故障现象:一台配套FANUC0MC系统,型号为XH754的数控机床,刀库在换刀过程中不停转动。 分析及处理过程:拿螺钉旋具将刀库伸缩电磁阀手动钮拧到刀库伸出位置,保证刀库一直处于伸出状态,复位,手动将刀库当前刀取下,停机断电,用扳手拧刀库齿轮箱方头轴,让空刀爪转到主轴位置,对正后再用螺钉旋具将电磁阀手动钮关掉,让刀库回位。再查刀库回零开关和刀库电动机电缆正常,重新开机回零正常,MDI方式下换刀正常。怀疑系干扰所致,将接地线处理后,故障再未出现过。 4换刀不能拔刀的故障维修 故障现象:一台配套FANUC0MC系统,型号为XH754的数控机床,换刀时,手爪未将主轴中刀具拔出,报 警。 分析及处理过程:手爪不能将主轴中刀具拔出的可能 原因有: ①刀库不能伸出;②主轴松刀液压缸未动作;③松刀
西门子刀库管理应用实例指南
西门子刀库管理指南 为了达到一次装夹实现多工序加工的目的,现在的数控机床大部份配备了交换刀具系统,这样数控系统需要知道这些刀具的几何尺寸,还有刀具在刀库里的具体位置。为了适用工厂自动化生产的更高要求,有时还需要对刀具的加工时间或者是加工工件数进行监控,当达到刀具的加工寿命时,系统会提示操作者更换刀具,避免因为刀具的磨损而造成批量废品。在自动化程度更高的机床上,还可以为一些刀具配备一把或几把类似的刀具,叫做姊妹刀,当某把刀具达到加工寿命时,系统会自动挑选它的姊妹刀来代替,这样能保证加工的连续运行,上述这些功能统称为刀库管理功能,西门子840D系统可以选配刀库管理功能。 在没有刀库管理功能时,系统只是管理刀具数据,主要是刀具的几何尺寸,当需要交换刀具时,系统会通过通道的接口信号通知PLC需要更换的新刀具号,PLC控制刀具换刀动作,当动作完成后,通知NC。具体接口信号如下: DB21.DBX61.0 T码改变,当NC遇到一个新的T指令时,该信号有效,信号只 持续一个 PLC周期。 DB21.DBW118 T码的值,也就是要交换的新刀号的值,该信号在新的刀号来之 前一直有效 对于机床来说,一般有一个实际存在的刀库,同时根据实际情况,可能有一到两个机械手,至少一个主轴,有的刀库还需要用来装卸刀具的装卸站,系统把实际存在的刀库定义为刀库1,这个刀库里有定义好的刀座数,机械手和主轴定义为虚拟的缓存刀库,刀库号为9998,一般定义主轴为这个刀库里的第一个刀座,其它依次为机械手1,机械手2.....等等,对于装/卸刀具站而言,定义为另外一个虚拟的刀库,刀库号为9999,依据实际情况定义里面的刀座数,一般主轴都能用来装/卸刀具,所以至少算一个刀座。 如下图所示:
加工中心的刀库形式与自动换刀程序的调试
加工中心的刀库形式与自动换刀程序的调试
加工中心的刀库形式与自动换刀程序的调试 一、实训目的 ( 1 )了解加工中心的各种刀库形式; ( 2 )了解机械手换刀的基本动作组成; ( 3 )掌握加工中心自动换刀程序的编写与调试运行; 二、预习要求 认真阅读加工中心组成、换刀装置、自动换刀程序的编写等章节内容。 三、实训理论基础 1 .加工中心的刀库形式 加工中心刀库的形式很多,结构各异。常用的刀库有鼓轮式和链式刀库两种。 图 11-1 鼓轮式刀库 ( a )径向取刀形式( b )轴向取刀形式( c )径向布置形式( d )角度布置形式 鼓轮式刀库结构简单,紧凑,应用较多。一般存放刀具不超过 32 把。见图 11-1 。 径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,
若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作 90 o 翻转。形式( c )多用于小型钻削中心;形式( d )一般用于专用加工中心。 链式刀库多为轴向取刀,适于要求刀库容量较大的加工中心。见图 11-2 。 图 11-2 链式刀库 2 .自动换刀装置及其动作分解 斗笠式刀库换刀装置我们已经在实训 4 中接触过,在此就不再赘述。 对于刀库侧向布置、机械手平行布置的加工中心,其换刀动作分解见图 11-3 。换刀时,Txx 指令的选刀动作和 M6 指令的换刀动作可分开使用。 图 11-3 平行布置机械手的换刀过程
加工中心刀库调试方法
---- 辦晶wVr# -------- 加工中心刀库调试方法 前言:我司常用的加工中心的刀库分为两大类: 斗笠刀库常用的两种:1、气动式;2、电动式 刀臂检测没有问题后,再把 三段式校刀器 A 件、B 件分别装在主轴和刀臂上,用 位置。 三段式校刀器A 件 B 件 C 件 1、圆盘刀库, 也叫刀臂式刀库; 2、斗笠刀库。 刀库 圆盘刀库 气动式 斗笠刀库 电动式 、圆盘刀库的调试 1、检查刀臂的平直度 将百分表固定在主轴上,检测刀臂两端是否平直, 如果不平直则必须校正或通知刀库厂家处理。 (平直度在0.10mm C 件的松紧度作为参照来调整刀库
2、大体校正刀库位置将刀臂摆到扣刀位置(即在主轴下面,注意观察位置是否已经到位:刀臂将有一段时间保持固定不动,就可以确认已到达扣刀位置),大体校正刀臂和主轴中心孔的位置。 3、调整刀库的水平度 把百分表固定在工作台上,通过支架和刀库的调整块来校正刀臂前后、左右的水平度(水平度在0.15mm以内) 4、准确校正刀库位置 准确校正校正好刀臂和主轴中心孔的位置 标准的位置应当是,C件可以轻松通过E件而进入A件的内孔。注意:刀臂位置相对主轴要往前0.1mm-0.2mm,坚决不能往后,否则换刀时刀臂容易将主轴打坏。 5、再检查刀库水平度 校正好刀臂和主轴中心孔的位置后,再检查刀臂前后、左右的水平度。若水平度超差,则需要重新校正,如此重复第3和第4步,直到符合要求(水平度在0.15mm以内)。 6、检查刀盘电机和刀臂电机的旋转方向 检查刀盘和刀臂的旋转方向是否正确。刀盘正转正确的方向应当是刀套号在递增;刀臂正确的旋转方向应当是刀臂的缺口往前走(注意:刀臂没有反转)。 刀臂的正确旋转方向 刀盘正转
圆盘式刀库工作原理【详解】
圆盘式刀库工作原理 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。 圆盘式刀库制造成本低。主要部件是刀库体及分度盘,只要这两样零件加工精度得到保证即可,运动部件中刀库的分度使用的是非常经典的“马氏机构”,前后、上下运动主要选用气缸。装配调整比较方便,维护简单。一般机床制造厂家都能自制。 它的刀号的计数原理。一般在换刀位安装一个无触点开关,1号刀位上安装挡板。每次机床开机后刀库必须“回零”,刀库在旋转时,只要挡板靠近(距离为0.3mm左右)无触点开关,数控系统就默认为1号刀。并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。只要机床不关机,当前刀号就被记忆。刀具更换时,一般按最近距离旋转原则,刀号编号按逆时针方向,如果刀库数量是18,当前刀号位8,要换6号刀,按最近距离换刀原则,刀库是逆时针转。如要换10号刀,刀库是顺时针转。机床关机后刀具记忆清零。 固定地址换刀刀库换刀时间比较长国内的机床一般要8秒以上(从一次切削到另一次切削)。 但是圆盘式刀库的总刀具数量受限制,不宜过多,一般40#刀柄的不超过24把,50#的不超过20把,大型龙门机床也有把圆盘转变为链式结构,刀具数量多达60把。机械手
机械手刀库LADDER
N00001X0010.0R0600.0 A1 CNT.COUN TER N00002X0010.1R0600.1 B3 TL.PS N00003X0010.2R0600.2 C5 POTUPX N00004X0010.3R0600.3 D7 POTDWX N00005X0010.4R0600.4 E9 SP.UNC N00006X0010.5R0600.5 F11 SP.CLA N00007X0010.6R0600.6 G13 ARM-ZERO N00008X0010.7R0600.7 H15 ARM-koud ao N00009X0011.0R0601.0 I17 ARM-STOP N00010X0011.1R0601.1 J19 UNCLAMP. K N00011X0011.2R0601.2 K21 CW.K N00012X0011.3R0601.3 L23 CCW.K N00013R0630.0Y0010.0 M25 MAG.CW N00014R0630.1Y0010.1 N27 https://www.360docs.net/doc/5911062501.html,W N00015R0630.2Y0010.2 O29 POTUP M4 4OUT
N00016R0630.3Y0010.3 A31 POTDWRM4 3OUT N00017R0630.4Y0010.4 B33 M41OUTPU T N00018R0630.5Y0010.5 C35 ARM.STAR T N00019R9091.1ACT D37SUB400001 NUMEB E0000000024 F D0092 MAG.NUM N00020R9091.0RST R0700.0 G42SUB360001 ADDB R9091.1ACT H D0092 MAG.NUM I0000000001 J D0090 N00021R9091.1ACT K50SUB250001 DECB L F0010 M0000000040 N R0604 M40-M47M CODE N00022R0604.6R0622.1R0622.0 O56 M46BA/C M46.R M46.PULS HADAO
加工中心刀库
C:\RECYCLER\setup.reg附录9:实现刀库控制功能 目录 相关知识与技能 1.与刀库相关的电气连接 2.刀库控制的相关信号及其功能 2.1 主轴准停控制信号ORCMA 2.2 宏程序所用的系统变量 2.2.1 用户宏程序输入信号 2.2.2 宏程序报警变量 2.2.3 模态信息变量(#4003、#4006) 3.宏程序调用及刀库相关系统参数 3.1 指定调用宏程序的M代码值参数PRM#6080~6089 3.2 主轴准停位置设置参数(PRM#4031) 3.3 主轴定向速度参数(PRM#4038) 3.4 换刀点设置参数(PRM#1241) 3.5 其他相关参数 4.换刀宏程序 5.PMC控制程序 思考题 实训项目3.8 实现刀库控制功能 以FANUC 0i系统加工中心或调试台为例,介绍一种通过宏程序调用实现斗笠式刀库换刀控制的方法。刀库容量为16(装16把刀),利用伺服主轴电动机的内置编码器进行定向/准停。 实训学时:10学时。 实训目的: (1)加工中心斗笠式刀库的操作与控制程序的编制。 (2)掌握调用宏程序实现刀库控制的编程方法。 (3)掌握调用宏程序实现刀库控制的相关参数设置。 实训内容: (1)斗笠式刀库的操作。 (2)控制刀库的宏程序设计。 (3)刀库梯形图程序的设计与调试。 (4)梯形图功能的调试。
(5)宏程序调用实现刀库控制的相关参数设置。 实训设备: (1)配置FANUC 0i数控系统的加工中心/综合调试台。 (2)个人计算机(PC)。 (3) FANUC公司的梯形图编辑软件(FLADDER Ⅲ版本)。 实训要点: (1)用FLADDER Ⅲ软件对PMC离线编程。 (2)FANUC 0i PMC操作。 (3)FANUC 0i 系统PMC程序传输与功能调试。 (4)刀库控制用宏程序设计与加载。 (5)PMC功能指令的应用。 (6)刀库梯形图程序设计。 (7)调用宏程序控制刀库的相关参数设置。 (8)刀库控制功能验证。 实训具体要求: (1)规范实训,按操作规范操作机床。 (2)机床工作时,严禁用手或导体去触碰各通电电器,确保人身和设备安全。 (3)操作刀库之前,必须保证机床执行手动回零操作。 (4)验证刀库功能时,可采用单程序运行模态或单独执行相关的刀库辅助功能指令(M指令)操作,密切关注机床的动作,确保刀库与主轴不撞机。 (5)具备加工中心的基本操作能力和应用水平。 (6)熟悉FANUC 0i系统参数的设置方法与操作。 组织形式: 教师:演示与指导,组织学生训练、演示、讨论与评估。 学生:根据设备数量,可在课内分组定时训练,也可预约训练,采取组长负责制,负责指导、提问与考核各组员。 相关知识与技能: 1.与刀库相关的电气连接 假设加工中心刀库的主电路如图附9-1所示。