螺杆泵橡胶定子注模过程数值仿真分析
螺杆泵橡胶定子注模过程数值仿真分析
螺杆泵采油技术现如今已经得到广泛应用。螺杆泵主要是由金属转子和橡胶定子组成,其中橡胶定子衬套是螺杆泵系统的关键部件之一,其使用寿命直接影响到螺杆泵整体的使用寿命。潜油螺杆泵的工作条件十分恶劣,如井下温度高、压力高、连续工作时间长并且有磨蚀性介质、受周期性挤压力等,为了适应井下严酷的工作条件螺杆泵定子所采用的橡胶材料为丁腈胶(NBR)。丁腈橡胶是由丁二烯和丙烯腈经乳液聚合法制得,采用低温乳液聚合法生产,其耐油性极好,耐磨性较高,耐热性较好,粘接力强,因此丁腈橡胶成为了制造螺杆泵定子衬套的首选材料。
螺杆泵橡胶定子的制造方法一般分为压注法和注射法。目前国内生产螺杆泵定子的企业一般采用压注法来生产,该方法的特点是对设备的要求低,一般为万能四柱液压机、加热设备及配套夹具即可以实现注射过程;而注射法的特点是,胶料是边塑化边向模腔中注射,胶料塑化效果好,不必像使用压注法那样需要把胶料在热炼机中先热炼到一定程度再注入,可以对胶料塑化的温度高于压注法的温度,简化了生产工艺,并且由于注入压力大使制品致密度高从而提高了产品质量。由于生产设备与检测方法的限制,目前对生产过程中的各物理参数准确定量的控制十分困难,同时对所注的定子橡胶内部参数进行详细测量更加困难甚至无法进行。因此本文通过使用软件仿真的方法来定量的分析注模过程中的各物理参数,其中包括:填充时间、模具温度、橡胶熔体温度、注入压力、锁模力及最大剪切速率等,通过综合分析模拟结果,使生产效率得到保障的同时进一步提高产品质量。
1 有限元模型构建
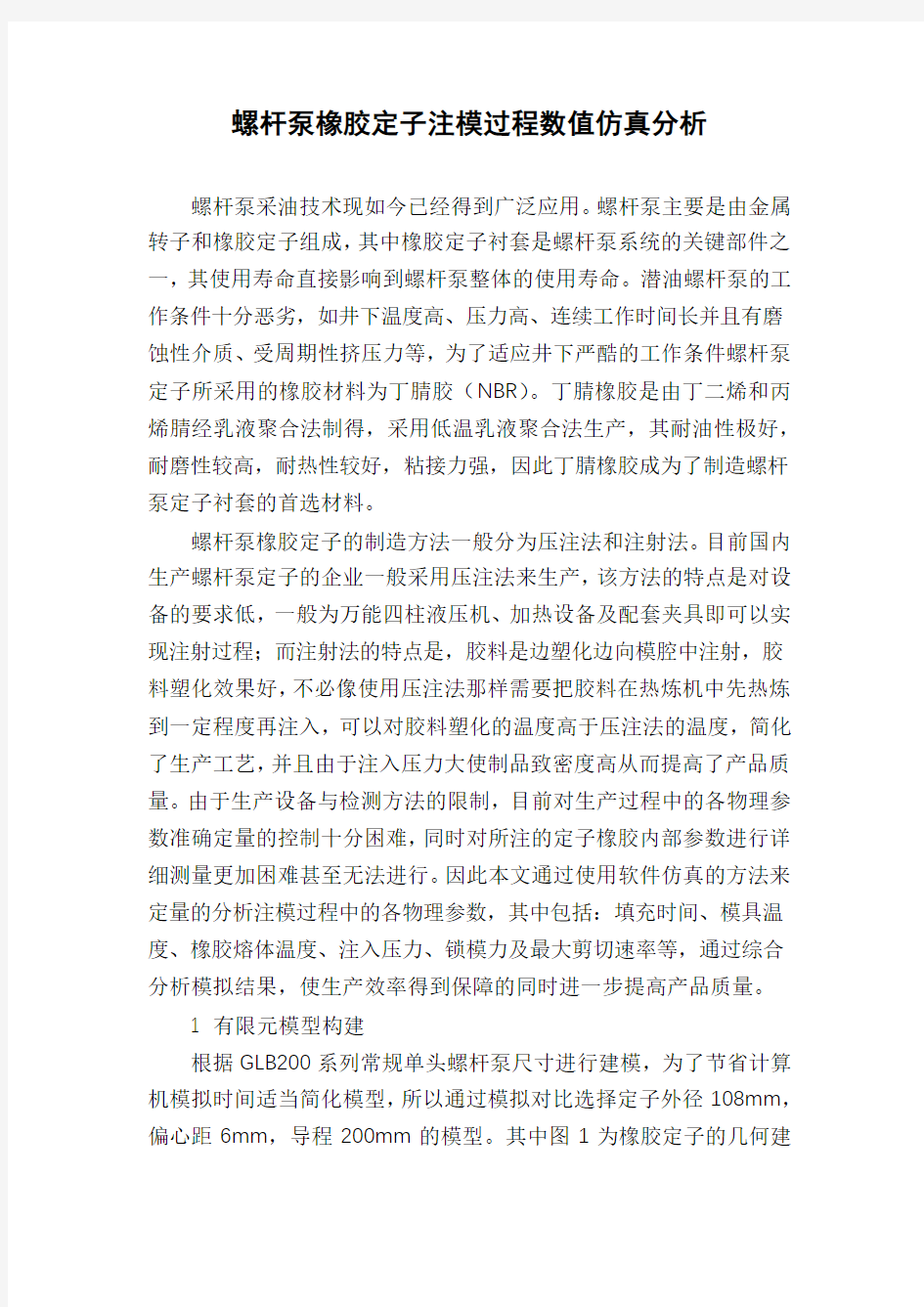
根据GLB200系列常规单头螺杆泵尺寸进行建模,为了节省计算机模拟时间适当简化模型,所以通过模拟对比选择定子外径108mm,偏心距6mm,导程200mm的模型。其中图1为橡胶定子的几何建
模图形。在模具中部开4个浇口,其中1、2、3、4为4个浇口位置。优点是浇口对称分布可以减小在注模过程中胶料对模芯的径向压力,保证产品精度。
网格划分:选择4面体线性单元划分网格。材料选择:所选材料为通用丁腈橡胶。边界条件设定:软件材料库推荐熔体温度为70-100℃,模具温度为80-200℃。模具温度高可以保证胶料具有较好的流动性,但是温度过高会使胶料提前老化、固化会导致注射压力升高,严重时甚至会发生短射;反之如果温度过低,则会使胶料的流动性降低、硫化时间增长、生产效率降低、能耗增大,同时考虑到丁腈橡胶的硫化温度一般为140℃左右,因此在本模型中选择模具温度120℃,熔体温度为85℃。
图1 网格划分及浇口位置
2 流速对充模过程工艺参数的影响
注模过程中的主要工艺参数为填充时间、模具温度、注射速率、注射压力、锁模力,其中胶料熔体温度与模具温度如上述已经确定,所以主要通过改变注射速率得到在不同流速下的填充时间、注射压力、锁模力、剪切速率的变化规律。由于橡胶是热固性材料,在计算时所选取的模型为反应粘度模型,并通过有限元软件设置不同的流速进行计算得到的结果如表1所示。
从计算所得数据点中选取流速为30为例,为说明计算结果截取填充时间云图、注压压力曲线、锁模力曲线,并根据表1数据点拟合流量-填充时间曲线、流速-注射压力曲线、流速-剪切速率曲线、流速-锁模力曲线。
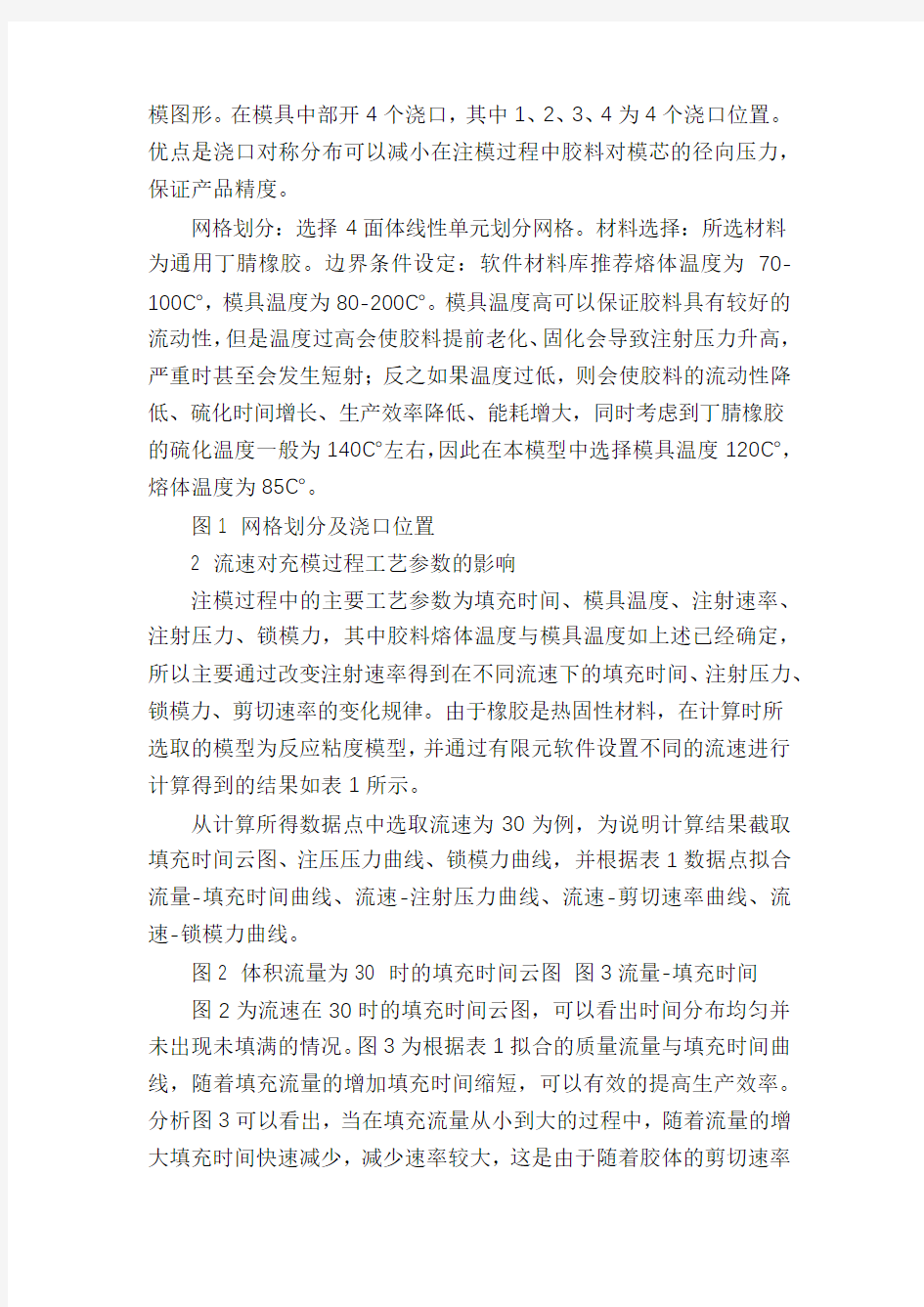
图2 体积流量为30 时的填充时间云图图3流量-填充时间
图2为流速在30时的填充时间云图,可以看出时间分布均匀并未出现未填满的情况。图3为根据表1拟合的质量流量与填充时间曲线,随着填充流量的增加填充时间缩短,可以有效的提高生产效率。分析图3可以看出,当在填充流量从小到大的过程中,随着流量的增大填充时间快速减少,减少速率较大,这是由于随着胶体的剪切速率
增大带来粘性降低,流动性增强,随着流量的进一步增加,大约增加到30g/s时填充结束时间的下降速率迅速减小,这是由于流量增大并未带来剪切速率的进一步增加,胶体的粘性趋于定值,流动性不再有进一步的改善。
图4为填充流速在30下的注射压力曲线,从曲线可以看出注射压力随着填充时间的变化情况,在开始阶段曲线为缓慢上升,但随后出现了压力突增情况,这是由于胶料已充满型腔所导致,最后进入保压阶段,压力恒定。
从图5可以看出随着流速的增大注射压力迅速下降,到达拐点后压力趋于稳定。从材料属性可以看出粘度与剪切速率成指数递减规律,随着流速的增大其剪切速率也随之增大,但到达一定程度后由于两者成指数关系,剪切速率对粘度的影响就显的并不明显,致使粘度变化很小,所以压力趋于恒定。如果注射压力小可能导致型腔充不满,产品密度达不到要求,如果注射压力过大可能产生飞边甚至模具钢管被充裂,因此选择合适的注射压力十分必要。对于本次模拟所采用的模型,注浇口处的最佳注压压力约为2.5MPa。其中注射压力的大小不但与所使用的材料有关并且与模具型腔形状、温度也有一定关系。
图6在流速为30时的锁模力随时间变化曲线。如图7所示,曲线随着流速的增大先迅速下降,到达拐点后趋于平稳,对于本模型锁模力约为2.1t。锁模力的大小是选择无缝钢管能承受的最大压力的指标之一,如果超过其能承受的最大压力,会使钢管在填充过程中爆裂,这种情况在实际生产中曾经发生过,如果在试验生产前通过模拟预测,不但可以减少材料浪费,并且还可以缩短生产试验周期。
3 结束语
本文通过使用有限元软件对螺杆泵橡胶定子注模过程模拟研究,分析了使用注射法在不同的填充速率下注模过程中填充时间、注入压力、锁模力与之的关系,从分析可以看出,当流速在20-30,注入压力为2.5MPa,锁模力为2.1t为此模型的最佳流速范围、注入压力和锁模力,在此最佳参数下既可以保证生产效率同时也可以使产品质量
得到一定提高。