辊弯生产中的缺陷分析

辊弯生产中的缺陷分析
摘要:辊弯成形工艺是加工连续截面的一种重要工艺,在世界上得到广泛应用。但是,辊弯生产中同样存在很多问题,多种因素的影响使得辊弯产品存在许多缺陷,例如纵向弯曲和扭曲,边波,袋形波,角部褶皱,边角裂纹和撕裂等,这些缺陷主要是由加工产品的冗余应变引起的,因此就需要对冗余应变的产生原因进行分析,进而找出解决或者改进方法。
关键字:辊弯成型,缺陷分析,冗余应变
辊弯成型是带材在辊式成形机上连续弯曲成具有规定形状和尺寸的截形的塑性变形工艺。在实际的辊弯生产中,金属板带受到不同的变形,包括横向变形和冗余变形。其中横向变形是辊弯成形过程中最重要,必不可少的变形。横向变形将加工材料变形为具有所要求的横截面的产品,它通过一系列具有轮廓的轧辊来逐渐成型。而冗余变形则是在加工过程中产生的多余的,不需要的变形。冗余变形包括:纵向弯曲和回复;纵向伸长和收缩;横向伸长和收缩;金属平面的剪切;金属厚度方向的剪切;以及以上各种变形的结合。
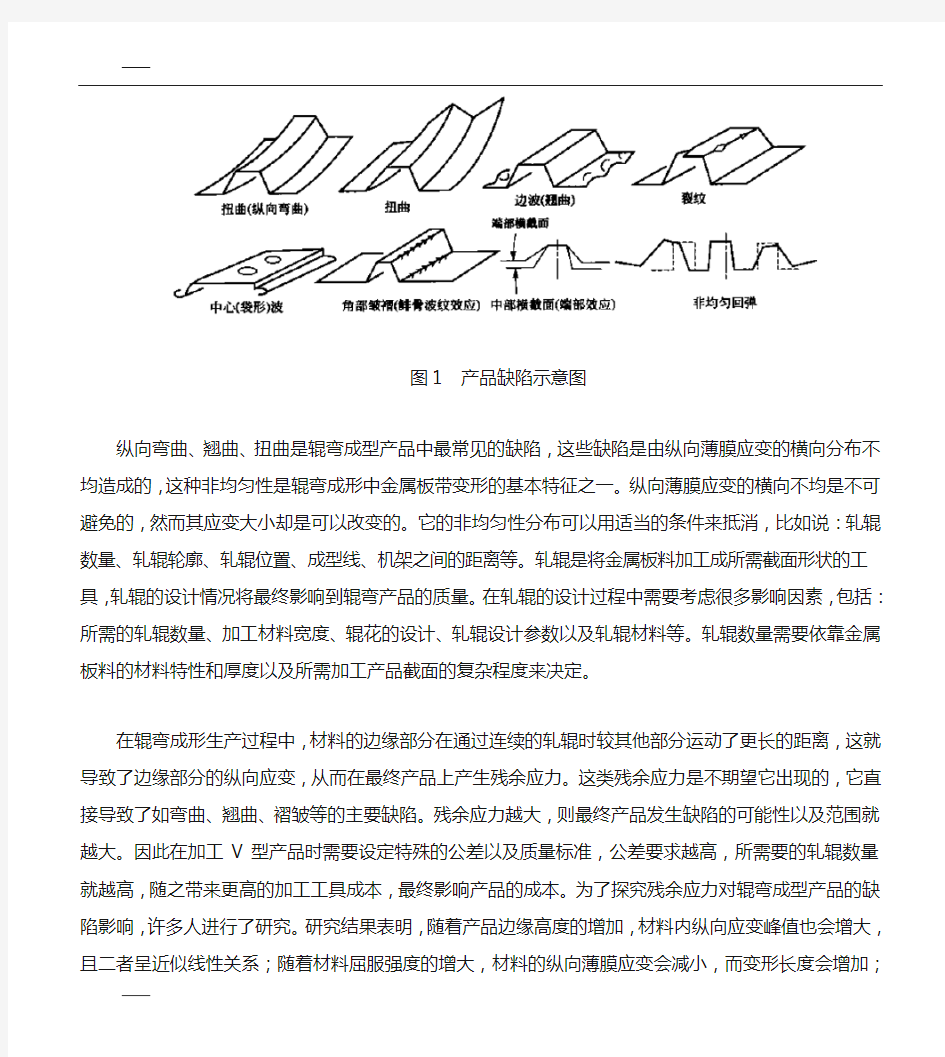
在辊弯生产过程中,纵向应变主要产生在边缘处。这是因为金属板带的横向边缘和临近部分通常沿着流线移动,这些边部流线比中心和中间部分更长。由于这个原因,中心部分通常沿着直线运动,边部通常为竖直上升,同时水平移向横截面中心,边部的垂直上升和水平移动使得边部在纵向伸长,而中心和中间部分在纵向收缩。在辊弯生产过程中产生的纵向应变以及剪切应变无法同时得到优化,只能在两者之间取得一个折中的解决办法。如纵向弯曲和扭曲,边波,袋形波,角部褶皱,边角裂纹和撕裂等缺陷问题主要是由这些冗余变形引起的。冗余变形极大地影响着或者所要求产品横截面所需的横向弯曲,也影响着金属板带中的应力应变,成型后的回弹变形,产品中残余应力的分布等。
图1 产品缺陷示意图
纵向弯曲、翘曲、扭曲是辊弯成型产品中最常见的缺陷,这些缺陷是由纵向薄膜应变的横向分布不均造成的,这种非均匀性是辊弯成形中金属板带变形的基本特征之一。纵向薄膜应变的横向不均是不可避免的,然而其应变大小却是可以改变的。它的非均匀性分布可以用适当的条件来抵消,比如说:轧辊数量、轧辊轮廓、轧辊位置、成型线、机架之间的距离等。轧辊是将金属板料加工成所需截面形状的工具,轧辊的设计情况将最终影响到辊弯产品的质量。在轧辊的设计过程中需要考虑很多影响因素,包括:所需的轧辊数量、加工材料宽度、辊花的设计、轧辊设计参数以及轧辊材料等。轧辊数量需要依靠金属板料的材料特性和厚度以及所需加工产品截面的复杂程度来决定。
在辊弯成形生产过程中,材料的边缘部分在通过连续的轧辊时较其他部分运动了更长的距离,这就导致了边缘部分的纵向应变,从而在最终产品上产生残余应力。这类残余应力是不期望它出现的,它直接导致了如弯曲、翘曲、褶皱等的主要缺陷。残余应力越大,则最终产品发生缺陷的可能性以及范围就越大。因此在加工V型产品时需要设定特殊的公差以及质量标准,公差要求越高,所需要的轧辊数量就越高,随之带来更高的加工工具成本,最终影响产品的成本。为了探究残余应力对辊弯成型产品的缺陷影响,许多人进行了研究。研究结果表明,随着产品边缘高度的增加,材料内纵向应变峰值也会增大,且二者呈近似线性关系;随着材料屈服强度的增大,材料的纵向薄膜应变会减小,而变形长度会增加;纵向应变峰值出现在金属板料和轧辊初次接触的时候。其他一些工艺参数,如线速度、轧辊间隙、轧辊直径、摩擦以及道次间距等都会对残余应力的产生造成影响。研究结果表明,辊弯成型道次间距对加工产品的残余变形有最大的影响,如图1所示,增大道次间距,产品的残余纵向应变减小,产品内部材料流动也更均匀。屈服强度和加
工硬化指数对成型产品的质量同样有很大的影响,而成型速度和摩擦对产品质量的影响就不是很大,如图2所示。
图1 道次间距对纵向应变的影响
图2 成型速度对纵向应变的影响
辊弯生产过程中影响产品质量的还有其他因素,研究发现,随着成型材料的弯角、板料厚度、材料屈服极限等的增大,产品的纵向应变也会增大。轧辊间隙同样是影响产品质量的一个因素,一项研究表明,对于两种不同大小的轧辊间隙,在应变峰值以及残余纵向应变上存在差异。不同的轧辊间隙也影响产品最终截面的横向应变和纵向应变的分布,它们的区别在于弯曲开始部分的横向应变。如图3、4所示。
图3 不同轧辊间隙的纵向应变
图4 最终产品截面在不同轧辊间隙下的纵向应变和横向应变
轧辊直径的选择受多种因素影响,包括辊弯机组的尺寸、所要加工的材料、弯角高度以及轧辊的表面速度等。轧辊直径在板料边缘纵向弹性应变的累积起到重要的作用,道次间的速差使得轧辊间的板料有一定的拉力,有效防止了道次间板料进给过多。研究两种不同轧辊直径,结果显示,残余应力残留在板料上,在辊弯加工过后,表现为残余应变。随着轧辊直径的增大,残余纵向应变减小,而且最终产品截面横向应变和纵向应变的分布也受到轧辊直径的影响。
图5 不同轧辊直径对板料边缘纵向应变的影响
图6 最终产品截面在不同轧辊直径下的纵向应变和横向应变
除了以上各种因素的影响之外,板料材料同样会影响辊弯产品的质量。传统的高强度钢多是通过固溶、析出和细化晶粒作为主要强化手段,而先进高强度钢(AHSS )是指通过相变进行强化的钢种,组织中含有马氏体、贝氏体和(或)残余奥氏体,主要包括双相(DP) 钢、相变诱导塑性(TRIP) 钢、马氏体(M) 钢、复相(CP) 钢、热成形(HF) 钢和孪晶诱导塑性(TWIP) 钢。
先进高强度钢的强度和塑性配合优于普通高强钢,兼具高强度和较好的成形性,特别是加工硬化指数高,有利于提高冲撞过程中的能量吸收,这对减重的同时保证安全性十分有利。AHSS 的强度在500MPa到1500MPa之间,具有很好吸能性,在汽车轻量化和提高安全性方面起着非常
重要的作用,已经广泛应用于汽车工业,主要应用于汽车结构件、安全件和加强件如A/B/C柱、车门槛、前后保险杠、车门防撞梁、横梁、纵梁、座椅滑轨等零件。
先进高强度钢有很多优点,使用先进高强度钢能够在有效的减少产品质量的同时,提高产品的抗撞击能力,以及产品的安全性能。然而在辊弯生产中使用先进高强度钢则出现了很多新的问题,面临一些挑战。由于先进高强度钢的多相结构以及它复杂的制造工艺,对于先进高强度钢材料特性的检测就需要新的技术,同一批生产出来的先进高强度钢也有很大的不协调性;由于先进高强度钢较高的强度和较低的成形性,在早期的辊弯生产中出现了很多断裂,需要对断裂进行分析;在成型过程中需要更大的压力,加工工具磨损很快,因此就需要考虑润滑剂,工具材料以及涂层的选择也需要慎重考虑。
先进高强度钢在辊弯生产中的问题给产品带来了很多缺陷,例如产品表面质量以及产品尺寸精确度的降低。先进高强度钢和普通高强度钢的根本区别在于它们的微观结构,这种结构使得先进高强度钢具有很高的强度,但是延展性却很低。这就需要在辊弯生产中对轧辊施加更大的压力,以及对于产品缺陷和回弹问题需要更多地关注解决。先进高强度钢在辊弯生产中的缺陷问题主要包括纵向弯曲和扭曲,边波,袋形波,角部褶皱,边角裂纹和撕裂,波纹板的非均匀回弹变形,以及切断后的张口。这些缺陷和质量问题主要受各种类型的变形影响,主要的变形有横向的拉伸以及弯曲,纵向的拉伸以及弯曲,沿着板材平面和厚度方向的剪切。在理想的辊弯生产中,能用到的变形仅有横向拉伸以及弯曲,因此就需要考虑对这些冗余应变的分析处理。
参考文献:
[1] Paralikas, J., Salonitis, K., & Chryssolouris, G. (2011). Investigation of the effect of roll forming pass design on main redundant deformations on profiles from AHSS. The International Journal of Advanced Manufacturing Technology, 56(5-8), 475-491.
[2] Salonitis, K., Paralikas, J., & Chryssolouris, G. (2009). Roll forming of AHSS: Numerical simulation and investigation of effects of main process parameters on quality. In Engineering Against Fracture (pp. 327-336). Springer Netherlands.
[3] Billur, E., & Altan, I. T. Challenges in Forming Advanced High Strength Steels.
[4] 余时建, 刘渝, 石志云, & 余江水. (2011). 辊弯成型中的纵向弯曲. 塑性工程学报, 18(4), 101-105.
[5] Halmos, G. T. (2009). 冷弯成型技术手册.
[6] Groche, P., Zettler, A., Berner, S., & Schneider, G. (2011). Development and verification of a one-step-model for the design of flexible roll formed parts.International journal of material forming, 4(4), 371-377.出师表
两汉:诸葛亮
先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。此臣所以报先帝而忠陛下之职分也。至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。臣不胜受恩感激。
今当远离,临表涕零,不知所言。
弯管常见的缺陷及其解决措施
弯管常见的缺陷及其解决措施 从工艺分析可知,常见的弯管缺陷主要有以下几种形式:圆弧处变扁严重(椭圆形)、圆弧外侧管壁减薄量过大、圆弧外侧弯裂、圆弧内侧起皱及弯曲回弹等。随着弯管半径的不同,前四种缺陷产生的方式及部位有所不同,而且不一定同时发生,而弯曲工件的弹性回弹却是不可避免的。弯管缺陷的存在对弯制管件的质量会产生很大的负面影响。管壁厚度变薄,必然降低管件承受内压的能力,影响其使用性能;弯曲管材断面形状的畸变,一方面可能引起横断面积减小,从而增大流体流动的阻力,另一方面也影响管件在结构中的功能效果;管材内壁起皱不但会削弱管子强度,而且容易造成流动介质速度不均,产生涡流和弯曲部位积聚污垢,影响弯制管件的正常使用;回弹现象必然使管材的弯曲角度大于预定角度,从而降低弯曲工艺精度。因此,应在弯制之前采取对应措施防止上述缺陷的产生,以获得理想的管件,保证产品的各项性能指标和外观质量。在通常情况下,对于前面提到的几种常见缺陷,可以有针对性地采取下列措施: (1) 对于圆弧外侧变扁严重的管件,在进行无芯弯管时可将压紧模设计成有反变形槽的结构形式:在进行有芯弯管时,应选择合适的芯棒(必要时可采用由多节段芯棒组装而成的柔性芯棒),正确安装之,并在安装模具时保证各部件的管槽轴线在同一水平面上。 (2) 小半径弯管时圆弧外侧减薄是弯曲的工艺特点决定的,是不可避免的。为了避免减薄量过大,常用的有效方法是使用侧面带有助推装置或尾部带有顶推装置的弯管机,通过助推或顶推来抵消管子弯制时的部分阻力,改善管子横剖面上的应力分布状态,使中性层外移,从而达到减少管子外侧管壁减薄量的目的。 (3) 对于管子圆弧外侧弯裂的情况,首先应保证管材具有良好的热处理状态,然后检查压紧模的压力是否过大,并调整使其压力适当,最后应保证芯棒与管壁之间有良好的润滑,以减少弯管阻力及管子内壁与芯棒的摩擦力。 (4) 对于圆弧内侧起皱,应根据起皱位置采取对应措施。若是前切点起皱,应向前调整芯棒位置,以达到弯管时对管子的合理支撑:若是后切点起皱,应加装防皱块,使防皱块安装位置正确,并将压模力调整至适当;若圆弧内侧全是皱纹,则说明所使用的芯棒直径过小,使得芯棒与管壁之间的间隙过大,或者就是压模力过小,不能使管子在弯曲过程中很好地与弯管模及防皱块贴合。因此,应更换芯棒,并调整压紧模使压模力适当。
铝挤压成型的工艺特点及其优缺点分析
发布时间:2017-05-12 铝挤压成型定义 铝挤压成型是对放在模具型腔(或挤压筒)内的金属坯料施加强大的压力,迫使金属坯料产生定向塑性变形,从挤压模具的模孔中挤出,从而获得所需断面形状、尺寸并具有一定力学性能的零件或半成品的塑性加工方法。 铝挤压成型的分类 按金属塑变流动方向,挤压可以分为以下几类: 正挤压:生产时,金属流动方向与凸模运动方向相同 反挤压:生产时,金属流动方向与凸模运动方向相反 复合挤压:生产时,坯料一部分金属流动方向与凸模运动方向相同,另一部分金属流动方向与凸模运动方向相反 径向挤压:生产时,金属流动方向与凸模运动方向成90度 铝挤压成型的工艺特点 1、在挤压过程中,被挤压金属在变形区能获得比轧制锻造更为强烈和均匀的三向压缩应力状态,这就可以充分发挥被加工金属本身的塑性; 2、挤压成型不但可以生产截面形状简单的棒、管、型、线产品,还可以生产截面形状复杂的型材和管材; 3、挤压成型灵活性大,只需要更换模具等挤压工具,即可在一台设备上生产形状规格和品种不同的制品,更换挤压模具的操作简便快捷、省时、高效; 4、挤压制品的精度高,制品表面质量好,还提高了金属材料的利用率和成品率; 5、挤压过程对金属的力学性能有良好的影响; 6、工艺流程短,生产方便,一次挤压即可或得比热模锻或成型轧制等方法面积更大的整体结构件,设备投资少、模具费用低、经济效益高; 7、铝合金具有良好的挤压特性,特别适合于挤压加工,可以通过多种挤压工艺和多种模具结构进行加工。
铝挤压成型的优点 1、提高铝的变形能力。铝在挤压变形区中处于强烈的三向压应力状态,可以充分发挥其塑性,获得大变形量。 2、制品综合质量高。挤压成型可以改善铝的组织,提高其力学性能,其挤压制品在淬火时效后,纵向(挤压方向)力学性能远高于其他加工方法生产的同类产品。与轧制、锻造等加工方法相比,挤压制品的尺寸精度高、表面质量好。 3、产品范围广。挤压成型不但可以生产断面形状简单的管、棒、线材,而且还可以生产断面形状非常复杂的实心和空心型材、制品断面沿长度方向分阶段变化的和逐渐变化的变断面型材,其中许多断面形状的制品是采用其他塑性加工方法所无法成形的。挤压制品的尺寸范围也非常广,从断面外接圆直径达500-1000mm 的超大型管材和型材,到断面尺寸有如火柴棒大小的超小型精密型材。 4、生产灵活性大。挤压成型具有很大的灵活性,只需更换模具就可以在同一台设备上生产形状、尺寸规格和品种不同的产品,且更换工模具的操作简单方便、费时小、效率高。 5、工艺流程简单、设备投资少。相对于穿孔轧制、孔型轧制等管材与型材生产工艺,挤压成型具有工艺流程短、设备数量与投资少等优点。 铝挤压成型的缺点 1、制品组织性能不均匀。由于挤压时金属的流动不均匀(在无润滑正向挤压时尤为严重),致使挤压制品存在表层与中心、头部与尾部的组织性能不均匀现象。 2、挤压工模具的工作条件恶劣、工模具耗损大。挤压时坯料处于近似密闭状态,三向压力高,因而模具需要承受很高的压力作用。同时,热挤压时工模具通常还要受到高温、高摩擦作用,从而大大影响模具的强度和使用寿命。 3、生产效率较低。除近年来发展的连续挤压法外,常规的各种挤压方法均不能实现连续生产。一般情况下,挤压速度远远低于轧制速度,且挤压生产的几何废料损失大、成品率较低。 总结 近年来,由于各行业对小型化、轻量化的追求,铝及铝合金型材被广泛应用于建筑、交通运输、电子电器、航天航空等行业。因此铝挤压制品的比例也迅速增加,据资料显示,挤压加工制品中铝及铝合金制品约占70%以上。
卷板预弯工艺的对中操作介绍共10页
卷板预弯工艺的对中操作介绍 Three bending process 1 卷板由预弯(压头)、对中和卷弯三个过程组成。 1 roll plate by bending (head), and roll bending of three process. 2 预弯(压头)在三棍卷板机或预弯压力机上进行。当预弯板厚不超过20mm的情况下,可采用预弯也一块钢板作为弯模,其厚度不应大于板厚的两倍,长度应比板略长,将弯曲模放入辊筒中,将板料置于弯模上,压下上辊并使弯模来回滚动使板料边缘达到所要求的弯曲半径。同时采用弯模预弯时,必须控制弯曲功率不超过设备能力60%,操作时应严格控制上辊的压下量,以防过载损坏设备。在压力机上用模具预弯适用于各种板厚,用长度比板料短的通用模具,预弯时必须分段进行,预弯两端,预弯尺寸根据工件卷圆卷板机种类而定。如20*2000卷板机端面预弯尺寸是250-300;8*2000卷板机端面预弯尺寸是150-200。 2 bending (pressure head) in three stick machine or bending machine. When bending thickness under the condition of less than 20 mm, bending can be used also as a steel plate bending die, its thickness should not be greater than twice the thickness, length should be slightly longer than the board, the bending die is put into the roller, puts sheet metal bending mold, pressure roller and the bending modulus back and forth
封装失效分析1
第二单元 集成电路芯片封装可靠性知识—郭小伟 (60学时) 第一章、可靠性试验 1.可靠性试验常用术语 试验名称 英文简称 常用试验条件 备注 温度循环 TCT (T/C ) -65℃~150℃, dwell15min, 100cycles 试验设备采用气冷的方式,此温度设置为设备的极限温度 高压蒸煮 PCT 121℃,100RH., 2ATM,96hrs 此试验也称为高压蒸汽,英文也称为autoclave 热冲击 TST (T/S ) -65℃~150℃, dwell15min, 50cycles 此试验原理与温度循环相同,但温度转换速率更快,所以比温度循环更严酷。 稳态湿热 THT 85℃,85%RH., 168hrs 此试验有时是需要加偏置电压的,一般为Vcb=0.7~0.8BVcbo,此时试验为THBT 。 易焊性 solderability 235℃,2±0.5s 此试验为槽焊法,试验后为10~40倍的显微镜下看管脚的 上锡面积。 耐焊接热 SHT 260℃,10±1s 模拟焊接过程对产品的影响。 电耐久 Burn in Vce=0.7Bvceo, Ic=P/Vce,168hrs 模拟产品的使用。(条件主要针 对三极管) 高温反偏 HTRB 125℃, Vcb=0.7~0.8BVcbo, 168hrs 主要对产品的PN 结进行考核。回流焊 IR reflow Peak temp.240℃ (225℃) 只针对SMD 产品进行考核,且 最多只能做三次。 高温贮存 HTSL 150℃,168hrs 产品的高温寿命考核。 超声波检测 SAT CSCAN,BSCAN,TSCAN 检测产品的内部离层、气泡、裂缝。但产品表面一定要平整。
(完整word版)辊弯成形技术与装备-教学大纲
课程名称:辊弯成形技术与装备 课程编码:M683011 课程学分:2学分 适用学科:机械工程领域 辊弯成形技术与装备 Roll Forming Technology and Equipment 教学大纲 一、课程性质 《辊弯成形技术与装备》是针对机械工程领域专业所开设的一门专业选修课。 二、课程教学目的 其主要目的是使学生理解和掌握辊弯成形技术基本理论及装备的一般知识,通过本课程的学习,应掌握辊弯成形轧辊设计理论,金属板带的辊弯成形特性基本原理;培养具有初步辊弯成形产品设计以及轧机设计的能力;了解辊弯成形生产线上辅助加工,特种与未来的辊弯成形技术等;通过实验加深学生对所学理论基础知识的理解和认识,培养学生具备一定的辊弯成形工艺综合分析和处理成形实际问题的能力。 三、教学基本内容及基本要求 1、教学基本内容 (1)绪论 本课程研究的对象及内容,本课程的性质及要求,学习本课程的方法,辊弯成形工艺及应用概述。 (2)辊弯成形轧机 轧机概述,轧机的类型:悬臂式轧机、双端式轧机、标准轧机、双层轧机、成组快换式轧机、并列轧机、拉料成形轧机、螺旋管轧机、车载轧机、特种轧机,轧机的构成:床身、机架、轴、驱动、辅辊和插入式立辊道次、道次间导引、矫直头、润滑系统、轴肩定位、在轧机中安装其他装置。 (3)辊弯成形轧辊设计理论 轧辊设计过程,断面,产品成形方位和其他在线操作,材料,辊弯成形轧机,
模具设计的其他考虑,定位套和垫片,计算板带宽度,弯曲方法,道次数,辊花图,轧辊设计,人工设计轧辊尺寸,计算机辅助轧辊设计,轧辊标记系统,轧辊方向,安装图。 (4)辊弯成形产品设计 薄壁产品的开发,设计中要考虑的因素,辅助加工,制造不同尺寸的断面,特殊产品的设计,尺寸与公差。 (5)金属板带的辊弯成形特性 成形过程中的变形类型,冗余变形的原因及对产品缺陷的影响,金属板带变形的数学仿真,轧辊轮廓的计算机设计系统。 (6)辊弯成形生产线上辅助加工 辅助加工主要工作原理及功用,矫直,张紧或松弛的生产线:在成形前、中、后的切断,辅助加工的位置,固定冲模和飞冲模,冲孔、冲多孔、切口和斜切,穿孔和局部冲切,翻边、冲百叶孔和切缝,压纹和冲压,弯曲,弯圆,标记,搭扣,旋转冲模,不同板带和零件间的机械连接,胶接,锡焊和铜焊,电阻焊,喷漆,发泡,打包。 (7)特种与未来的辊弯成形技术 轧机特殊设计,新型辊弯成形方法,热辊弯成形所需的设备和工具,计算机控制的辊弯成形线等。 2、教学基本要求 (1)了解辊弯成形工艺特点; (2)了解辊弯型钢产品的类型、特点及应用情况; (3)掌握辊弯成形设备组成、结构与工作原理; (4)掌握板金属成形的基本理论知识; (5)掌握辊弯成形缺陷的分析及解决方法。 四、本课程与其他课程的联系与分工 本课程的先修课程主要有机械制图、理论力学、材料力学、高等数学、机械原理、机械设计、工程材料及成形技术基础、机械制造工艺学等。建议学生通过选修或自学的方式学习弹塑性力学理论等方面的一些基础知识。 五、实践环节教学内容的安排与要求 1、实验教学内容
基于LED芯片封装缺陷检测方法研究
基于LED芯片封装缺陷检测方法研究 LED(Light-emitting diode)由于寿命长、能耗低等优点被广泛地应用于指示、显示等领域。可靠性、稳定性及高出光率是LED取代现有照明光源必须考虑的因素。封装工艺是影响LED功能作用的主要因素之一,封装工艺关键工序有装架、压焊、封装。由于封装工艺本身的原因,导致LED封装过程中存在诸多缺陷(如重复焊接、芯片电极氧化等),统计数据显示[1-2]:焊接系 统的失效占整个半导体失效模式的比例是25%~30%,在国内[3],由于受到 设备和产量的双重限制,多数生产厂家采用人工焊接的方法,焊接系统不合 格占不合格总数的40%以上。从使用角度分析,LED封装过程中产生的缺陷,虽然使用初期并不影响其光电性能,但在以后的使用过程中会逐渐暴露出来 并导致器件失效。在LED的某些应用领域,如高精密航天器材,其潜在的缺陷比那些立即出现致命性失效的缺陷危害更大。因此,如何在封装过程中实 现对LED芯片的检测、阻断存在缺陷的LED进入后序封装工序,从而降低 生产成本、提高产品的质量、避免使用存在缺陷的LED造成重大损失就成为LED封装行业急需解决的难题。 ? ?目前,LED产业的检测技术主要集中于封装前晶片级的检测[4-5]及封装完成后的成品级检测[6-7],而国内针对封装过程中LED的检测技术尚不成熟。本文在LED芯片非接触检测方法的基础上[8-9],在LED引脚式封装过程中,利用p-n结光生伏特效应,分析了封装缺陷对光照射LED芯片在引线支架中产生的回路光电流的影响,采用电磁感应定律测量该回路光电流,实现LED 封装过程中芯片质量及封装缺陷的检测。 ?
金属材料焊接成型中主要缺陷及控制策略分析
金属材料焊接成型中主要缺陷及控制策略分析 发表时间:2019-09-21T12:58:05.063Z 来源:《基层建设》2019年第14期作者:王玲玲史立倩 [导读] 摘要:焊接成型是金属材料加工的一个重要环节,直接关系着材料成型质量。 山东科技大学山东省青岛市 266000 摘要:焊接成型是金属材料加工的一个重要环节,直接关系着材料成型质量。根据不同金属产品的加工要求,要尽可能减少焊接缺陷,严格遵守相关操作技术规范。面对日益提高的金属材料焊接质量要求,要明确各种焊接缺陷的成因,从而采取有效的控制策略,减少缺陷问题。 关键词:金属材料;焊接成型;主要缺陷;控制策略; 1金属材料焊接成型过程中主要缺陷分析 1.1裂纹 在金属材料的焊接成型过程中,对操作技术质量有严格的要求,任何环节出现错误,都会导致产品出现明显缺陷。其中,裂纹是较为容易出现的焊接缺陷之一,对金属材料产品的使用有较大影响。焊接裂纹缺陷总体可分为热裂纹、冷裂纹两大类。其中热裂纹是出现在金属材料的焊接过程中的,在金属材料由液态晶体转变为固态晶体的过程中,可能因操作失误或外界环境影响,导致热裂纹的出现。在焊接成型后,裂纹会出现在金属材料表面,影响其完整性和美观性。如果金属材料自身质量较差,杂质含量较高,或焊接环境中的湿度条件不符合要求,都会对焊接过程产生干扰,增加出现热裂纹的概率。冷裂纹则是在焊接完成后,由于处置不当,引起的裂纹缺陷。一般出现在焊接成型几天后,具有一定的不可控性,易出现在焊缝区域,主要是因淬硬组织产生约束应力而形成的。 1.2焊缝折断 焊缝是金属材料焊接加工最容易出现缺陷问题的部位,如果出现焊缝折断问题,会影响整体焊接质量,导致金属材料产品在外力作用下,容易折断或变形,进而影响其实际应用价值。金属材料的焊缝折断问题主要是由于焊接技术不规范导致的,比如出现未焊透、未融合等问题,都会导致焊缝部分的整体质量较差。一般在金属材料的焊接操作过程中,对焊接角度选择有严格要求,如果焊接角度大小不合适,则会影响焊接质量,出现未焊透的情况。此外,焊条的选择也是焊缝质量的一个重要影响因素,需要合理选择焊条。在此基础上,做好焊缝部位清洁,防止对焊接过程造成影响。 1.3夹渣和焊瘤 在实际焊接过程中,不确定因素有很多。金属材料的焊接成型容易受操作过程及操作环境的影响,出现夹渣、焊瘤等现象。其中,夹渣缺陷主要是由于焊缝部分混入熔渣导致的,在焊接过程中较为常见。如果出现夹渣缺陷,会对焊缝强度、材料整体成型质量产生较大影响。一般在操作过程中,如果焊缝切割不规范,会遗留较多残渣。在操作过程中,焊接电流较小,也容易出现夹渣。焊瘤缺陷是指在金属材料成型后,出现较明显的金属瘤,破坏焊缝强度,而且不美观。这种缺陷问题主要是由于液态金属下坠过程中出现干扰导致的,通常与电流控制不稳定有关,比如焊接电流过大、焊弧过长,都容易导致焊瘤问题的出现。 1.4气孔 气孔缺陷是金属材料焊接部分容易出现的另一个主要缺陷问题。在金属材料焊接加工时,气孔危害性较为突出。除了出现在焊接部分外,在接头和表面位置也容易出现明显气孔。无论出现在哪个部位,气孔都会破坏金属材料焊接的完整性,导致金属材料整体强度下降。出现气孔缺陷主要是由于焊接加工前没有对焊接部位进行清洁导致的,比如在焊接区域存在水分或油污,会大幅度增加出现气孔缺陷的概率。在焊接时,水分和油污会形成气体,直流在焊缝周围,进而导致材料成型后出现气孔。 1.5咬边 咬边缺陷是指金属材料焊接区域出现的明显凹陷边缘,是金属材料焊接缺陷中的一个基本类型。出现咬边缺陷也会导致焊缝强度下降,破坏材料焊接成型的美观性。这种缺陷问题主要是由于焊接操作不合理导致的,比如焊接速度过快,容易导致焊缝处理质量下降,进而出现边缘凹陷现象。此外,在焊接过程中使用的电流过大,也容易导致咬边缺陷。因此,在金属材料的焊接加工过程中,必须对材料焊接技术、成型条件进行严格控制,防止出现上述质量缺陷问题。 2金属材料焊接成型缺陷问题控制策略研究 2.1正确选择金属材料焊接方式 针对金属材料在焊接加工过程中容易出现的缺陷问题,首先要正确选择材料焊接方式,保证技术操作的规范性,从而降低缺陷出现的概率。随着金属材料在各个领域的广泛应用,金属材料焊接工艺也得到了快速发展,可供选择的焊接方式越来越多。在进行材料焊接加工前,首先要对材料性质和加工条件进行分析,根据材料焊接成型的质量要求,选择合适的焊接加工方式。应详细分析金属材料的焊接需求,在操作前明确操作技术标准,从常用的焊接方式中进行选择,确保焊接人员对焊接技术流程足够熟悉。对于选定的焊接方式,需要先进行焊接工艺评定,判断在焊接加工过程中,是否存在前后操作冲突的情况。对于可能出现的缺陷问题,如裂纹缺陷、夹渣缺陷等,要采取相应的控制策略。比如在金属材料焊接中,如果氢含量较高,由于其聚集作用,容易导致冷裂纹的出现,应选择含氢量低的焊条,同时加强对环境空气湿度的控制,避免引发材料变质,从而降低冷裂纹出现概率。 2.2对材料焊接参数进行严格控制 焊接参数控制是焊接质量的一个重要影响因素,通过合理设计焊接参数,并在焊接操作过程中严格控制,能够有效地减少金属材料的缺陷问题。比如在上述几种焊接质量缺陷中,有许多缺陷问题是焊接电流选择不当导致的,需要根据材料特点和焊接工艺,对焊接电流进行合理选择,保证电流大小的稳定性,从而提升金属材料焊接质量。此外,焊接角度和焊接弧度也是焊接质量的重要影响因素,必须严格按照金属材料的焊接成型技术规范进行选择,实现对焊接参数的有效控制。比如焊件的钝边如果较大,需要控制好焊接速度,焊接速度过快则容易出现未焊透和未融合的现象。在焊接时,还要合理选择焊件坡口角度,避免因技术参数不合理,影响金属材料焊接成型质量。 2.3检查金属材料焊接环境 金属材料的焊接环境通常较为恶劣,也是金属材料焊接质量控制中不可控因素较多的一个方面。因此,在金属材料焊接加工时,必须做好环境检查工作,尽可能减少外界环境的不利影响。对外界环境进行监测和控制,也要围绕焊接操作要求进行,重点监测环境湿度、风力大小等影响因素,确保环境条件能够满足工艺需求,从而降低缺陷产生概率。除了对自然环境条件进行监测外,还要控制好焊缝状态。
常规封装失效分析流程
常规封装失效分析流程1q5| `4q { H v 芯片设计版图芯片制造工艺制程封装测试,wafer,chip,ic,process,lay out,pack age,F A,QA G L g l ^ d 封装常规失效分析流程 1,接受上级或客户不良品信息反馈及分析请求,并了解客户相关信息。(指失效模式,参数值,客户抱怨内容,型号,批号,失效率,所占比例等,与正常品相比不同之处)芯片设计版图芯片制造工艺制程封装测试,wafer,chip,ic,process,lay out,pack age,F A,QA a/r m)_6D#X B 2,记录各项信息内容,以在长期记录中形成信息库,为今后的分析工作提供经验值。 3,收信工艺信息,包括与此产品有关的生产过程中的人,机,料,法,环变动的情况(老员工,新员工,班次,人员当时的工作状态,机台状况,工夹具,所采用的原材料,工艺参数的变动,环境温湿度的变动等) 通常有:装片机号,球焊机号,包封机号,后固化烘箱号,去飞边机号,软化线号,是否二次软化,测试机台,测试参数,料饼品种型号,引线条供应者及批号,金丝品种及型号,供应者等。https://www.360docs.net/doc/5916972228.html,:? _ F8D8F 2F3J 半导体技术天地Semiconductor Technolo gy World] d ;R R;U R 4,失效确认,可用自已的测试机检测功能、开短路,以确认客户反映情况是否属实。 "s o v z4d*X | a;f 5,对于非开短路情况,如对于漏电流大的产品要彻底清洗(用冷热纯水或有机溶剂如丙酮)后再进行下述烘烤试验:125度烘烤24小时或175度烘烤4小时以上,烘箱关电源后门打开45度角缓慢冷却1小时后再测其功能,如功能变好,则极有可能是封装或者测试问题,对封装工艺要严查。https://www.360docs.net/doc/5916972228.html, o*B\'d ~-M0j 6? n)z v ]3I/\\ y L8m 6,对于开短路情况,观察开短路测试值是开路还是短路,还是芯片不良,如是开路或短路,则要注意是第几脚开路或短路,待开帽后用万用表测量该脚所连的金丝的压区与脚之间的电阻,以判断该脚球焊是否虚焊。 4c\'{ J ` _ i a Y"U 7,对于大芯片薄形封装产品要注意所用材料(如料饼,导电胶)是否确当,产品失效是否与应力和湿气有关(125度烘烤24小时或175度烘烤4小时以上,烘箱关电源后,门打开45度角缓慢冷却1小时后再测其功能,如功能变好,则极有可能是封装或者测试的问题,对封装工艺要严查,如检查去飞边方式,浸酸时间等。)芯片设计版图晶圆制造工艺制程封装测试,wafer,chip,ic,design,fabrication,process,lay out,pac age,test,A,RA,QA m } U Y$P b h9n"j&ZQ 半导体技术天地Semiconductor Technolo gy World]"?$Z u0Z4\\ 8,80倍以上显微镜观察产品外形特征,特别是树脂休是否有破裂,裂缝,鼓泡膨胀。(注胶口,脚与脚之间树脂体和导电物) 半导体技术天地Semiconductor Technolo gy World] n:m b q z4_ 9,对所有失效样品进行X-RAY检查,观察金丝情况,并和布线图相比较,以判断布线是否错误。如发现错误要加抽产品确认失效总数并及时反映相关信息给责任人。芯片设计版图晶圆制造工艺制程封装测试,wafer,chip,ic,design,fabrication,process,lay out,pack age,test,FA,RA,QA Q/p c k L 芯片设计版图晶圆制造工艺制程封装测试,wafer,chip,ic,design,fabrication,process,lay out,pac age,test,A,RA,QA0Y,\\-n+O H |2R v 10,C-SAM即SA T,观察产品芯片分层情况。判断规范另见。样品数量为10只以内/批。 g0@ N/~ P\'] ? M4P m 11,开帽:对于漏电流大的产品采用机械方式即干开帽形式,其它情况用强酸即湿开帽形式。切开剖面观察金丝情况,及金球情况,表面铝线是否受伤,芯片是否有裂缝,光刻是否不良,是否中测,芯片名是否与布线图芯片名相符。样品数量为5只/批。对于开短路和用不导电胶装片的产品要用万用表检测芯片地线和基岛之间电阻检查装片是否有问题。对于密间距产品要测量铝线宽度,确认所用材料(料饼,导电胶,金丝)是否确当开帽后应该再测试,根据结果进一步分析。芯片设计版图芯片制造工艺制程封装测试,wafer,chip,ic,process,lay out,pack age,A,QA G1R M9A } d G y#i%L U
塑料封装可靠性问题浅析
塑料封装可靠性问题浅析 1、引言 塑料封装器件很容易由于多种原因而导致早期失效。这些缺陷产生的根源很多, 他们能够导致在塑封体各个部位产生一系列的失效模式和失效机理。缺陷的产生主要是由于原材料的不匹配、设计存在缺陷或者不完善的制造工艺。塑料封装器件同样也存在着非缺陷机理性失效, 比如PEM在空气中吸潮, 所吸收的潮气将会导致很多的问题出现, 包含在这一类失效中的就是所谓的磨损型失效机理。这些类型的失效在后面将会进行详细的论述。同时也将讨论避免产生缺陷的各种方法以及生产过程的优化和完善的设计。这些都是为了保证最后成品的质量和可靠性。 2、塑料封装器件的缺陷及其预防 有些缺陷很自然地归类于热机性能造成的, 而其他的缺陷通常和一些特殊的制成有关系, 比如芯片的制造、芯片的粘接、塑封、芯片的钝化、引线框架芯片基板的制造、焊丝或者后道成品包装。这些都将在下面的讨论中看到, 同时其中的某些缺陷在分类上还是相互交叉的。 2.1、热机缺陷 某些缺陷能够导致失效, 而这些缺陷都与热以及微观物质的移动有密切关系, 产生的主要原因就是环氧塑封料和不同接触界面材料的线膨胀系数不一致比如说, 当EMC固化时, 热收缩应力也随之产生这些应力将会导致巨大的拉伸和剪切应力, 作用于直接接触的芯片表面特别是在邑片的角部, 应力将会成几何级数增长, 很容易导致芯片薄膜钝化层或者芯片焊接材料以及, 芯片本身的破裂。这些应力同样也容易导致EMC和芯片/芯片基板/引线框架之间出现分层断裂以及分层将会导致电路断开、短路以及间歇性断路问题出现。同样它们也为潮气和污染源更容易进人塑封体内部提供了通路。 这些类型的缺陷可以通过以下措施来避免:在选择塑封料、引线框架、芯片焊接剂以及芯片钝化层的原材料时, 所有材料的线膨胀系数必须尽可能地相互匹配;芯片上部和下部塑封料的厚度应该尽可能地接近;尽量避免在设计和排版过程中出现边缘尖端以及尖角, 这样可以防止出现应力集中, 从而避免断裂的出现;最后, 提倡使用低应力塑封料以及低应力芯片焊接剂, 可以最大限度防止在封装的过程中出现多余应力。 2.2、芯片缺陷 芯片缺陷通常都是和半导体圆片制造以及塑料封装器件特有的缺陷(比如在应力作用下所产生的金属化分层以及钝化层破裂现象)有关系的。这里不再详细描述所有缺陷, 仅限于讨论对塑封体结构关系非常密切的缺陷以及塑封体独有的缺陷。 2.3、芯片粘接缺陷
注塑成型常见缺陷分析
注塑成型常见缺陷分析
注塑成型常见缺陷分析 打不满工艺问题:塑化温度太低、喷嘴温度太低、注塑时间太短、注塑速度太慢、模温太低。模具问题:流道太小、浇口太小、浇口位置不合理、排气不良、型腔内有杂物 原材料问题:流动性太差、混有杂物。 飞边工艺问题:塑化温度过高、注塑时间过长、加料量太多、注塑压力过高、模温太高、模板间有杂物。模具问题:模具变形、型芯与型腔配合尺寸有误差、模板组合不平行、排气槽过深。 设备问题:模板不平行、模板闭合不紧。 原材料问题:流动性过高。 变形工艺条件方面:料温过高,模温过高,保压时间太短,冷却时间太短强行脱模。模具方面:浇口位置不当,浇口数量不够,顶出位置不当使受力不均 流痕工艺条件方面:料温太低未完全塑化、注塑速度太低、注塑压力太小、保压压力不够、模温太低、注塑量不足。 模具方面:浇口太小、浇口数量太少、流道浇口粗糙、型面光洁度差。 设备方面:温控后系统失灵、油泵压力下降。 原材料方面:含挥发物太多,流动性太差,混入杂料 气泡工艺条件方面:注塑压力低、保压压力不够、保压时间不够、料温过高。模具方面:排气不良、浇口位置不合理、浇口尺寸太小。 原材料方面:含水分未干燥或干燥时间不够、收缩率过大。 缩坑工艺条件方面:加料量不足、注塑时间过短保压时间过短、料温过高、模温过高、冷却时间太短。模具方面:流道太细小、浇口太小、排气不良。 设备方面:注塑压力不够、喷嘴堵有异物。 原材料方面:收缩率过大 尺寸不稳定工艺条件方面:注塑压力过低、料筒温度过高、保压时间变动、注塑周期不稳模温太高。模具方面:浇口尺寸不均、型腔尺寸不准、型芯松动、模温太高或未设水道。 原材料方面:牌号品种有变动、颗粒大小不均、含有挥发性物质。
辊弯生产中的缺陷分析
辊弯生产中的缺陷分析
摘要:辊弯成形工艺是加工连续截面的一种重要工艺,在世界上得到广泛应用。但是,辊弯生产中同样存在很多问题,多种因素的影响使得辊弯产品存在许多缺陷,例如纵向弯曲和扭曲,边波,袋形波,角部褶皱,边角裂纹和撕裂等,这些缺陷主要是由加工产品的冗余应变引起的,因此就需要对冗余应变的产生原因进行分析,进而找出解决或者改进方法。 关键字:辊弯成型,缺陷分析,冗余应变 辊弯成型是带材在辊式成形机上连续弯曲成具有规定形状和尺寸的截形的塑性变形工艺。在实际的辊弯生产中,金属板带受到不同的变形,包括横向变形和冗余变形。其中横向变形是辊弯成形过程中最重要,必不可少的变形。横向变形将加工材料变形为具有所要求的横截面的产品,它通过一系列具有轮廓的轧辊来逐渐成型。而冗余变形则是在加工过程中产生的多余的,不需要的变形。冗余变形包括:纵向弯曲和回复;纵向伸长和收缩;横向伸长和收缩;金属平面的剪切;金属厚度方向的剪切;以及以上各种变形的结合。 在辊弯生产过程中,纵向应变主要产生在边缘处。这是因为金属板带的横向边缘和临近部分通常沿着流线移动,这些边部流线比中心和中间部分更长。由于这个原因,中心部分通常沿着直线运动,边部通常为竖直上升,同时水平移向横截面中心,边部的垂直上升和水平移动使得边部在纵向伸长,而中心和中间部分在纵向收缩。在辊弯生产过程中产生的纵向应变以及剪切应变无法同时得到优化,只能在两者之间取得一个折中的解决办法。如纵向弯曲和扭曲,边波,袋形波,角部褶皱,边角裂纹和撕裂等缺陷问题主要是由这些冗余变形引起的。冗余变形极大地影响着或者所要求产品横截面所需的横向弯曲,也影响着金属板带中的应力应变,成型后的回弹变形,产品中残余应力的分布等。
绘制原理图和PCB图的过程中常遇到的一些问题
一、绘制原理图和PCB图的过程中常遇到的一些问题 (请结合上机验证以加深体会) 1、放置元件时,光标在图纸中心,元件却在图纸外,试分析可能的原因。 答:这是由于创建元件库时,没有在元件库图纸中心创建元件。这样,放置元件时,光标所在处是元件库图纸的中心,而元件却距离此中心非常远。编辑库文件时,元件应该放在原点附近,尽量把元件的第一个管脚放在原点。 2、负电平输入有效的引脚外观如何设置? 答:在设置元件属性栏中的DOT项前打勾选中即可。 答:在原理图或元件库的编辑中,遇到需要在网络标号或管脚名等字符上方画横线时,只要在输入这些名字的每个字母后面再补充输入一个“\”符号,Protel即可自动把“\”转化为前一字母的上画线。4、为什么导线明明和管脚相连,ERC却报告说缺少连线? 答:可能的原因有: (1)该问题可能是由于栅格(Grids)选项设置不当引起。如果捕捉栅格精度(Snap)取得太高,而可视栅格(Visible)取得较大,可能导致绘制导线(wire)时,在导线端点与管脚间留下难以察觉的间隙。例如:当Snap取为1,Visible取为10,就容易产生这种问题; (2)另外在编辑库元件、放置元件管脚时,如果把捕捉栅格精度取得太高,同样也会使得该元件在使用中出现此类似问题。所以,进行库编辑时最好取与原理图编辑相同的栅格精度。 5、ERC报告管脚没有接入信号,试分析可能的原因。 答:可能的原因有: a、创建封装时给管脚定义了I/O属性; b、创建元件或放置元件时修改了不一致的grid属性,管脚与线没有连上; c、创建元件时,管脚方向反向,使得原理图中是“pin name”端与导线相连。 6、网络载入时报告NODE没有找到,试分析可能的原因。 答:可能的原因有: a、原理图中的元件使用了pcb库中没有的封装; b、原理图中的元件使用了pcb库中名称不一致的封装; c、原理图中的元件使用了pcb库中pin number不一致的封装。如三极管:sch中pin number为e,b,c而pcb中为1,2,3; d、原理图元件引角数量多余该元件封装引角时,会引起NODE没有找到。 7、创建的工程文件网络表只能部分调入pcb 答:生成netlist时没有选择为global。 8、当使用自己创建的多部分组成的元件时,千万不要使用annotate. 9、打印时总是不能打印到一页纸上: a. 创建pcb库时没有在原点; b. 多次移动和旋转了元件,pcb板界外有隐藏的字符。选择显示所有隐藏的字符,缩小pcb, 然后移动字符到边界内。
成型缺陷原因分析
成型缺陷原因分析 2:加料量不够 3:注塑压力太低 4 :料温太低使塑料容体不好 5:注射速度太低 6 :注塑机喷嘴有异物 毛边 1:注塑压力太低 2:锁模力太低 3:加料量过大 4 :料温过高 5:保压时间太长 缩水 1:注塑压力太低 2:保压时间太短 3:注塑时间太短 4:加料量不够 5:料温偏高 1 :充填不足原因 2:毛边 A :模具分型面配合不良 3 :喷痕 制品缺陷 注塑机及成型条件 填充不足(缺胶) 1:注塑机注塑能力不够 模具(原料)问题 1:浇口不平衡(一模多腔) 2 :模具温度太低 3:排气不良 4:流道浇口太小 5 :流道,浇口有异物阻塞 6 :塑料原料的流动性不好 1 :模具配合面不严 2 :成型期间塑胶原料黏度太低 A :计量不足 B 止逆阀故障 1 :模具温度偏高或不均 2:浇口偏小 3 :浇道过窄小,产生较大阻力 4 :制品壁过厚或不均 5:塑料原料收缩率太大 成型常见缺陷解答 C 漏胶 D 射嘴堵塞 B :射出速度太快,压力过大 C 机台锁模力不足 C 模具进胶口设计不当
A模具表面温度太低 4结合线 A模具表面温度太低B射出速度太慢C模具排气不良 5料花 A材料含水量过高B料桶内原料结块单边下料C原料在料管滞留时间过长产生热分解 6烧焦原因 A射速太快B模具排气不良C模具进胶口设计不当 7剥离 A两种原料物性不一样,混合在一起造成。 8应力痕 A模具进胶口设计不当B射出速度慢,压力大 9黑点 A料管内塑胶之炭化物B非塑胶之杂质 10色纹 A不同色号之原料B原料滞留料管时间过久C模腔油污 11拉丝 A模具进胶口直径过大B射嘴温度太高C背压过高,松退太短 12顶白 A局部射出压力过大B肋骨处侧壁粗糙C脱模斜度不足 13粘模 A顶针分布不均B肋骨处侧壁粗糙C脱模斜度不足 14变形 A公模与母模温差过大B成品表面压力分布不均C模具进胶口设计不当D压力积中,分布不均产生应力残留 15气泡 A射出压力不足B模具进胶口设计不当C保持压力时间不足 16段差 A模具分型面配合不良B滑块分型面配合不良 常用塑料原料识别方法 名称英文燃烧情况燃烧火焰状态离火后情况气味 聚丙烯PP容易熔融滴落,上黄下蓝 烟少 继续燃烧 石油味 聚乙烯PE容易熔融滴落,上黄下蓝继续燃烧石蜡燃烧气味 聚氯乙烯PVC 难 软化 上黄下绿有烟离火熄灭刺激性酸味B射出速度太快
调试过程存在问题分析及解决措施
5.2调试过程存在问题分析及解决措施 在调试的过程中,一开始时比较正常,很容易就检测到了TP1和TP2的波形。但是,当用示波器显示TP3的时候就发现没有波形。之后的TP4~TP7也一样没有波形。经过检测,我们发现稳压管两端电压居然高于5V,正常应该在3.6V左右,于是我们找老师换了一个新的稳压管。但换上新的稳压管后还是测不出波形。我们又从新检测其他所有器件,后来发现,在V2的基极是有波形的,而到V3的基极就没有波形了,而同支路的其他各点电压都正常。所以,我们决定,将V2元件拆下来进行检验。果然,检验后发现原来这个二极管的放大倍数很小,并不满足要求。于是,换来新管,进行更换。更换后,检测TP3,示波器上显示出波形,但那却是不正确的,这让我们挺沮丧。 光检测就花了我们大量时间,后来决定把一些器件拆下来重新焊接过,用万用表再检测一下元件,而且可以避免出现虚焊等情况,重新焊接后用二极管档检测了所有元件的每个脚与电路板都是道通,依然无法检测出波形。信心再次大受打击。 这时我们又接上电路重新再一次全面检查,这一次我们发现稳压管两端的电压竟然接近零,估计是被击穿了,我们马上找了老师再次换上新的稳压管并检查了一遍,这次稳压管的电压3.5V,是正确的数字,于是我们再次接上示波器,检测了TP3的波形。终于皇天不负苦心人,这次示波器现实出了正确的波形并且很完美。接下去的TP4-TP7都能显示出正确的结果。
6实训的收获体会 上个星期,我们电力4班在在工学二号馆512进行了为期一周的电力电子技能实训。经过这次实训,我既学会了怎样用PROTEL软件设计电子电路的布局和连接,又加深了对电路板的焊接技术和示波器应用的熟悉,而且还懂得怎么去选用合理的元件。从中,我也达到了锻炼动手能力、培养工程实践观念的目的。而最重要的是,从这次实训我与队友的配合中,我懂得了团队精神很重要,两个人要分工明确,相互配合,才能发挥最大的作用。 通过电力电子技能实训课程设计,首先,对于PROTEL这个不熟悉的全英文软件,从不懂到熟悉的确花了不少时间,从网上查找了很多资料,看文档,看视频讲解,一样都不能少。就画电路图来说,只要会用PROTEL还是没多大的问题,主要问题还是在于封装。这不仅要要求之前的电路图布局合理,而且还要重新把封装后改变的电路线路分布好,这不是一件简单的事情。接着就是打印了,要记住把线路宽度尽量调大一点,而且要把图层选对,只选线路图,不要元件。之后就是去铜,过松香,打孔,还算轻松。轮到焊接了,有一定的难度,要分清元件的方向,要焊得漂亮,不要虚焊、短路,因为这样直接关系到电路的成功。我们组就是因为开始没有弄清电容的方向,导致发光二极管无法发光,而且没有分清三极管的类型导致调节RP3没有电压变化。在这个过程中,我觉得这不仅仅是对手动能力的要求,你还要弄清楚电路的原理,因为这样方便你检修。 制作电路板的过程的不顺利虽然在一定程度上打击了我们的信心和耐性,但是,因为调试过程比较顺利的完成,结果还是不错的。这样的制作过程让我懂得制作要认真细心,掌握了更多检测的技巧,并锻炼了我的独立分析问题的能力。 其次就是调试,这是主要是考验我们的细心、耐性。我们组遇到的问题不大,解决过程也比较顺利。电路的波形一开始出来就比较完美,不用怎么调试,直接记录就可以了,这与我们之前的制作完善也有一定的关系。 整个过程中,我们2人一组,遇到不明白的时候我们就互相讨论,如果解决不了就询问老师,直到得出正确结果为止。比如就是电容的方向,三极管的接法等等,虽然这样做比较费时,但是它培养了我们独立思考问题的能力。 最后,我个人认为这次实训不足之处在于我们焊接的时候比较粗心,没有注意元件的焊接方向,导致出现了很多问题,而且虽然不是元件的问题,但是也忽略了对元件的检测,还有的就是很多时候效率不高,做事比较拖拉。 理论指导实践,实践是检验真理的唯一标准,这次实训我认识了电力电子电路设计的一般规律,加深了我对电力电子技术的理论知识理解,积累了宝贵的设计经验,明确了自己的学习方向,激发了自己的学习热情,我会不断地调整和完善自己的知识结构,战胜前进道路上的各种挫折,锻炼自己的意志和毅力,为以后的专业学习打下了基础,为适应今后的工作做好准备。从简入繁,到现在应用到自己动手,是一个再认识的过程。深刻感受到制作电路所需要的细心和耐心,容不下一丁点的差错,令我受益匪浅。最后要感谢我们的指导老师,感谢他们的严格要求和耐心指导,有很多我们无法自己解决的问题他都给我们指导了方向。
注塑成型常见缺陷分析
注塑成型常见缺陷分析 注塑成型常见缺陷分析: 1、打不满 工艺问题:塑化温度太低、喷嘴温度太低、注塑时间太短、注塑速度太慢、模温太低。 模具问题:流道太小、浇口太小、浇口位置不合理、排气不良、型腔内有杂物 原材料问题:流动性太差、混有杂物。 2、飞边 工艺问题:塑化温度过高、注塑时间过长、加料量太多、注塑压力过高、模温太高、模板间有杂物。 模具问题:模具变形、型芯与型腔配合尺寸有误差、模板组合不平行、排气槽过深。 设备问题:模板不平行、模板闭合不紧。 原材料问题:流动性过高。 3、变形 工艺条件方面:料温过高,模温过高,保压时间太短,冷却时间太短强行脱模。 模具方面:浇口位置不当,浇口数量不够,顶出位置不当使受力不均 4、流痕
工艺条件方面:料温太低未完全塑化、注塑速度太低、注塑压力太小、保压压力不够、模温太低、注塑量不足。 模具方面:浇口太小、浇口数量太少、流道浇口粗糙、型面光洁度差。设备方面:温控后系统失灵、油泵压力下降。 原材料方面:含挥发物太多,流动性太差,混入杂料 5、气泡 工艺条件方面:注塑压力低、保压压力不够、保压时间不够、料温过高。 模具方面:排气不良、浇口位置不合理、浇口尺寸太小。 原材料方面:含水分未干燥或干燥时间不够、收缩率过大。 6、缩坑 工艺条件方面:加料量不足、注塑时间过短保压时间过短、料温过高、模温过高、冷却时间太短。 模具方面:流道太细小、浇口太小、排气不良。 设备方面:注塑压力不够、喷嘴堵有异物。 原材料方面:收缩率过大 7、尺寸不稳定 工艺条件方面:注塑压力过低、料筒温度过高、保压时间变动、注塑周期不稳模温太高。 模具方面:浇口尺寸不均、型腔尺寸不准、型芯松动、模温太高或未设水道。 原材料方面:牌号品种有变动、颗粒大小不均、含有挥发性物质。
冲压成形缺陷分析方法
缺陷的理论分析方法 板料成形过程中,主要有如下缺陷: 1)开裂/减薄 2)起皱/折叠 3)回弹 4)刚度不足 以下主要分析各种缺陷产生的理论与实际原因: 1)开裂/减薄 ?产生场合 –深冲工艺 –小半径区域,凸模圆角处(材料的抗拉弯强度) –侧壁中心(材料延展性,塑性失稳) –材料通过拉伸筋进入凹模,流动局部化。 ?分类——按程度不同分 –微观拉裂 ?工件中已产生肉眼难以看清的裂纹,一部分材料已失效 ?单纯的拉胀或单纯的弯曲引起局部拉应变过大 –宏观拉裂 ?工件已出现肉眼可见的裂纹或断裂 ?通常主要由薄板平面内的过度拉胀引起局部拉应变过大 成熟广泛使用的是FLD作为判断准则(这个较为肤浅)。 1)t<2.5mm FLD0 = (23.3 + (14.13 x t)) x (n/21)其中t的单位是mm。 2)2.5 b )通过厚度等判断分析潜在皱纹,如上右图 3)回弹的理论与实际分析如下: ?产生原因 –二维纯弯曲回弹计算公式 –弹性回弹: 屈服应力,模具间隙,板料厚度 –塑性回弹:塑性变形区释放残余应力的卸载过程 ?后果 –导致冲压件的尺寸和模具的工作表面尺寸不符 CAE 软件可以直接通过隐试算法,计算出回弹量的大小。回弹前后可以直观表达。 隐试算法原理如下: –采用牛曼法进行时间域的积分。 –i 和i +1时刻的位移u 、速度v 和加速度a 之间有如下关系: ?U i+1=u i +?tv i [(1-2y)a i +2ya i+1] ?V i+1=v i +?t[(1-x)a i +xa i+1] ?——任一时刻位移、速度、加速度都相互关联,必须通过迭代和联立方程组才能求解,此即隐式求解法 4)汽车零件的刚度不足,主要产生原因是材料的没有足够的拉伸。 材料有足够的变形,使材料处于足够的硬化阶段,一般判断的标准是材料的第一主应变大于2%,第二主应变大于0 。 ααR Et m 312-=?y σu σhardening rupture onset of necking e σ