铝合金前保险杠横梁的应用研究
2015年(第37卷)第3期
汽 车 工 程Automotive Engineering
2015(Vol.37)No.3
2015064
铝合金前保险杠横梁的应用研究
原稿收到日期为2014年8月11日,修改稿收到日期为2014年11月20日三
王智文1,孙希庆2,项生田2,芦 连2,李 军2
(1.北京汽车集团有限公司新能源汽车管理部,北京 101300; 2.奇瑞汽车股份有限公司汽车工程研究院,芜湖 241009)
[摘要] 为某车型设计并试制了一种铝合金前保险杠横梁,其质量比原来的DP1200超高强钢制的原型减轻了35%三在25km /h 车速的碰撞试验时,铝合金保险杠横梁的第一个加速度峰值比钢制横梁大2.6g ,且最大峰值出现的时间提前了5ms,说明铝合金保险杠横梁能更好地保护驾乘人员的安全三仿真结果表明,在10km /h 车速的正面碰撞时,铝合金前保险杠横梁的最大侵入量比钢制横梁小7mm,而吸能量比钢制横梁增加了70%三
关键词:汽车轻量化;保险杠横梁;铝合金;碰撞
A Research on the Application of Aluminum Alloy Front Bumper Beam
Wang Zhiwen 1,Sun Xiqing 2,Xiang Shengtian 2,Lu Lian 2&Li Jun 2
1.New Energy Vehicle Management Dept.,BAIC GROUP ,Beijing 101300;
2.Institute of Automotive Engineering ,Chery Automobile Co.,Ltd.,Wuhu 241009[Abstract ] The aluminum alloy front bumper beam for a vehicle is designed and trial-produced with a mass
35%lighter than original bumper beam of DP1200ultra high strength steel.In a frontal crash test with a speed of 25km /h,the first acceleration peak for aluminum alloy bumper beam is 2.6g higher and 5ms earlier,compared with that for steel one,meaning that aluminum alloy bumper beam can better protect the safety of driver and occupants.
The results of simulation show that in a frontal crash with a sped of 10km /h,the maximum intrusion for aluminum
alloy bumper beam is 7mm smaller and the energy absorption is 70%more,compared with steel bumper beam.
Keywords :vehicle lightweighting ;bumper beam ;aluminum alloy ;crash
前言
汽车碰撞事故中发生概率最高的是汽车前部的
碰撞,占事故总数的27%[1]三前保险杠横梁位于汽
车前端,是前端碰撞事故中首先接触的安全部件,在减轻对车外行人和车内驾乘人员的损伤,降低低速碰撞事故中车辆的损坏等方面起着重要的作用三
前保险杠横梁作为汽车车身的安全部件,在要求其具有高的安全性的同时还必须考虑轻量化三近年来,由于对节能和环保的重视,汽车轻量化已经成为各大汽车企业提高竞争力的重要方向,而使用铝合金代替钢铁材料则是各国汽车制造商采用的减轻质量的主要手段之一[2]三与传统的钢材相比,铝合
金有密度小二比强度高和耐蚀性好等优点三在对2002-2013年的欧洲白车身会议参展车型的用材分
析发现,变形铝合金材料在车身上的用量越来越大,主要用于发动机盖二翼子板和前后保险杠横梁等零件三而国内自主品牌企业对铝合金保险杠横梁的研究尚处在起步阶段,相信不久的将来,铝合金保险杠横梁也会被大量应用于自主品牌轿车的车身上三
1 保险杠横梁的技术要求与选材
保险杠横梁的作用和技术要求有:(1)当车辆与行人发生碰撞事故时,最大限度地减轻对行人的伤害;(2)当车辆发生低速碰撞时,保护冷却系统等部件,确保汽车的前纵梁不会发生变形,降低车辆的修复成本;(3)当车辆发生高速碰撞时,将碰撞中产生的能量能尽可能均匀地传递到车身结构的吸能零
2015(Vol.37)No.3王智文,等:铝合金前保险杠横梁的应用研究四367 四
件,并确保前纵梁压溃后内侵量不能过大[3];(4)前保险杠横梁是车辆约束系统的控制单元(ECU)最先感知车辆碰撞减速度的部件,横梁的强度对ECU 判断安全气囊点火时刻具有重要意义三
此外,保险杠横梁的设计要求质量轻,便于拆装更换,维修简便;制造工艺要简单,成本低等三
在保险杠横梁的选材方面,目前主要有钢和铝
两种三要提高保险杠横梁的防护能力则须提高其吸收能量的能力,材料吸能量的能力与材料的强度和厚度都呈正比三但在车身结构设计中,不可能通过无限增加钢材厚度达到提高材料吸能量的目的三因此,既满足强度又满足轻量化的高强度钢被用作保险杠横梁三除采用高强度钢板进行冷冲压外,还有辊压成形和热冲压成形等先进的成形工艺被用来制作高强度保险杠横梁三
铝合金的密度约为钢的1/3,正是因为铝合金材料更轻,所以是车身轻量化设计中非常重要的材
料[4]三钢制保险杠加强横梁采用提高钢板强度,减小厚度,以提高材料吸收能量的性能三而铝合金保
险杠加强横梁则是通过优化结构,设置不同壁厚来提高吸能性能三经过合理设计的铝合金保险杠横梁不仅比钢制保险杠横梁更轻,而且可以吸收更多的能量三
图1 钢制保险杠横梁总成模型
2 铝合金保险杠横梁的设计与制造工艺
图1为钢制保险杠横梁总成模型三针对铝合金材料具有较好成形性的特点,设计了一种薄壁二中空且带有加强筋的断面结构,横梁的截面呈 目 字形,在保证前保险杠横梁质量尽可能轻的同时,要求获得最大的碰撞安全性能三铝合金保险杠横梁总成的形状和结构如图2所示三由于原钢制保险杠横梁总成已经充分进行了轻量化设计,采用了辊压成形的DP1200超高强度钢材料,整个保险杠横梁总成的质量仅为6.7kg,但是采用铝合金后,仍能减轻质量
35%,达到4.4kg三
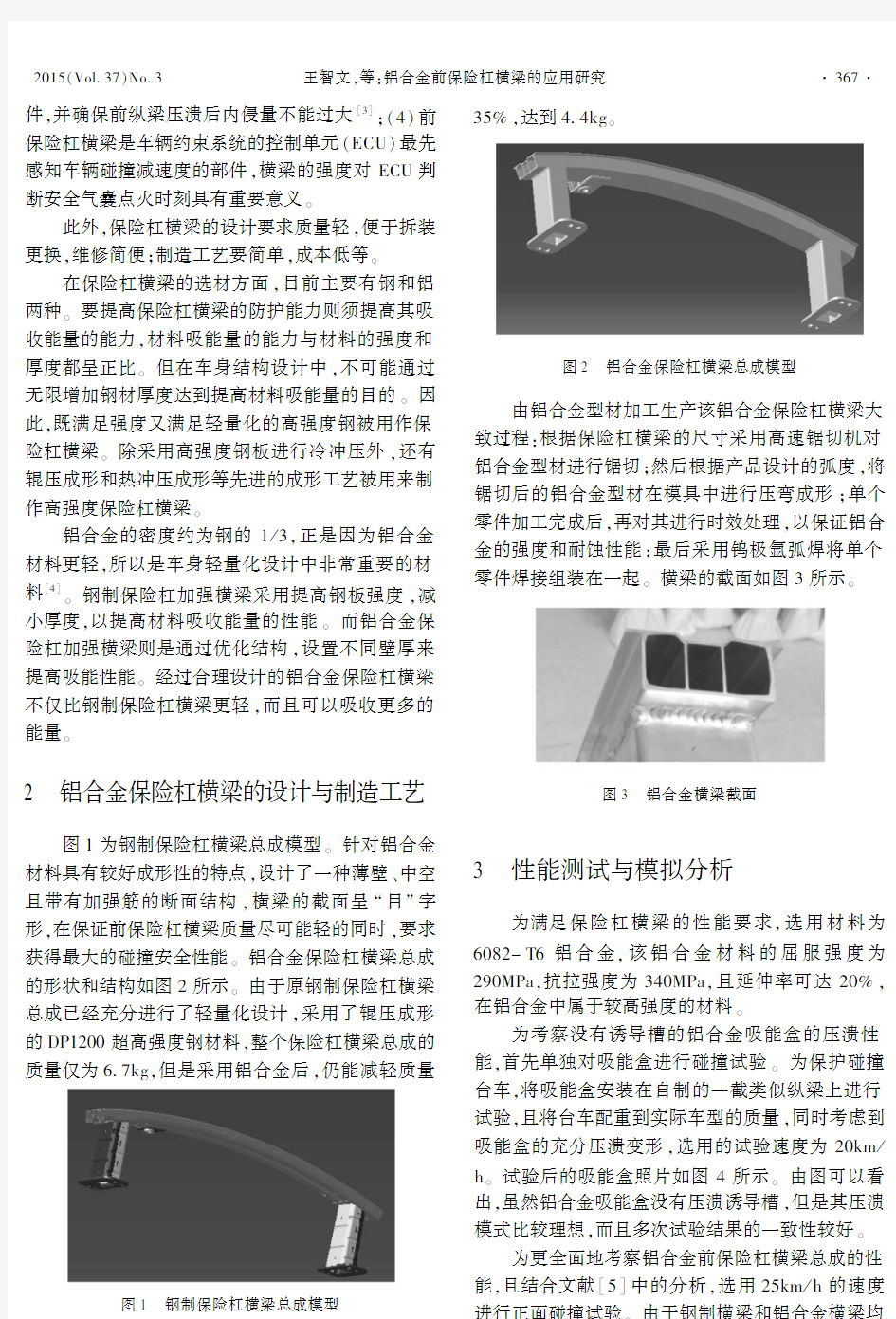
图2 铝合金保险杠横梁总成模型
由铝合金型材加工生产该铝合金保险杠横梁大致过程:根据保险杠横梁的尺寸采用高速锯切机对铝合金型材进行锯切;然后根据产品设计的弧度,将锯切后的铝合金型材在模具中进行压弯成形;单个零件加工完成后,再对其进行时效处理,以保证铝合金的强度和耐蚀性能;最后采用钨极氩弧焊将单个零件焊接组装在一起三横梁的截面如图3所示
三
图3 铝合金横梁截面
3 性能测试与模拟分析
为满足保险杠横梁的性能要求,选用材料为
6082-T6铝合金,该铝合金材料的屈服强度为
290MPa,抗拉强度为340MPa,且延伸率可达20%,在铝合金中属于较高强度的材料三
为考察没有诱导槽的铝合金吸能盒的压溃性能,首先单独对吸能盒进行碰撞试验三为保护碰撞台车,将吸能盒安装在自制的一截类似纵梁上进行试验,且将台车配重到实际车型的质量,同时考虑到吸能盒的充分压溃变形,选用的试验速度为20km /h三试验后的吸能盒照片如图4所示三由图可以看出,虽然铝合金吸能盒没有压溃诱导槽,但是其压溃模式比较理想,而且多次试验结果的一致性较好三
为更全面地考察铝合金前保险杠横梁总成的性
能,且结合文献[5]中的分析,选用25km /h 的速度进行正面碰撞试验三由于钢制横梁和铝合金横梁均
四368 四汽 车 工 程2015年(第37卷)第3
期
图4 碰撞试验后的吸能盒照片
呈弧形,所以中心点与刚性障碍壁接触后两种材料的横梁均先被压平,而由于铝合金吸能盒没有诱导槽,刚度较大,所以在铝合金横梁被压平后,吸能盒才发生变形三虽然钢制横梁选用了超高强度材料,但是厚度小,横梁的刚度并不很大,且钢制吸能盒具有诱导槽,导致在横梁被压平的同时吸能盒也发生压溃变形三该变形过程与仿真分析结果吻合较好
三
图5 不同材料的保险杠横梁碰撞时的加速度时间曲线
钢制保险杠和铝合金保险杠横梁在25km /h 速度下的台车碰撞试验的加速度时间曲线如图5所示三由图可以看出,钢制保险杠横梁在碰撞过程中,加速度的上升较为平缓,平均加速度值较小,横梁的承载力较弱三由于超高强度钢的保险杠横梁其刚度较普通钢铁材料大,所以吸能盒在10ms 左右即开始发生变形,出现加速度的第一个峰值11.5g ,到54ms 时吸能盒完全压溃,加速度达到最大峰值20.71g 三而铝合金保险杠横梁在碰撞过程中直到13ms 时,吸
能盒才开始变形而出现第一个尖峰,且峰值较大,为
14.1g ,说明碰撞开始阶段,铝合金保险杠横梁吸能
效果明显三而且第一个加速度峰值大,更有利于车辆约束系统ECU 的响应,更有利于驾乘人员的安全三到49.2ms 时吸能盒已经完全压溃,加速度达到峰值为20.83g ,该峰值与钢制保险杠横梁的加速度
峰值基本一致,但是出现的时间却提前了5ms,这对
汽车驾乘人员的安全具有重大意义,由此可见,铝合金保险杠横梁的安全性能比钢制横梁好三
根据试验工况和配重建立仿真模型,模型包含前保险杠横梁总成系统和试验台车三其中铝合金前保险杠为挤压成形,截面各处厚度不一致,模型中采用不同厚度的壳单元来模拟三最后采用LS-DYNA 软件进行仿真三仿真和试验结果的对比如图6所示三从图6看出,仿真分析结果与试验结果比较接近,模型准确性较好
三
图6 碰撞试验与仿真分析的加速度时间曲线
图7为吸能盒截面力的仿真分析结果三由图可以看出,铝合金吸能盒的第一个截面力峰值较大,说明该吸能盒的承载力较大,碰撞过程中不易于压溃,但是一旦被压溃即可展现出较好的吸能效果三经过台车碰撞试验发现,吸能盒的压溃效果比较理想三
根据汽车厂家对保险杠横梁零件正碰的设计技
术要求,即在10km /h 的速度下进行正面碰撞时,横
2015(Vol.37)No.3王智文,等:铝合金前保险杠横梁的应用研究四369
四
图7 吸能盒截面力的仿真分析结果
梁侵入后不能碰到冷凝器,即允许的横梁最大侵入量小于120mm三基于此要求,对两种材料的横梁总成进行仿真对比,结果如图8所示三由图可以看出,正面碰撞后,不论是钢制横梁还是铝合金横梁,其形状均由原弧形变得平直,且钢制吸能盒已经发生压溃变形,但是铝合金吸能盒基本没有发生变形三这说明铝合金横梁及吸能盒的刚度均较大三另外,经过仿真分析发现,正面碰撞速度为10km /h 时,钢制横梁的最大侵入量为77mm,而铝合金横梁的最大侵入量为70mm,钢制横梁的侵入量比铝合金的大,但均满足小于120mm 的技术要求
三
图8 正面碰撞模拟结果
图9为在10km /h 的碰撞速度下,两种材料的保险杠横梁吸能仿真分析三由图可以看出,在该碰撞速度下,钢制前保险杠横梁的吸能量为1823J,而铝合金前保险杠横梁的吸能量为3107J,铝合金前保
险杠横梁的吸能量较钢制零件提高了70%三这也说明铝合金前保险杠横梁的低速碰撞性能更优,安全性更高
三
图9 不同保险杠横梁碰撞吸能的仿真分析曲线
4 结论
(1)设计的 目 字形截面的铝合金前保险杠
横梁较原车型的DP1200超高强度钢制横梁零件仍减轻质量35%,轻量化效果明显三
(2)以25km /h 的速度进行台车正面碰撞时,铝合金保险杠横梁的第一个加速度峰值较大,且最大峰值的出现时间较钢制横梁提前了5ms,可以更好地保护驾乘人员的安全三
(3)铝合金保险杠横梁在10km /h 的正面碰撞
速度下最大侵入量为70mm,比钢制横梁小7mm,安全性能更高,且铝合金保险杠横梁的吸能量较钢制零件提高了70%三
参考文献
[1] 魏显坤.轿车保险杠吸能特性分析与试验研究[D].重庆:重庆
理工大学,2012.
[2] 丁向群,何国求,陈成澍,等.6000系汽车车用铝合金的研究应
用进展[J].材料科学与工程学报,2005,23(2):302-305.
[3] 周荣,孟岩,徐枭,等.汽车先进的整车与总成开发技术跟踪和
研究[R].中国汽车技术研究中心,2008.
[4] 马鸣图,游江海,路洪洲.汽车轻量化以及铝合金汽车板的应用[J].新材料产业,2009(9):34-37.
[5] 万银辉,王冠,刘志文,等.6061铝合金汽车保险杠横梁的碰撞
性能[J].机械工程材料,2012,36(7):67-71.
常用型材选用指南-铝及铝合金
常用型材选用指南 第3部分:铝及铝合金 1 范围 Q/JG 097的本部分给出了常用铝及铝合金型材品种、牌号、状态、规格、精度的选用指南。 本部分适用于照相机、光学仪器等产品零件的型材选用。 2 规范性引用文件 下列文件中的条款通过Q/JG 097的本部分的引用而成为本部分的条款。凡是注明日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。 GB/T 3191—1998 铝及铝合金挤压棒材 GB/T 3194—1998 铝及铝合金板、带材的尺寸允许偏差 GB/T 3880—1997 铝及铝合金轧制板材 GB/T 4436—1995 铝及铝合金管材外形尺寸及允许偏差 GB/T 4437.1—2000 铝及铝合金热挤压管第1部分:无缝圆管 GB/T 6893—2000 铝及铝合金拉(轧)制无缝管 GB/T 16474—1996 变形铝及铝合金牌号表示方法 GB/T 16475—1996 变形铝及铝合金状态代号 3 品种与规格 3.1 常用型材的品种、牌号、状态和规格 常用型材的品种、牌号、状态和规格表1给出。 3.2 管材外径与壁厚 3.2.1 冷拉、轧圆管的外径与壁厚表2给出。 表2 拉、轧圆管规格单位为毫米
表1 品种、牌号、状态、规格 3.2.2 热挤压圆管的外径与壁厚表3给出。 单位为毫米 4 极限尺寸偏差
表列的单向偏差,其基本偏差为零。板材和圆管的极限尺寸偏差亦允许要求为双向偏差或单向偏差。 4.1 板材厚度极限偏差 板材厚度极限偏差按GB/T 3194—1998的规定。宽度不大于1 500 mm,厚度不大于10 mm的板材,其厚度极限偏差表4给出。 表4 板材厚度极限偏差单位为毫米 4.2 圆棒直径极限偏差 圆棒直径极限偏差按GB/T 3194—1998的规定。直径不大于120 mm的圆棒,其直径极限偏差表5给出。 表5 圆棒直径极限偏差单位为毫米 4.3 圆管外径及壁厚极限偏差 圆管外径及壁厚的极限偏差按GB/T 4436—1995的规定。外径不大于100 mm,壁厚不大于30 mm 的圆管,其外径及壁厚的极限偏差表6至表9给出。 表中的任一外径/壁厚是指管材断面上任一点测得的外径/壁厚;平均外径是指在管材断面上任意测量两个互为直角的外径所得到的平均值;平均壁厚是指管材断面上的任一外径两端测得的壁厚平均值。
铝合金系列简介
铝合金系列简介 铝合金概述:铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。随着近年来科学技术以及工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。铝合金的广泛应用促进了铝合金焊接技术的发展,同时焊接技术的发展又拓展了铝合金的应用领域,因此铝合金的焊接技术正成为研究的热点之一。 纯铝的密度小(ρ=2.7g/cm3),大约是铁的1/3,熔点低(660℃),铝是面心立方结构,故具有很高的塑性(δ:32~40%,ψ:70~90%),易于加工,可制成各种型材各种型材、板材。抗腐蚀性能好;但是纯铝的强度很低,退火状态σb 值约为8kgf/mm2,故不宜作结构材料。通过长期的生产实践和科学实验,人们逐渐以加入合金元素及运用热处理等方法来强化,这就得到了一系列的铝合金。添加一定元素形成的合金在保持纯铝质轻等优点的同时还能具有较高的强度,σb 值分别可达24~60kgf/mm2。这样使得其“比强度”(强度与比重的比值σb/ρ)胜过很多合金钢,成为理想的结构材料,广泛用于机械制造、运输机械、动力机械及航空工业等方面,飞机的机身、蒙皮、压气机等常以铝合金制造,以减自重。采用铝合金代替钢板材料的焊接,结构重量可减轻50%以上。铝合金密度低,但强度比较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工。可加工成各种形态、规格的铝合金材。主要用于制造航空器材、建筑用门窗等。铝合金按加工方法可以分为形变铝合金和铸造铝合金。形变铝合金又分为不可形变铝合金、不可热处理强化型铝合金和可热处理强化型铝合金。不可热处理强化型不能通过热处理来提高机械性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防锈铝等。可热处理强化型铝合金可以通过淬火和时效等热处理手段来提高机械性能,它可分为硬铝、锻铝、超硬铝和特殊铝合金等。一些铝合金可以采用热处理获得良好的机械性能,物理性能和抗腐蚀性能。 铸造铝合金按化学成分可分为铝硅合金,铝铜合金,铝镁合金,铝锌合金和铝稀土合金,其中铝硅合金又有简单铝硅合金(不能热处理强化,力学性能较低,铸造性能好),特殊铝硅合金(可热处理强化,力学性能较高,铸造性能良好)。 铝合金的分类
铝合金压铸件资料
铝合金压铸件资料 ADC-12(相当国内的ZL104)是压铸铝合金牌号,为脆性材料,易崩裂。性质类似铸铁,但有质轻和导热性好的优点。主要用于做高档望远镜外壳,相机三脚架云台,发动机外壳等。具体性能指标,可由铝合金压铸厂提供,或等我查资料后再告知。在广东省南海市有大量生产厂家。 数码相机的铝合金外壳的壁厚多少合理?表面是如何处理的?有没有加工此类产品的厂家?壁厚:1.2~1.5mm,表面:铬酸皮膜后喷涂; 铝合金压铸件的内部裂痕怎样检测? 通过无损探伤来检测产品 1.超声波探伤 各类金属管材、板材、铸件、锻件和焊缝的超声波检测和超声波测厚. 当超声波在传播中遇到裂缝、空洞、离析等缺陷时,超声波的声速、振幅、频率等声学参数会因此改变。根据仪器测量这些改变,可以判断缺陷的存在,并能确定其具体位置. 超声波脉冲(通常为1.5MHz)从探头射人被检测物体,如果其内部有缺陷,缺陷与材料之间便存在界面,则一部分人射的超声波在缺陷处被反射或折射,则原来单方向传播的超声能量有一部分被反射,通过此界面的能量就相应减少。这时,在反射方向可以接到此缺陷处的反射波;在传播方向接收到的超声能量会小于正常值,这两种情况的出现都能证明缺陷的存在。在探伤中,利用探头接收脉冲信号的性能也可检查出缺陷的位置及大小。前者称为反射法,后者称为穿透法。 2.磁粉探伤 适宜于铁磁性材料如铸造、锻造和其它机加工部件的无损检测。 3.紫外线灯 价格低廉、可靠高和操作简单,各种管道的泄漏探查、涂镀层是否均匀的检验、杂质或污点的检测、半导体和生物领域、医疗、舞台特除艺术效果 4.射线探伤 射线探伤可以分为X射线、γ射线和高能射线探伤三种 X射线照相法探伤是利用射线在物质中的衰减规律和对某些物质产生的光化及荧光作用为基础进行探伤的。从射线强度的角度看,当照射在工件上射线强度为J0,由于工件材料对射线的衰减,穿过工件的射线被减弱至Jc。若工件存在缺陷时,因该点的射线透过的工件实际厚度减少,则穿过的射线强度Ja、Jb比没有缺陷的点的射线强度大一些。从射线对底片的光化作用角度看,射线强的部分对底片的光化作用强烈,即感光量大。感光量较大的底片经暗室处理后变得较黑。因此,工件中的缺陷通过射线在底片上产生黑色的影迹,这就是射线探伤照相法的探伤原理。 铝合金压铸件的结构设计经验 1。考虑壁厚的问题,厚度的差距过大会对填充带来影响 2。考虑脱模问题,这点在压铸实际中非常重要,现实中往往回出现这样的问题,这比注塑脱模讨厌多了,所以拔模斜度的设置和动定模脱模力的计算要注意些,一般拔模斜度为1到3度,通常考虑到脱模的顺利性,外拔模要比内拔模的斜度要小些,外拔模也就1度,而内拔模要2~3度左右 3。设计时考虑到模具设计的问题,如果有多个位置的抽心位,尽量的放两边,最好不要放在下位抽心,这样时间长了下抽心会容易出问题 4。有些压铸件外观可能会有特殊的要求,如喷油、喷粉等,这时就要时结构避开重要外观位置便于设置浇口溢流槽5。在结构上尽量的避免出现导致模具结构复杂的结构出现,如,不得不使用多个抽心或螺旋抽心等 6。对于需进行表面加工的零件,注意,需要在零件设计时给适合的加工留量,不能太多,否则加工人员会骂你的,而且会把里面的气孔都暴露出来的,不能太少,否则粗精定位一加工,得,黑皮还没干掉,你就等再在模具上打火花了,那给多少呢,留量最好不要大于0。8mm,这样加工出来的面基本看不到气孔的,因为有硬质层的保护。 7。再有就是注意选料了,是用ADC12还是A380等,要看具体的要求了 8。铝合金没有弹性,要做扣位只有和塑料配合。 9。一般不能做深孔!在开模具时只做点孔,然后在后加工! 10。如果是薄壁零件与不能太薄,而且一定要用加强肋,增加抗弯能力!由于铝铸件的温度要在800摄氏度左右!模具寿命一般比较短一般做如电机外壳的话只有80K左右就再见了!
铝合金在汽车上的应用
铝合金在汽车上的应用 近20年来,世界性能源问题变得越来越严重,这使得减轻汽车自重、降低油耗成了各大汽车生产厂提高竞争能力的关键。据有关数据介绍,汽车重量每减少50kg,每升燃油行驶的距离可增加2km;汽车重量每减轻1%,燃油消耗下降0.6%~1%。铝具有密度小、耐蚀性好等特点,且铝合金的塑性优良,铸、锻、冲压工艺均适用,最适合汽车零部件生产的压铸工艺。从生产成本、零件质量、材料利用等几个方面比较,铝合金已成为汽车生产不可缺少的重要材料。目前,美国、日本、德国是汽车采用铝合金最多的国家,如德国大众AudiA8、A2,日本的NXS等车身用铝合金量达80%。我国汽车除上海桑塔纳、一汽奥迪和捷达(均为引进生产线)用铝合金外,国产以红旗较多,约80~100kg。有资料表明,用铝合金结构代替传统钢结构,可使汽车质量减轻30%~40%,制造发动机可减轻30%,制造车轮可减轻50%。采用铝合金是汽车轻量化及环保、节能、提速和运输高效的重要途径之一。因此,研究开发铝合金汽车目前显得十分必要。 1 铝合金在汽车工业中的应用背景 最早把铝材运用到汽车上的是印度人,据记载,1896年印度人率先用铝制做了汽车曲轴箱。进入20世纪早期,铝在制造豪华汽车和赛车上有一定的应用,铝制车身的汽车开始出现,如亨利·福特的Model T型汽车和二、三十年代欧洲赛车场上法拉利360赛车都是铝制车身。 铝具有密度小、耐蚀性好等特点,且铝合金的塑性优良,铸、锻、冲压工艺均适用,最适合汽车零部件生产的压铸工艺。从生产成本、零件质量、材料利用等几个方面比较,铝合金已成为汽车生产不可缺少的重要材料,铝合金作为典型的轻质金属广泛应用于国外汽车上,国外汽车铝合金制部件主要有活塞、气缸盖、离合器壳、油底壳、保险杠、热交换器、支架、车轮、车身板及装饰部件等。。目前,美国、日本、德国是汽车采用铝合金最多的国家,如德国大众AudiA8、A2,日本的NXS等车身用铝合金量达80%。我国汽车除上海桑塔纳、一汽奥迪和捷达(均为引进生产线)用铝合金外,国产以红旗较多,约80~100kg。有资料表明,用铝合金结构代替传统钢结构,可使汽车质量减轻30%~40%,制造发动机可减轻30%,制造车轮可减轻50%。采用铝合金是汽车轻量化及环保、节能、提速和运输高效的重要途径之一。因此,研究开发铝合金汽车目前显得十分必要。 铝合金的主要优点是重量轻,散热性好。随着发动技术的发展,四气阀结构成为发动机的主流设计趋势。与两气阀发动机相比,每缸四气阀的气缸盖比每缸两气阀的气缸盖在工作时要产生更多的热量,采用全铝合金缸盖是最好的解决办法。 目前,轿车发动机部件中不仅活塞、散热器、油底壳缸体采用铝合金材料,而且缸盖、曲轴箱也采用这种材料。在目前的形式下,在发动机上采用铝合金替代铸铁已经成为主流趋势。法国汽车的铝汽缸套已达100%,铝汽缸体达45%。在未来几年里,随着高强度优质铝合金材料的开发成功和制造工艺的不断改进,铝合金材料将愈来愈多的用来制造这一类零部件。 汽车用铝合金可分为铸造铝合金和变形铝合金。铸造铝合金在汽车上的使用量最多,占80%以上,其中又分为重力铸造件,低压铸造件和其它特种铸造零件。变形铝合金包括板材、箔材、挤压材、锻件等。世界各国工业用铝合金材料的品种构成虽然有一定的差异,但大体是相同的。其品种构成:铸件占80%左右,锻件占1%~3%,其余为加工材。美国汽车工业中变形铝合金占较大比例,
《铝及铝合金管丶棒丶型材安全生产规范 第2部分:阳极氧化与电泳涂漆》(YS-T 769.2-2011)
铝及铝合金管丶棒丶型材安全生产规范第2部分:阳极氧 化与电泳涂漆(报批稿) YS/T 769.2-2011 铝及铝合金管丶棒丶型材安全生产规范第2部分:阳极氧化与电泳涂漆(报批稿) 06 前言 YS/T XXX《铝及铝合金管、棒、型材安全生产规范》分为4个部分: 第1部分:挤压、扎制和拉伸 第2部分:阳极氧化与电泳涂漆 第3部分:静电喷涂 第4部分:隔热型材的生产 本部分为YS/T XXX的第2部分。 本部分是依据GB/T 13>.1-2009规定的起草规则进行编制的。 本部分由全国有色金属标准化技术委员会(SAC/TC 243)归口。 本部分负责起草单位:广东坚美铝型材厂有限公司、中国有色金属工业标准计量质量研究所。 本部分参加起草单位:广东华豪铝型材有限公司、山东南山铝业股份有限公司、福建省南平铝业有限公司、广东兴发铝业有限公司、广东新合铝业有限公司、广东凤铝铝业有限公司、天津开发区艾隆化工科技有限公司。 本部分主要起草人:卢继延、葛立新、戴悦星、蓝安英、李喆、李清宝、吴锡坤、杨伏丝、李新义、史宏伟。
铝及铝合金管、棒、型材安全生产规范 第2部分:阳极氧化与电泳涂漆 1 范围 本部分规定了铝及铝合金管、棒、型材阳极氧化与阳极电泳涂漆生产的基本安全要求、设备设施的安全作业要求、事故应急预案及应急措施。 本部分适用于铝及铝合金管、棒、型材阳极氧化与阳极电泳涂漆工序的安全生产。 本部分不适用于铝及铝合金管、棒、型材微弧阳极氧化、硬质阳极氧化与阴极电泳涂漆工序的安全生产。 2 规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB 14443 涂装作业安全规程涂层烘干室安全技术规定 GB 15603 常用化学危险品贮存通则 GB30078 变形铝及铝合金铸锭安全生产规范 YS/T 769.1-2011 铝及铝合金管、棒、型材安全生产规范第1部分:挤压、轧制与拉伸 AQ/T 9002-2006 生产经营单位安全生产事故应急预案编制导则 JB/T 10094 工业锅炉通用技术条件 3 术语和定义 YS/T 769.1-2011界定的术语和定义适用于本部分。 4 基本安全要求
6铝合金性能及介绍
铝合金基本情况 6061铝合金属热处理可强化合金,具有良好的可成型性、可焊接性、可机加工性能,同时具有中等强度,在退火后仍能维持较好的强度。6061铝合金的主要合金元素是镁与硅,并形成Mg2Si相。若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。6061铝合金的熔化温度在582~652℃,老牌号为LD30。 6061铝合金板带材厚度及力学性能(GB/T 3380-2006)
6061铝合金棒材尺寸及力学性能(GB/T 3191-2010) 2.典型用途 一、板带的应用广泛应用于装饰、包装、建筑、运输、电子、航空、航天、兵器等各行各业。 二、航空航天用铝材用于制作飞机蒙皮、机身框架、大梁、旋翼、螺旋桨、油箱、壁板和起落架支柱,以及火箭锻环、宇宙飞船壁板等。 三、交通运输用铝材用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,车门窗、货架、汽车发动机零件、空调器、散热器、车身板、轮毂及舰艇用材。 四、包装用铝材全铝易拉罐制罐料主要以薄板与箔材的形式作为金属包装材料,制成罐、盖、瓶、桶、包装箔。广泛用于饮料、食品、化妆品、药品、香烟、工业产品等包装。 五、印刷用铝材主要用于制作PS版,铝基PS版是印刷业的一种新型材料,用于自动化制版和印刷。 六、建筑装饰用铝材铝合金因其良好的抗蚀性、足够的强度、优良的工艺性能和焊接性能,主要广泛用于建筑物构架、门窗、吊顶、装饰面等。如各种建筑门窗、幕墙用铝型材、铝幕墙板、压型板、花纹板、彩色涂层铝板等。
铝合金各种型号应用领域
铝合金各型号应用领域 铝制品在生活中应用十分普遍,几乎涵盖了人们的衣食住行,厨具、汽车、门窗等等,但是铝材有不同的型号,各型号适合加工成不同的产品。以下是华深景泰调查总结铝 各种型号的应用领域: 1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉。 1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具。 1199 电解电容器箔,光学反光沉积膜。 1350电线、导电绞线、汇流排、变压器带材。 2011 螺钉及要求有良好切削性能的机械加工产品。 2014 应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件。 2017 是第一个获得工业应用的2XXX系合金,它的应用范围较窄,主要为铆钉、通用 机械零件、结构与运输工具结构件,螺旋桨与配件。 2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件。 2036 汽车车身钣金件。 2048 航空航天器结构件与兵器结构零件。 2124 航空航天器结构件。 2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环。 2219 航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300℃。焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力。 2319 焊拉2219合金的焊条和填充焊料。 2618 模锻件与自由锻件。活塞和航空发动机零件。
铝合金类型及型号
铝合金类型及型号 铝材:是以铝为基的合金总称。主要合金元素有铜、硅、镁、锌、锰,次要合金元素有镍、铁、钛、铬、锂等。 铝合金密度低,但强度比较高,接近或超过优质钢,塑性好,可加工成各种型材,具有优良的导电性、导热性和抗蚀性,工业上广泛使用,使用量仅次于钢。 铝合金分两大类:铸造铝合金,在铸态下使用;变形铝合金,能承受压力加工,力学性能高于铸态。可加工成各种形态、规格的铝合金材。主要用于制造航空器材、日常生活用品、建筑用门窗等。 铝合金按加工方法可以分为变形铝合金和铸造铝合金。变形铝合金又分为不可热处理强化型铝合金和可热处理强化型铝合金。不可热处理强化型不能通过热处理来提高机械性能,只能通过冷加工变形来实现强化,它主要包括高纯铝、工业高纯铝、工业纯铝以及防锈铝等。可热处理强化型铝合金可以通过淬火和时效等热处理手段来提高机械性能,它可分为硬铝、锻铝、超硬铝和特殊铝合金等。 铝合金可以采用热处理获得良好的机械性能,物理性能和抗腐蚀性能。 铸造铝合金按化学成分可分为铝硅合金,铝铜合金,铝镁合金和铝锌合金。 【纯铝产品】 纯铝分冶炼品和压力加工品两类,前者以化学成份Al表示,后者用汉语拼音LG(铝、工业用的)表示。
【压力加工铝合金】 铝合金压力加工产品分为防锈(LF)、硬质(L Y)、锻造(LD)、超硬(LC)、包覆(LB)、特殊(L T)及钎焊(LQ)等七类。常用铝合金材料的状态为退火(M焖火)、硬化(Y)、热轧(R)等三种。【铝材】 铝和铝合金经加工成一定形状的材料统称铝材,包括板材、带材、箔材、管材、棒材、线材、型材等。 【铸造铝合金】 铸造铝合金(ZL)按成分中铝以外的主要元素硅、铜、镁、锌分为四类,代号编码分别为100、200、300、400。 【高强度铝合金】 高强度铝合金指其抗拉强度大于480兆帕的铝合金,主要是压力加工铝合金中硬铝合金类、超硬铝合金类和铸造合金类。 【铝合金缺陷修复】 铝合金在生产过程中,容易出现缩孔、砂眼、气孔和夹渣等铸造缺陷。如何修复铝合金铸件气孔等缺陷呢?如果用电焊、氩焊等设备来修补,由于放热量大,容易产生热变形等副作用,无法满足补焊要求。 冷焊修复机是利用高频电火花瞬间放电、无热堆焊原理来修复铸件缺陷。由于冷焊热影响区域小,不会造成基材退火变形,不产生裂纹、没有硬点、硬化现象。而且熔接强度高,补材与基体同时熔化后的再凝固,结合牢固,可进行磨、铣、锉等加工,致密不脱落。冷焊
铝合金分类简介
铝及铝合金的分类、成分和性能 (1)铝及铝合金的分类 铝是银白色的轻金属,纯铝的熔点为660℃,密度为2.7g/cm3。工业用铝合金的熔点为566℃。铝具有热容量和熔化潜热高、耐腐蚀性好,以及在低温下能保持良好的力学性能等特点。 铝及铝合金可分为工业纯铝、变形铝合金(又分为非热处理强化铝合金、热处理强化铝合金两类)和铸造铝合金。变形铝合金是指经不同的压力加工方法(经过轧制、挤压等工序)制成的板、带、棒、管、型、条等半成品材料;铸造铝合金以合金铸锭供应。铝合金分类示意见图1。铝合金的分类及性能特点见表1。 分类合金名称合金系性能特点示例 变形铝合金 非热处理 强化 铝合金 防锈铝 Al-Mn抗蚀性、压力加工性 与焊接性能好,但强度 较低 3A21 Al-Mg5A05 热处理强 化 铝合金 硬铝Al-Cu-Mg力学性能高2A11,2A12 超硬铝Al-Cu-Mg-Zn硬度强度最高7A04,2A50 锻铝 Al-Mg-Si-Cu锻造性能好 耐热性能好 2A14,2A50 Al-Cu-Mg-Fe-Ni2A70,2A80铸造铝合金 简单铝硅合 金 Al-Si 铸造性能好,不能热 处理强化,力学性能较 高 ZL102 特殊铝硅合 金 Al-Si-Mg 铸造性能良好,可热 处理强化,力学性能较 高 ZL101 Al-Si-Cu ZL107 Al-Si-Mg-Cu ZL105,ZL110 Al-Si-Mg-Cu-Ni ZL109铝铜铸造合Al-Cu耐热性好,铸造性能ZL201
按GB/T 3190—1996和GB/T 16474—1996的规定,纯铝和铝合金牌号命名的基本原则是:可直接采用国际四位数字体系牌号;未命名为国际四位数字体系牌号的纯铝及其合金采用四位字符牌号。四位字符牌号的第一位、第三位、第四位为阿拉伯数字,第二位为英文大写字母(如“A”)。纯铝编号系统的第一位为“1”,例如1×××或1A××,最后两位数字表示铝的纯度。2×××为Al-Cu系,3×××为Al-Mn系,4×××为Al-Si系,5×××为Al-Mg系,6×××为Al-Si系,7×××为Al-Zn系,8×××为Al-其他元素,9×××为Al-备用系。这样,我国变形铝合金的牌号表示法与国际上的通用方法基本一致。 1)工业纯铝 工业纯铝含铝99%以上,熔点660℃,熔化时没有任何颜色变化。表面易形成致密的氧化膜,具有良好的耐蚀性。纯铝的导热性约为低碳钢的5倍,线胀系数约为低碳钢的2倍。纯铝强度很低,不适合做结构材料。退火的铝板抗拉强度为60~100MPa,伸长度为35%~40%。 2)非热处理强化铝合金 非热处理强化铝合金通过加工硬化、固溶强化提高力学性能,特点是强度中等、塑性及耐蚀性好,又称防锈铝,原先代号为LF××。Al-Mg合金属于防锈铝合金,不能热处理强化,但强度比纯铝高,并具有优异的抗腐蚀性和良好的焊接性,是目前焊接结构中应用最广的铝合金。 3)热处理强化铝合金 热处理强化铝合金是通过固溶、淬火、时效等工艺提高力学性能。经热处理后可显著提高抗拉强度,但焊接性较差,熔化焊时产生焊接裂纹的倾向较大,焊接接头的力学性能(主要是抗拉强度)严格下降。热处理强化铝合金包括硬铝、超硬铝、锻铝等。 ①硬铝硬铝的牌号是按铜增加的顺序编排的。Cu是硬铝的主要成分,为了得到高的强度,Cu含量一般应控制在4.0%~4.8%。Mn也是硬铝的主要成分,主要作用是消除Fe对抗蚀性的不利影响,还能细化晶粒、加速时效硬化。在硬铝合金中,Cu、Si、Mg等元素能形成溶解于铝的化合物,从而促使硬铝合金在热处理时强化。 退火状态下硬铝的抗拉强度为160~220MPa,经过淬火时效后抗拉强度增加至312~460NPa。但硬铝的耐蚀性能差,为了提高合金的耐蚀性,常在硬铝板表面覆盖一层工业纯铝保护层。 ②超硬铝合金中Zn、Mg、Cu的平均总含量可达9.7%~13.5%,在当前航空航天工业中仍是强度最高(抗拉强度达500~600MPa)和应用最多的一种轻合金材料。超硬铝的塑性和焊接性差,接头强度远低于母材。由于合金中Zn含量较多,形成晶间腐蚀及焊接热裂纹的倾向较大。 ③锻铝具有良好的热塑性(原代号为LD××),而且Cu含量越少热塑性越好,适于作锻件用。具有中等强度和良好的抗蚀性,在工业中得到广泛应用。 铝及铝合金的新旧牌号对照见表2。
铝合金的种类..
铝合金的种类 变形铝合金的分类方法很多,目前,世界上绝大部分国家通常按以下三种方法进行分 类。 (1)按合金状态图及热处理特点分为:可热处理强化铝合金和不可热处理强化铝合金两 大类。 (2)按合金性能和用途可分为;工业纯铝、切削铝合金、 中强度铝合金、高强度铝合金 (硬铝)、超高强度铝合金 等。 (3)按合金中所含主要元素成分可分为: 工业纯铝 系),Al — Mn 合金(3XXX 系),A1 — Si 合金(4XXX 系),AI — Mg 合金(5XXX 系), A1 —Mg — Si 合金(6 XXX 系),A1 — Zn — Mg — Cu 合金(7XXX ), A1 — Li 合金(8XXX 系) 及备用合金组(9 XXX 系)。 选择铝合金的牌号与状态时, 以上各方面很难同时满足, 也没有必要, 应根据产品的性能要 求,使用环境,加工过程等因素,设定各种性能的优先次序,方可做到合理选材,在保证性 能的前是下合理控制成本。 硬度:很多客户在购买铝时非常关心, 硬度首选跟合金化学成份 有直接的关系。其次,不同的状态也影响较大,从所能达到的最高硬度来看, 7系, 2系, 4 系, 6系, 5系, 3系, 1系,依次降低。硬度:强度是产品设计时必须考虑的重要因素,成 其是铝合金组件作为组件时,应根据所承受的压力,选择适当的合金。纯铝强度最低,而 2 系及 7系热处理型合金度最高, 硬度和强度有一定的下相关系。 耐蚀性: 耐蚀性包括化学腐 蚀,耐 应力腐蚀 等性能。一般而言, 1 系纯铝的耐蚀性最佳, 5系表现良好,其次是 3系和 6 系, 2 系及 7 系较差。耐蚀性选用原则应根据其使用场合而定。高强度合金腐蚀环境下使 用,必须使用各种防蚀用 复合材料 。 2014 应用于要求高强度与硬度(包括高温)的场合。飞机重型、 锻件、厚板和挤压材 料,车轮与结 构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017 是第一个获得工业应用的 2XXX 系合金,目前的应用范围较窄,主要为 械零件 、结构与运输工具 结构件 ,螺旋桨与配件 车轮毂、螺旋桨元件及其他种种 结构件 2036 件与兵器结构零件 2124 航空航天器结构件 机发动机汽缸头,喷气发动机 叶轮 和压缩机环 机蒙皮与结构零件,工作温度为-270~300 C 。焊接性 好,断裂韧性高, 应力腐蚀 开裂能力 件。活塞和航空发动机零件 温度 200~300 C 的涡轮喷气发动 耐热铝合金、低强度铝合金、 (超硬铝 ) 、锻造铝台金及特殊铝合 金 (1 XXX 系),A1 — Cu 合金(2 XXX 铆钉、通用 机 2024 飞机结构、 铆钉 、导弹构件、卡 汽车车身 钣金件 2048 航空航天器 结构 2218 飞机发动机和柴油发动机活塞, 飞 2219 航天火箭焊接氧化剂槽,超音速飞 T8 状态有很高的抗 2319 焊拉 2219 合金的 焊条和填充焊料 2618 模锻件与自由 锻 2A01工作温度小于等于 100 C 的结构 铆钉 2A02工作 2A06工作温度150~250 C 的飞机 2A10 强度比 2A01 合金的高,用于制造 2A11 飞机的中等强度的结构件、螺旋桨叶
铝合金车体的运用与发展趋势
铝合金车体的运用与发展趋势 大连交通大学赵文舒 摘要论述了铝合金车体的特点和发展趋势,总结了铝合金车体制造的关键技术,并对铝合金材料及相关车体产品进行对比分析,指出制造铝合金车体技术方面的问题与未来的趋势与展望。 关键词铝合金车体轨道交通制造技术 APPLICATION AND TENDENCY OF ALUMINUM ALLOY CAR BODIES Abstract The paper illustrates the feature and tendency of aluminum alloy car bodies, and summarizes the key of manufacturing aluminum alloy car bodies, which confirms the status quo and trend of manufacture technique about aluminum alloy car bodies by means of analyzing the materials and products of car bodies. Key word: aluminum alloy car bodies rail transit manufacture technique 1 引言 随着材料技术的研究,城市交通以高速发展,车体的材料与制造将面临越来越多的课题与革新。减轻车体自重,减少环境污染,节约现有能源的必然趋势使得铝合金材料逐渐进入轨道交通的视野。铝合金车体具有重量轻、耐腐蚀、外观平整度好和易于制造复杂美观曲面车体的优点,从而受到世界各城市交通公司和铁道运输部门的欢迎,世界各国逐渐停止制造碳钢车体,转向制造不锈钢和铝合金车体。于是,在铝合金车体制造技术上,人们又要开启新的革命。 2 铝合金材料 铝的密度小,仅为2.7(属轻金属),约为钢的1/3。由于铝的表面易氧化形成致密而稳定的氧化膜,所以耐蚀性好。铝有较好的铸造性,由于铝的融化温度低,流动性好,易于制造各种复杂外形的零件。铝中加入一种或几种元素后即构成铝合金,铝合金相对于纯铝可以提高强度和硬度,除固溶强化外,有些铝合金还可以热处理强化,使有些铝合金的抗拉强度可超过600MPa,与低碳钢相比,比强度则胜过某些合金钢。铝合金是纯铝加入一些合金元素制成的,如
铝合金材料牌号和用途
铝合金材料牌号和用途 点击次数:548 发布时间:2009-9-22 0:14:49 1050食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 1100用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、铭牌、反光器具 1145包装及绝热铝箔,热交换器 1199电解电容器箔,光学反光沉积膜 1350电线、导电绞线、汇流排、变压器带材 2011螺钉及要求有良好切削性能的机械加工产品 2014应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017是第一个获得工业应用的2XXX系合金,目前的应用范围较窄,主要为铆钉、通用机械零件、结构与运输工具结构件,螺旋桨与配件 2024飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件2036汽车车身钣金件 2048航空航天器结构件与兵器结构零件 2124航空航天器结构件 2218飞机发动机和柴油发动机活塞,飞机发动机汽缸头,喷气发动机叶轮和压缩机环 2219航天火箭焊接氧化剂槽,超音速飞机蒙皮与结构零件,工作温度为-270~300摄氏度。焊接性好,断裂韧性高,T8状态有很高的抗应力腐蚀开裂能力 2319焊拉 2219合金的焊条和填充焊料 2618模锻件与自由锻件。活塞和航空发动机零件 2A01工作温度小于等于100摄氏度的结构铆钉 2A02工作温度200~300摄氏度的涡轮喷气发动机的轴向压气机叶片 2A06工作温度150~250摄氏度的飞机结构及工作温度125~250摄氏度的航空器结构铆钉
保险杠设计指南
保险杠设计指南 在轿车上后视镜主要分为前保险杠和后保险杠,属于安全件。在车辆碰撞时起到吸收碰撞能量,降低对人体的伤害程度的作用。在保险杠的性能试验方面,最主要的是耐侯性能试验、缺口冲击强度试验,落球试验,整车以9公里时速撞击时,保险杠能恢复原状,抗碎石冲击性能等。 保险杠材料的选择是实现其功能的首要条件。一般采用PP+EPDM(PE)的材料,使保险杠具有一定的弹性,可以吸收部分碰撞能量。 A11前、后保险杠的材料选用PP+ PE,其中PE使保险杠具有一定的弹性,保险杠结构分为内外两层,本体+缓冲器,缓冲器用热板焊接到本体上。缓冲器采用蜂窝状结构,使保险杠的缓冲性能发挥到极限。 A11前、保险杠总成重量是9056g,后保险杠总成重量是10332g。 S11前、后保险杠的材料选用PP+ EPDM+T15,其中EPDM使保险杠具有一定的弹性,保险杠结构分为内外两层,本体+缓冲器,S11考虑到成本,缓冲器结构相当简单,性能上相对于A11的要差些。 S11前保险杠总成重量是2976 g,后保险杠总成重量是3239 g。 B11前、后保险杠的材料选用PP+ EPDM+T10,其中EPDM使保险杠具有一定的弹性,保险杠结构分为内外两层,本体+缓冲器,缓冲器用卡扣联接到本体上。前保险杠缓冲器采用中空状结构,材料为GMT,强度很好,有很好的缓冲性能,但价格昂贵。后保险杠缓冲器也采用中空状结构,材料为PC+PBT,强度很好,但保险杠的缓冲性能相对来说不如A11。 B11前保险杠总成重量是3900 g,后保险杠总成重量是5500 g。 前、后保险杠的重量在整车附件中占有绝对的比例,它的重量将会影响到整车的油耗等。因此,在设计时,应根据不同的材料,选用不同的料厚,达到减轻重量的作用。 保险杠的开发周期为6个月,其中2个月用于设计,3个月用于开模,1个月用于匹配。 保险杠的主要失效模式有开裂,装配不良,于大灯干涉、设计工艺性差等。 前保险杠的结构一般采用保险杠外罩+吸能器+固定加强板这样的三明治结构而后保险杠结构一般只采用外罩+加强装置,其中保险杠外罩一般采用PP+EPDM+TX:其中的PP为保险杠外罩的基体,EPDM能够提高保险杠外罩的弹性,而TX的含义是材料中加上x%的滑石粉,主要是提高保险港外罩的刚度。常用料为T20.吸能器一般采用EPP或者是PP发泡结构,起到吸收撞击能量的作用。加强板的材料一般采用GMT压制件,前保采用螺栓固定的结构,而后保一般采用热板焊的结构主要是因为后保比前保少了一个吸能器,这样的结构可以使安装更便捷。现在的欧美法规一般有明确的规定:前后保必须要采用前后大型吸能保险杠,主要是为了满足欧美法规中的后碰撞要求,以及行人保护等相关的法规。其中GMT代表玻璃纤维垫强化热塑材料:其基层为聚丙烯脂增强材料为玻纤垫料,一般可利用直接热冲压技术使板材成型。以上提到的这些材料一般均具有回收再利用的环保效果,可以降低对于环境的污染。 保险杠在设计时一般主要考虑外观上的整体效果,以达到造型的目的,所以对于保险杠的安装方式大多是由设计公司提出粗略的结构,而具体的机构设计是由供应商和正车制造商相互配合来完成,从而使保险杠的结构符合制造和安装工艺。对于车身附件工程师来说安装结构的确定无疑是最重要的,所以在与设计公司及供应商确定机构时必须要仔细考虑制造,安装,喷涂,等众多的因素,除此之外还要考虑相关的法规要求以及标准。 汽车的燃料在燃烧推动机械运转时已经消耗了一大部分动力,而当汽车高速行使时,一
A6061铝材铝合金介绍
A6061铝材铝合金介绍 A6061铝材属Al-Mg-Si系合金,中等强度,具有良好的塑性和优良的耐蚀性。特别是无应力腐蚀开裂倾向,其焊接性优良,耐蚀性及冷加工性好,是一种使用范围广.很有前途的合金。可阳极氧化着色,也可涂漆上珐琅,适应作建筑装饰材料。其含有少量Cu,因而强度高于6063的,但淬火敏感性也比6063高,挤压之后不能实现风淬,需要重新固溶处理和淬火时效,才能获得较高的强度。 一、6061铝合金元素 A6061铝材主要合金元素是镁与硅,并形成Mg2Si相。若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。在Mg2Si固溶于铝中,使合金有人工时效硬化功能。6061铝合金中的主要合金元素为镁与硅,具有中等强度、良好的抗腐蚀性、可焊接性,氧化效果较好。 二、镁铝6061特点 镁铝6061-T651是6系合金的主要合金,是经热处理预拉伸工艺的高品质铝合金产品;镁铝6061具有加工性能极佳、良好的抗腐蚀性、韧性高及加工后不变形、上色膜容易、氧化效果极佳等优良特点。 主要用途:广泛应用于要求有一定强度和抗蚀性高的各种工业结构件,如制造卡车、塔式建筑、船舶、电车、铁道车辆。 三、6061典型用途代表用途包括航天固定装置、电器固定装置、通讯领域,也广泛应用于自动化机械零件、精密加工、模具制造、电子及精密仪器、SMT、PC板焊锡载具等等。6061化学成分:铜Cu :0.15~0.4;锰Mn :0.15;镁Mg :0.8~1.2;锌Zn :0.25;铬Cr :0.04~0.35;钛Ti :0.15;硅Si :0.4~0.8;铝Al :余量 6061力学性能:6061的极限抗拉强度为124 MPa;受拉屈服强度55.2 MPa;延伸率25.0 %;弹性系数68.9 GPa;弯曲极限强度228 MPa;Bearing Yield Strength 103 MPa;泊松比0.330;疲劳强度62.1 MPa
铝合金分类及应用领域
铝合金分类及应用领域1XXX 纯铝说明1XXX系列代表 1050 1060 1070 1XXX系列铝板又被称为纯铝板,在所有系列中1XXX系列属于含铝量最多的一个系列。纯度可以达到99.00%以上。由于不含有其他技术元素,所以生产过程比较单一,价格相对比较便宜,是目前常规工业中最常用的一个系列。目前市场上流通的大部分为1050以及1060系列。1XXX系列铝板根据最后两位阿拉伯数字来确定这个系列的最低含铝量,比如1050系列最后两位阿拉伯数字为50,根据国际牌号命名原则,含铝量必须达到99.5%以上方为合格产品。我国的铝合金技术标准(GB/T3880-2006)中也明确规定1050含铝量达到99.5%.同样的道理1060系列铝板的含铝量必须达到99.6%以上。应用领域 1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉 1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 1100 用于加工需要有良好的成形性和高的抗蚀性但不要求有高强度的零件部件,例如化工产品、食品工业装置与贮存容器、薄板加工件、深拉或旋压凹形器皿、焊接零部件、热交换器、印刷板、 铭牌、反光器具 1145 包装及绝热铝箔,热交换器 1199 电解电容器箔,光学反光沉积膜 1350 电线、导电绞线、汇流排、变压器带材 2XXX 铝铜说明2XXX系列铝板代表2A16(LY16) 2A06(LY6)2XXX系列铝板的特 点是硬度较高,其中以铜原属含量最高,大概在3-5%左右。2XXX系列铝板属于航空铝材,目前在常规工业中不常应用。我国目前生产2XXX系列铝板的厂家较少。质量还无法与国外相比。目前进口的铝板 主要是由韩国和德国生产企业提供。随着我国航空航天事业的发展,2XXX系列的铝板生产技术将进一步提高。 应用领域 2011 螺钉及要求有良好切削性能的机械加工产品 2014 应用于要求高强度与硬度(包括高温)的场合。飞机重型、锻件、厚板和挤压材料,车 轮与结构元件,多级火箭第一级燃料槽与航天器零件,卡车构架与悬挂系统零件 2017 是第一个获得工业应用的2XXX系合金,目前的应用范围较窄,主要为铆钉、通用机械 零件、结构与运输工具结构件,螺旋桨与配件 2024 飞机结构、铆钉、导弹构件、卡车轮毂、螺旋桨元件及其他种种结构件
轻量化铝合金汽车零件生产加工项目规划建设方案
轻量化铝合金汽车零件生产加工项目 规划建设方案 规划设计/投资分析/实施方案
轻量化铝合金汽车零件生产加工项目规划建设方案 调研数据显示,2017年款普通品牌车型中,铝合金零部件在转向节、 羊角中的渗透率为21%,控制臂为3%,副车架和制动钳壳体上还没有应用。由此可见,当前铝合金在普通乘用车品牌中的渗透率还在绝对低位(增长 空间广阔)! 该轻量化铝合金汽车零件项目计划总投资10617.59万元,其中:固定 资产投资8536.32万元,占项目总投资的80.40%;流动资金2081.27万元,占项目总投资的19.60%。 达产年营业收入15992.00万元,总成本费用12134.78万元,税金及 附加188.71万元,利润总额3857.22万元,利税总额4577.96万元,税后 净利润2892.91万元,达产年纳税总额1685.04万元;达产年投资利润率36.33%,投资利税率43.12%,投资回报率27.25%,全部投资回收期5.17年,提供就业职位239个。 坚持“实事求是”原则。项目承办单位的管理决策层要以求实、科学 的态度,严格按国家《建设项目经济评价方法与参数》(第三版)的要求,在全面完成调查研究基础上,进行细致的论证和比较,做到技术先进、可靠、经济合理,为投资决策提供可靠的依据,同时,以客观公正立场、科 学严谨的态度对项目的经济效益做出科学的评价。
...... 汽车轻量化这一概念最先起源于赛车运动,它的优势其实不难理解,重量轻了,可以带来更好的操控性,发动机输出的动力能够产生更高的加速度。由于车辆轻,起步时加速性能更好,刹车时的制动距离更短。
铝及铝合金管
ICS 13.100 H YS/T ××××.4-×××× 铝及铝合金管、棒、型材安全生产规范 第4部分:隔热型材的生产 Safe-production specification for aluminium and aluminium alloys production of extruded tubes and pipes, bars and rods, profiles Part 4:Production of thermal barrier extruded profiles 中华人民共和国工业和信息化部 发布 中华人民共和国有色金属行业标准 ××××-××-××发布 ××××-××-××实施 YS
YS/T XXXX.4 - XXXX 前言 YS/T XXXX《铝及铝合金管、棒、型材安全生产规范》分为4个部分: ——第1部分:挤压、扎制和拉伸; ——第2部分:阳极氧化与电泳涂漆; ——第3部分:静电喷涂; ——第4部分:隔热型材的生产。 本部分为YS/T XXXX的第4部分。 本部分由全国有色金属标准化技术委员会(SAC/TC243)归口。 本部分的附录A为资料性附录。 本部分起草单位:广东坚美铝型材厂有限公司、中国有色金属工业标准计量质量研究所 本部分参加单位: 本部分主要起草人: I
YS/T XXXX.4 - XXXX 铝及铝合金管、棒、型材安全生产规范 第4部分:隔热型材的生产 1 范围 本部分规定了变形铝及铝合金隔热型材生产的基本安全要求、生产设备、设施的安全操作要求及事故应急措施。 本部分适用于变形铝及铝合金隔热型材的生产。 2 规范性引用文件 下列文件中的条款通过本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。 GB ××××.1-××××铝加工安全生产规范第1部分:铸锭 GB 15603 常用化学危险品贮存通则 3 一般安全要求 3.1 设计建设、消防设施、厂房建筑、生产设备设施、职业健康和安全管理、个体防护、安全教育等方面的一般安全要求应符合GB/T ××××.1-××××第4章的规定。 3.2搬运酸、碱前应穿戴好防酸碱服、耐酸碱胶靴、防护面罩和耐酸碱手套。 3.3 在贮存、使用和搬运包装材料过程中禁止烟火。 3.4维修人员在隔热车间内进行焊接作业时应远离液体涂料、溶剂等易燃易爆物品。 4 设备、设施的安全操作要求 4.1 滚齿机 4.1.1检查滚齿机系统电源是否正常。 4.1.2检查滚齿机急停开关是否可靠。 4.1.3检查各辅助配件有无松脱现象,检查滚齿型材导向的轮子是否存在严重磨损和异常现象。 4.1.4检查空载试运行是否正常。 4.1.5滚齿机应由专人操作。 4.1.6滚齿时,滚齿机前后50cm范围内禁止站人。 4.1.7 滚齿时,速度切勿过快。 4.1.8滚齿时,操作人员应精力集中,输送型材应注意手不要靠滚齿设备太近,以免伤手。 4.1.9型材放入滚齿机设备加工时,操作人员禁止站立在与被加工型材同一直线位置上。 4.1.10操作结束后应及时停机并切断电源。 4.2 穿条机 4.2.1检查穿条机系统电源是否正常。 4.2.2检查压缩空气的供气压力是否正常。 4.2.3检查空载试运行是否正常。 4.2.4 穿条时,速度切勿过快。 4.2.5 穿条时注意手不要接触胶条。 4.2.6 型材放入穿条机设备加工时,操作人员禁止站立在与被加工型材同一直线位置上。 4.2.7 穿入隔热条时,手执胶条的位置应距离胶条端头50mm以上,以免伤手。 4.2.8操作结束后应及时停机并切断电源。 4.3 (滚齿与穿条二合一的)滚齿机 4.3.1检查滚齿机系统电源是否正常。 4.3.2检查滚齿机急停开关是否可靠。 4.3.3检查压缩空气的供气压力是否正常。 4.3.4检查各辅助配件有无松脱现象,检查滚齿型材导向的轮子是否存在严重磨损和异常现象。 4.3.5检查空载试运行是否正常。 1