金属钝化原理
金属钝化原理与应用机械与汽车工程学院
材料成型及控制工程
金属钝化原理及应用
(材料成型及控制工程)
摘要:金属经氧化性介质处理后,其腐蚀速度比原来未处理前有显着下降的现象称金属的钝化。其钝化机理主要可用薄膜理论来解释,即认为钝化是由于金属与氧化性介质作用,作用时在金属表面生成一种非常薄的、致密的、覆盖性能良好的、能坚固地附在金属表面上的钝化膜。这层膜成独立相存在,通常是氧和金属的化合物。它起着把金属与腐蚀介质完全隔开的作用,防止金属与腐蚀介质直接接触,从而使金属基本停止溶解形成钝态达到防止腐蚀的效果。
关键词:表面处理、钝化、铬酸盐、酸洗钝化
一、概述
钝化现象早在十八世纪30年代即被发现,自此得到了广泛的研究。
钝化现象——通常,电极电位愈正,金属溶解速度愈大。而实际中,常有电位超过一定数值后,电流突然减少,这种现象成为钝化现象。
金属在介质中具有极低的溶解速度的性质称为“钝性”。金属在介质中强烈溶解的性质叫做“活性”。活态向钝态的转变叫做钝化,能够使金属发生钝化的物质被称为钝化剂。钝化现象发生通常与氧化介质有关。有时在非氧化性介质中也可以发生钝化,如镁在氢氟酸中、钼和铌在盐酸中、汞和银在氯离子作用下等。
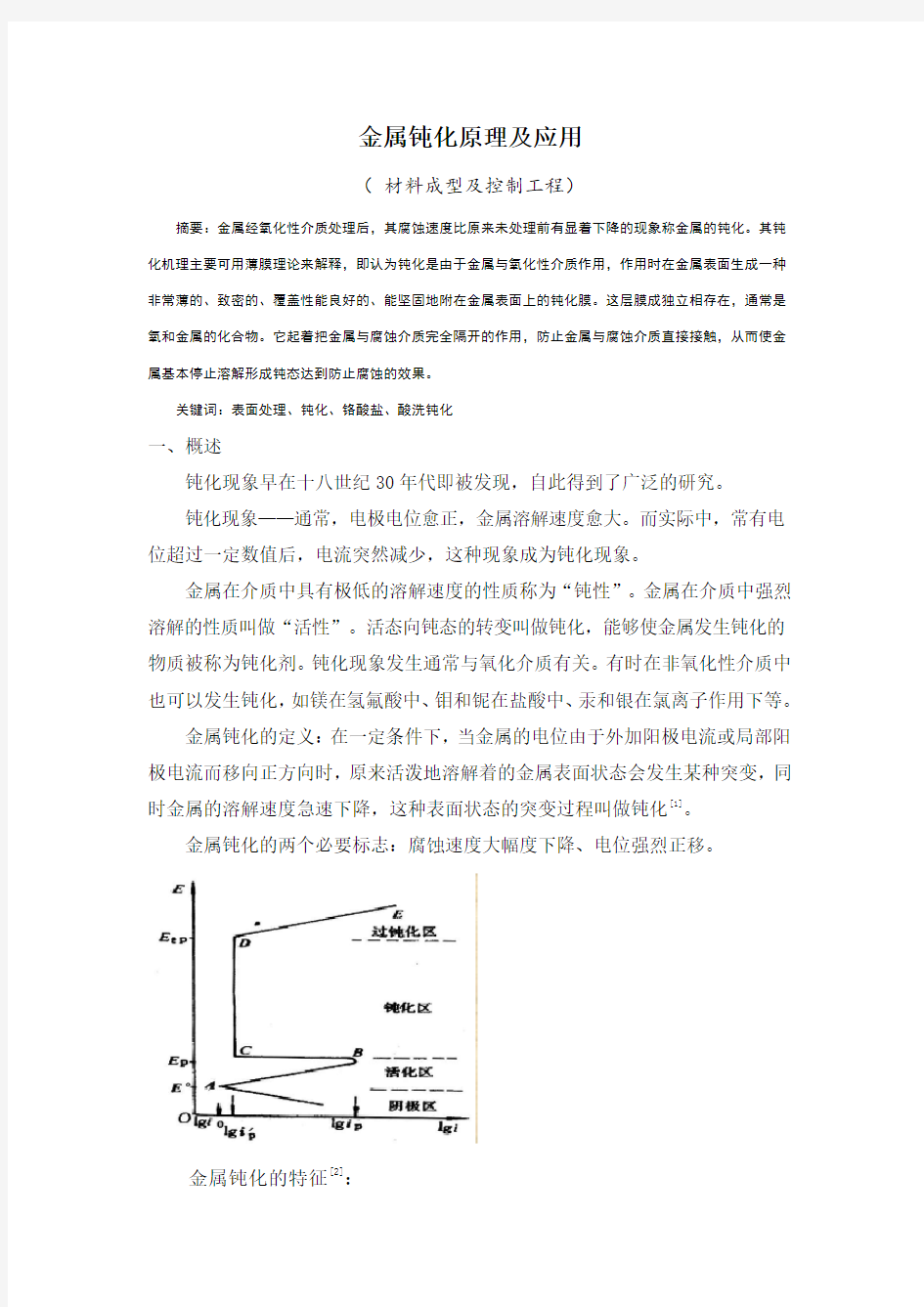
金属钝化的定义:在一定条件下,当金属的电位由于外加阳极电流或局部阳极电流而移向正方向时,原来活泼地溶解着的金属表面状态会发生某种突变,同时金属的溶解速度急速下降,这种表面状态的突变过程叫做钝化[1]。
金属钝化的两个必要标志:腐蚀速度大幅度下降、电位强烈正移。
金属钝化的特征[2]:
①金属的电极电位朝正值方向移动;
②腐蚀速度明显降低;
③钝化只发生在金属表面;
④金属钝化以后,即使外界条件改变了,也可能在相当程度上保持钝态。
钝化的分类
化学钝化:金属与钝化剂自然作用产生(如:Cr,Al,Ti等金属在含氧溶液中)又称自钝化。
电化学钝化(阳极钝化):外电流使金属阳极钝化,使其溶解速度大幅降低,并且能够保持高度的稳定性。
阳极钝化和化学钝化的实质是一样的。
机械钝化:在一定环境下金属表面沉积出一层较厚的,但不同程度稀松的盐层,实际上起了机械隔离反应物的作用。
研究金属钝化的意义
金属的钝化现象具有极大的重要性。提高金属材料的钝化性能,促使金属材料在使用环境中钝化,是腐蚀控制的最有效控制之一。
二、铬酸盐钝化[3]
1.概述
生产中最常用的钝化方法就是铬酸盐处理,这种方法能够使金属表面转化成以铬酸盐为主要组成的膜以实现钝化处理。金属进行铬酸盐处理的目的如下:
①提高金属或金属镀层的抗腐蚀性能。对于金属镀层来说,在其上的
铬酸盐膜不但可以延缓镀层出现腐蚀的时间,而且是镀层对基底金属做到更有效的防护。
②避免金属表面受到手触的污染。
③提高金属同漆层或其他有机涂料的粘附能力。
④获得带色的装饰外观。
2.基本原理
按照一般的见解,金属在含有能起活作用的添加物的铬酸盐溶液中形成铬酸盐转化膜[4]的过程,大致是:
①表面金属被氧化并以离子的形式转入溶液,与此同时氢在表面析出;
②所析出的氢促使一定数量的六价铬还原为铬,并由于金属-溶液界面液相区pH的提高,三价铬便以氢氧化铬胶体的形式沉淀;
③氢氧化铬胶体自溶液中吸附和结合一定数量的六价铬,构成具有某种组成的转化膜。
3.膜的结构和性质
铬酸盐成膜的机理至今还众所纷纭,对铬酸盐膜的化学组成和结构,有许多报道,尤其随溶液和工艺差异而不同,一般讲的铬酸盐转化膜
的主要成分是三价铬和六价铬【Cr
2O
3
·CrO4·nH2O、Cr(OH)CrO4、
Cr(OH)3·Cr2(CrO4)3】
4.钝化工艺技术
①锌镉钝化技术
②镁合金钝化技术[5]
③铝及铝合金钝化技术
三、酸洗钝化
1.概述
酸洗钝化是一种化学反应,用以去除钢铁表面的腐锈现象。对不锈钢全面酸洗钝化,清除各类油污、锈、、焊斑等污垢,处理后表面变成均匀银白色,大大提高不锈钢抗腐蚀性能,适用于各种型号不锈钢零件、板材及其设备。
特点
操作简单,使用方便、经济实用,同时添加了高效缓蚀剂[6]、,防止金属出现过腐蚀和、抑制的产生。特别适用于小型复杂工件,不适合涂膏的情况,优于市场同类产品。
四、钝化操作方法
钝化时一般用重铬酸钾溶液(2~4克/升,有时也加入1~2克磷酸),在80-90摄氏度浸啧2-3分钟取出,水洗即可。
在蚀刻不锈钢工艺中,我们常常遇着产品发黄,这里我们需要钝化工艺来处理。
1)一次钝化液的成分及工作条件
组成及条件彩色钝化钝化后要漂白组成用条件彩色钝化钝化后要漂白
液及温度的浓度及温度液及温度的浓度及温度
铬酸250~300G/l 200~250G/l 硫酸10~20ML/L 24~30ML/L
30~40ML/L 15~20ML/L 温度30~40度室温
2)二次印化溶液的组成及工作条件:氨三乙酸-氯化铵锌如果采用二次钝化工艺,钝化膜色泽均匀,五彩鲜艳,膜层细致,膜与镀锌层结合力好,防腐蚀性也比一次钝化好。
二次钝化液组成及条件甲槽乙槽
铬酐质量浓度/g.l-1 170~200 40~50
硫酸体积分数/ML。L-1 6~7 2
硝酸体积分数/ML。L-1 7~8 5~6
硫酸亚铁质量浓度/G。L-1 8~10 6~7
锌粉质量浓度/G。L-1 1~2 6~8
温度室温室温
时间/S 20~40 20~30
经甲槽钝化后不经过清洗,直接投入乙槽,乙槽钝化液有时还冲淡使用。
钝化处理具体应用
铬酸盐钝化
镀锡钢板的铬酸盐钝化处理
2.酸洗钝化
①切削加工后的清洗及酸洗钝化
不锈钢工件经切削加工后表面上通常会残留铁屑、钢末及冷却乳液等污物,会使不锈钢表面出现污斑与生锈,因此应进行脱脂除油,再用硝酸清洗,既去除了铁屑钢末,又进行了钝化。
②焊接前后的清洗及酸洗钝化
由于油脂是氢的来源,在没有清除油脂的焊缝中会形成气孑L,而低熔点金属污染(如富锌漆)焊接后会造成开裂,所以不锈钢焊前必须将坡口及两侧20mm内的表面清理干净,油污可用丙酮擦洗,油漆锈迹应先用砂布或刷清除,再用丙酮擦净。
不锈钢设备制造无论采用何种焊接技术,焊后均要清洗,所有焊渣、飞溅物、污点与氧化色等均要除掉,清除方法包括机械清洗与。机械清洗有打磨、抛光与喷砂喷丸等,应避免使用碳钢刷子,以防表面生锈。为取得最好的抗腐蚀性能,可将其浸泡在和HF的混液中,或采用酸洗钝化膏。
③锻铸件的清洗
经锻铸等热加工后的不锈钢工件,表面往往有一层氧化皮、润滑剂或氧化物污染,污染物包括石墨、与二氧化碳等。应通过[7]、盐浴处理以及多道酸洗处理。
六、注意事项
预处理
酸洗钝化的前处理不锈钢工件酸洗钝化前如有表面污物等,应通过机械清洗,然后除油脱脂。如果酸洗液与钝化液不能去除油脂,表面存在油脂会影响酸洗钝化的质量,为此除油脱脂不能省略,可以采用碱液、乳化剂、有机溶剂与蒸汽等进行
酸洗控制
①酸洗液及冲洗水中Cl-的控制
某些不锈钢酸洗液或酸洗膏采用加入盐酸、高氯酸,三氯化铁与等含氯离子的侵蚀介质作为主剂或助剂去除表面氧化层,除油脂用三氯乙烯等含氯有机溶剂,从防止应力腐蚀破裂来说是不太适宜的。此外,对初步冲洗用水可采用工业水,但对最终清洗用水要求严格控制卤化物含量。通常采用去离子水。如石化奥氏体不锈钢压力容器进行水压试验用水,控制
Cl-含量不超过25mg/L,如无法达到这一要求,在水中可加入处理,使其达到要求,Cl-含量超标,会破坏不锈钢的钝化膜,是点蚀、缝隙腐蚀、应力腐蚀破裂等的根源。
②酸洗钝化操作中的工艺控制
硝酸溶液单独用于清除游离铁和其它金属污物是有效的,但对清除氧化铁皮,厚的腐蚀产物,回火膜等无效,一般应采用HNO3+HF溶液,为了方便与操作安全,可用氟化物代替HF。单独HNO3溶液可不加缓蚀剂,但HNO3+HF酸洗时,需要加Lan-826。使用HNO3+HF酸洗,为防止腐蚀,浓度应保持5:1的比例。温度应低于49℃,如过高,HF会挥发。
对钝化液,HNO3应控制在20%—50%之间,根据电化学测试,HNO3浓度小于20%处理的钝化膜质量不稳定,易产生点蚀,但HNO3浓度也不宜大于50%,要防止过钝化。
用一步法处理除油酸洗钝化,虽然操作简便,节省工时,但该酸洗钝化液(膏)中会有侵蚀性HF,因此其最终保护膜质量不如多步法。
酸洗过程中允许在一定范围内调整酸的浓度、温度与接触时间。随着酸洗液使用时间的增长,必须注意酸浓度和金属离子浓度的变化,应注意避免过酸洗,钛离子浓度应小于2%,否则会导致严重的点蚀。一般来说,
提高酸洗温度会加速与改善清洗作用,但也可能增加表面污染或损坏的危险。
③不锈钢敏化条件下酸洗的控制
某些不锈钢由于不良热处理或焊接造成敏化,采用HNO&HF酸洗可能会产生晶间腐蚀,由晶间腐蚀引起的裂缝在运行时,或清洗时,或随后加工中,能够浓缩卤化物,而引起应力腐蚀。这些敏化不锈钢一般不宜用HNO3+HF溶液除鳞或酸洗。在焊后如必须进行这种酸洗,应采用超低碳或稳定化的不锈钢。
④不锈钢与碳钢组合件的酸洗
对不锈钢与碳钢组合件(如换热器中不锈钢管子、管板与碳钢壳体),酸洗钝化若采用HNO3或HNO3+HF会严重腐蚀碳钢,这时应添加合适的缓蚀剂如Lan-826。当不锈钢与碳钢组合件在敏化状态下,不能用HNO3+HF酸洗时,可采用羟基乙酸(2%)+甲酸(2%)+缓蚀剂,温度93℃,时间6h或EDTA铵基中性溶液+缓蚀剂,温度:121℃,时间:6h,随后用热水冲洗并浸入10mg/L氢氧化铵+100mg/L联氨中。
⑤后处理
不锈钢工件经酸洗和水冲洗后,可用含10%(质量分数)NaOH+4%(质量分数)KMnO4的碱1生高锰酸盐溶液在71~82℃中浸泡5~60min,以去除酸洗残渣,然后用水彻底冲洗,并进行干燥。不锈钢表面经酸洗钝化后出现花斑或污斑,可用新鲜钝化液或较高浓度的硝酸擦洗而消除。最终酸洗钝化的不锈钢设备或部件应注意保护,可用聚乙烯薄膜覆盖或包扎,避免异金属与非金属接触。
对酸性与钝化废液的处理,应符合国家环保排放规定。如对含氟废水
可加石灰乳或氯化钙处理。钝化液尽可能不用重铬酸盐,如有含铬废水,
可加还原处理。
酸洗可能引起马氏体不锈钢氢脆,如需要可通过热处理去氧(加热至
200℃保温一段时间)。
参考文献:
[1] 张文静.热镀锌板新型三价铬钝化液及工艺的研究[D].辽宁:沈阳理工大学,2014:5-7.
[2]金海玲.电镀锌无铬彩色钝化工艺优化[D].云南:昆明理工大学,2014:3-5.
[3] 黄清.钝化液中的锌对镀锌件铬酸盐钝化的影响及铬酸盐钝化液再生研究[D].广东:华南理工大学,2015:1-14.
[4],,, .不同表面状态镀锡钢板铬酸盐钝化膜中铬元素的XPS分析[J].光谱学与光谱分析,2009(2):23-26.
[5]李建中,田彦文.镁合金钝化机理的研究[Z].东北大学材料与冶金学院,2010:4-6.
[6]周晓湘,刘建平.酸洗缓蚀剂的应用研究现状及发展趋势[J].工业水处理,2002(01):15-19.
[7]薛文娟,刘林森,王开阳,王联,杨亚萍.喷丸处理技术的应用及其发展[J].材料保护,2014(05):13-16.
[8]康书文.不锈钢酸洗、钝化研究[J].材料保护,2003(06:):20-23.