关键元器件和材料的检验程序
关键元器件和材料的检验程序
1.0目的与适用范围
本程序规定对关键元器件和材料进行检验、验证和定期确认检验,确保关键元器件满足认证产品的要求。本规定适用于关键元器件和材料的检验、验证和定期确认。
2.0职责
2.1 品质中心IQC 检验员:负责编制进货物料的检验规范,按进料检验规范对物料进行
检验/验证,并做好相关检验记录;
2.2品质中心经理:负责进料检验报告、定期确认检验报告的审批。
2.3品质中心总监:负责进料检验规范/标准的批准。
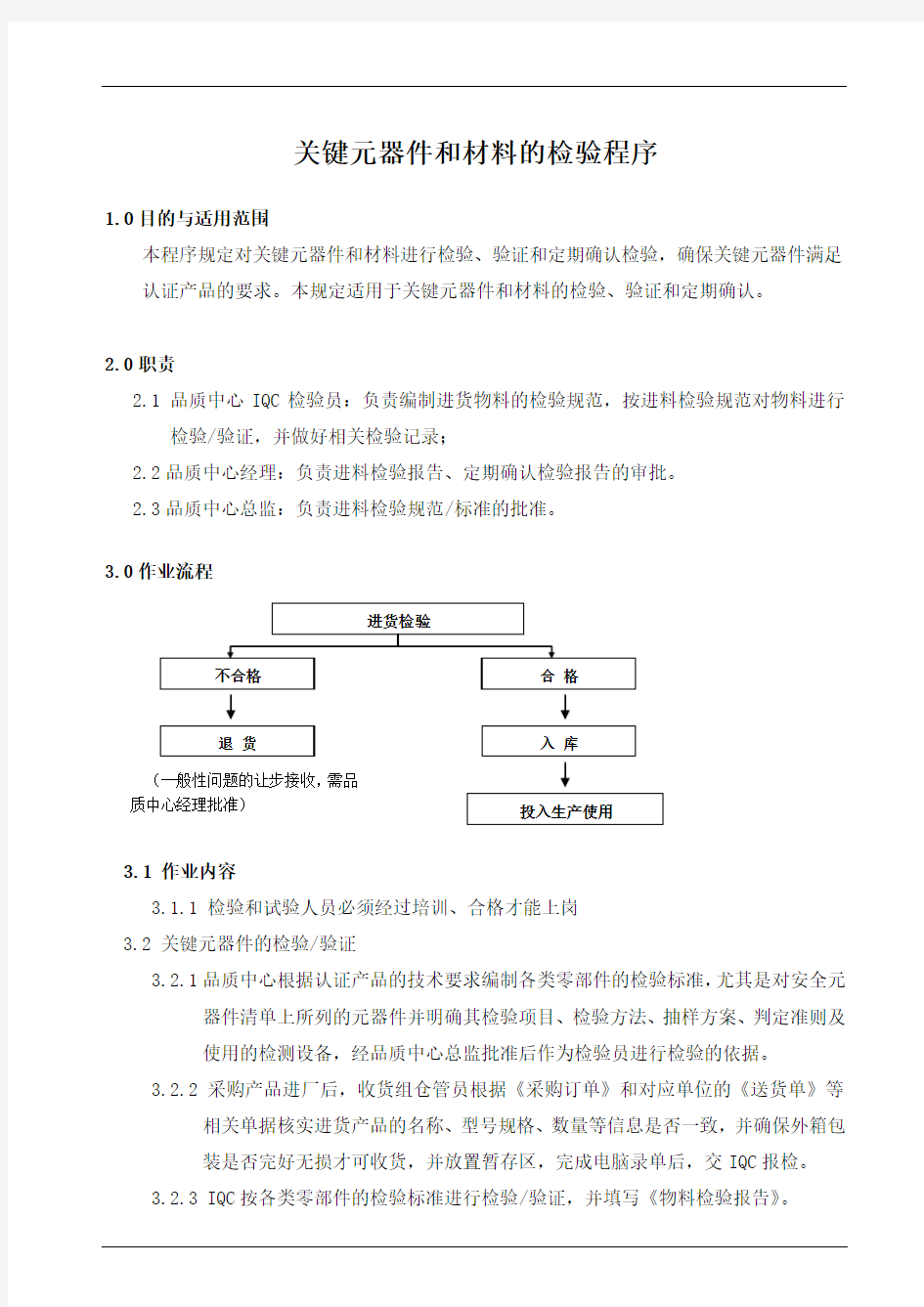
3.0作业流程
3.1 作业内容
3.1.1 检验和试验人员必须经过培训、合格才能上岗
3.2 关键元器件的检验/验证
3.2.1品质中心根据认证产品的技术要求编制各类零部件的检验标准,尤其是对安全元
器件清单上所列的元器件并明确其检验项目、检验方法、抽样方案、判定准则及使用的检测设备,经品质中心总监批准后作为检验员进行检验的依据。
3.2.2 采购产品进厂后,收货组仓管员根据《采购订单》和对应单位的《送货单》等
相关单据核实进货产品的名称、型号规格、数量等信息是否一致,并确保外箱包装是否完好无损才可收货,并放置暂存区,完成电脑录单后,交IQC 报检。
3.2.3 IQC 按各类零部件的检验标准进行检验/验证,并填写《物料检验报告》。 (一般性问题的让步接收,
需品质中心经理批准)
3.2.4 IQC根据检验结果对产品进行标识,合格的通知仓库办理入库,不合格的依《不
合格品控制程序》执行并跟踪验证纠正/预防措施的效果。
3.2.5 不允许进货未经检验的紧急放行;进入生产车间生产线的所有物料必须为经品
质中心检验合格放行的合格品。
3.3 关键元器件的定期确认检验
3.3.1对关键元器件清单上所列的安全元器件除按照各类零部件的检验标准进行每批
次进货检验外;还要对其进行定期确认检验(如关键元器件已通过产品认证,由
IQC每月月底前上外网部查询,以确认其是否在有效期内,并登记在《关键元器
件定期确认记录表》中;对于没有进行产品认证的关键元器件,须要求供方每年
提供一次检验合格证明,具体做法按3.3.2要求执行),以确保关键元器件和材
料满足认证所规定的要求。
3.3.2确认方法:由提供元器件的供方出具依据相应的国家标准或行业、企业标准进行
的符合性检验报告(自检和送检皆可),确认检验记录及供应商提供的合格证明及
有关检验数据等,供应商提供的合格证明应有其组织内部负有质量职责的检验人
员的签名或盖章,具体检验项目和要求见各类零部件的检验标准,由品质中心
IQC保留确认记录。
4.相关文件/记录
4.1《物料检验报告》
4.2《关键元器件定期确认记录表》
电子元件来料检验标准(doc 32页)
电子元件来料检验标准(doc 32页)
上海零线电气有限公司 文件编号:Q/LSD3401.1-2010 编制: QA规范来料检验版本号: A 页码:1 本页修改序号:00
1.目的 对本公司的进货原材料按规定进行检验和试验,确保产品的最终质量。 2.范围 适用于本公司对原材料的入库检验。 3.职责 检验员按检验手册对原材料进行检验与判定,并对检验结果的正确性负责。 4.检验 4.1检验方式:抽样检验。 4.2抽样方案:元器件类:按照GB 2828-87 正常检查一次抽样方案一般检查水 平Ⅱ进行。 非元器件类:按照GB 2828-87 正常检查一次抽样方案特殊检查 水平Ⅲ进行。 盘带包装物料按每盘取3只进行测试。 替代法检验的物料其替代数量依据本公司产品用量的2~3倍进 行替代测试。 4.3合格质量水平:A类不合格 AQL=0.4 B类不合格 AQL=1.5 替代法测试的 物料必须全部满足指标要求。 4.4 定义: A类不合格:指对本公司产品性能、安全、利益有严重影响不合格项目。 B类不合格:指对本公司产品性能影响轻微可限度接受的不合格项目。 5.检验仪器、仪表、量具的要求 所有的检验仪器、仪表、量具必须在校正计量期内。 6. 检验结果记录在“IQC来料检验报告”中。 文件编号:Q/LSD3401.2-2010 上海零线电气有限公司 编制: QA规范来料检验版本号:页码:2
本页修改序号:00 目录 材料名称材料类型页数电阻器元器件类 3 电容器(无极性)元器件类 4 电容器(有极性)元器件类 5 电感器元器件类 6 集成电路元器件类7,8 线路板元器件类9 二极管元器件类10 三极管元器件类11 塑料件非元器件类12 场效应管/IGBT 元器件类13 插针、插座元器件类14 线材非元器件类15 高频变压器元器件类16 螺钉、铜螺柱、8字扣、万向转非元器件类17 三端稳压器(78L05)元器件类18 控制变压器非元器件类19 数显表元器件类20 扎带非元器件类21 说明书、包装箱等印刷品非元器件类22 海绵胶条、贴片非元器件类23 热缩套管非元器件类24 跳线非元器件类25 蜂鸣片元器件类26 蜂鸣器元器件类27 晶体、陶振、滤波器元器件类28 继电器元器件类29 自恢复保险丝元器件类30 送丝机构元器件类31 辅料非元器件类32
电子材料与元器件论文
CMOS图像传感器工作原理和应用 姓名: 学院: 班级: 组号: 日期:2014年12月9日
摘要 随着集成电路制造工艺技术的发展和集成电路设计水平的不断提高,基于CMOS集成电路工艺技术制造的CMOS图像传感器由于其集成度高、功耗低、体积小、工艺简单、成本低且开发周期较短等优势,目前在诸多领域得到了广泛的应用,特别是数码产品如数码相机、照相手机的图像传感器应用方面,市场前景广泛,因此对CMOS图像传感器的研究与开发有着非常高的市场价值。 本文首先介绍了CMOS图像传感器的发展历程和工作原理及应用现状。随后叙述了CMOS图像传感器的像元、结构及工作原理,着重说明了成像原理和图像信号的读取和处理过程,以及在数字摄像机,数码相机,彩信手机中的应用方式。 一、CMOS图像传感器的发展历史 上世纪60年代末期,美国贝尔实验室提出固态成像器件概念: 互补金属氧化物半导体图像传感器CMOS —Complementary Metal Oxide Semiconductor 电荷耦合器件图像传感器(CCD) CMOS与CCD图像传感器的研究几乎是同时起步,固体图像传感器得到了迅速发展。 CMOS图像传感器: 由于受当时工艺水平的限制,图像质量差、分辨率低、噪声降不下来,因而没有得到重视和发展。 CCD图像传感器: 光照灵敏度高、噪音低、像素少等优点一直主宰着图像传感器市场。 由于集成电路设计技术和工艺水平的提高,CMOS图像传感器过去存在的缺点,现在都可以找到办法克服,而且它固有的优点更是CCD器件所无法比拟的,因而它再次成为研究的热点。 1970年,CMOS图像传感器在NASA的喷气推进实验室JPL制造成功, 80年代末,英国爱丁堡大学成功试制出了世界第一块单片CMOS型图像传感器件, 1995年像元数为(128×128)的高性能CMOS 有源像素图像传感器由喷气推进实验室首先研制成功。 1997年英国爱丁堡VLSI Version公司首次实现了CMOS图像传感器的商品化。 2000年日本东芝公司和美国斯坦福大学采用0.35mm技术开发的CMOS-APS,
常用电子元器件检测方法与技巧
常用电子元器件检测方法与技巧
民常用电子元器件检测方法与技巧元器件的检测是家电维修的一项基本功,如何准确有效地检测元器件的相关参数,判断元器件的是否正常,不是一件千篇一律的事,必须根据不同的元器件采用不同的方法,从而判断元器件的正常与否。特别对初学者来说,熟练掌握常用元器件的检测方法和经验很有必要,以下对常用电子元器件的检测经验和方法进行介绍供对考。 一、电阻器的检测方法与经验: 1固定 1固定电容器的检测 A检测10pF以下的小电容 因10pF以下的固定电容器容量太小,用万用表进行测量,只能定性的检查其是否有漏电,内部短路或击穿现象。测量时,可选用万用表R×10k挡,用两表笔分别任意接电容的两个引脚,阻值应为无穷大。若测出阻值(指针向右摆动)为零,则说明电容漏电损坏或内部击穿。B检测10PF~001μF固定电容器是否有充电现象,进而判断其好坏。万用表选用R×1k挡。两只三极管的β值均为100以上,且穿透电流要小。可选用3DG6等型号硅三极管组成复合管。万用表的红和黑表笔分别与复合管的发射极e和集电极c相接。由于复合三极管的放大作用,把被测电容的充放电过程予以放大,使万用表指针摆幅度加大,从而便于观察。应注意的是:在测试操作时,特别是在测较小容量的电容时,要反复调换被测电容引脚接触A、B两点,才能明显地看到万用表指针的摆动。C对于001μF以上的固定电容,可用万用表的R×10k挡直接测试电容器有无充电过程以及有无内部短路或漏电,并可根据指针向右摆动的幅度大小估计出电容器的容量。 2电解电容器的检测 A因为电解电容的容量较一般固定电容大得多,所以,测量时,应针对不同容量选用合适的量程。根据经验,一般情况下,1~47μF间的电容,可用R×1k挡测量,大于47μF的电容可用R×100挡测量。 B将万用表红表笔接负极,黑表笔接正极,在刚接触的瞬间,万用表指针即向右偏转较大偏度(对于同一电阻挡,容量越大,摆幅越大),接着逐渐向左回转,直到停在某一位置。此时的阻值便是电解电容的正向漏电阻,此值略大于反向漏电阻。实际使用经验表明,电解电容的漏电阻一般应在几百kΩ以上,否则,将不能正常工作。在测试中,若正向、反向均无充电的现象,即表针不动,则说明容量消失或内部断路;如果所测阻值很小或为零,说明电容漏电大或已击穿损坏,不能再使用。C对于正、负极标志不明的电解电容器,可利用上述测量漏电阻的方法加以判别。即先任意测一下漏电阻,记住其大小,然后交换表笔再测出一个阻值。两次测量中阻值大的那一次便是正向接法,即黑表笔接的是正极,红表笔接的是
电子材料与器件习题解析汇报
5.6 最小电导率 a. 考虑半导体的电导率e h en ep σμμ=+。掺杂总是能提高电导率吗? b. 请说明:当Si 的p 型掺杂而使空穴浓度为下式所表示的值时,可以得到最小的电导率。 m p n = 与该式对应的最小电导率(最大电阻率)为 min 2en σ= c. 对Si 计算m p 和min σ,并与本征值进行比较。 解析: a. 半导体的电导率e h en ep σμμ=+,其中,n 和p 满足质量作用定律 2exp()g i c v E np n N N kT ==- ,在一定的温度下,np 为常数。 当掺杂增大电子浓度n 时,空穴浓度p 则会减小,反之亦然。在掺杂浓度一定时,由于e h μμ>,如果对半导体进行n 型掺杂,则n>p ,显然随着掺杂浓度的 p 型掺杂,则n
,因此,当Si 的p 后增大。对2i e h n e ep p σμμ=+求导得2' 2i e h n e e p σμμ=-+,令'0σ=得p n =
相应地2en σ=m p n =时,电导率最小,为 min 2en σ=。 c. 室温下,对于Si ,103i 1.010n cm -=?,2111350e cm V s μ--=??, 211450h cm V s μ--=??,带入m p n =和min 2en σ=得 1031031.710 1.010m i p cm n cm --=?>=? 611611min i 2.510 2.910cm cm σσ------=?Ω?<=?Ω? 若取103i 1.510n cm -=?,则有 1031032.610 1.510m i p cm n cm --=?>=? 611611min i 3.710 4.310cm cm σσ------=?Ω?<=?Ω? 5.13 砷化镓 Ga 具有的化合价是3,而As 具有的化合价是5。当Ga 和As 原子一起形成GsAs 单晶体时,如图5.54所示,一个Ga 的3个价电子与一个As 的5个价电子均共享,结果形成4个共价键。在具有大约23310cm -Ga 原子和As 原子(数量几乎相等)的GsAs 晶体中,无论是Ga 还是As ,每个原子平均具有4个价电子。因此我们可以认为:其价键的结合与Si 晶体中的相似,每个原子4个键。然而,它的晶体结构却不是金刚石结构,而是闪锌矿结构。 a. 对于每对Ga 和As 原子,以及在GaAs 晶体中,每个原子的平均价电子数是多少? b. 如果在GaAs 晶体中以Ⅵ族元素硒(Se )或碲(Te )代替As 原子,情况如何? c. 如果在GaAs 晶体中以Ⅱ族元素锌(Zn )或镉(Cd )代替Ga 原子,情况如何? d. 如果在GaAs 晶体中以Ⅳ族元素硅(Si )代替As 原子,情况如何? e. 如果在GaAs 晶体中以Ⅳ族元素硅(Si )代替Ga 原子,情况如何?两性掺杂表示什么? f. 基于以上对GaAs 的讨论,你认为Ⅲ-Ⅴ族化合物半导体AlAs ,GaP ,InAs,InP 和InSb 的晶体结构是什么?
关键元器件和原材料的控制程序
关键元器件和原材料的控制程序 1.目的 通过对本公司来料、过程和成品中的关键元器件和材料进行检验与验证,及时发现不合格品,防止不合格关键元器件和材料入库、发生及流出。 2.范围 适用于本公司来料、过程及成品中的关键元器件和材料的检验或验证。 3.职责与权限 3.1生产部员工负责在生产过程中的自检和互检。 3.2品质部负责对来料、过程及成品进行检验。 3.3技术部负责制定《关键元器件和材料清单》,根据国家相关规定有CCD光电转换主板、电源及电源线、电荷耦合器件以及外壳材料等关键元器件和材料。 4.定义 关键元器件和材料: 是指对产品的安全、环保、EMC和主要性能有较大影响 的元器件和材料。有时可能不仅限于认证实施规则中的 “关键零部件清单”。 5.工作程序 5.1 建立并保持关键件合格供应商名录。关键件应从经批准的合格供应商处购买,并保存关键件进货单,出入库单、台帐 5.1.1 对供应商提供的关键件的检验或验证进行控制,确保与采购控制要求一致,应保存相关的检验或验证记录。 5.1.2 选择合适的控制质量的方式,以确保入厂的关键件的质量特性持续满足认证要求,并保存相关的实施记录。合适的控制质量的方式可包括: a)获得强制性产品认证证书/可为整机强制性认证承认认证结果的自愿性认证证书,工厂应确保进货时证书的有效性。 b)每批进货检验,其检验项目和要求不得低于认证机构的规定。检验应由工厂实验室或工厂委托认可机构认可的外部实验室进行。 c)按照认证机构的要求进行关键件定期确认检验。 5.1.3 供应商或客户交货时,仓管员按送货单或订购单查验物料是否为关键元器件和材料,并查验物料的品名、规格、型号、数量等。初收无误后,把原物料整
电子元器件行业现状
1、电子元器件行业现状 我国电子元件的产量已占全球的近39%以上。产量居世界第一的产品有:电容器、电阻器、电声器件、磁性材料、压电石英晶体、微特电机、电子变压器、印制电路板。 伴随我国电子信息产业规模的扩大,珠江三角洲、长江三角洲、环渤海湾地区、部分中西部地区四大电子信息产业基地初步形成。这些地区的电子信息企业集中,产业链较完整,具有相当的规模和配套能力。 我国电子材料和元器件产业存在一些主要问题:中低档产品过剩,高端产品主要依赖进口;缺乏核心技术,产品利润较低;企业规模较小,技术开发投入不足。 2、电子元器件行业发展趋势 技术发展趋势 新型元器件将继续向微型化、片式化、高性能化、集成化、智能化、环保节能方向发展。 市场需求分析 随着下一代互联网、新一代移动通信和数字电视的逐步商用,电子整机产业的升级换代将为电子材料和元器件产业的发展带来巨大的市场机遇。 我国“十一五”发展重点 我国《电子基础材料和关键元器件“十一五”专项规划》重点强调新型元器件、新型显示器件和电子材料作为主要分产业的发展目标。 注:上表所列信息与数据引自商务部网站、国研网、统计局网站 3、阿里巴巴关于“电子元器件”买家分布情况 在alibaba买家分布中,广东、浙江、江苏买家数占78%,其市场开发潜力巨大。 4、阿里巴巴电子元器件企业概况
目前通过阿里巴巴搜索“电子元器件”有43533310条产品供应信息,这些企业中有很多实现了从做网站、做推广、找买家,谈生意、成交等一站式的业务模式。当前有效求购“电子元器件”的信息已达到50536条(数据截止2008-10-23)。 阿里巴巴部分电子元器件行业企业 公司名称合作年限公司名称合作年限深圳市百拓科技有限公司 3 靖江市柯林电子器材厂 6 深圳赛格电子市场广发电子经营部 4 乐清市东博机电有限公司 6 镇江汉邦科技有限公司7 温州祥威阀门有限公司 6 无锡市国力机电工程安装有限公司 5 上海纳新工业设备有限公司 6 深圳市恒嘉乐科技有限公司 6 天津市天寅机电有限公司科技 开发分公司 6 厦门振泰成科技有限公司 6 常州市武进坂上继电器配件厂 6 5、同行成功经验分享 公司名:佛山市禅城区帝华电子五金制品厂——一个“很有想法”的诚信通老板主营产品:16型电位器;开关电位器;调光电位器;调速电位器;直滑式电位器等加入诚信通年限:第4年 佛山市禅城区帝华电子五金制品厂的董仁先生是一个“很有想法”的老板,虽然公司成立的时间不长,但是有很多经营理念。董先生是很健谈的人,据他介绍,帝华电子是以生产进口碳膜电位器和五金批咀的专业厂家,加入阿里巴巴诚信通已有两年时间。对于加入诚信通的目的,董先生的解释比较独特:“我们的产品属于电子设备及家用电器的元器件,和终端消费者没有直接的联系,就是把我们的产品扔两箱在大街上,扫大街的都没人要。而且我们的销售方式和普通厂家也不太一样,我们在国际国内都有销售办事处,同时还采用配套享受的形式。因此,我们加入诚信通并不是希望直接获得订单,而是想通过阿里巴巴的巨大知名度来提升我们公司的知名度,要让相关客户都知道中国有我们这样一个生产进口碳膜电位器和五金批咀的专业厂家。” 对于经营管理上的困难,董先生直言不讳:“当然,我们现在也遇到不少的困难,最困扰我的两个主要问题一是运输物流,二是生产。到现在我还没找到值得信赖和长期合作的物流公司,公司产品的运输经常得不到保证。现在阿里巴巴的网络交易渠道和交易方式已经很完善,我们也迫切希望阿里巴巴能提供物流服务。另一方面,最关键是生产上的问题,我们的生产往往赶不上订单的速度,这两个问题我正在努力解决中。” 对于公司今后的长远发展,“我们现在还属于生产元器件的厂家,随着公司的壮大,今后我们还将向半成品和终端消费品发展,我希望我们能形成终端消费品和相关的配套产业一条龙生产。”董先生显得踌躇满志。
电子基础材料和关键元器件十二五规划
子规划1: 电子基础材料和关键元器件“十二五”规划
目录 前言 (1) 一、“十一五”产业发展回顾 (1) (一)产业规模稳步增长 (1) (二)企业实力进一步增强 (2) (三)生产技术水平持续提升 (3) (四)清洁生产稳步推进,循环经济初步发展 (4) (五)产业发展仍存在突出问题 (4) 二、“十二五”期间产业发展面临的形势 (5) (一)产业面临良好发展机遇 (5) (二)技术创新孕育新的突破 (5) (三)外部环境变化对产业的挑战日趋严峻 (6) (四)产业面临转型升级的迫切需要 (6) 三、产业发展的指导思想和目标 (7) (一)指导思想 (7) (二)发展目标 (7) 1、经济指标 (7) 2、结构指标 (7) 3、创新指标 (8) 4、节能环保指标 (8) 四、主要任务和发展重点 (8) (一)主要任务 (8) 1、推动产业升级 (8) 2、加强科技创新 (9) 3、统筹规划产业布局 (9) 4、加强自主品牌建设 (9) 5、促进产业协同发展 (10)
6、积极参与国际合作 (10) (二)发展重点 (10) 1、电子材料 (10) 2、电子元件 (12) 3、电子器件 (13) 五、政策措施和建议 (14) (一)加强政府引导,完善产业政策 (14) (二)发挥财政资金作用,创造良好投融资环境 (14) (三)提升产业创新能力,推动产业升级 (15) (四)优化产业布局,统筹规划区域发展 (15) (五)加强行业管理,促进产业健康发展 (15) (六)重视人才培养,积极参与国际交流合作 (16)
前言 电子材料和元器件是电子信息产业的重要组成部分,处于电子信息产业链的前端,是通信、计算机及网络、数字音视频等系统和终端产品发展的基础,对于电子信息产业的技术创新和做大做强有着重要的支撑作用。 为全面科学地总结“十一五”的发展经验,明确“十二五”期间我国电子基础材料和关键元器件产业的发展方向,确保产业健康发展,根据《工业转型升级“十二五”规划》、《信息产业“十二五”发展规划》和《电子信息制造业“十二五”发展规划》,制定本规划。 本规划涉及电子材料、电子元件、电子器件三大行业中的基础材料和关键元器件,是“十二五”期间我国电子基础材料和关键元器件产业发展的指导性文件,以及加强行业管理、组织实施重大工程的重要依据。 一、“十一五”产业发展回顾 (一)产业规模稳步增长 我国电子材料和元器件产业在“十一五”期间产量、销售额、进出口总额都有较大幅度提升,增强了我国作为基础电子生产大国的地位。虽然期间受金融危机冲击,产业经历小幅调整,但总体发展稳定。2010年,在国内行业整体增长特别是新兴产业快速发展的带动下,行业恢复发展到历
关键元器件和材料的检验程序
1.依据与适用范围 1.1本规程规定了原材料外购标准件、元器件和外协件进厂的验收标准和检验方法。 1.2本规程参考GB2828、GB14048以及GB5585等相应标准。 1.3本规程适用于我厂外购、外协的所有原材料,元器件和零部件。 2.验收程序 2.1采购产品到货,库管员在确定数量、型号及对应厂家无误后, 口头通知质检员进行检验。 2.2验证: a、所购电器元件必须是通过3C认证的。 b、验证产品的合格证书或有授权供货方的《质量检测报告》。 c、检验外观及动作特性。 d、验证后,填写《原材料检验记录》编号:HFC-0803-A-2009。 e、进货检验合格,经检验人员签字后,办理入库及发放手续。 2.3进厂物料检验流程图 后附: 2.4 合格入库 2.4.1 原材料进厂,由库管人员通知质检员按照本规程进行逐项检验,将检验结果记录在《原材料检验记录》编号:HFC-0803-A-2009上。2.1.2 检验合格后,质检员在进货单上签字,库管员凭质检员签字后的进货单验收入库,并在进货单上签字。 2.4.3 进货单分存于库管处、报价部和采购经营部各一份。相应的原材
料证明资料由质检部留存。 2.5 不合格处理 经质检员检验不合格的原材料,根据其不合格情况按照不合格退货处理、让步接收、开除合格供应商名录等不同处理办法执行。对于涉及安全要素的不合格物料,予以进行全批退货处理。 3.检验规则 3.1 检验方式:全检和抽检。 3.2 全检:关键元器件实行全检; 抽检:如标准件、端子、钢板、铜排、按钮等数量较大相对不太贵重的物料实行抽检,抽检比例为10%。抽检时发现不合格的,应扩大抽检比例,再次进行检验,如果仍有不合格存在,全批退货处理。 3.3 关键元器件定义:框架开关、塑壳开关、微断、接触器、热继、重要仪表等。 3.4检验工具:万用表、DST-D试验台、摇表、卡尺等。 4.检验内容及不合格处理办法 4.1母排检验 1)首先检验其外观,外观应光滑,没有明显的锈渍及裂痕等,无损伤、起皮等现象。且需提供经CNAS认可的实验室出具的母排检测报告,每年至少一份。 2)其次检验相应尺寸,可随即抽取其几根取其头、中、尾三处分别量其尺寸,其尺寸平均偏差不得大于下表要求。
关键元器件和原材料的控制程序
精心整理关键元器件和原材料的控制程序 1.目的 通过对本公司来料、过程和成品中的关键元器件和材料进行检验与验证,及时发现不合格品,防止不合格关键元器件和材料入库、发生及流出。 2.范围 适用于本公司来料、过程及成品中的关键元器件和材料的检验或验证。 3.职责与权限 3.1生产部员工负责在生产过程中的自检和互检。 3.2品质部负责对来料、过程及成品进行检验。 3.3技术部负责制定《关键元器件和材料清单》,根据国家相关规定有CCD光电转换主板、电源及电源线、电荷耦合器件以及外壳材料等关键元器件和材料。 4.定义 关键元器件和材料:是指对产品的安全、环保、EMC和主要性能有较大影响的元器件和材料。有时 可能不仅限于认证实施规则中的“关键零部件清单”。 5.工作程序 5.1建立并保持关键件合格供应商名录。关键件应从经批准的合格供应商处购买,并保存关键件进货单,出入库单、台帐 5.1.1对供应商提供的关键件的检验或验证进行控制,确保与采购控制要求一致,应保存相关的检验或验证记录。 5.1.2选择合适的控制质量的方式,以确保入厂的关键件的质量特性持续满足认证要求,并保存相关的实施记录。合适的控制质量的方式可包括: a)获得强制性产品认证证书/可为整机强制性认证承认认证结果的自愿性认证证书,工厂应确保进货时证书的有效性。 b)每批进货检验,其检验项目和要求不得低于认证机构的规定。检验应由工厂实验室或工厂委托认可机构认可的外部实验室进行。 c)按照认证机构的要求进行关键件定期确认检验。 5.1.3供应商或客户交货时,仓管员按送货单或订购单查验物料是否为关键元器件和材料,并查验物料的品名、规格、型号、数量等。初收无误后,把原物料整齐排放于关键元器件和材料待检区域,通知IQC进行来料检验。
电子元器件检验标准
WORD格式 一、适用范围及检验方案 1、适用范围 本检验标准中所指电子元器件仅为PCBA上的贴片件或接插件,具体下表清单所示: 序号物料名称页码序号物料名称页码序号物料名称页码 1电阻类13晶振25MOS管 2电容类P214端子(排)插/座26防雷管 P4 3发光LED类15软排线/卡扣27IGBT P6 4电感类16变压器28RJ45插座/ 5PCB板17电压/电流互感器29半/双排插针/6二极管类18霍尔电流传感器30支撑柱/隔离柱/ P3 7IC类19LCD显示屏31光纤收发模块/ 8数码管20保险片/管P532电源模块/ 9蜂鸣器21散热片33保险座/卡扣/ 10开关按键22稳压管34插片端子/ 11继电器P423温度保险丝35 12三极管24光耦P636 2、检验方案 2.1每批来料的抽检量(n)为5只,接收质量限(AQL)为:CR与MA=0,MI=(1,2),当来料少于5只时则 全检,且接收质量限CR、MA与MI=0。 2.2来料检验项目=通用检验项目+差异检验项目,差异检验项目清单中未列出部件,按通用检验项目执行。 二、通用检验项目 序号检验项目标准要求检验方法判定水准 1规格型号检查型号规格是否符合要求(送货单、实物、BOM表三者上的信息 必须一致) 目视MI 2 检查包装是否符合要求(有防静电要求的必须有防静电袋/盒等包 装,易碎易损的必须用专用包装或气泡棉包装等) 目视MI 3 包装外包装必须有清晰、准确的标识,明确标明产品名称、规格/型 号、 数量等。或内有分包装则其上必须有型号与数量等标识。 目视MI 4盘料或带盘包装时,不应有少料、翻面、反向等。目视MI 5外观产品表面应该完好;产品引脚无氧化、锈蚀、变形;本体应无破 损、 无裂纹; 目视MI 6 贴片件其长/宽/高/直径等应符合部品技术规格书要求,若没有标明的公 差的按±0.2mm控制,但不可影响贴装。 卡尺MA 尺寸测量本体长、宽、高,引脚长度、直径、间距应符合部品技术规格 7插件类书要求,若没有标明的公差的按±0.5mm控制,但不可影响插装与卡尺MA 焊接(需实物装配验证)。 制定/日期审核/日期批准/日期
电子基础材料与关键元器件“十一五”专项规划
电子基础材料和关键元器件“十一五”专项规划 前言 电子材料和元器件是核心基础产业的重要组成部分,处于电子信息产业链的前端,是通信、计算机及网络、数字音视频等系统和终端产品发展的基础,作为体现自主创新能力和实现产业做强的重要环节,对于电子信息产业的技术创新和做大做强发挥着至关重要的作用。 根据信息产业“十一五”规划“加快元器件产业结构升级和提高电子专用材料配套能力”的总体要求,在深入调研、广泛论证的基础上,编制本规划,以此作为“十一五”我国电子基础材料和关键元器件产业发展的指导性文件,作为国家进一步加强和规范行业管理的依据。 一、“十五”回顾 (一)产业规模进一步扩大 “十五”期间,我国电子材料和元器件产业保持了较快增长速度,产业规模进一步扩大(详见表1和表2),其销售收入、工业增加值、利润总额等指标均实现了快速增长,成为电子信息产业增长的重要力量。到“十五”末,我国电子材料和元器件产业规模仅次于日本和美国,居全球第三位。 表1 “九五”、“十五”末期电子材料和元器件发展指标对比 表2 2000-2005年我国电子材料和元器件产业指标情况
(二)部分产品产量居世界前列 经过“十五”的发展,我国已经成为世界电子基础材料和元器件的生产大国,产量占世界总产量的30%以上,部分产品产量居世界前列。其中,产量居全球首位的产品:电容器、电阻器、电声器件、磁性材料、石英晶体器件、微特电机、电子变压器、彩管、玻壳、覆铜板材料、压电晶体材料、印刷电路板等。我国中低档电子材料和元器件产销量已居世界前列,成为全球重要的生产和出口基地(详见表3)。 表3 “十五”电子元件产品产量增长情况 (三)产品结构有所改善 “十五”期间,我国电子材料和元器件产品结构有所改善。阻容感元件片式化率已超过75%,接近世界平均水平;新型显示器件产业取得突破,国内两条第5代TFT-LCD 生产线均实现量产,PDP的研发和产业化取得一定进展,彩管正在向纯平、高清晰度方向发展;多层、挠性等中高端印刷电路板比例接近40%;锂离子、太阳能电池等绿色电池产量居世界前列;大功率高亮度的蓝光、白光LED已经批量生产。 (四)技术创新取得新进展 “十五”期间,国内关键元器件和电子材料产业在技术创新方面也取得了较大进展。内资电容器生产企业已经突破贱金属电极的瓶颈,大大降低了MLCC的成本;TFT-LCD 领域拥有了一定数量的核心专利,OLED技术研发取得重要进展;具有自主知识产权的光纤预制棒技术开发成功并实现产业化;已自主研制成功4英寸、6英寸GaAs单晶和4英寸InP单晶,并掌握主要技术;SOI(绝缘层上的硅)技术研究水平基本与国外同步,6英寸注氧隔离(SIMOX)晶片已经批量生产。 尽管“十五”以来,我国电子材料和关键元器件取得长足进步,但总体看,行业整体实力仍然不强。产品结构性矛盾突出,高端元器件和关键电子材料主要依赖进口;整机和元器件产业互动发展的机制尚未形成;国内骨干企业规模小、经济实力弱,自主创新能力不足;关税、投融资等政策环境亟待改善,低水平竞争、重复建设等问题仍较突出。 二、“十一五”面临的形势 (一)技术发展趋势 随着电子整机向数字化、多功能化和小型化方向发展,电子系统向网络化、高速化和宽带的方向发展,电子材料和元器件技术将发生深刻变化。 新型元器件将向微型化、片式化、高性能化、集成化、智能化、环保节能方向发展。微小型和片式化技术、无源集成技术、抗电磁干扰技术、低温共烧陶瓷技术、绿色化生产技术等已成为行业技术进步的重点。微电子机械系统(MEMS)和微组装技术的高速发展,将促进元器件功能和性能大幅提升。
关键元器件和原材料的控制程序
关键元器件和原材料的 控制程序 标准化管理部编码-[99968T-6889628-J68568-1689N]
关键元器件和原材料的控制程序 1.目的 通过对本公司来料、过程和成品中的关键元器件和材料进行检验与验证,及时发现不合格品,防止不合格关键元器件和材料入库、发生及流出。 2.范围 适用于本公司来料、过程及成品中的关键元器件和材料的检验或验证。3.职责与权限 3.1生产部员工负责在生产过程中的自检和互检。 3.2品质部负责对来料、过程及成品进行检验。 3.3技术部负责制定《关键元器件和材料清单》,根据国家相关规定有CCD光电转换主板、电源及电源线、电荷耦合器件以及外壳材料等关键元器件和材料。 4.定义 关键元器件和材料: 是指对产品的安全、环保、EMC和主要性能有较大影 响的元器件和材料。有时可能不仅限于认证实施规则 中的“关键零部件清单”。 5.工作程序 5.1 建立并保持关键件合格供应商名录。关键件应从经批准的合格供应商处购买,并保存关键件进货单,出入库单、台帐 5.1.1 对供应商提供的关键件的检验或验证进行控制,确保与采购控制要求一致,应保存相关的检验或验证记录。 5.1.2 选择合适的控制质量的方式,以确保入厂的关键件的质量特性持续满足认证要求,并保存相关的实施记录。合适的控制质量的方式可包括: a)获得强制性产品认证证书/可为整机强制性认证承认认证结果的自愿性认证证书,工厂应确保进货时证书的有效性。 b)每批进货检验,其检验项目和要求不得低于认证机构的规定。检验应由工厂实验室或工厂委托认可机构认可的外部实验室进行。 c)按照认证机构的要求进行关键件定期确认检验。
电子元件检验方法
電子元件檢驗方法 一﹑電阻 1 ﹑分類 1.1 以插件加工分類﹕DIP( 色環電阻)﹐SMD(晶片電阻) 1.2 按功率分類﹕1/20,1/10,1/8,1/4,1/2等。 1.3 常見材質﹕碳膜電阻(常用電阻680Ω±5%﹐1/8W)﹐金屬氧化皮膜﹐ 繞線有/無感。 1.4 測偵用途﹕光敏電阻﹐壓敏電阻﹐熱敏電阻等。 2﹑外觀尺寸﹕ 2.1 通常見承認書或規格書之尺寸(按廠商提供的規格檢驗)﹐加上公差。 2.2 晶片電阻常用代號來表示。有0603﹑0805﹑1206﹑1808。 。 3.2.1 通過色環來辨認﹐具體為﹕ 棕紅橙黃綠藍紫灰白黑 1 2 3 4 5 6 7 8 9 0 3.2.2 計數方法﹕ D D D * 10n±T A.通常最後一環表示精度T( 公差)。 B.其次為倍率n。 C.前面為有效數位(十進制)。 附誤差﹕ 紅﹕2% 藍﹕0.25% 金﹕5% 棕﹕1% 紫﹕0.1% 銀﹕10% 綠﹕0.5% 灰﹕0.05%
3.3﹑晶片電阻常用代碼表示外觀尺寸及阻值﹐例如﹐470Ω/± 5%/1/8w/1206。常用的還有1KΩ±5% 1/10W 1206, 470Ω±5% 1/4W 1206, 1.2 KΩ±5% 1/10W 0805等。 晶片電阻473表示47KΩ 1542表示15.4KΩ 3.3.1 外觀尺寸(公差) 常見規格書。 3.3.2 阻值用萬用表測量(包含公差)。 附公差代號﹕B﹕±0.1% J﹕±5% D﹕±0.5% K﹕±10% F﹕±1% E﹕±15% G﹕±2% M﹕±20% 4﹑耐壓﹕(廠商提供標准值)﹐可根據U=√PR 來計算。 5 ﹑耐熱性﹕將電阻浸入260±5℃(國標)錫爐中10秒取出來﹐表面應該 無異常變化﹐此為材料必檢項目。 6﹑焊錫性﹕將電阻浸入235±5℃(國標)錫溶液中﹐經2秒取出﹐75%以 上附著新錫﹐此為材料必檢項目。 二﹑半導體材料 (一) 1﹑二極管﹕ 1.1 由1個pn結加上相應電極引線和密封殼做成的半導體元件。 1.2 主要特性﹕單向導通性。 1.3 外觀尺寸﹕用遊標卡尺﹐根據如圖所示進行測量﹐其值在規定的 範圍內。 2﹑分類 2.1 封裝形式﹕DIP和SMD 常用的有﹕IN4004﹑KDS181(共陽極),KDS184(共陰極),BAT54A 等。 2.2 應用形式﹕齊納二極管﹑肖特基二極管﹑開關二極管(IN4148﹑ IN4606)。 3﹑正向導通電阻﹕ 用萬用表測試﹐紅表筆接正極﹐黑表筆接負極﹐測量值應在 0.5~~0.65KΩ範圍內。表筆反接﹐阻值接近無窮大﹐帶黑色標記的 一端為負極。若兩方向之讀數均高﹐則二極管斷路。反之為短路。 矽管正向電阻為數百至數千歐﹐反向1M歐以上。 鍺管正向電阻為數10Ω~~1000Ω。 為什麽整流管採用矽材料面接觸型? 因為矽管具有良好的溫度特性及耐壓性質﹕ (1)工作頻率低。
电子元器件检验标准
《电子元器件进货检验标准》 一、芯片 1)目视检查,来料包装应完好无破损,标识清晰。 2)封装正确,引脚完整,无断裂,无明显歪斜。 3)表面不可有油污,水渍及其它脏物。由运输材料引起而且能够被空气吹走的灰尘是可被接收的。 4)抽取该批次的2到3块芯片使用,确保功能正常。 二、电阻 1)目视检查,来料包装应完好无破损,标识清晰; 2)色环颜色清晰易于辨认,色环颜色与标称阻值相符,引脚无氧化、发黑;数字标注正确。 3)阻值与色环标识一致。 4)电阻无断裂,涂覆层脱落; 5)表面不可有油污、水渍及其它脏物。由运输材料引起而且能够被空气吹走的灰尘是可被接收的。 6)用万用表测量阻值。 7)用30W 或40W 的电烙铁对电阻器的引脚加锡,焊锡应能完全包裹住引脚为合格。 三、电容 1)目视检查,来料包装应完好无破损,标识清晰; 2)印字清晰,容量标识与标称容值相符短引脚端的PVC 封膜上应有“-” 标记,为电容负极,长引脚为正极;引脚无氧化、发黑; 3)电容无断裂无破裂,无涂覆层脱落,(电解电容)电解液无漏出。 4)表面不可有油污、水渍及其它脏物。由运输材料引起而且能够被空气吹走的灰尘是可被接收的。 5)用万用表测量容值。 6)用30W或40W 的电烙铁对电容的引脚加锡,焊锡应能完全包裹住引脚为合格。 四、电感 1) 目视检查,来料包装应完好无破损,标识清晰; 2) 电感无断裂,涂覆层脱落; 3) 表面不可有油污、水渍及其它脏物。由运输材料引起而且能够被空气吹走的 灰尘是可被接收的。 4) 抽取该批次的2 到3 块芯片使用,确保功能正常。 五、电桥 1) 目视检查,来料包装应完好无破损,标识清晰; 2) 封装要光洁,无缺陷,无批锋;引脚无氧化,无机械损伤等现象。 3) 表面不可有油污、水渍及其它脏物。由运输材料引起而且能够被空气吹走的 灰尘是可被接收的。 4) 抽取该批次的2到3块芯片使用,确保功能正常。 六、二极管 1) 目视检查,来料包装应完好无破损,标识清晰; 2) 印字清晰,引脚无氧化、发黑;
电子元器件检验标准
一、适用范围及检验方案 1、适用范围 本检验标准中所指电子元器件仅为 PCBA 上的贴片件或接插件,具体下表清单所示: 序号 物料名称 页码 序号 物料名称 页码 序号 物料名称 页码 1 电阻类 13 晶振 25 MOS 管 2 电容类 P2 14 端子(排)插/座 P4 26 防雷管 P6 3 发光LED 类 15 软排线/卡扣 27 IGBT 4 电感类 16 变压器 28 RJ45插座 / 5 PCB 板 17 电压/电流互感器 29 半/双排插针 / 6 二极管类 P3 18 霍尔电流传感器 30 支撑柱/隔离柱 / 7 IC 类 19 LCD 显示屏 31 光纤收发模块 / 8 数码管 20 保险片/管 P5 32 电源模块 / 9 蜂鸣器 21 散热片 33 保险座/卡扣 / 10 开关按键 22 稳压管 34 插片端子 / 11 继电器 P4 23 温度保险丝 35 12 三极管 24 光耦 P6 36 2、检验方案 2.1 每批来料的抽检量( n )为5只,接收质量限( AQL )为:CR 与MA=0,MI=(1,2),当来料少于 5只时 则 全检,且接收质量 限 CR 、MA 与MI=0。 2.2 来料检验项目=通用检验项目+差异检验项目,差异检验项目清单中未列出部件,按通用检验项目执行。 二、通用检验项目 序号 检验项目 标准要求 检验方法 判定 水准 1 规格型号 检查型号规格是否符合要求(送货单、实 物、 BOM 表三者上的信息 目视 MI 必须一致) 2 检查包装是否符合要求(有防静电要求的必须有 防静电袋 /盒等包 目视 MI 装,易碎易损的必须用专用包装或气泡棉包装等) 3 包装 外包装必须有清晰、准确的标识,明确标明产品 名称、规格 /型号、 目视 MI 数量等。或内有分包装则其上必须有型号与数量等标识。 4 盘料或带盘包装时,不应有少料、翻面、 反向等。 目视 MI 5 外观 产品表面应该完好;产品引脚无氧化、锈蚀、变形;本体应无破损、 目视 MI 无裂纹; 6 贴片件 其长/宽/高/直径等应符合部品技术规格书要求,若没有标明 的公 卡尺 MA
光电子材料与器件课后习题答案
3.在未加偏置电压的条件下,由于截流子的扩散运动,p 区和n 区之间的pn 结附近会形成没有电子和空穴分布的耗尽区。在pn 结附近,由于没有电子和空穴,无法通过电子-空穴对的复合产生光辐射。加上正向偏置电压,驱动电流通过器件时,p 区空穴向n 区扩散,在pn 结附近形成电子和空穴同时存在的区域。电子和空穴在该区通过辐射复合,并辐射能量约为Eg 的光子,复合掉的电子和空穴由外电路产生的电流补充。 5要满足以下条件a 满足粒子数反转条件,即半导体材料的导带与价带的准费米能级之差不小于禁带宽度即B.满足阈值条件,半导体由于粒子数产生的增益需要能够补偿工作物质的吸收、散射造成的损耗,以及谐振腔两个反射面上的透射、衍射等原因产生的损耗。即 第二章课后习题 1、工作物质、谐振腔、泵浦源 2、粒子数反转分布 5a.激光介质选择b.泵浦方式选择c 、冷却方式选择d 、腔结构的选择e 、模式的选择f 、整体结构的选择 第三章课后习题 10.要求:对正向入射光的插入损耗值越小越好,对反向反射光的隔离度值越大越好。原理:这种光隔离器是由起偏器与检偏器以及旋转在它们之间的法拉第旋转器组成。起偏器将输入光起偏在一定方向,当偏振光通过法拉第旋转器后其偏振方向将被旋转45度。检偏器偏振方向正好与起偏器成45度,因而由法拉第旋转器出射的光很容易通过它。当反射光回到隔离器时,首先经过起偏器的光是偏振方向与之一至的部分,随后这些这些光的偏振方向又被法拉第旋转器旋转45度,而且与入射光偏振方向的旋转在同一方向上,因而经过法拉第旋转器后的光其偏振方向与起偏器成90度,这样,反射光就被起偏器所隔离,而不能返回到入射光一端。 15.优点:A 、采用光纤耦合方向,其耦合效率高;纤芯走私小,使其易于达到高功率密度,这使得激光器具有低的阈值和高的转换效率。B 、可采用单模工作方式,输出光束质量高、线宽窄。C 、可具有高的比表面,因而散热好,只需简单风冷即可连续工作。D 、具有较多的可调参数,从而可获得宽的调谐范围和多种波长的选择。E 、光纤柔性好,从而使光辉器使用方便、灵巧。 由作为光增益介质的掺杂光纤、光学谐振腔、抽运光源及将抽运光耦合输入的光纤耦合器等组成。 原理:当泵浦激光束通过光纤中的稀土离子时,稀土离子吸收泵浦光,使稀土原子的电子激励到较高激发态能级,从而实现粒子数反转。反转后的粒子以辐射跃迁形式从高能级转移到基态。 g v c E F F 211ln 21R R L g g i th
关键元器件和材料的,定期确认检验
1目的 对关键元器件和材料的定期确认检验进行控制,确保所采购的关键元器件和材料持续满足认证产品规定的要求。 2适用范围 适用于开关电源、传感器、主芯片等关键元器件、材料的定期确认检验。 3职责 3.1质量部负责制定关键元器件/材料定期确认检验。 3.2供应部、技术中心负责协助实施定期确认检验。 3.3质量负责人负责当关键元器件和材料因不合格可能发生变更时,确保在实施前向认证机构申报并获得批准后方执行。 4程序 4.1关键元器件/材料的分类: 4.1.1可燃气体报警控制器包括:开关电源。 4.1.2可燃气体探测器包括:传感器、主芯片。 4.2 关键元器件和材料的定期确认检验方法和频次: 4.2.1 质量部制定关键元器件/材料定期确认检验计划,可分阶段对不同的供应商提供的关键元器件/材料进行定期确认检验,原则上规定每年一次,前后两次定期确认检验时间不得超过12个月。 4.2.2 在本年度采购的产品中抽取关键件/材料进行确认检验,一般每种规格型号抽取3-5个进行确认检验。 4.2.3所采购关键元器件已经取得CCC标志认证的,由供应部负责每半年在国家相关网站上验证其证书有效性。 4.2.4所采购关键元器件/材料供应商未进行相关认证的,可由供应商提供确认检验报告,也可有技术中心研发人员完成确认检验。当技术中心和供应商无法进行确认时,送有资质的检测机构进行,由质量部实施。 4.2.5 当发生下列情况之一时,需追加定期确认检验频次。 a.顾客对该关键元器件/材料有质量投诉时。 b.当发生重大质量事故怀疑该元件/材料有质量问题时。 c.该关键元器件/材料的进货检验数据与上次检验有较大差异时。
元器件焊接检验规范
美的家用空调国内事业部企业标准 元器件焊接质量检验规范 1适用范围 本规定采用电烙铁手工锡焊的焊接质量检验规范和基本要求,适用于电子整机生产和检验。不适合于机械五金结构件和电器的特种焊接。 本规范适用于美的家用空调国内事业部。 3.2连焊:两个或以上的不同电位的相互独立的焊点,被连接在一起的现象; 2009-04-07发布2009-04-10实施美的集团家用空调国内事业部发布
3.3空焊:元件的铜箔焊盘无锡沾连; 3.4冷焊:因温度不够造成的表面焊接现象,无金属光泽; 3.5虚焊:表面形成完整的焊盘但实质因元件脚氧化等原因造成的焊接不良; 3.6包焊:过多焊锡导致无法看见元件脚,甚至连元件脚的棱角都看不到; 3.7锡珠,锡渣:未融合在焊点的焊锡残渣。 3.8锡尖:指在组装板经过波峰焊后,板子焊锡面上或元件引脚端部所出现的尖锥状的焊锡。 3.9脱焊:由于受外力等因素导致已焊接好的焊点端部焊锡与焊盘部分或完全脱离。 4合格性判断: 4.1本标准执行中,分为三种判断状态:“最佳”、“合格”和“不合格”。 4.1.1最佳——它是一种理想化状态,并非总能达到,也不要求必须达到。但它是工艺部门追求的目标。 4.1.2合格——它不一定是最佳的,但在其使用环境下能保持PCBA的完整性和可靠性。(为允许工艺上的某些更改,合格要求要比最终产品的最低要求稍高些) 4.1.3不合格——它不足以保证PCBA在最终使用环境下的形状、配合及功能要求。应根据工艺要求对其进行处置(返工、修理或报废)。 4.2焊接可接受性要求:所有焊点应当有光亮的,大致光滑的外观,并且呈润湿状态;润湿体现在被焊件之间的焊料呈凹的弯月面,对焊点的执锡(返工)应小心,以避免引起更多的