静设备安装程序的介绍
静设备安装程序
设备, 程序设备, 程序
静设备安装程序
1.0.围:
程序用于静设备安装、防腐和保温及常压储罐预制、安装、防腐和保温施工。
2.0.参考文件
货物运输保护
工地储存和设备保护
设备焊接
常压储罐
焊制的压力容器
处理设备、脱盐设备、聚结器
保温
表面油漆防腐层
钢结构表面油漆和防腐层
贮罐、容器和管道等的涂层
厂家安装说明书
材料装卸、保管和发放程序
3.0.概述
3.1.设备基础
设备安装前,基础经验收合格,混凝土基础要凿出麻面,螺栓套筒应清理干净,标出中心线、标高。
3.2.安装清单
CPECC将编制安装清单,全面列出需要安装的设备尺寸、重量及吊装方法,清单必须包括说明书,制造厂家的设计图纸及设备安装所需的其他文件。
3.3.安装的一般规定
3.3.1.设备安装包括设备的装、卸、搬运、组装、焊接、就位、找正和灌浆。
3.3.2.将按照材料装卸程序将所有设备装运的临时材料库或直接运抵工地。将对材料进行验收,必要时提出损坏索赔。
3.3.3.设备安装前应拆除装在设备上的全部暂时保护物。
3.3.
4.设备安装之前,应对照PID图和制造图检查,保证所有设备开口位置正确、设备上的加强板位置正确。
3.3.5.应编制重型设备的吊装方案和安装计划。
3.3.6.设备起吊之前,在不影响吊装的前提下,可进行设备梯子、平台、管线施工。
4.0.容器和撬装设备安装
4.1.容器和撬装设备类安装施工程序主要有:基础验收、设备验收、吊装就位、找正灌浆、件安装、部清扫、检查认可、封闭。
4.2.基础验收
4.2.1基础移交时应有测量记录,在基础上标出标高、基准线、及基础的纵横中心线。
对重型设备的基础应有沉降观测点。
4.2.2对基础进行外观检测,不能有裂纹、蜂窝、空洞、露筋等缺陷。
4.2.3混凝土基础至少有7天凝固期,才能进行表面处理。混凝土表面应凿出麻面、并清理螺栓套筒孔杂物。
4.2.4按土建基础图及有关设备的技术文件,对基础尺寸及位置进行复测检查,尤其是地脚螺栓的间距,要与设备相符。
4.3.设备验收
4.3.1按照图纸、规、数据表,核实名牌参数的正确性,按照制造图核对设备开口方位、加强板位置是否正确。按PID图核对撬装设备流程。
4.3.2根据规和图纸与业主一起检查梯子、平台等所需的通道,如有未安装的梯子平台,CPECC将负责按图纸和规要求进行现场安装。
4.3.3.打开人孔和其他开孔,由CPECC和业主一起进行件和涂层检查。检查合格后应封闭所有人孔和法兰孔,在管道安装前不得打开法兰孔的盲板。
4.4.设备就位,找正灌浆
4.4.1.按照图纸或安装说明书进行设备的吊装就位,吊装时要求不损伤设备,不碰地脚螺栓。
4.4.2.设备找正、找平按规和安装说明书要求,找正中心、调整垂直度、水平度。
4.4.3.设备找平使用垫铁时,垫铁应布置在地脚螺栓两侧并尽量靠近地脚螺栓。
4.4.4.设备使用垫铁时,垫铁组应露出底座10-30mm,垫铁组的高度一般为30-70mm,每组垫铁不超过三块,地脚螺栓两侧的垫铁组伸入设备底座的长度均应超过地脚螺栓,且保证设备底座受力均匀。
4.4.
5.设备找平找正,紧固地脚螺栓,用水准仪校核准确无误,并经业主确认。
4.4.6.设备用垫铁找平后,用0.5磅的手锤检查垫铁组应无松动现
象,检查合格后,割齐垫铁,用电焊在垫铁组两则进行层间点焊固定。(垫铁与设备底座之间不得焊接)
4.4.7.进行二次灌浆。
4.5.对未按要求进行防腐或防腐层有损伤的设备,按标准和规进行补刷防腐层。
4.6.对有保温要求的设备,按规或图纸要求进行保温。保温施工应在干燥的环境下进行,雨季施工时应有防雨措施。
4.7.容器清扫合格并经业主认可后方可封闭。
5.0.塔器
5.1.塔器安装施工程序:基础验收、塔体验收、梯子平台预制安装、吊装就位、找正灌浆、件安装、防腐、封闭。
5.2.基础验收
5.2.1.基础移交时应有测量记录,在基础上标出标高、基准线、及基础的纵横中心线。
5.2.2.对基础外观检查,不能有裂纹、蜂窝、空洞、露筋等缺陷。
5.2.3.混凝土基础至少有7天凝固期,才能进行表面处理。
5.2.4.按土建基础图及有关设备的技术文件,对基础尺寸及位置进行复测检查,尤其是地脚螺栓的间距和螺栓预留长度,要与设备相符。
5.3.设备验收
5.3.1.按照图纸、规、数据表,核实名牌参数的正确性,按照制造图核对设备开口方位、加强位置是否正确。
5.4.梯子平台的预制安装按图纸进行梯子平台的预制,在不影响吊装就位时,梯子平台应在塔就位前安装。如影响吊装的部分梯子、平台,则在塔就位后安装,以减少高空作业。
5.5.按照图纸、规和安装说明书,进行设备的吊装就位,吊装时不能损伤设备本体、不碰撞地脚螺栓。
5.6.设备找正,用经纬仪测量垂直度,垂直度合格后紧固地脚螺栓。并经业主确认垂直度及垫铁组符合相应规要求
5.7.设备使用垫铁时,垫铁组应露出底座10-30mm,垫铁组的高度一般为30-70mm,每组垫铁不超过三块,地脚螺栓两测的垫铁组伸入设备底座的长度均应超过地脚螺栓,且保证设备底座受力均匀。
5.8.设备用垫铁找平后,用0.5磅手锤检查垫铁组应无松动现象,检查合格后,用电焊在垫铁组两则进行层间点焊固定(垫铁与设备底座之间不得焊接),然后进行二次灌浆。
5.9.设备找正、灌浆后,方可进行塔件安装。打开人孔,按照图纸和规要求进行塔盘安装,安装应从下至上,固定好支撑后安装塔盘。安装塔盘前应清理塔杂物,用磨光机除去壁铁锈。每层塔盘应检查水平度,水平度合格后,进行下一层塔盘的安装。通道板待所有塔盘安装并经业主检查合格后,方可安装。安装塔通道时应清理塔杂物,合格后封闭人孔。
6.0 .换热器安装
6.1.换热器安装之前,首先对安装基础的标高、定位中心线、地脚螺栓尺寸进行核对,对换热器铭牌、管口方位进行全面检查,换热器出厂之前已充氮进行保护,在配管之前,不得打开法兰盲板。
6.2.换热器设备基础如果是钢筋混凝土时,则一端固定,另一端应安装滑板。如果是钢基底盘时,不需要另加滑板,设备直接坐在钢基底盘上,且确保支座上没有杂物,有足够的接触面,换热器的滑动端应涂润滑脂。
6.3.设备就位要用U型水平管及时找正,拧紧地脚螺栓螺帽,滑动端为双螺栓上紧,其纵向和横向水平度应满足相应规要求。配管后、试运前,要全面检查换热器连接螺栓松紧程度,一般要求试运前应拧紧全部连接螺栓,松开滑动端地脚螺栓1-3mm,然后拧紧锁紧螺帽,以便换热器自由伸缩。
7.0.储罐(现场预制罐).
7.1.储罐的施工方法和施工程序:
7.1.1对于小储罐(即成品罐能够长途运输的储罐),可在中心预制厂采用正装法进行预制组装,检测合格后,运往现场吊装就位。吊装方法同4.0容器安装程序。
7.1.2对于容积较大的储罐,采用倒装法,预制厂预制后,现场组对安装。
7.1.3储罐的施工程序为(以倒装为例)
a.基础验收
b.材料验收
c.储罐预制
d.罐底板防腐
f.第一层壁板安装
g.罐顶板安装
h.罐顶栏杆安装
i. 罐壁板安装
j.附件安装
k.充水试验
l.防腐保温
7.1.4基础验收、材料验收、储罐预制、储罐底板安装件安装、充水试验、控制程序可参照油储罐的控制程序。
7.2.基础验收
7.2.1.CPECC和业主一起按基础图,进行基础表面尺寸检查,合格后方可安装。
7.2.2.支承环梁标高及水平度符合图纸和规要求。
7.2.3.基础沥青砂层,表面应平整,无突出的隆起、凹陷及贯穿裂纹,坡度符合图纸要求。
7.3.材料验收
7.3.1.对储罐使用的钢材、焊接材料的质量证明进行检查如有怀疑进行复验和化学分析,确认合格才可使用。
7.3.2.检查钢板的材质、外观、尺寸、数量是否符合要求,发现锈蚀减薄量、划痕深度及钢板负偏差之和大于该钢板允许偏差时禁用。
7.4.储罐预制
7.4.1.预制工作应根据各部件安装顺序安排预制,储罐各主要部件原则上按设计提供的排版图,进行排版预制。
7.4.2.钢板的切割和焊缝的坡口,采用自动、半自动火焰切割加工,罐底边缘板的圆弧边缘可采用手工火焰切割加工。
7.4.3.钢板边缘加工面应平滑、不含夹渣、分层、裂纹及熔渣等缺陷。
7.4.4.预制中应随时用样板检查,保证预制件的精度要求。
7.4.5.所有预制件在保管运入现场堆放时,应采取有效措施,防止变形、损坏和锈蚀。
7.5.储罐底板安装
7.5.1.罐底板铺设前,应先除锈然后在其下表面刷防腐涂层,每块板边缘50mm 围不刷。
7.5.2.铺设边缘板,分两边对称铺设,注意对接缝点焊上垫板,留出两块活动板到最后按实际尺寸下料。
7.5.3.中幅板的铺设,从中心开始向两边进行,一般应先将长条形板排上、再铺龟甲板,三板搭接处注意按图纸要求切角。
7.5.4.罐底焊接严格按焊接技术要求进行。
7.5.5.底板焊接后,对焊缝进行真空试漏,无渗漏为合格。
7.6.罐顶板安装
7.6.1.在底板上立第一层壁板,安装好包边角钢,预制好罐顶胎具,进行罐顶板组装。
7.6.2.顶板任意相邻焊缝间距,符合图纸和规要求。
7.6.3.罐顶支撑柱保持垂直,垂直度偏差不大于柱高的0.1%。
7.6.4.顶板应按画好的等分线对称组装,顶板搭接宽度符合图纸和规要求。
7.7.1.壁板安装先进行第一层壁板安装,第一层壁板与罐顶板焊接。然后用倒链将罐顶和第一层壁板吊起,安装下层壁板,直至最后一圈壁板。
7.7.2.按排板图吊装围板,每吊上一块板,即打上背杠,围好板后调整立缝接头间隙,调整垂直度,测量上口水平度、环缝错边量应小于上层板壁厚的20%,
立缝错边量应小于壁板厚度的10%。
7.7.2.焊接完毕后,按要求对焊缝进行探伤,拆除所有夹具部件、壁打磨,利用磨光机或高速砂轮带将罐焊缝和夹具处打磨平滑。
7.7.3.组装焊接后,应符合下列规定:罐壁高度的允许偏差符合图纸和规要求。
罐壁垂直度的允许偏差不大于罐壁高度的0.5%。罐壁上工卡具、焊迹应清除干净,焊疤打磨平滑,罐底焊接后,局部凹凸变形符合图纸要求。
7.8.焊接与探伤
储罐底板、壁板、顶板的焊接与探伤按油罐焊接控制程序执行。
7.9.附件安装
7.9.1.按照图纸和规要求进行梯子、平台、加热器的安装和管口的安装。
7.9.2.罐体开孔接管的中心位置偏差符合图纸和规要求, 接管外伸长度的偏差符合图纸和规要求。开孔补强板的曲率应与罐体曲率一致。
7.10.充水试验
7.10.1充水试验前所有附件及其他与罐体焊接的构件应全部完工,与严密性有关的焊缝均不得涂刷油漆。
7.10.2.充水试验应采用清水缓慢进行,在充水时应注意观测基础沉降是否正常,罐体、罐底的强度和严密性和渗漏情况以及罐顶严密性和强度。
7.10.3.基础沉降:以沉降不均匀量,未超出允许的围,直至沉降量稳定为合格。
罐底严密性试验,以罐底无渗漏为合格。罐壁和罐顶的严密性和强度,以无渗漏和无异常变形为合格。
7.10.4.加热器水压试验,试验压力按规要求进行,在规定时间压力不降为合格。
7.11.防腐保温
7.11.1.表面除锈采用带锈防锈漆和喷砂除锈的方法,至罐体表面清洁、无锈、无油污为合格。
7.11.2.按规和产品说明书,配制涂料、搅拌均匀,涂刷时要均匀,不能有漏刷现象.焊缝处及板边缘部位要重涂,严格控制每道涂刷的间隔时间。
7.11.3.涂刷完成后与业主一起进行厚度、强度检测。
7.11.4.对有保温要求的设备,按规和图纸要求进行保温施工。
7.12.清理罐的临时支架及其他杂物,由业主检查确认,签封闭记录。
7.13.适当关闭容器的开口。
8.0.其它静设备
8.1.按图纸和规数据要求核实设备参数的正确性。
8.2.按图纸和规要求进行附件安装。
8.3.根据图纸和安装说明书进行吊装就位,找正固定、灌浆。
8.4.请求业主书面指示关闭。
8.5.关闭后监理和业主在关闭单上签字。
9.0.施工质量记录和检查报告
9.1.施工质量记录应与施工同步,能正确、真实反映施工情况,QC工程师和技术员经常检查各种记录,施工班组应有专人负责记录。
9.2.检查报告由QC工程师填写,真实反映检查容和质量情况。
9.3.施工质量记录和检查报告见质量计划。
4.6 基础复测及表面处理
4.6.1 基础交付安装时,基础施工单位应提交测量记录及技术资料,安装单位应按本规表1~表3的要求进行相关数据的复测,并办理交接验收手续。
4.6.2 基础施工单位应在交付的基础上划出标高基准线、纵横轴线;有沉降观测要求的基础,应有沉降观测点。
4.6.3 设备基础应符合以下规定:
a)混凝土基础表面不得有油渍、疏松层、裂纹、蜂窝、空洞及露筋等缺陷;
b)基础各部分尺寸的偏差不得超过表1~表3的规定;
c)预埋地脚螺栓的螺纹应无损坏,且应有保护措施。
表1 块体式混凝土基础质量标准单位:mm
项次检查项目允许偏差值检验方法
1 基础坐标位置X、Y(纵、横轴线)20 全站仪或经纬仪、钢尺检查
2 基础各不同平面的标高0-20 水准仪、水平尺和钢尺检查
3 基础上平面外形尺寸±20 钢尺检查
凸台上平面外形尺寸0-20
凹穴尺寸+200
4 基础上平面的水平度(包括地坪上需要安装设备的部分)每米
5 水准仪、水平尺和钢尺检查
全长10
5 侧面垂直度每米 5 经纬仪或吊线坠、钢尺检查
全高10
表1 块体式混凝土基础质量标准(续)单位:mm
项次检查项目允许偏差值检验方法
6 预埋地脚螺栓标高(顶端)+100 水准仪、水平尺、吊线坠和钢尺检查,见图3
垂直度 2
立式设备螺栓中心圆直径D1 ±5
相邻螺栓中心距B(在根部和顶部两处测量)±2 卧式设备纵向中心距A ±5 水准仪和钢尺检查,见图3
相邻螺栓中心距B(在根部和顶部两处测量)±2
对角线长度之差|C1-C2| 5
7 地脚螺栓预留孔中心线位置10 吊线坠、钢尺检查
深度+200
孔中心线垂直度10
8 预埋件标高(平面)+5
0 水准仪或水平尺、钢尺检查
中心线位置 5
水平度 5
注:X、Y为相对轴线距离;D1为立式设备地脚螺栓中心圆直径;A为卧式设备纵向地脚
螺栓间距;B为相邻地脚螺栓中心距;C1和C2为卧式设备地脚螺栓对角线长。
表2 框架式混凝土基础质量标准单位:mm
项次检查项目允许偏差值检验方法
1 基础坐标位置X、Y(纵、横轴线)基础15 全站仪或经纬仪、钢尺检查
柱、梁8
2 垂直度每层 5 吊线坠、经纬仪、钢尺检查
全高H1/1000且不大于20
3 标高层高0-10 水准仪、水平尺和钢尺检查
全高0-20
4 截面尺寸+8-
5 钢尺检查
5 平面度8 用2 000钢直尺检查
6 预埋设施中心线位置预埋件10 拉线、钢尺检查
预埋地脚螺栓 2
预埋管 5
7 预留孔中心线位置10 拉线、钢尺检查
8 预埋管垂直度3h1/1 000 吊线坠、钢尺检查
注:X、Y为相对轴线距离;H1为结构全高;h1为预埋管高度。
表3 钢构架式基础质量标准单位:mm
项次检查项目允许偏差值检验方法
1 立式设备支撑梁式基础基础坐标位置X、Y(纵、横轴线)20 全站仪或经纬仪、钢尺现场检查
基础上平面的标高±3 钢尺检查
基础上平面的水平度L1/1000且不大于5 水准仪、水平尺和钢尺检查
地脚螺栓孔中心圆直径D1 ±5 吊线坠、钢尺检查,见图3
相邻孔中心距B ±2
孔中心线垂直度h1/250且不大于15
2 卧式设备支座式基础支座坐标位置X、Y(纵、横轴线)20 全站仪或经纬仪、钢尺现场检查
支座上平面的标高±3 钢尺检查
支座上平面的水平度L2/1 000且不大于5 水平尺、钢尺检查
支座的垂直度H2/1 000 吊线坠、钢尺检查
地脚螺栓孔纵向中心距A ±5 钢尺检查,见图3
相邻孔中心距B ±2
对角线长度之差|C1-C2| 5
注:X、Y为相对轴线距离;D1为立式设备地脚螺栓中心圆直径;A卧式设备纵向地脚螺栓间距;B为相邻地脚螺栓中心距;C1和C2为卧式设备地脚螺栓对角线长;L1为梁的长度;h2为上下两地脚螺栓孔间的距离;L2为支座的长度;H2为支座高度。
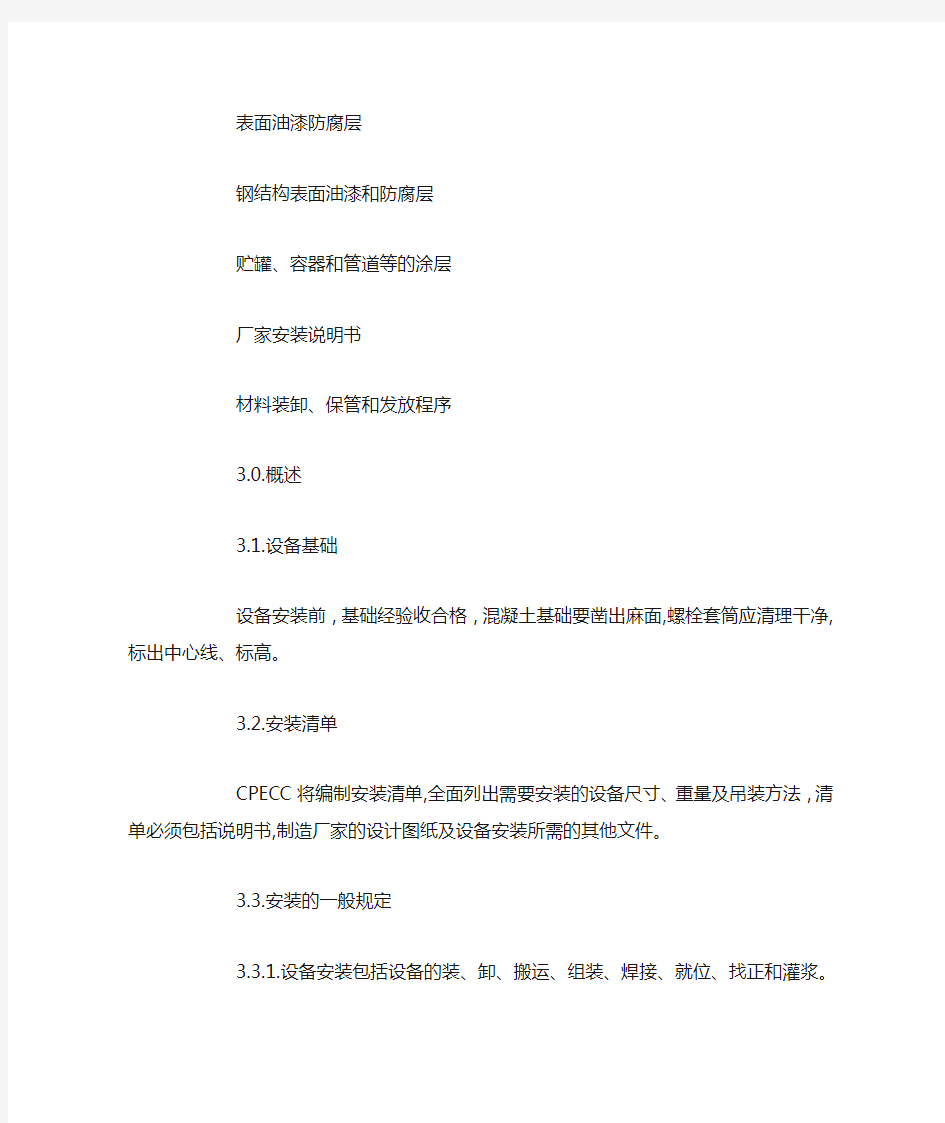
a)立式设备基础b)卧式设备基础
图2 设备地脚螺栓位置检验
4.6.4 卧式设备滑动端基础预埋板的上表面应光滑平整,不得有挂渣、飞溅。水平度偏差不得大于2 mm/m。混凝土基础抹面不得高出预埋板的上表面。
4.6.5 混凝土基础表面应进行处理,并符合下列规定:
a)放置垫铁处铲平;
b)除放置垫铁处外凿成麻面,以100 mm×100 mm面积有3个~5个深度不小于10 mm的麻点为宜。
设备安装的:
表5 立式设备安装质量标准单位:mm
项次检查项目允许偏差值检验方法
1 支座纵、横轴线位置D0≤
2 000 5 吊线坠、经纬仪、钢尺检查
D0>2 000 10
2 标高±5
3 垂直度H≤30 000 H/1 000
H>30 000 H/1 000且不大于50
4 方位D0≤2 000 10
D0>2 000 15
注1:D0为设备的外直径;H为立式设备两端部测点间的距离。
注2:方位线沿底座圆周测量。
5.3 卧式设备安装
5.3.1 卧式设备安装的质量标准应符合表6的规定。
表6 卧式设备安装质量标准单位:mm
项次检查项目允许偏差值检验方法
1 支座纵、横轴线位置 5 水准仪、透明塑料管、钢尺检查
2 标高±5
3 水平度轴向L/1 000
径向2D0/1 000
注:L为卧式设备两端测点间的距离;D0为设备的外径。
信息来源:51承压设备论坛bbs.51cysb.
原文:bbs.51cysb./thread-35945-1-1.html