第10章 装配图

第十章装配图
表达机器(或部件)的图样称为装配图。机器(或部件)都是由若干零件按一定的相互位置、连接方式、配合性质等装配关系组合而成的装配体。因此,装配图也可以说是表达装配体整体结构的图样。
10.1 装配图的作用和内容
10.1.1装配图及其作用
在设计过程中,一般先根据设计要求画出装配图,用以表达机器(或部件)的工作原理、结构形状、装配关系、传动路线和技术要求等,然后再根据装配图绘制零件图。
在生产过程中,根据零件图加工制造零件,再把合格的零件按装配图的要求组装成机器(或部件)。装配图是指导装配、检验、安装、调试、的技术依据。
在使用和维修过程中,通过装配图了解其使用性能,传动路线和操作方法,以使得操作使用正确、维修保养及时。
因此,装配图是反映设计思想、指导生产、交流技术的重要工具,是生产中的重要技术文件。
10.1.2装配图的内容
一张完整的装配图应包括下列基本内容:
1.一组视图
用一组视图表示机器(或部件)的工作原理和结构特点、零件的相互位置和装配关系和重要零件的结构形状。
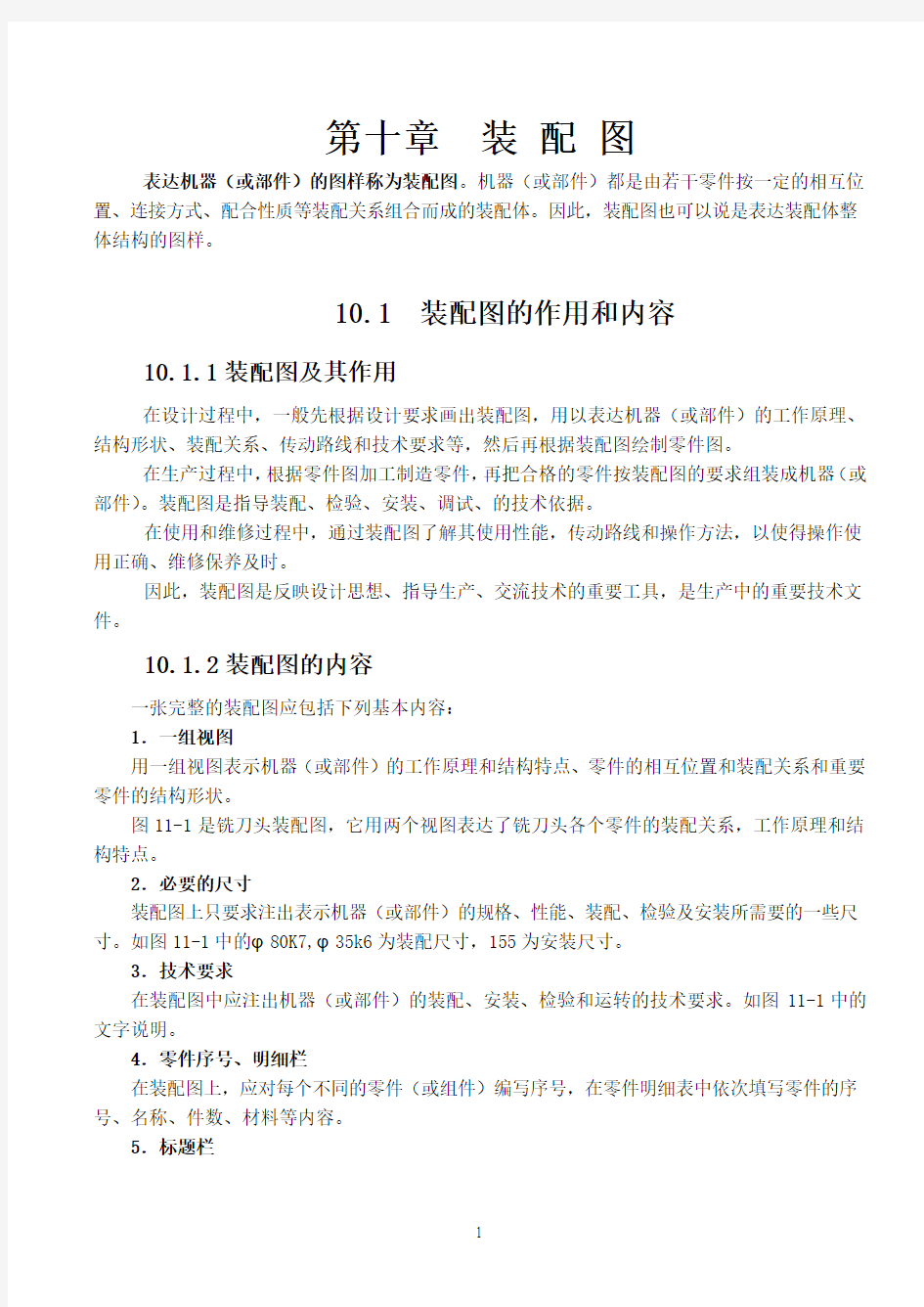
图11-1是铣刀头装配图,它用两个视图表达了铣刀头各个零件的装配关系,工作原理和结构特点。
2.必要的尺寸
装配图上只要求注出表示机器(或部件)的规格、性能、装配、检验及安装所需要的一些尺寸。如图11-1中的φ80K7,φ35k6为装配尺寸,155为安装尺寸。
3.技术要求
在装配图中应注出机器(或部件)的装配、安装、检验和运转的技术要求。如图11-1中的文字说明。
4.零件序号、明细栏
在装配图上,应对每个不同的零件(或组件)编写序号,在零件明细表中依次填写零件的序号、名称、件数、材料等内容。
5.标题栏
标题栏的内容有:机器或部件的名称、比例、图号及设计、制图、校核人员的签名等。
图10-1 铣刀头装配图
10.2 装配图的规定画法、特殊画法和简化画法
前面所学过的机器的各种表达方法:基本视图、剖视、剖面等,都可以用来表达装配图。另外,对装配图还有一些规定画法、特殊画法和简化画法。
10.2.1装配图的规定画法
为了在读装配图时能迅速区分不同零件,并正确理解零件之间的装配关系,在画装配图时,应遵守下述规定。
1.两零件的接触表面和配合表面只画一条粗实线,不接触表面和非配合表面画两条粗实线。若间隙过小时,可采用夸大画法。见图10-2。
图10-2 接触面与非接触面画法图10-3 装配图中剖面线的画法
2.两个或两个以上的金属零件的剖面线倾斜方向应相反,或方向相同但间隔必须不等。同一零件在各个视图上的剖面线方向和间隔必须一致。当零件厚度在2mm以下,剖切时允许以涂黑代替剖面符号。见图10-3和图10-4。
3.当剖切平面通过紧固件及球、手柄、键这些实心件的轴线时,按纵向剖切这些零件均按不剖绘制,即只画出外形。当剖切平面垂直这些零件的轴线时,则应画出剖面线。见图10-2和图10-1中件5、6、7的画法。
10.2.2装配图的特殊画法
由于装配体是由若干个零件装配而成的,有些零件彼此遮盖,有些零件有一定的活动范围,还有些零件或组件属于标准产品,因此,为了使装配图既能正确完整,而又简练清楚地表达装配体的结构,国标中还规定了一些特殊的表达方法。
1.拆卸画法
当某些零件遮住了需要表达的结构与装配关系时,可假想将这些零件拆去后,再画出某一视图。或沿零件结合面进行剖切,相当于拆去剖切平面一侧的零件。此时结合面上不画剖面线。必要时应注明“拆去××”。如图10-1的左视图。
2.假想画法
(1)当需要表示某些零件运动范围或极限位置时,可用双点画线画出该零件的极限位置图。如图10-4。
(2)当需要表达与部件有关但又不属于该部件的相邻零件或部件时,可用双点画线画出相邻零件或部件的轮廓。如图10-5中的铣刀盘,图10-6中的床头箱。
图10-4 假想画法
图10-5 夸大画法、简化画法
3.夸大画法
在装配图中,非配合面的微小间隙、薄片零件、细弹簧等,如无法按实际尺寸画出时,可不按比例而夸大画出。如图10-5中的垫片、端盖与轴之间的间隙均夸大画出。
4.单独表示某个零件
在装配图中,当某个零件的形状未表达清楚而又对理解装配关系有影响时,可单独画出该零件的某一视图。
5.展开画法
为了表达某些重叠的装配关系,如多级齿轮变速箱,为了表示齿轮传动顺序和装配关系,可以假想将空间轴系按其传动顺序展平在一个平面上,画出剖视图。这种画法称展开画法。
图10-6 展开画法
10.2.3简化画法
1.在装配图中,零件的工艺结构。如小圆角、倒角、退刀槽等可省略不画。
2.装配图中的螺纹连接件等若干相同的零件组,允许仅详细画一处,其余则用点划线标明中心位置。如图10-5。
3.在剖视图中表示轴承时,允许画出对称图形的一半,另一半画出其轮廓,并用细实线画
出其轮廓的对角钱。如图10-5。
10.3 装配图表达方案的选择
画装配图要着重表达部件的整体结构,特别要把部件所属零件的相对位置,连接方法、装配关系表达清楚,以便分析其传动路线、工作原理、操纵方式等。不追求把零件的形状完全表示清楚。因此在选择表达方案时,应按上述基本要求进行。下面以图10-7、10-8所示调压阀为例,说明选择装配图的表达方案的大致步骤:
1.对所要表达的部件进行分析
了解装配体的用途,分析其结构、工作原理、传动路线、各零件在装配体中的作用及零件间的联接关系及配合性质。
安全阀的主要作用是调控出口的气体或液体压力。螺杆9与螺母8、阀盖4旋合后,抵住压板6,压紧弹簧5,进而压住阀瓣2,堵住左右φ30孔连接口,当右φ30孔流入气、液压力超过规定值时,阀瓣2被顶起,使左右φ30孔连通,这样可保持出口压力正常。调整弹簧5的压缩量,可调整系统压力允许值。
可见调压阀主要靠弹簧5、螺母8、螺杆9、阀瓣2工作,这些件的动作方向在它们的轴线上。这条线也是该装配体的装配主干线。应把这条线清晰的表达出来。
2.确定主视图
一般应选择符合部件工作位置的方位,把反映主要或较多装配关系的投影方向作为主视图的投影方向。因为主视图是部件表达方案的核心,应能清楚地反映主要装配线上各零件的相对位置、装配关系、工作原理及装配体的形状特征。
很显然,调压阀主视图方向应垂直于内腔各孔的轴线,而且应采用全剖视图。这样即符合工作位置,又把各零件的位置、装配关系表达的很清楚,很容易分析出其工作原理。
为了在主视图上尽量多的反映零件的结构及其连接关系,可把未在剖切面上的结构假想置于剖切面上剖开。但不要影响表达的清晰性。图中固定螺钉7和阀体1下方的两个小孔的表达就遵循了这一点。
3.确定其他视图
主视图没有表达而又必须表达的部分,或表达不够完整、清晰的部分可选用其他视图补充说明。
图10-7中的俯视和两个局部视图均补充表达了阀的结构形状和安装尺寸,使装配体的表达完整清晰,便于读图。
复杂装配图上其他视图的选择,也是紧紧围绕着部件上几条装配线进行的。
4.对表达方案进行调整
最后,对已确定的方案要进行调整。在调整时要注意以下两点:
(1)分清主次,合理安排
一个部件可能有多条装配线,在表达时一定要分清主次,把主要装配线表示在基本视图上。对于
次要的装配线如果不能兼顾,可以表示在单独的剖视图或局部剖视图上。每个视图或剖视所表达的内容应该有明确的目的。
图10-7 调压阀
图10-8 调压阀标题栏
(2)注意联系、便于读图
所谓联系是指在工作原理或装配关系方面的联系。为了读图方便,在视图表达上要防止过于分散零碎的方案,尽量把一个完整的装配关系,表示在一个或几个相邻的视图上。
10.4 装配图的尺寸标注和技术要求
10.4.1装配图的尺寸标注
装配图的作用与零件图不同,所以在装配图中标注尺寸时,不必把制造零件所需的尺寸都标出来,只需标注以下几类尺寸:
1.规格、性能尺寸
表示该产品规格或工作性能的尺寸。这类尺寸是设计产品的主要数据,是在绘图前就确定了
的。如图10-1中铣刀盘的中心高尺寸115mm及刀盘直径¢120mm。
2.装配尺寸
表示机器或部件中各零件装配关系的尺寸。有以下两种:
(1)配合尺寸: 表示两个零件之间配合性质的尺寸。图10-1中¢28H8/f7、¢35K6等。
(2)相对位置尺寸: 表示装配机器和拆画零件图时需要保证的零件间相对位置的尺寸。如图10-1中铣刀盘的中心高尺寸115mm。
3.安装尺寸
表示部件安装时所需的尺寸。图10-1中155mm、150mm等。
4.外形尺寸
表示机器(或部件)外形轮廓的大小,即总长、总宽和总高。它为包装、运输和安装过程所占的空间大小提供数据。图10-1中418mm、190mm。
5.其他重要尺寸
它是在设计中确定的,而又未包括在上述几类尺寸中的一些重要尺寸。如运动零件的极限尺寸、主要零件的重要尺寸等。
上述五类尺寸,并不一定都标注,要看具体要求而定。此外,有的尺寸往往同时具有多种作用。因此,对装配图中的尺寸需要具体分析,然后进行标注。
10.4.2装配图的技术要求
由于装配体的性能、用途各不相同,因此其技术要求也不同,拟定装配体的技术要求时,应具体分析,一般从以下三个方面考虑:
1.装配要求指装配过程中的注意事项,装配后应达到的要求。
2.检验要求指对装配体基本性能的检验、试验、验收方法的说明等。
3.使用要求对装配体的性能、维护、保养、使用注意事项的说明。
上述各项,不是每一张装配图都要求全部注写,应根据具体情况而定。
10.5 装配图中的零、部件序号
为了便于读图,在装配图中,要对所有零、部件编写序号,并在标题栏上方画出零件明细表,按图中序号把各零件填写在表中。
10.5.1零、部件序号
1.零、部件序号的标注方法
零、部件的序号应注在图形轮廓线的外边。从所要标注的零、部件的可见轮廓线内引出指引线,在指引线的另一端画一水平线或圆圈,水平线或圆圈均用细实线绘制;在水平线上或圆圈内写明该零、部件的序号,序号字高要比尺寸数字大一号,见图10-9(a)和(b)。
也允许采用不画水平线或圆圈的形式,序号注写在指引线附近,序号字高要比尺寸数字大两
号。但同一装配图中的序号形式应当一致,见图10-9(c)
必要时指引线可以画成折线,但只能弯折一次。对于很薄的零件或涂黑的剖面可用箭头指向该零件的轮廓线,见图10-9(d)
图10-9 零、部件序号的标注方法
实际标注时,一般是先按一定的位置画好水平线和圆圈,然后依相邻零件顺序,画出指引线与其相连。
图10-20 公共指引线
2.零、部件序号的标注时的注意事项:
(1)指引线尽可能分布均匀,不能相交。
(2)指引线通过有剖面线的区域时,尽量不与剖面线平行。
(3)一组紧固件以及装配关系清楚的零件组,允许采用图10-20中各种形式的公共指引线。
(4)装配图中相同的零件在各视图中只有一个序号,不能重复。
(5)对同一标准部件(如油杯、滚动轴承、电机等)在装配图上只编一个序号。
(6)零件序号要沿水平或垂直方向按顺时针或逆时针依次排列整齐,不得零乱。如图10-1和图10-7。
3.零、部件序号的编排方法
实际绘图时通用的序号编排方法有两种:
(1)将装配图中所有零、部件包括标准件在内、按一定顺序编号。
(2)将装配图中所有标准件的标记注写在图上,而将非标准件按一定顺序编号。
不论采用哪种编排方法,都要遵守前述的标注方法和注意事项。
10.5.2零、部件的明细表
1.零、部件明细表的画法
装配图中零、部件的明细表画在标题栏上方,外框为粗实线,内格为细实线,假如地方不
够,可在标题栏的左边再画一排。如图10-1。
2.零、部件明细表的填法
明细表中的零件序号从下向上顺序填写,以便增加零件时可继续向上画格。
在实际生产中,明细表也可不画在装配图内,而在单独的零件明细表上按零件分类和一定格式填写,然后装订成册,作为装配图的附件。如图10-8。
10.6 画装配图的步骤
画装配图的步骤与画零件图的步骤类似。下面我们以铣刀头为例来说明画装配图的步骤:1.确定表达方案
根据装配体的用途、工作原理、结构特征及零件之间的装配关系等。然后确定比较合适的表达方案。
2.定比例、选图幅、画出标题栏和明细表的位置
根据装配体的大小和表达方案中图形的个数,确定画图比例和图幅。注意:选定图幅时不仅要考虑到视图的大小和数量,还要考虑到零件序号、尺寸、标题栏、明细表和技术要求的布置。图幅确定后先画出图框,定出标题栏和明细表的位置,
3.画作图基准线
根据表达方案,画出各视图的基准线。注意:此时要考虑整个图面布局,包括图形的位置,图形间的尺寸、零件序号等,使图面布局合理。如图10-21(a)。
4.画底稿
画装配图时,先从什么地方开始画呢?随着装配图的结构特点不同,其方法也不一样。一般应先从主要装配干线画,按“先里后外”、“先主后次”的原则逐个画出各零件。如图10-21(b)、(c)、(d)、(e)。
5.检查修改、画剖面线,描深全图
检查有无表达上的错误和画法上的错误,予以改正。而后画剖面线,注意各零件剖面线的方向和间隔要符合装配图的要求。确信无误后描深全图。
6.标注尺寸,编写序号,填写明细表,注写技术要求,填写标题栏。
图形完成后标注尺寸;而后依零件序号的编写方法编写序号,填写明细表;再注写上技术要求,填写好标题栏,至此完成全图。
具体画装配图时还要注意以下几点:
(1)装配图的各视图间要保持对应的投影关系,各零件、各结构要素也要符合投影关系。
(2)为保证各零件间相互位置的准确,应先画主要装配干线中起定位作用的基准件,明确定位基准,再画其他零件。基准件可根据具体机器(或部件)加以分析判断。
(3)画装配图中的每个零件时,应随时检查与相邻零件间的装配关系,针对接触面、配合面及间隙等不同情况,应正确表达清楚,还应检查零件间有无干扰和碰撞,并及时纠正。
图10-21(a)画基准线
图10-21(b)画轴
图10-21(c)画轴承、垫圈、端盖
图10-21(d)画座体等、螺钉
图10-21(e)画带轮、铣刀盘、键等
10.7 装配结构的合理性
为了使零件装配成机器(或部件)后能达到设计要求,并考虑到便于装拆和加工,在设计时必须注意装配结构的合理性,下面是几种常见的装配工艺结构的正误比较。
1.配合面与接触面
两零件的接触表面,同方向只允许一对接触面。如图10-22。
2.相配合零件转角处工艺结构
为了确保两零件转角处接触良好,应将转角设计成圆角、倒角或退槽。如图10-23。
3.减少加工面积的工艺结构
两零件在保证可靠性的前提下,应尽量减少加工面积,即接触面常做成凸台或凹坑。如图10-24
图10-22 两零件同方向只允许一对接触面
图10-23 零件转角处设计成圆角、倒角或退槽
图10-24 接触面做成凸台或凹坑
图10-25 圆锥面接触应有足够的长度;销孔应做成通孔
4.圆锥面配合处结构
(1)圆锥面接触应有足够的长度,同时不能再有其他端面接触,以保证配合的可靠性。如图10-25。
(2)定位销孔应做成通孔,便于取出。如图10-25。
5.紧固件装配工艺结构
螺栓、螺钉联接时考虑装拆方便,应注意留出装拆空间。如图10-26。
图10-26 螺栓、螺钉联接时应留出装拆空间
图10-27 轮长应大于该段轴长
6.并紧及防松结构
轮长应大于该段轴长,以保证螺母、垫圈并紧。为了防松可采用槽螺母和开口销。如图10-27。
7.滚动轴承定位装置
轴上零件应有可靠的定位装置,保证零件不在轴上移动,如滚动轴承应采用弹性挡圈等固定。如图10-28。
图10-28 轴上零件应有定位装置
图10-29 毛毡与轴之间不应有间隙;而端盖与轴之间有间隙
8.油封装置
为避免漏油,采用毛毡作为油封装置,毛毡与轴之间不应留有间隙;而端盖与轴之间应留有间隙,以免轴转动时与端盖摩擦,损坏零件。如图10-29。
9.考虑滚动轴承装拆方便
考虑滚动轴承装拆方便,轴肩直径应小于图示安装时轴承的内圈直径。如图10-30。
10.8 读装配图
在机器的设计、装配、技术交流及使用、维修机器及设备,都需要读装配图。因此,读装配图是工程技术人员必须具备的基本技能。
10.8.1读装配图的方法和步骤
读装配图的目的是了解机器(或部件)的性能、工作原理,搞清各零件的装配关系、各零件的主要结构形状和作用。下面以图10-31机用虎钳装配图为例,说明读装配图的一般步骤:1.概括了解
首先看标题栏,从部件(或机器)的名称可大致了解其用途。从画图的比例,结合图上的总体尺寸可想象出该装配体的总体大小。再看明细表,结合图中的序号了解零件的数目,估计部件的复杂程度。如图10-31机用虎钳装配图,可见其为比较简单的装配体。用于装夹。
2.分析视图,了解零件间的装配关系
了解各个视图、剖视、剖面等的相互关系及表达意图,为下一步深入读图做准备。图10-31中有三个基本视图、一个断面图和局部放大图。主视图运用了全剖,主要表达各零件的装配关系、
连接方式、传动关系。左视图为半剖,半个视图反映外形,半各剖视主要表达固定钳身9、活动钳身7、螺母6、螺钉5和螺杆4的装配关系。俯视图主要反映外形,其中的局部剖用于表达钳口板8和固定钳身9的连接方式。断面图反映螺杆4右端的断面形状。局部放大图反映螺杆4的牙型。
3.分析工作原理及传动关系
一般从图样上直接分析,当对象比较复杂时,需要参考说明书弄清工作原理和传动关系。虎钳工作原理:旋转螺杆,使螺母沿螺杆轴线作直线运动,螺母带动活动钳身、钳口板移动,实现夹紧或放松。
4.深入了解零件的主要结构形状及部件的整体结构
前面三个步骤的分析是比较粗略的,下面进一步深入细致地读图。先把不同的零件区分开,弄清每个零件的主要结构形状。要做到这一点,除了利用投影关系想象零件外,还要充分利用机件的表达方法和绘制装配图的一些基本规定来区分不同零件。最常用的有以下几个方面。
(1)由各零件剖面线的不同方向和间隔来分清零件轮廓的范围。如区分活动钳身7、固定钳身7、螺母6与钳口板8。
(2)利用装配图的规定画法和特殊表达方法来区分零件。如:利用标准件和实心件不剖的规定可区分螺钉、油标、键、球等零件;利用常见结构的画法,可识别轴承、弹簧及密封结构等。如图中的螺杆、螺钉及销等,很容易从图中分离出来。
(3)利用零件的编号对照明细表,找出零件数量、材料、规格等,帮助了解零件的形状、作用及确定零件装配图中的位置和范围。
根据投影关系和上述区分零件的方法,就可以想象出各个零件的主要结构形状,进而确定零件的作用、装配方式。例如螺钉5联接螺母与活动钳身,为方便装拆,螺钉头部有两个圆孔。
接下来分析部件的整体结构。虎钳由10种零件组成,结合前面对各零件的了解,可知虎钳的整体结构是:螺杆4装在固定钳身9上,通过垫圈3、挡圈1和销2使螺杆4只能转动但不能沿轴向运动。螺母6旋在螺杆4上,通过螺钉5,螺母6和活动钳身7连在一起。活动钳身7和固定钳身9在钳口部位用两个螺钉10固定上钳口板8。至此,虎钳工作原理和各零件间的装配关系更加清楚。
5.分析尺寸和技术要求。
虎钳的性能尺寸是0~70,它指明了活动钳身的运动范围。φ12H9/f9和φ18H9/f9是螺杆4与固定钳身9的配合尺寸; 80H9/f9是活动钳身7与固定钳身9的配合尺寸;φ20H9/f7是螺母6与活动钳身7的配合尺寸。116、40、φ10是安装尺寸。225、154、60是总体尺寸。其余尺寸是零件的定形和定位尺寸。
如果部件有技术要求,还要进一步分析其技术要求。
经过以上步骤,对整个虎钳结构、功能、装配关系、尺寸大小等就有了全面的认识,完成了读图过程。
10.8.2读装配图要点
要读懂较复杂装配图,除了按以上步骤进行外,还要注意围绕装配干线,弄清以下几个要点:1.运动关系
运动如何传递,哪些零件运动,哪些不动,运动的形式如何(转动、移动、摆动、往复、……),由那些零件实现运动的传递。
2.配合关系
凡有配合的零件,都要弄清基准制、配合种类、公差等级等。
3.联接和固定方式
各零件之间是用什么方式联接和固定的。
4.定位和调整
零件上何处是定位表面,哪些面与其他零件接触,哪些地方需要调整,用什么方法调整等。
5.装拆顺序
如图10-31所示虎钳的装配顺序是:固定钳身→垫圈→螺杆→螺母→垫圈、螺母、销→活动钳身→螺钉→钳口板。
6.主要零件的结构形状
想象出主要零件的形状对看懂装配图十分重要,对少数较复杂的零件,除了运用制图知识外还要运用投影分析。
课程设计二氧化硫吸收塔
课程设计二氧化硫吸收塔
一、课程设计任务书 1.1、设计题目: 设计一座填料吸收塔,用于脱除混合气体中的SO2,其余为惰性组分,采用清水进行吸收。 1.2、工艺操作条件: (1)操作压力常压 (2)操作温度:25℃ 表一工艺操作条件 1.3、设计任务: (1)吸收方案和工艺流程的说明 (2)填料吸收塔的工艺计算; (3)填料吸收塔设备设计; (4)制备工艺流程图、设备图; (5)编写设计说明书。 二、设计方案的确定 2.1、吸收剂的选择 吸收塔或再生塔内气液相可以逆流操作也可以并流操作,由于逆流操作具有传质推动力大,分离效率高(具有多个理论级的分离能力)的显著优点而广泛应用。用水吸收SO2属中等溶解度的吸收过程,选用逆流吸收流程。因用水作为吸收剂,且SO2不作为产品,故采用纯溶剂。 2.2 填料的选择
填料的选择包括确定填料的种类,规格及材料。填料的种类主要从传质效率,通量,填料层的压降来考虑,填料规格的选择常要符合填料的塔径与填料公称直径比值D/d。填料的材质分为陶瓷、金属和塑料三大类。对于水吸收S02的过程、操作、温度及操作压力较低,工业上通常选用所了散装填料。本设计中采用散装填料,工业常用的主要有选用DN16、DN25、DN38、D N50 、DN76等几种规格。同类填料,尺寸越小,分离效率越高,但阻力增加,通量减小,填料费用也增加很多。塑料填料具有质轻、价廉、耐冲击、不易破碎等优点,多用于吸收、解吸、萃取等装置。但其缺点是表面润湿性能差,在某些特殊场合,需要对其表面进行处理,以提高表面润湿性能。 综合各点因素,在所了散装填料中,塑料阶梯环填料的综合性能较好,故此选用塑料阶梯环填料。 表2 填料尺寸与塔径的对应关系 2.3设计步骤 本课程设计从以下几个方面的内容来进行设计 (一)吸收塔的物料衡算;(二)填料塔的工艺尺寸计算;主要包括:塔径,填料层高度,填料层压降;(三)设计液体分布器及辅助设备的选型;(四)绘制有关吸收操作图纸。 三、装置的工艺计算: 3.1基础物性数据 3.1.1 液相物性数据 对低浓度吸收过程,溶液的物性数据可近似取纯水的物性数据。由手册查得,25℃时水的有关物性数据如下: 密度为ρL=997.1 kg/m3 粘度为μL=0.0008937 Pa·s=3.2173kg/(m·h) 表面张力为σL=71.97 dyn/cm=932731 kg/h2
机械制图-装配图标注
第六节装配图中零、部件序号及其编排方法(GB/T 4458.2-2003) 本标准规定了在机械装配图中零件、部件序号的编排方法,适用于机械装配图的绘制。本标准从2003年12月1日实施,并自实施之日起代替GB/T 4458.2-1984《机械制图装配图中零、部件序号及其编排方法》。 一、基本要求 1、为了便于读图、装配、图样管理以及生产准备,必须对装配图中所有的零、部件编写序号。 2、装配图中一个部件可以只编写一个序号,这既省图面又省时间。同一装配图中相同的零、部件用一个序号,一般只标注一次。必要时多处出现的相同的零、部件也可重复标注,如图2-125中的垫圈(序号8)。 3、装配图中零、部件的序号,应与明细栏(表)中的序号一致。 4、装配图中所用的指引线和基准线应按GB/T 4457.2-2003的规定绘制。 5、装配图中字体的写法应符合GB/T 14691-1993的规定。 二、序号的编排方法 1、装配图中编写零、部件序号的表示方法有以下三种: ①在水平的基准(细实线)上或圆(细实线)内注写序号,序号字号比该装配图中所注尺寸数字的字号大一号(图2-122a)。(如:图上尺寸数字字号采用3.5号,则序号字号必须采用5号) 图2-122 装配图中编注序号的方法 ②在水平的基准(细实线)上或圆(细实线)内注写序号,序号字号比该装配图中所注尺寸数字的字号大两号(图2-122b)。 ③在指引线的非零件端的附近注写序号,序号字号比该装配图中所注尺寸数字的字号大一号或两号(图2-122c)。 必须注意,指引线的水平横线和指引线的圆圈均应视为指引线的一部分,因而都要用细实线绘制。
最新化工吸收塔
化工吸收塔
前言: 在 化学工业中,经常需要将气体混合物中的各个组分加以分离,其主要目 的是回收气体混合物中的有用物质,以制取产品,或除去工艺气体中的有害成分,使气体净化,以便进一步加工处理,或除去工业放空尾气中的有害成分,以免污染空气。吸收操作是气体混合物分离方法之一,它是根据混合物中各组分在某一种溶剂中溶解度不同而达到分离的目的。 氨是化工生产中极为重要的生产原料,但是其强烈的刺激性气味对于人体健康和大气环境都会造成破坏和污染,因此,为了避免化学工业产生的大量的含有氨气的工业尾气直接排入大气而造成空气污染,需要采用一定方法对于工业尾气中的氨气进行吸收,本次化工原理课程设计的目的是根据设计要求采用填料吸收塔吸收的方法来净化含有氨气的工业尾气,使其达到排放标准。设计采用填料塔进行吸收操作是因为填料可以提供巨大的气液传质面积而且填料表面具有良好的湍流状况,从而使吸收过程易于进行,而且,填料塔还具有结构简单、压降低、填料易用耐腐蚀材料制造等优点,从而可以使吸收操作过程节省大量人力和物力。
设计任务书 一、题目 净化含氮2%的废气,气体处理量为5150Nm3/h. 二、原始设计数据 1. 2.净化要求:99.9% 3.操作条件: (1)操作压力:常压(1atm) (2)操作温度:30℃ 4.吸收液:清水 三、设计内容 1.吸收流程选定 2.填料塔塔径、塔高等工艺尺寸的计算及输送机械的选型 四、设计要求 1.写出设计说明书 2.给出工艺流程 3.绘出填料塔的总装配图 4.输送机械选型
内容摘要 1.操作条件和工艺参数的计算 2.塔设备和附件的选择 3.塔设备的装配图 工艺流程图及说明
第10章装配图
后盖前盖螺GB/T71-198垫基螺GB/T70.1-200螺卡材数序名备台职院机电夹紧卡爪1:1 1 2 1. 阅读千斤顶装配图,回答下列问题剖,俯视种零件组成。其表达方法是:
主视图采用了剖和 ) 该装配体的名称叫,共由局部螺旋千斤顶全7图。 图和一个图采用了的方法,另外还有一个件5的局部视图沿结合面处剖切件3的移出断面图 画法。的极限位置;件4横杠采用了 2)主视图上方的双点划线是画法,表示顶垫假想折断规格是尺寸,表示千斤顶的高度行程是尺寸,其中,3)图中尺寸225和275属于是50配合配 合。,该处属于基制的 尺寸,H9表示,h8表示间隙非基准轴的公差带代号孔基准孔的公差带代号基本 运动。运动转变为,其作用是将螺杆的4)件2螺套与件3螺杆为联接,螺纹牙型为螺纹直线旋转矩形 5)千斤顶的顶举重力是,与件7螺钉旋合的螺孔在 时加工。。装配10000螺旋千斤顶是利用螺纹传动来顶举重物的。工作时,将横杠穿在螺杆上部的孔中,旋转横杠4,带动螺杆3旋6)简述螺旋千斤顶的工作原 理: 。转,由于螺套2固定不动,迫使螺杆的旋转运动转变为上下的直线运动,带动顶垫5上下运动,从而顶起物体。 3 2. 阅读钻模装配图,回答下列问题种。种共个零件组成,其中标准件有1) 该钻模是由 对称面重合,故省略了标注。剖,剖切面与机件前后方向的2)主视图采用了剖和局部全。3)件1底座的侧面有个弧形槽,其作 用是,与被钻孔工件的定位尺寸为排屑和给钻头让位。,主要作用是孔,其定位尺寸是。件4钻套的材料是个4)件3钻模板上有定位、导向、耐磨、可换,属于图中双点划线表示画法。假想被加工件制的 5)是件号和件号的 配合尺寸,属于基,n表示的配合,H7表示 孔基准孔的公差带代号非基准轴过渡 。代号,7和6代表 基本偏差代号公差等级6)三个孔钻完后,应先松开,再取出,工件便可拆下。和7)与底座1相邻的零件有
最终版_化工原理课程设计(水吸收氨填料吸收塔设计)
水吸收氨课程设计 目录 第一节前言 (5) 1.1 填料塔的主体结构与特点 (5) 1.2 填料塔的设计任务及步骤 (5) 1.3 填料塔设计条件及操作条件 (5) 第二节填料塔主体设计方案的确定 (6) 2.1 装置流程的确定 (6) 2.2 吸收剂的选择 (6) 2.3填料的类型与选择 (6) 2.3.1 填料种类的选择 (6) 2.3.2 填料规格的选择 (6) 2.3.3 填料材质的选择 (7) 2.4 基础物性数据 (7) 2.4.1 液相物性数据 (7) 2.4.2 气相物性数据 (7) 2.4.3 气液相平衡数据 (8) 2.4.4 物料横算 (8) 第三节填料塔工艺尺寸的计算 (9) 3.1 塔径的计算 (9) 3.2 填料层高度的计算及分段 (10) 3.2.1 传质单元数的计算 (10) 3.2.3 填料层的分段 (12) 3.3 填料层压降的计算 (12) 第四节填料塔内件的类型及设计 (13)
4.1 塔内件类型 (13) 4.2 塔内件的设计 (13) 4.2.1 液体分布器设计的基本要求: (13) 4.2.2 液体分布器布液能力的计算 (13) 注:14 1填料塔设计结果一览表 (14) 2 填料塔设计数据一览 (14) 3 参考文献 (16) 4 后记及其他 (16) 附件一:塔设备流程图 (17) 附件二:塔设备设计图 (17)
化工学院关于专业课程设计的有关要求(草案)专业课程设计是学生学完专业基础课及专业课之后,进一步学习工程设计的基础知识,培养学生工程设计能力的重要教学环节,也是学生综合运用相关课程知识,联系生产实际,完成以单元操作为主的一次工程设计的实践。为了加强我院本科学生专业课程设计这一重要实践教学环节的规范化管理,保证专业课程设计工作有序进行及教学质量,特制定专业课程设计的有关要求并请遵照执行。 一、选题要求 选题应以单元操作的典型设备为对象,进行单元操作过程中相关的设备与工艺设计,尽量从科研和生产实际中选题。为了保证专业课程设计的质量和工作量,选题要求1人1题。 二、设计说明书文本要求 (一)、字数要求:2000字以上 (二)、打印要求:用A4纸打印;左边距3厘米、右边距2厘米、上边距3厘米、下边距2.5厘米;行距20磅;页码居中 字体、字号要求(包括装订顺序): 1、封面 由学院统一制定格式 2、设计任务书 3、目录(宋体、4号),其余(宋体、小4号) 4、正文(宋体、小4号字)、一级标题(宋体、3号字、加粗)、二级标题(宋体、4号字、加粗) 正文内容主要包括:概述与设计方案简介;设计条件及主要物性参数表;工艺设计计算(内容较多,应根据设计计算篇幅适当划分为若干小节,使之条理清晰);辅助设备的计算及选型;设计结果汇总表(物料衡算表,设备操作条件及结构尺寸一览表);设计评述(设计的评价及学习体会)。 5、参考文献(宋体、5号字)
脱硫吸收塔拆除方案
-、工程概况__________________________ 2 _____ 二、编制依据及.............. 2 ........ 三、机具... ... .... .. 2 ___ __ 四、人力资源 __________________________ 2 _____ 五、进度安排 3 _____ 六、拆除顺序 3 _____ 七、安全文明施工注意事项____________________ 3 八、人员素质要求 _________________________ 5- 九、 ______________________________________ 危险辩识与风险评价 5 一 十、吊车参数表 吸收塔拆除施工方案 一、工程简况
现有脱硫系统,为石膏湿法烟气脱硫技术。塔高约为37.50M,直径约为12.20M; —台顶接式搅拌器,除雾器,分布器,上下层平台等设施;采用衬磷防腐;净烟气接口采用顶接式布置。此次改造工程将现有吸收塔拆除保留底板并进行修复后新安装喷淋塔。 二、编制依据及构造要求 1、《山东省建设工程安全管理文件资料汇编》; 2、《现有吸收塔装配图》; 3、《起重作业规范》 4、脚手架搭设规范2011 JGJ130-2011 三、机具: 四、人力资源: 1 .拆除人员按照双岗(两班)配置
2.拆除人员组织机构
五、进度安排: 六、主要拆除工序: (一)、施工作业流程 工器具准备、办理工作票-内部排浆-塔体附属设备拆除-塔顶盖拆除T塔内部件拆 除—塔体拆除—底部渣浆清理 (二)、施工拆除前工作:排浆 #6脱硫机组停运之后,启动两台石膏排浆泵,将浆液排送至事故浆液箱,然后启动事故浆液泵,将浆液排至灰渣前池。 待事故浆液泵起跳之后(浆液容量低于事故浆液泵启动条件),开启本体排污门,将石膏排至地坑,启动地坑泵,将浆液排至事故浆液箱,启动事故浆液泵,将浆液排至 灰渣前池。整个流程需要20个小时左右,同时吸收塔出口搭设 脚手架,准备切割烟道用
第10章 装配图
第十章装配图 表达机器(或部件)的图样称为装配图。机器(或部件)都是由若干零件按一定的相互位置、连接方式、配合性质等装配关系组合而成的装配体。因此,装配图也可以说是表达装配体整体结构的图样。 10.1 装配图的作用和内容 10.1.1装配图及其作用 在设计过程中,一般先根据设计要求画出装配图,用以表达机器(或部件)的工作原理、结构形状、装配关系、传动路线和技术要求等,然后再根据装配图绘制零件图。 在生产过程中,根据零件图加工制造零件,再把合格的零件按装配图的要求组装成机器(或部件)。装配图是指导装配、检验、安装、调试、的技术依据。 在使用和维修过程中,通过装配图了解其使用性能,传动路线和操作方法,以使得操作使用正确、维修保养及时。 因此,装配图是反映设计思想、指导生产、交流技术的重要工具,是生产中的重要技术文件。 10.1.2装配图的内容 一张完整的装配图应包括下列基本内容: 1.一组视图 用一组视图表示机器(或部件)的工作原理和结构特点、零件的相互位置和装配关系和重要零件的结构形状。 图11-1是铣刀头装配图,它用两个视图表达了铣刀头各个零件的装配关系,工作原理和结构特点。 2.必要的尺寸 装配图上只要求注出表示机器(或部件)的规格、性能、装配、检验及安装所需要的一些尺寸。如图11-1中的φ80K7,φ35k6为装配尺寸,155为安装尺寸。 3.技术要求 在装配图中应注出机器(或部件)的装配、安装、检验和运转的技术要求。如图11-1中的文字说明。 4.零件序号、明细栏 在装配图上,应对每个不同的零件(或组件)编写序号,在零件明细表中依次填写零件的序号、名称、件数、材料等内容。 5.标题栏
课程设计二氧化硫吸收塔
一、课程设计任务书 1.1、设计题目: 设计一座填料吸收塔,用于脱除混合气体中的SO2,其余为惰性组分,采用清水进行吸收。 1.2、工艺操作条件: (1)操作压力常压 (2)操作温度:25℃ 表一工艺操作条件 1.3、设计任务: (1)吸收方案和工艺流程的说明 (2)填料吸收塔的工艺计算; (3)填料吸收塔设备设计; (4)制备工艺流程图、设备图; (5)编写设计说明书。 二、设计方案的确定 2.1、吸收剂的选择 吸收塔或再生塔内气液相可以逆流操作也可以并流操作,由于逆流操作具有传质推动力大,分离效率高(具有多个理论级的分离能力)的显著优点而广泛应用。用水吸收SO2属中等溶解度的吸收过程,选用逆流吸收流程。因用水作为吸收剂,且SO2不作为产品,故采用纯溶剂。
2.2 填料的选择 填料的选择包括确定填料的种类,规格及材料。填料的种类主要从传质效率,通量,填料层的压降来考虑,填料规格的选择常要符合填料的塔径与填料公称直径比值D/d。填料的材质分为陶瓷、金属和塑料三大类。对于水吸收S02的过程、操作、温度及操作压力较低,工业上通常选用所了散装填料。本设计中采用散装填料,工业常用的主要有选用DN16、DN25、DN38、D N50 、DN76等几种规格。同类填料,尺寸越小,分离效率越高,但阻力增加,通量减小,填料费用也增加很多。塑料填料具有质轻、价廉、耐冲击、不易破碎等优点,多用于吸收、解吸、萃取等装置。但其缺点是表面润湿性能差,在某些特殊场合,需要对其表面进行处理,以提高表面润湿性能。 综合各点因素,在所了散装填料中,塑料阶梯环填料的综合性能较好,故此选用塑料阶梯环填料。 表2 填料尺寸与塔径的对应关系 2.3设计步骤 本课程设计从以下几个方面的内容来进行设计 (一)吸收塔的物料衡算;(二)填料塔的工艺尺寸计算;主要包括:塔径,填料层高度,填料层压降;(三)设计液体分布器及辅助设备的选型;(四)绘制有关吸收操作图纸。 三、装置的工艺计算: 3.1基础物性数据 3.1.1 液相物性数据 对低浓度吸收过程,溶液的物性数据可近似取纯水的物性数据。由手册查得,25℃时水的有关物性数据如下: 密度为ρL=997.1 kg/m3 粘度为μL=0.0008937 Pa·s=3.2173kg/(m·h)
CO2吸收塔设计
摘要 塔设备是化工、炼油生产中最重要的设备之一,是一种重要的单元操作设备。它可使气(或汽)液或液液两相之间进行充分接触,达到相际传质及传热的目的。常见的、可在塔设备中完成的单元操作有:蒸馏、吸收、解收、萃取、气体的洗涤等。此外,工业气体的冷却与回收、气体的湿法制作和干燥,以及兼有气液两相传质和传热的增湿和减湿等也可在塔设备中完成。 塔设备按其结构特点可以分为板式塔、填料塔和复合塔3类。本次设计选用填料塔作为吸收塔,主要考虑填料塔的以下优点:填料塔结构简单、压力降小,传热效率高,便于采用耐腐蚀的材料制造等,对于热敏性及容易起泡的物料更显出优越性。 本次设计内容包括:发展概况及应用的了解,塔体的选型,填料的选择,工艺计算(包括物料衡算,模拟计算,工艺尺寸计算,高度计算,压降计算,分布装置设计,支撑装置设计);机械计算(包括塔釜设计,上部筒体机械设计,开孔与开孔补强计算,强度设计和稳定设计,支座的选型和设计,接管的选用,法兰的选取),设备的制造及安装等,最后利用CAD将其装配图和部分零件图分别绘制出。 关键词:填料塔;二氧化碳;气液传质;逆相混合
Abstract Tower is one of the most important equipment in chemical industry and oil production, it is also an important handling equipment. It will enable gas(or steam) liquid or liquid-liquid connnecting fully and reaching the purposes of transfering media and heat . Commonly, operation can be completed in tower are: distillation, absorption, of the admission, extraction, washing of the gases. In addition, recycling and cooling of gas in industrial , the gas production of wet and dry, and both two-phase of gas-liquid mass transfering and heat transfering by the humidification and wet,could also be done in the tower. The struction of tower can be divided into plate tower, packed tower and the tower due to its characteristics . The packed tower is choosen as the absorber in the design, Given to the following advantages of the tower: the structure of the tower is simple, the pressure is small , the efficiency of heat conveying is high , and it could be made by corrosion-resistant materials easily, such as manufacturing, thermosensitive and sparkling materials more easily Demonstrate superiority. The design includes: Development and application of knowledge of the tower, and the selection of the structer about the tower, the choice of packing terms and caculating(including the caculating about material balance, simulation caculating, process size, height, the pressure drop, the distribution of design, Design Support Unit); mechanical calculations (including the reactor design of the tower, the design of the upper shell, the opening and the opening reinforcement, the strength of the design and stability of the design, the selection and design of the bearing ,the choice to take over, the selection of flange ), The manufacture the map of assemble and parts with the help of CAD. Key words:Packed tower;Carbon dioxide;Gas-liquid mass transfer; Reverse mixed
过程设备设计课程设计(填料吸收塔)
第一章塔内件的选型 (2) 1.2 液体分布器的选型 (3) 1.3 液体再分布器 --—升气管式液体再分布器 (5) 1.4 填料支承装置 --- 驼峰支撑 (6) 1.6气体和液体的进出口装置设计........................................................................ 1.6.1 气体和液体的进出口直径的计算........................................................ 1.7 接管法兰尺寸................................................................................................... 1.8塔体人孔设置及选型........................................................................................ 1.9裙座的选择........................................................................................................ 1.11 开孔补强......................................................................................................... 1.11.1接管补强............................................................................................... 1.11.2人孔补强............................................................................................... 第二章填料塔的机械设计............................................................................................ 2.1 填料塔机械设计简介....................................................................................... 2.2塔机械性能设计基本参数................................................................................ 2.2.1 塔设计地区状况.................................................................................... 2.2.2 塔的设计参数...................................................................................... 2.2.3 塔的危险截面的确定............................................................................ 2.3按设计压力计算塔体和封头的壁厚................................................................ 2.4设备质量载荷的计算........................................................................................ m ....................................................................... 2.4.1 塔壳体和裙座质量01 m ............................................................................. 2.4.2 塔内填料的质量02 2.4.3 平台扶梯的质量 m ............................................................................. 03 2.3.4 操作时物料的质量 m ......................................................................... 04 2.4.4 塔附件的质量........................................................................................ 2.4.5 塔设备各种质量.................................................................................... 2.5风载荷与风弯矩的计算.................................................................................... 2.4.1 塔设备的分段........................................................................................ 2.4.2 各段的风载荷........................................................................................
机械制图装配图的尺寸标注及技术要求样本
9.3 装配图尺寸标注及技术规定 教学内容:9.3装配图尺寸标注和技术规定 9.4装配图中零、部件序号,标题栏和明细栏 9.5装配图工艺构造 教学目:1、理解装配图技术规定,掌握装配图尺寸标注和零、部件序号编排,标题栏、明细栏填写办法。 2、掌握画装配图办法及环节。 3、掌握常用装配工艺构造画法。 教学重点:装配图尺寸标注和零、部件序号编排,标题栏、明细栏填写办法和常用装配工艺构造画法。 教学难点:装配图尺寸标注和零、部件序号编排,标题栏、明细栏填写办法和常用装配工艺构造画法。 新课: 一、装配图尺寸标注 1、规格、性能尺寸 是供设计和选型时用重要根据。图9.10中档ф44 图9.2中ф50。 2、重要装配尺寸和配合代号 用以保证装配体使用规定和性能重要尺寸,普通都带有公差与配合规定。
3、相对位置尺寸 规定装配体装配时应保证零(部)件之间尺寸称相对位置尺寸。图9.10中25,图9.2中80。 4、外形尺寸 用以表达装配体外形最大轮廓尺寸。 5、安装尺寸 指将装配体安装在机器或基本上必须尺寸。图9.2中2×ф17孔尺寸及其中心距180和图9.10中2×ф10及中心距74。 6、其她重要尺寸 指装配体在设计过程中经计算拟定但又不涉及在上述几类尺寸中重要 尺寸或某些重要零件重要尺寸,如构造特性、运动件运动范畴尺寸等。图9.2中轴承座中心高70和轴承座宽55等。 二、技术规定 1、装配规定。 2、调试、检测规定。 3、使用及其她规定。 9.4装配图中零、部件序号,标题栏和明细栏 一、序号
1、普通规定 (1)装配图中每种零、部件都应编写一种序号。 (2)装配体中零、部件序号应与明细栏中序号一致。 2、序号编排办法 (1) 序号表达办法有三种,如下图(a )所示。 但同一装配图中形式应一致。 (a ) (b) (2)指引线(细实线)应自所指某些可见轮廓内引出,并在末端画一圆点。 若所指某些不能画圆点时,则在指引线末端画箭头,指向该某些轮廓。见 上图(b )。指引线不能相交,但只可曲折一次。当通过有剖面线区域时,指引线应避免与剖面线平行。 (3)装配图中序号应按水平或垂直方向(顺时针或逆时针方向)顺次排列,以便于查找。 3 2 1
机械制图_10 装配图.
第九章装配图 第一节装配图的视图表达方法 一、装配图的作用 装配图是机器设计中设计意图的反映,是机器设计、制造过程中的重要技术依据。装配图的作用有以下几方面: (1进行机器或部件设计时,首先要根据设计要求画出装配图,表示机器或部件的结构和工作原理。 (2生产、检验产品时,是依据装配图将零件装成产品,并按照图样的技术要求检验产品。 (3使用、维修时,要根据装配图了解产品的结构、性能、传动路线、工作原理等,从而决定操作、保养和维修的方法。 (4在技术交流时,装配图也是不可缺少的资料。因此,装配图是设计、制造和使用机器或部件的重要技术文件。 二、装配图的内容 从滑动轴承的装配图中可知装配图应包括以下内容: 1、一组视图 表达各组成零件的相互位置、装配关系和连接方式,部件(或机器的工作原理和结构特点等。 2、必要的尺寸 包括部件或机器的规格(性能尺寸、零件之间的配合尺寸、外形尺寸、部件或机器的安装尺寸和其它重要尺寸等。 3、技术要求
说明部件或机器的性能、装配、安装、检验、调整或运转的技术要求,一般用文字写出。 4、标题栏、零部件序号和明细栏 在装配图中对零件进行编号,并在标题栏上方按编号顺序绘制成零件明细栏。 三、装配图的视图表达方法 1、规定画法 为了明显区分每个零件,又要确切在表示出它们之间的装配关系,对装配图的画法作了如下的规定。 (1接触面与配合面的画法 相邻两零件接触表面和配合面规定只画一条线,两个零件的基本尺寸不相同套装地一起时,即使它们之间的间隙很小,也必须画出有明显间隔的两条轮廓线。 (2剖面线的画法 ①同一零件的剖面线在各剖视图、断面图中应保持方向一致,间隔相等。 ②两零件邻接时,不同零件的剖面线方向应相反,或者方向一致、间隔不等。 (3紧固件和实心零件的画法
装配图的尺寸标注
第八章装配图第二讲装配图的尺寸标注、技术要求、序号和明细栏目的要求:1、掌握装配图上除一组视图外,还要哪些内容,国家标准对此有哪些具体规定。 2、装配图的尺寸标注;技术要求的注写;零件序号的编排。 教学重点:装配图的尺寸种类;零件序号的编排。 教学难点:装配图的尺寸标注、技术要求与零件图的尺寸标注和技术要求的区别。 教学内容: 一、装配图的尺寸标注 装配图的作用与零件图不同,所以在装配图中标注尺寸时,不必把制造零件时所需的尺寸都标注出来,只需注出以下几类尺寸即可。 1、规格、性能尺寸 表达机器或部件规格大小或工作性能的尺寸。如正滑动轴承装配图中Φ50H8是轴承孔径尺寸,即滑动轴承的规格尺寸。 2、装配尺寸 表示机器或部件中各零件间装配关系的尺寸。 (1)配合尺寸:零件间有公差配合要求的尺寸。如正滑动轴承装配图中80H9/f9、Φ60H8/k7等。 (2)连接尺寸:装配图上各零件间的装配连接尺寸。如螺栓、销的定位尺寸。 (3)相互位置尺寸:表示零件间和部件间安装时必须保证其相对位置的尺寸。如正滑动轴承装配图中中中心定位尺寸58等。
(4)装配时需加工的尺寸:为保证装配要求,有关零件需装配在一起后再进行加工,此时应注出加工尺寸。如销孔的配钻尺寸。 3、安装尺寸:表示部件安装在机器上或机器安装在基础上联接固定所需的尺寸。如正滑动轴承装配图中的204。 4、总体尺寸:表示装配体的总长、总宽、总高尺寸。如正滑动轴承装配图中的236、90、142。 5、其他重要尺寸:根据装配体结构特点和需要,必须标注的尺寸。如运动零件的极限尺寸、重要零件间的定位尺寸等。 二、装配图上技术要求的注写 装配图上技术要求的内容,主要包括装配方法、质量要求、检验、调试中的特殊要求以及安装、使用中的注意事项等。应根据装配体的结构特点和使用性能恰当填写。技术要求一般写在图纸下方空白处。 三、装配图上的零件序号 为了便于识图、装配和图样管理,装配图中必须对每种零件进行编号,此编号叫零件序号。 编排序号的方法: 1、装配图中所有的零、部件都必须编写序号,并与明细栏中序号一致。 2、装配图中一个部件只编写一个序号;同一张装配图中相同的零、部件应编写同样的序号。 3、序号的通用表示法 (1)在所指零、部件的可见轮廓内画一圆点,然后从圆点开始画指引线(细实线),在指引线的另一端画一水平线或圆(细实线),在水平线上或圆内注写序号,序号的字高比该装配图中所注尺寸数字高度大一号或两号。如下图(a)。
吸收塔化工原理课程设计
化 -------水吸收二氧化硫过程填料吸收塔设计说明书 学院: 班级: 姓名: 学号: 指导教师: 设计时间:
化工原理课程设计任务书(2) 一、设计题目 水吸收二氧化硫过程填料吸收塔设计 二、设计任务及操作条件 1、设计任务 ①生产能力(入塔炉气流量)2500 m3/h ②二氧化硫吸收率96% ③入塔炉气组成(含二氧化硫) 0.06 (摩尔分率) 2、操作条件 ①入塔炉气温度25℃ ②洗涤除去二氧化硫的清水温度20℃ ③操作压强常压 ④吸收温度基本不变,可近似取为清水的温度 3、填料类型阶梯环填料,填料规格自选 4、厂址齐齐哈尔地区 三、设计内容 1、设计方案的选择及流程说明 2、吸收塔的物料衡算 3、吸收塔工艺尺寸计算 4、填料层压降的计算 5、液体分布器简要设计 6、填料吸收塔装配图(1号图纸) 7、设计评述 8、参考资料
目录 1 绪论 (1) 1.1吸收技术概况 (1) 1.2 吸收设备的发展 (1) 2 设计方案的确定 (2) 2.1方案的确定 (2) 2.2流程的确定 (2) 3 填料选择 (2) 4 吸收塔的工艺计算 (2) 4.1基础物性数据 (2) 4.1.1 液相物性数据 (2) 4.1.2 气相物性数据 (2) 4.1.3 气液相平衡数据 (3) 4.2 物料衡算 (3) 4.3填料塔的工艺尺寸计算 (4) 4.3.1塔径的计算 (4) 4.3.2传质单元高设计 (7) 4.3.3传质单元数的计算 (7) 4.3.4填料层高度 (9) 4.4 填料层压降 (10) 5 填料塔的附属结构 (11) 5.1液体分布器简要置 (11) 5.2液体再分配置 (11) 5.3填料支撑结构 (12) 5.3.1填料支撑结构应满足三个基本条件 (12) 5.3.2较常用的支撑结构 (12)
装配图的尺寸标注
装配图的尺寸标注TTA standardization office
装配图的尺寸标注 Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】
第八章装配图第二讲装配图的尺寸标注、技术要求、序号和明细栏目的要求:1、掌握装配图上除一组视图外,还要哪些内容,国家标准对此有哪些具体规定。 2、装配图的尺寸标注;技术要求的注写;零件序号的编排。 教学重点:装配图的尺寸种类;零件序号的编排。 教学难点:装配图的尺寸标注、技术要求与零件图的尺寸标注和技术要求的区别。 教学内容: 一、装配图的尺寸标注 装配图的作用与零件图不同,所以在装配图中标注尺寸时,不必把制造零件时所需的尺寸都标注出来,只需注出以下几类尺寸即可。 1、规格、性能尺寸 表达机器或部件规格大小或工作性能的尺寸。如正滑动轴承装配图中Φ50H8是轴承孔径尺寸,即滑动轴承的规格尺寸。 2、装配尺寸 表示机器或部件中各零件间装配关系的尺寸。 (1)配合尺寸:零件间有公差配合要求的尺寸。如正滑动轴承装配图中80H9/f9、Φ60H8/k7等。 (2)连接尺寸:装配图上各零件间的装配连接尺寸。如螺栓、销的定位尺寸。 (3)相互位置尺寸:表示零件间和部件间安装时必须保证其相对位置的尺寸。如正滑动轴承装配图中中中心定位尺寸58等。 (4)装配时需加工的尺寸:为保证装配要求,有关零件需装配在一起后再进行加工,此时应注出加工尺寸。如销孔的配钻尺寸。 3、安装尺寸:表示部件安装在机器上或机器安装在基础上联接固定所需的尺寸。如正滑动轴承装配图中的204。 4、总体尺寸:表示装配体的总长、总宽、总高尺寸。如正滑动轴承装配图中的236、90、142。 5、其他重要尺寸:根据装配体结构特点和需要,必须标注的尺寸。如运动零件的极限尺寸、重要零件间的定位尺寸等。 二、装配图上技术要求的注写
填料塔的设计.doc(1)
目录 一.设计任务书 (2) 1.设计目的 (2) 2.设计任务 (2) 3.设计内容和要求 (2) 二.设计资料 (3) 1.工艺流程 (3) 2.进气参数 (3) 3.吸收液参数 (3) 4.操作条件 (3) 5.填料性能 (4) 三.设计计算书 (5) 1.填料塔主体的计算 (5) 1.1吸收剂用量的计算 (5) 1.2塔径的计算 (6) 1.3填料层高度的计算 (8) 1.4.填料塔压降的计算 (12) 2.填料塔附属结构的类型与设计 (13) 2.1支承板 (13) 2.2填料压紧装置 (13) 2.3液体分布器装置 (13) 2.4除雾装置 (14) 2.5气体分布装置 (14) 2.6排液装置 (15) 2.7防腐蚀设计 (15) 2.8气体进料管 (15) 2.9液体进料管: (16) 2.10封头的选择 (16) 2.11总塔高计算 (16) 3.填料塔设计参数汇总 (18) 四.填料塔装配图(见附录) (19) 五.总结 (19) 六.参考文献 (19) 附录 (20)
前言 世界卫生组织和联合国环境组织发表的一份报告说:“空气污染已成为全世界城市居民生活中一个无法逃避的现实。”如果人类生活在污染十分严重的空气里,那就将在几分钟内全部死亡。工业文明和城市发展,在为人类创造巨大财富的同时,也把数十亿吨计的废气和废物排入大气之中,人类赖以生存的大气圈却成了空中垃圾库和毒气库。因此,大气中的有害气体和污染物达到一定浓度时,就会对人类和环境带来巨大灾难,对有害气体的控制更必不可少。 一.设计任务书 1.设计目的 通过对气态污染物净化系统的工艺设计,初步掌握气态污染物净化系统设计的基本方法。培养学生利用所学理论知识,综合分析问题和解决实际问题的能力、绘图能力、以及正确使用设计手册和相关资料的能力。 2.设计任务 试设计一个填料塔,常压,逆流操作,操作温度为25℃,以清水为吸收剂, ,气体处理量为1500m3/h,其中含氨1.9%(体积分数),吸收脱除混合气体中的NH 3 要求吸收率达到99%,相平衡常数m=0.95。 3.设计内容和要求 1)研究分析资料。 2)净化设备的计算,包括计算吸收塔的物料衡算、吸收塔的工艺尺寸计算、填料层压降的计算及校核计算。 3)附属设备的设计等。 4)编写设计计算书。设计计算书的内容应按要求编写,即包括与设计有关的阐述、说明及计算。要求内容完整,叙述简明,层次清楚,计算过程详细、准确,书写工整,装订成册。设计计算书应包括目录、前言、正文及参考文献等,格式参照学校要求。 5)设计图纸。包括填料塔剖面结构图、工艺流程图。应按比例绘制,标出设备、零部件等编号,并附明细表,即按工程制图要求。图纸幅面、图线等应符合国家标准;图面布置均匀;符合制图规范要求。 6)对设计过程的评述和有关问题的讨论。
装配图表示法尺寸标注技术要求
第39 讲第九章装配图 9-1 装配图概述 9-2 装配图的视图表示法 9-3 装配图的尺寸标注和技术要求 教学目标: 1、了解装配图的作用和内容; 2、掌握装配图的视图表示法; 3、装配图的尺寸标注和技术要求 教学重点:装配图的视图表示法 教学难点:同上 教学用具:多媒体 教学过程: 一、9-1装配图概述 装配图是表达机器、部件或组件的图样。表达一台完整机器的装配图,称为总装配图(总图),表达机器中某个部件或组件的装配图,称为部件装配图或组件装配图或组件装配图。通常总图只表示各部件间的相对位置和机器的整体情况,而把整台机器按各部件分别画出装配图。 本章着重介绍装配图的内容、画法、部件测绘和看装配图的方法步骤等方面的问题。 (一)装配图的作用 装配图是机器设计中设计意图的反映,是机器设计、制造的重要的技术依据。在机器或部件的设计制造及装配时都需要装配图。用装配图来表达机器翻译或部件的工作原理、零件间的装配线关系和各零件的主要结构形状,以及装配、检验和安装时所需的尺寸和技术要求。 (1)在新设计或测绘装配体(机器或间件)时,要画出装配图表示该机器或部件的构造和装配线关系,并确定各零件的结构形状和协调各零件的尺寸等,是绘制零件图的依据。 (2)在生产中装配线机器翻译时,要根据装配图制订装配工艺规程,装配图是机器装配、检验、调试和安装工作的依据。 (3)使用和维修中,装配图是了解机器或部件工作原理、结构性能、从而决定操作、保养、拆装和维修方法的依据。 在进行技术交流、引进先进技术或更新改造原有设备时,装配图也是不可缺少的资料。 (一)装配图的内容 图9-1是球阀的装配轴测图,它是由13种零件组成的用于启闭和调节流体流量的部件。图9-2是该部件的装配图。由图9-2可知,装配图应包括以下四方面内容: 1.一组图形 用一组图形(包括各种表达方法)正确、完整、清晰和简便地表达机器或部件的工作原理、零件间的装配线关系及零件的主要结构形状。如图9-2球阀装配图,其一黑穗病形有:主(全剖视图)、俯(局部剖视图)、左(半剖视图)视图,可以满足表达要求。 2.必要的尺寸 只标注出反映机器或部件的性能、规格、外形以及装配、检验、安装时所需要的一些尺寸。