螺纹护套底孔尺寸规格

螺纹护套底孔尺寸规格
螺纹护套底孔孔径的选择
攻螺纹前的螺纹护套底孔直径应能使攻螺纹后的螺纹内径符合安装螺纹护套用的螺纹内径的规定(HB5515-96 或 GJB119.3-86)
选择螺纹护套底孔钻头直径时应考虑不同材料钻孔及攻丝时可能产生产差异。在没有标准资料的情况下也可参照下列公试计算选择钻头直径
D钻头=d+(0.25-0.3)p
D——螺纹公称直径
P——螺距
螺纹护套底孔孔深的选择
由于螺纹护套只能装至完全螺纹部分同时还需低于端面L1(见下图),因此对于盲孔钻孔深度L应为:
L=L0+L1+L2
L0——螺纹护套旋入螺孔后的长度
L1=(0.5-1.5)P
L2=5p
L=L0+6p
对于通孔钻孔深度L应为:
L=L0+2p
根据螺纹护套自由状态圈数,可从相应标准中查出装配状态的长度L0。
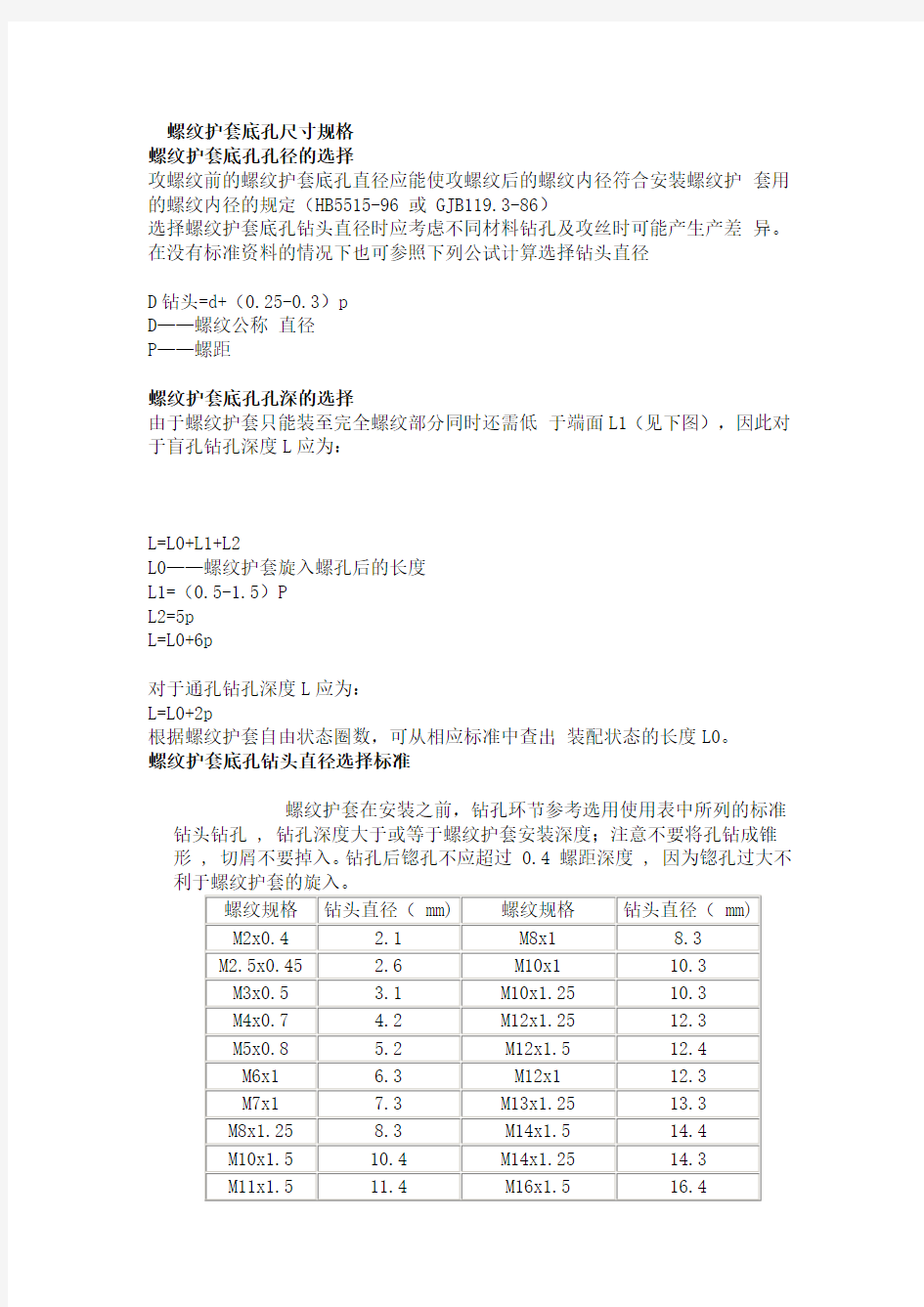
螺纹护套底孔钻头直径选择标准
螺纹护套在安装之前,钻孔环节参考选用使用表中所列的标准钻头钻孔 , 钻孔深度大于或等于螺纹护套安装深度;注意不要将孔钻成锥形 , 切屑不要掉入。钻孔后锪孔不应超过 0.4 螺距深度 , 因为锪孔过大不
(注:本资料素材和资料部分来自网络,仅供参考。请预览后才下载,期待您的好评与关注!)
螺纹外径公制转换表
李少波的螺纹外径公制和英制管螺纹标准螺纹换算标准 ①公称螺纹外径:分公制和英制两种 ZG是锥管的汉语拼音第一个字母。就是锥管螺纹的意思。3/4是四分之三英寸。是指管子的内径是3/4英寸。准确的来讲它的内径是19.05毫米,但这是老标准,现在已经不用了。现在的国标规定ZG3/4″螺纹内径是20毫米。它的表示方法应该是:ZG3/4″。其中(″)是英寸的代表符号。 一英寸等于25.4毫米。一英寸等于8应分。3/4的来历是6/8=3/4。俗称6分。同样ZG1/2″螺纹的管子内径≈15毫米。俗称4分。 ZG1″螺纹的管子内径≈25毫米。俗称1寸。 ZG11/2″螺纹的管子内径≈32毫米。俗称1寸半。.....。 锥管螺纹只用于液压系统连接;而管螺纹G3/4″只用于水管连接。锥管螺纹与管螺纹极为相似,区别只在锥度上。管螺纹都是英制的!!!!! 英制螺纹1/2的大径就是1/2英寸,而管螺纹的1/2指的是管子的内孔 日本工业标准使用公制。JIS有明确的规定。 螺纹分二类,普通螺纹和管螺纹。UN是普通螺纹,他的螺压角为60度。GP 是管螺纹,他的螺压角为55度。 3/8"-20BSF ,表示是惠氏细牙螺纹,螺纹的公称直径是3/8"(单位:英寸),对应的每英寸牙数是20。BSF表示惠氏细牙,BSW 表示惠氏粗牙。
螺丝的英制与公制区别......用扣规量,与公制牙型吻合是公制螺纹,与英制螺纹吻合是英制螺纹。 也可以用卡尺量螺纹的外径,和螺距。 公制螺纹外径是以毫米为单位,如6,8,10,12,18,20毫米等等螺距也是以毫米为单位,如0.5,0.75,1,1.5,2,3,等等 英制螺纹外径是以英寸为单位,(每英寸等于25.4毫米)如3/16,5/8,1/4,1/2,等等所以用公制卡尺量外径读数常带不规则的小数。 英制螺距是用每英寸含多少个牙表示。把卡尺定在25.4毫米,把一个尺尖对齐螺纹牙尖,另一个尺尖如对齐螺纹牙尖就是英制螺纹,如对不齐螺纹牙尖应该是公制螺纹。 测量螺距时最好把螺纹的牙尖倒印在白粉笔上,粉笔上的印比较清晰,便于测量。测公制螺距应该测量一段长度,如10,15,20,毫米等等,数一下含多少牙,算出螺距。 英制分三系列:粗牙系列UNC,细牙系列UNF,特细牙系列UNFF,外加一个定螺距系列UN。 标注方法:螺纹直径—每英寸牙数系列代号—精度等级 比如:粗牙系列3/8—16 UNC—2A 细牙系列3/8—24 UNF—2A 特细牙系列3/8—32 UNFF—2A 定螺距系列3/8—20 UN—2A 第一位数字3/8表示螺纹外径,单位为英寸,转换为米制单位mm要乘以25.4,即3/8×25.4=9.525mm;第二、三位数字16、24、32、20为每英寸牙数(在
普通螺纹攻丝前底孔尺寸(in)
普通螺纹攻丝前底孔尺寸 螺纹的直径和螺距钻孔直径车孔直径螺纹的直 径和螺距 钻孔直径车孔直径 铸铁 青铜 钢 黄铜 直径公差铸铁 青铜 钢 黄铜 直径公差 M4*0.7 M4*0.5 3.3 3.5 3.3 3.5 M27**3 M27*2 23.7 24.7 23.9 24.9 23.5 +0.3 M5*0.8 M5*0.5 4.1 4.4 4.2 4.5 M27*1.5 M27*1 25.3 25.8 25.5 26 M6*1 M6*0.75 4.9 5.1 5 5.2 4.9 - +0.3 M30*3.5 M30*3 26 26.7 26.2 26.9 26 +0.3 M8*1.25 M8*1 6.6 6.9 6.7 7 6.6 - +0.2 M30*2 M30*1.5 27.7 28.3 27.9 28.5 M10*1.5 M10*1.25 M10*1 8.4 8.6 8.9 8.5 8.7 9 8.3 - - +0.25 M33*3.5 M33*3 M33*2 29 29.7 30.7 29.2 29.9 30.9 29 +0.3 M12*1.75 M12*1.5 M12*1.25 M12*1 10.1 10.4 10.6 10.9 10.2 10.5 10.7 11 10 +0.25 M33*1.5 M36*4 M36*3 M36*1.5 31.3 31.5 32.7 34.3 31.5 31.7 32.9 34.5 - 31.4 32.5 34.3 - +0.3 +0.17 +0.17 M14*2 M14*1.5 M14*1 11.8 12.4 12.9 11.9 12.5 13 11.7 +0.3 M39*4 M39*3 M39*1.5 34.6 35.7 37.3 34.8 35.9 37.5 34.4 35.5 37.3 +0.3 +0.17 +0.17 M16*2 M16*1.5 M16*1 13.8 14.4 14.9 13.9 14.5 15 13.7 +0.3 M42*4.5 M42*3 M42*1.5 37.1 38.7 40.3 37.3 38.9 40.5 36.8 38.5 40.3 +0.3 +0.17 +0.17 M18*2.5 M18*2 M18*1.5 M18*1 15.3 15.8 16.4 16.9 15.4 15.9 16.5 17 15.1 +0.3 M45*4.5 M45*3 M45*1.5 40 41.8 43.3 40.2 42 43.5 39.8 41.5 43.3 +0.3 +0.17 +0.17 M20*2.5 M20*2 M20*1.5 M20*1 17.2 17.7 18.3 18.8 17.4 17.9 18.5 19 17.1 +0.3 M48*5 M48*3 M48*1.5 42.5 44.8 46.3 42.7 45 46.5 42.2 44.5 46.3 +0.3 +0.17 +0.17 M22*2.5 M22*2 M22*1.5 M22*1 19.2 19.7 20.3 20.8 19.4 19.9 20.5 21 19.1 +0.3 M52*5 M52*3 M52*1.5 46.4 48.8 50.3 46.6 49 50.5 46.2 48.5 50.2 +0.3 +0.17 +0.17 M24*3 M24*2 M24*1 20.7 21.7 22.8 20.9 21.9 23 20.5 +0.3 M56*5.5 M56*4 M56*2 - - - - - - 49.7 51.4 53.7 +0.3 +0.2 +0.2
螺纹底孔尺寸
摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。 主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术 螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。 在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。 1螺纹底孔的计算 合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算: 当t L≤1时,取:d Z=d-t L 当t L>1时,取:d Z=d-(1.04~1.06)t L(2) 式中t L-螺距,mm d z-螺纹底孔直径,mm d-螺纹直径,mm 表1 螺纹底孔直径的合理值(mm) 螺纹直径d 螺距t L底孔直径d z M1 M2 M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 0.75 1.6 2.5 3.3 4.2 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4
螺纹护套规格及钻孔尺寸表_单位
螺纹护套規格及钻孔尺寸表单位:mm 公称螺纹攻牙及钻孔尺寸螺纹护套长度(圈数±1/4圈) 公制粗牙最小最大适用钻头1D 1.5D2D 2.5D3D M3*0.5 3.12 3.2 3.1465/891/4117/8141/2 M4*0.7 4.17 4.3 4.237/863/887/8113/8137/8 M5*0.8 5.16 5.33 5.243/871/897/8125/8151/2 M6*1.0 6.25 6.42 6.341/471/810127/8153/4 M7*1.07.257.427.351/285/8113/4141/8171/4 M8*1.258.318.528.445/873/8101/4131/816 M10*1.510.3710.6210.558111417 M12*1.7512.4312.7312.5581/4113/8141/2173/4 M14*2.014.4914.8314.551/481/2113/415183/8 M16*2.016.4916.8316.561/897/8131/2171/421 M18*2.518.5819.041955/89121/2155/819 M20*2.520.5821.042163/8101/814173/8211/8 M22*2.522.5823.042371/8111/4151/219231/8公制細牙最小最大适用钻头1D 1.5D2D 2.5D3D M8*1.08.258.428.3695/8131/8161/2201/8 M10*1.010.2510.4210.377/8123/81721251/2 M10*1.2510.3110.5210.457/891/2131/8163/4203/8 M12*1.2512.3112.5212.473/8115/816201/4241/2
螺纹和管径规格
一、管子直径表示方法 一般来说,管子的直径可分为外径、内径、公称直径。 管材为无缝钢管的管子的外径用字母D来表示,其后附加外径的尺寸和壁厚,例如外径为108mm的无缝钢管,壁厚为5mm,用D108*5表示,塑料管也用外径表示,如De63。其它如钢筋混凝土管、铸铁管、镀锌钢管等采用DN表示,在设计图纸中一般采用公称直径来表示,公称直径是为了设计制造和维修,方便人为地规定的一种标准,也叫公称通径,是管子(或者管件)的规格名称。 管子的公称直径和其内径、外径都不相等,例如:公称直径为100mm的无缝钢管有102*5和108*5等好几种,108为管子的外径,5表示管子的壁厚,因此,该钢管的内径为(108-5-5)=98mm,但是它不完全等于钢管外径减两倍壁厚之差,也可以说,公称直径是接近于内径,但是又不等于内径的一种管子直径的规格名称,在设计图纸中所以要用公称直径,目的是为了根据公称直径可以确定管子、管件、阀门、法兰、垫片等结构尺寸与连接尺寸,公称直径采用符号DN表示,如果在设计图纸中采用外径表示,也应该做出管道规格对照表,表明某种管道的公称直径,壁厚。 老式的说法: 4分(1/2”)——DN15——DE20 6分(3/4”)——DN20——De25 1寸——DN25——De32 1寸2——DN32——De40 1寸半——DN40——De50 2寸——DN50——De63 2寸半——DN65——De75
3寸——DN80——De90 4寸——DN100——De110 二、螺纹规格 1. 管螺纹 主要用来进行管道的连接,使其内外螺纹的配合紧密,有直管和锥管两种。 常见的管螺纹主要包括以下几种:NPT、PT、G等。 公制看螺距,英制数一寸内螺纹的个数,NPT、PT、G都是管螺纹。 ●NPT是National (American) Pipe Thread 的缩写,属于美国标准的60度锥管螺 纹,用于北美地区,国家标准可查阅GB/T12716-1991。 ●PT(BSPT)是Pipe Thread 的缩写,是55度密封圆锥管螺纹,原惠氏螺纹家 族,多用于欧洲及英联邦国家,常用于水及煤气管行业,锥度规定为1:16, 国家标准可查阅GB/T7306-2000。 ●G是55度非螺纹密封管螺纹,原惠氏螺纹家族.标记为G 代表圆柱螺纹.国 家标准可查阅GB/T7307-2001。 公制螺纹与英制螺纹的区别: ●公制螺纹用螺距来表示,美英制螺纹用每英寸内的螺纹牙数来表示; ●公制螺纹是60度等边牙型,英制螺纹是等腰55度牙型,美制螺纹为等腰60 度牙型; ●公制螺纹用公制单位(如mm),美英制螺纹用英制单位(如英寸); 行内人通常用“分”来称呼螺纹尺寸,一英寸等于8分,1/4英寸就是2分,以此类推。 G是管螺纹的统称,55、60度的划分属于功能性的,俗称管圆,即螺纹由一圆柱面加
CNC-加工常用
CNC技术培训资料 一﹑攻牙常见问题对策 问题原因对策 丝攻断裂 孔内螺牙崩裂切屑缠绕于丝攻下孔位置尺寸不正确 下孔深度不正确 内孔表面过于粗糙 1﹑慎选正确型号尺寸钻头 2﹑查看加工程序坐标是否正确 3﹑修改加工参数﹐或增加纹孔工序 丝攻螺牙腹部磨损 扭力过高 丝攻磨损过快丝攻之后倾角选择 不正确﹐不适用于该 加工材料﹐冷却液 浓度过低 1﹑选择正确之丝攻 2﹑增加冷却液浓度在(7-8)﹪ 排屑不良 切屑堆积于削槽丝攻型号选择不正确 切削速度选择不正确 选择正确丝攻及切削速度 切屑缠绕于丝攻 内孔螺牙过大且牙表面粗糙丝攻摆动度大或工 件夹持力不稳改善丝攻或工件之夹持 孔内螺牙太松或太紧丝攻螺牙腹部磨擦力过大且热力增加过高丝攻有断裂之虞加工钻咀直径不正确 丝攻摆动度大 冷却油选择不正确 1﹑检查加工钻咀的孔直径及刀 摆动度 2﹑检查丝攻的摆动度 3﹑增加冷却油浓度或更换冷却液二﹑丝攻设计种类(常见) 1﹑直沟丝攻(H.TAP)﹕浅孔﹐短切屑材料或板金作用。(手用丝攻) 2﹑先端丝攻(P.TAP)﹕丝攻导程部分具有一倾斜面﹐以便攻牙时导引屑向丝攻前方排出﹐适于通孔攻牙使用。 3﹑螺旋丝攻(S.TAP)﹕经由10-450之螺旋角排屑沟将切屑由盲孔或排屑不易之阶梯孔中向丝攻后端方向排出。 4﹑无屑丝攻(R.TAP)﹕丝攻螺牙分全无排屑沟(部分规格有润滑沟)以冷作转造原理将螺纹挤压成型﹐大多用于软质材料或轻合金﹐亦适使用于不锈钢材料。 5﹑螺纹护套丝攻 a﹑机械的震动易使螺丝松落﹐造成溃牙﹐使用护套螺纹可保万无一失﹔ b﹑适用于铝﹑锌﹑铜等金属﹐能有效提升螺纹结合强度及修补溃牙等功用﹔ c﹑广泛被应用在航天﹑航海﹑军需﹑武器﹑战车﹑重工机械方面。(例﹕UNC1/4-20,ACME 产品024-920173)其底孔直径特殊不同。 三﹑螺纹等级识别 名称 螺纹的等级 螺纹种类区分 (M) 公制牙 JIS 1级2级3级公螺纹 ISO 4h 6g 8g 母螺纹4H﹑5H 5H﹑6H 7H (U) 美制牙公螺纹JIS ISO 3A 2A 1A
常用螺纹详细尺寸参数
螺纹类型外圆刀具尺寸 攻(车)螺纹前外径(工序 卡标注用) 外螺纹6g(2A) 零件图标注用 内螺纹 6H(2B) 零件图标注用 内孔刀具尺寸 攻(车)螺纹前内径(工序 卡标注用) M3*0.5 Φ3(-0.05/-0.1)Φ3(-0.02/-0.126)Φ2.459(+0.14/0)Φ2.5(+0.08/0) M3*0.35 Φ3(-0.05/-0.1)Φ3(-0.019/-0.104)Φ2.621(+0.1/0)Φ2.6(+0.12/+0.04) M4*0.7 Φ4(-0.05/-0.15)Φ4(-0.022/-0.162)Φ3.242(+0.18/0)Φ3.3(+0.1/0) M4*0.5 Φ4(-0.05/-0.1)Φ4(-0.02/-0.126)Φ3.459(+0.14/0)Φ3.5(+0.1/0) M5*0.8 Φ5(-0.05/-0.15)Φ5(-0.024/-0.174)Φ4.134(+0.2/0)Φ4.2(+0.1/0) M5*0.5 Φ5(-0.05/-0.1)Φ5(-0.02/-0.126)Φ4.459(+0.14/0)Φ4.5(+0.1/0) M6*1 Φ6(-0.05/-0.15)Φ6(-0.026/-0.206)Φ4.917(+0.236/0)Φ5(+0.1/0) M6*0.75 Φ6(-0.05/-0.15)Φ6(-0.022/--0.162)Φ5.188(+0.19/0)Φ5.2(+0.1/0) M8*1.25 Φ8(-0.1/-0.2)Φ8(-0.028/--0.240)Φ6.647(+0.265/0)Φ6.8(+0.1/0) M8*1 Φ8(-0.1/-0.2)Φ8(-0.026/-0.206)Φ6.917(+0.236/0)Φ7(+0.1/0) M8*0.75 Φ8(-0.05/-0.15)Φ8(-0.022/-0.162)Φ7.188(+0.19/0)Φ7.2(+0.1/0) M10*1.5 Φ10(-0.1/-0.2)Φ10(-0.032/-0.268)Φ8.376(+0.3/0)Φ8.5(+0.1/0) M10*1.25 Φ10(-0.1/-0.2)Φ10(-0.028/-0.24)Φ8.647(+0.0.265/0)Φ8.8(+0.1/0) M10*0.75 Φ10(-0.05/-0.15)Φ10(-0.022/-0.162)Φ9.188(+0.19/0)Φ9.25(+0.1/0) M10*1 Φ10(-0.1/-0.2)Φ10(-0.026/-0.206)Φ8.917(+0.236/0)Φ9(+0.1/0) M12*1 Φ12(-0.1/-0.2)Φ12(-0.026/-0.206)Φ10.917(+0.236/0)Φ11(+0.1/0) M12*1.75 Φ12(-0.1/-0.2)Φ12(-0.034/-0.299)Φ10.106(+0.335/0)Φ10.3(+0.1/0) M12*1.25 Φ12(-0.1/-0.2)Φ12(-0.028/-0.24)Φ10.647(+0.265/0)Φ10.8(+0.1/0) M12*1.5 Φ12(-0.1/-0.2)Φ12(-0.032/-0.268)Φ10.376(+0.3/0)Φ10.5(+0.1/0) M14*2 Φ14(-0.15/-0.25)Φ14(-0.038/-0.318)Φ11.835(+0.375/0)Φ12.1(+0.1/0) M14*1.5 Φ14(-0.15/-0.25)Φ14(-0.032/-0.268)Φ12.376(+0.3/0)Φ12.5(+0.1/0) M14*1 Φ14(-0.05/-0.15)Φ14(-0.026/-0.206)Φ12.917(+0.236/0)Φ13(+0.1/0) M16*1 Φ16(-0.05/-0.15)Φ16(-0.026/-0.206)Φ14.917(+0.236/0)Φ15((+0.1/0) M16*2 Φ16(-0.15/-0.25)Φ16(-0.038/-0.318)Φ13.835(+0.375/0)Φ14.1(+0.1/0) M16*1.5 Φ16(-0.15/-0.25)Φ16(-0.032/-0.268)Φ14.376(+0.3/0)Φ14.5(+0.1/0) M18*1.5 Φ18(-0.15/-0.25)Φ18(-0.032/-0.268)Φ16.376(+0.3/0)Φ16.5(+0.1/0)
最新GB公制螺纹标准资料
普通螺纹标准规格表 螺纹基本知识
一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。圆柱螺纹 /圆锥螺纹;外螺纹 / 内螺纹;右旋螺纹 / 左旋螺纹。右旋螺纹:顺时针旋转时选入的螺纹。 左旋螺纹:逆时针旋转时选入的螺纹。完整螺纹:牙顶和牙底具有完整形状的螺纹。不完整螺纹:牙底完整而牙顶不完整的螺纹。螺尾:向光滑表面过渡的牙底不完整的螺纹。有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。公称直径:代表螺纹尺寸的直径。大径:外螺纹的顶径、内螺纹的底径。小径:外螺纹的底径、内螺纹的顶径。 中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。单一中径:牙型上沟槽宽度等于 1/2 基本螺距的地方。 作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。牙型角:在螺纹牙型上,两相邻牙侧间的夹角。螺距:相邻两牙在中径线上对应两点间的轴向距离。螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。 二、.螺纹概述一般将螺纹分为圆柱螺纹和圆锥螺纹。 (一)圆柱螺纹 1. 普通螺纹(又称米制或公制螺纹)螺纹代号 M ,牙形角 60°,基本牙形为平顶。精度等级:内螺纹 4~8 级,外 螺纹 3~9 级。 2. 美标统一螺纹(又称60°英制螺纹) 螺纹代号 UNC 、 UNF 、UNEF 、UN 、 UNS ,牙形角60°,基本牙形为平顶。精度等级:内螺纹 1B~3B ,外螺纹 1A~3A 。 3. 非螺纹密封的管螺纹(又称圆柱管螺纹) 螺纹代号 G,牙形角55°,基本牙形为圆顶圆底。精度等级:内螺纹标准级和 D 级,外螺纹 A 、B 级。 4. 梯形螺纹 螺纹代号 Tr ,牙形角30°(美标为29°),基本牙形为平顶平底。 精度等级: 7~9 级,(美标为 2G~6G)。 5. 其他螺纹锯齿螺纹美标圆柱管螺纹气瓶专用螺纹 。。。。。。 (二)圆锥螺纹 1. 用螺纹密封的管螺纹螺纹代号 R、Rc、 Rp,牙形角55°,基本牙形为圆顶圆底,锥度 1:16。 2. 60°圆锥管螺纹 螺纹代号 NPT 、NPTF ,牙形角60°,基本牙形为平顶,锥度 1: 16。 3. 其他螺纹 米制锥螺纹 石油专用螺纹 气瓶专用圆锥螺纹 三、螺纹量规螺纹量规根据使用性能分:工作规、验收规、校对规和基准规。工作规:制造和检验工件螺纹所用螺纹量规。 验收规:检验部门或用户验收工件螺纹时所用螺纹量规。校对规:制造和检验工作规所用的螺纹量规。 圆柱螺纹通常只有校对塞规,用于检验工作环规。某些圆锥螺纹有校对塞规和校对环规,分别用于检验工作环规和工作塞规。 基准规:某些圆锥螺纹需要基准规用于检验校对规。
螺纹牙套规格及钻孔尺寸表 2
螺纹牙套规格及钻孔尺寸表
螺纹牙套作业程序表 一. 钻孔 使用工具 二.攻牙 使用工具 三.护套装入方向 四. P 型工具装入护套 五. S 型工具装入 六.敲断护套导舌 七.使用后结构 八.损坏时取出方法(以相反方向取出) 问: 请问如何选择工具?
答: 工具其目的是把牙套装入工件中,建议M6[U1/4]以下请使用P型工具,所有细牙也请使用P型工具,M6[U1/4]以上粗牙P型S型二种工具多可选择。 问:请问如何选择专用丝攻? 答: 牙套丝攻可分为手攻[2支组]及机械攻用螺旋丝攻[单支]。 问:为甚么所买的长度规格量起来不够长? 答:因为牙线进入螺纹里会随螺纹线展开长,故请依规格表选择牙套。 问:牙套装不进去母件有那几种原因? 答: (A)牙套方向错了(B)使用P型工具没经过导牙端就直接用前端锁入 (C)没使用专用丝攻(D)钻孔钻大了不自觉,里头已没螺纹[不适用牙 套]。 问:使用牙套机本上应注意那些事项? 答:钻孔请依规定钻孔捡查是不是有扩孔攻牙后捡查螺纹是不是偏了会影响牙套功能,牙套装入只能顺方向,不能反方向不然牙套及工具会损坏。 螺纹护套之功能 螺纹护套系利用弹簧张力之特性,将护套装入母件螺纹内,使其 螺纹啮合之动力、静力负荷均衡,故能使整个螺纹之强度增加, 达到更佳的锁合效果。 螺纹护套之用途
机械五金零件中,有铝、铜、铸铁、电木....等,其螺纹部位,因 母材强度不够,常造成溃牙,螺纹护套可解决此一问题,提高产品价值。 在一般的制造过程中,可补救错误的孔径或损坏之牙孔,达到原规格之螺栓,保持其产品之质量。 螺纹护套适用行业,有使用螺丝之产品,都是其对象,例如:汽车工业、五金制品、各式机械、国防工业、外销产品.....等,使用螺纹护套可提高其产品价值。 螺纹护套使用材质 螺纹护套系使用高级不锈钢SUS304弹簧线材,以冷轧加工成精密的菱形断面,再采用先进之CNC计算机专用加工机,依其规格加工成螺旋状之螺纹护套,再经恒温处理,使护套特性更加稳定不易金属疲劳,硬度达RC43°~50°,故使用护套之螺纹部位和淬火之钢品一样耐用,更超越一般攻牙材料。
各国标准螺纹基本尺寸对照表
英制管螺纹基本尺寸及公差(牙形角55o)BSPP 英制锥管螺纹基本尺寸及公差(牙形角55o)BSPT
美制管螺纹基本尺寸及公差(牙形角60o)UN(F) 布锥管螺纹基本尺寸及公差(牙形角60o) NPT
公制螺纹基本尺寸及公差(牙形角60o) M
55°圆锥管螺纹基本尺寸对照表最新下载-汇兴达55°圆锥管螺纹基本尺寸对照表最新下载-汇兴达55°圆锥管螺纹(BSPT)
3 88 4 09 0 5 9 2 6 R 4 4" 113. 030 2.3 09 11 111. 551 11 0. 7 2 1.479 R 5 5" 138. 430 2.3 09 11 136. 951 13 5. 4 7 2 1.479 R 6 6" 163. 830 2.3 09 11 162. 351 16 0. 8 7 2 1.479 聊城市鑫茂祥管业有限公司专业经营钢管规格:5mm*1mm—1020mm*200mm合金钢管、外径22mm-127mm冷轧无缝钢管、外径127mm-600mm,壁厚16mm-100mm,外径精度±0.5%,壁厚精度±5%热轧中厚壁无缝钢管、16Mn外径400—1600mm、壁厚20—60mm的大口径厚壁卷管,可定尺到16米及各种规格的无缝方管、异型无缝钢管等.常备钢管种类有:构造用无缝钢管、流体用无缝钢管、液压无缝钢管、电力用无缝钢管、石油输送用无缝钢管、化肥设备用无缝钢管、煤矿用无缝钢管、不锈钢无缝钢管、化工用无缝钢管、纺织机械用无缝钢管、汽车;水利用无缝钢管,精密无缝钢管、光亮无缝钢管、军工医疗用无缝钢管、管道用无缝钢管、支柱用无缝钢管、合金无缝管、高压无缝管、大口径直缝焊管等。适用于工程、煤矿、纺织、电力、锅炉、机械、军工等各个领域。公司以良好的信用、优质的产品、雄厚的实力、低廉的价钱享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。 管螺纹的基本尺寸表 (2010-10-25 15:57:35) 转载▼ 标签: 杂谈
螺纹牙套规格及钻孔尺寸表
螺纹牙套规格及钻孔尺寸表 螺纹公称 攻牙钻孔尺寸 螺纹牙套长度(圈数)±1/4 公制粗牙螺纹 最小 最大适用钻头1D 1.5D2D 2.5D3D M3-0.5 3.12 3.20 3.14 6 5/89 1/411 7/814 1/2 M4-0.7 4.17 4.30 4.2 3 7/8 6 3/88 7/811 3/813 7/8 M5-0.8 5.16 5.33 5.2 4 3/87 1/89 7/812 5/815 1/2 M6-1.0 6.25 6.42 6.3 4 1/47 1/81012 7/815 3/4 M7-1.07.257.427.3 5 1/28 5/811 3/414 1/817 1/4 M8-1.258.318.528.4 4 5/87 3/810 1/413 1/816 M10-1.510.3710.6210.558111417 M12-1.7512.4312.7312.558 1/411 3/814 1/217 3/4 M14-2.014.4914.8314.5 5 1/48 1/211 3/41518 3/8 M16-2.016.4916.8316.5 6 1/89 7/813 1/217 1/421 M18-2.518.5819.0419.0 5 5/8912 1/215 5/819 M20-2.520.5821.0421.0 6 3/810 1/81417 3/821 1/8 M22-2.522.5823.0423.07 1/811 1/415 1/21923 1/8公制细牙螺纹 最小 最大适用钻头1D 1.5D2D 2.5D3D M8-1.08.258.428.369 5/813 1/816 1/220 1/8 M10-1.010.2510.4210.37 7/812 3/8172125 1/2 M10-1.2510.3110.5210.4 5 7/89 1/213 1/816 3/420 3/8
(完整版)最新GB公制螺纹标准
普通螺纹标准规格表
螺纹基本知识 一、螺纹的名词术语 螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。 圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。 右旋螺纹:顺时针旋转时选入的螺纹。 左旋螺纹:逆时针旋转时选入的螺纹。 完整螺纹:牙顶和牙底具有完整形状的螺纹。 不完整螺纹:牙底完整而牙顶不完整的螺纹。 螺尾:向光滑表面过渡的牙底不完整的螺纹。 有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。 公称直径:代表螺纹尺寸的直径。 大径:外螺纹的顶径、内螺纹的底径。 小径:外螺纹的底径、内螺纹的顶径。 中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。 单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。 作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。 牙型角:在螺纹牙型上,两相邻牙侧间的夹角。 螺距:相邻两牙在中径线上对应两点间的轴向距离。 螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。 二、.螺纹概述 一般将螺纹分为圆柱螺纹和圆锥螺纹。 (一)圆柱螺纹 1. 普通螺纹(又称米制或公制螺纹) 螺纹代号M,牙形角60°,基本牙形为平顶。 精度等级:内螺纹4~8级,外螺纹3~9级。 2. 美标统一螺纹(又称60°英制螺纹) 螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。 精度等级:内螺纹1B~3B,外螺纹1A~3A。 3. 非螺纹密封的管螺纹(又称圆柱管螺纹) 螺纹代号G,牙形角55°,基本牙形为圆顶圆底。 精度等级:内螺纹标准级和D级,外螺纹A、B级。 4. 梯形螺纹 螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。 精度等级:7~9级,(美标为2G~6G)。 5. 其他螺纹 锯齿螺纹 美标圆柱管螺纹 气瓶专用螺纹 。。。。。。 (二)圆锥螺纹 1. 用螺纹密封的管螺纹 螺纹代号R、Rc、Rp,牙形角55°,基本牙形为圆顶圆底,锥度1:16。 2. 60°圆锥管螺纹
螺纹基本尺寸对照表
螺纹基本尺寸对照表 (以及螺纹底孔相关尺寸) 参照机械设计师首册编制 OPMSM 2005年7月
螺纹代号 Thread code 一、英制螺纹(螺纹牙型角55度) BSW——英国标准惠氏螺纹(粗牙) BSF——英国标准惠氏螺纹(细牙) G——直管螺纹(外螺纹分A、B两级即在螺纹中径公差有所区别,丝锥分G、G-D)非密封性螺纹 R——锥管外螺纹(旧代号ZG;KG) RC——锥管内螺纹(旧代号ZG;KG) 二、美制螺纹(螺纹牙型角60度) UNC——统一制粗牙螺纹(代替NC) UNF——统一制细牙螺纹(代替NF) UNEF——统一制超细牙螺纹 UN——统一制不变螺距螺纹 UNS——统一制特殊螺纹 三、美制螺纹(螺纹牙型角60度) NPT——一般用途锥管螺纹(旧代号Z、K)(斜角为1°47'即1:16)NPSC——管接头直管内螺纹 NPSM——设备上自由配合,机械连接用直管螺纹 NPTF——干密封锥管螺纹 NPSF——干密封燃料内螺纹 NGT——气瓶用螺纹 四、米制螺纹(螺纹牙型角60度,斜角为1°47'24"即1:16) ZM——米制锥管螺纹 五、其它螺纹 SM——缝纫机螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形) PZ——气瓶螺纹 5V1至20V1——气门芯螺纹(螺纹牙型角60度,平顶、螺纹底部为园弧形) 六、管螺纹(螺纹牙型角55度,螺纹顶、底部为园弧形约) RC——圆锥内螺纹(螺纹牙型角55度,斜角为1°47'即1:16) RP——圆柱内螺纹(螺纹牙型角55度) R——圆锥外螺纹(螺纹牙型角55度,斜角为1°47'即1:16) 七、普通螺纹(螺纹牙型角60度) M——普通螺纹代号 八、特殊螺纹 Tr——梯形螺纹(螺纹牙型角30度) B——锯齿形螺纹(牙型角30×30度)
公制螺纹英制螺纹规格一览表
公制螺纹/英制螺纹规格一览表 外螺纹大径(单位mm)-----------------内螺纹小径(单位mm)-------- --------- 序号规格型号最大最小公差最大最小公差1M10*19.9749.7940.1809.1578.9170.240 2M12*1.511.96811.7320.23610.67610.3760.300 3M14*1.513.96813.7320.23612.67612.3760.300 4M16*1.515.96815.7320.23614.67614.3760.300 5M18*1.517.96817.7320.23616.67616.3760.300 6M20*1.519.96819.7320.23618.67618.3760.300 7M22*1.521.96821.7320.23620.67620.3760.300 8M24*1.523.96823.7320.23622.67622.3760.300 9M26*1.525.96825.7320.23624.67624.3760.300 10M27*1.526.96826.7320.23625.67625.3760.300 11M30*1.529.96829.7320.23628.67628.3760.300 12M27*226.96226.6820.28025.21024.8350.375 13M30*229.96229.6820.28028.21027.8350.375 14M33*232.96232.6820.28031.21030.8350.375 15M36*235.96235.6820.28034.21033.8350.375 16M42*241.96241.6820.28040.21039.8350.375 英制螺纹规格一览表
螺纹孔底孔尺寸表
文摘:在钣金冲压件中,根据材料的厚度,采用精冲小孔、变薄翻边、冷冲孔和挤压等工艺方法,形成螺纹底孔。本文论述了上述螺纹冲压工艺、模具结构及其设计制造工艺。主题词:冲孔螺纹底孔、冲孔小孔、变薄翻边、冷冲孔与挤压、成形技术。螺纹连接结构,尤其是紧密螺纹连接结构,是各种机电和家用电器中最重要的部件连接结构。对于钣金冲压件的紧密螺纹连接,连接螺纹的长度必须大于材料的厚度,以保证连接的可靠性和增强其承载能力,从而达到使钣金冲压件可靠、重量轻、强度高的目的。轻巧紧凑的理想结构部件。在仪器仪表、电子电器、各种家用电器、家用电器、玩具等产品的钣金冲压件中,经常采用M2-M10小螺纹紧固结构。为了提高生产效率,满足大批量生产的需要,采用小孔精密冲孔、减薄翻边、冷冲孔、挤压等方法,不仅可以冲孔而不必钻孔,大大提高了生产效率,同时,可获得尺寸准确、一致性好的底孔,使螺纹连接有足够的长度,保证连接的可靠性和设计要求的承载能力。因此,采用冲压成形技术加工小螺纹底孔具有质量高、成品率高的效果,也是一项成熟且值得推广的技术。1螺纹底孔的计算合适的螺纹底孔尺寸不仅取决于螺纹直径,而且与螺距有密切关系。通常计
算如下:当tL≤1时,取:dZ=d-tL,当tL>1时,取:dZ=d-(1.04~1.06)tL(2),式中tL螺距,mm dZ—螺纹底孔直径,mm d—螺纹直径,mm表1螺纹底孔直径合理值(mm)螺纹直径d螺距tL底孔直径dz M1 M2 M3 M4 M5 M6 M12 M12 M14 M16 M18 M20 M22 M24 M27 M30 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2.5 2.5 2.5 3 3 3 3 3.5 0.75 1.6 2.5 3 4 4 5 5 5 5 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4 20.9 26.3 2冲螺纹的基本工艺底孔是冷冲压法,冲压钣金件螺纹底孔的主要工艺方法是:(1)当冲压件的厚度满足螺纹连接所需长度时,用厚料冲孔并精冲。冲压工艺可以解决这个问题。一般较厚的材料,小孔多为小孔,即冲孔螺纹底孔的直径dz≤t或略大于t,见表2。螺纹连接的最小有效长度取决于螺纹直径和螺距,并与联轴器的材料类型密切相关。表2厚板冲孔小螺纹底孔参数(中碳钢冲孔件)冲孔材料厚度t(mm)螺钉直径d螺距tL(mm)底孔直径dz(mm)所需最小螺纹连接长度Lmm(mm)3 M2 M3 M4 0.4 0.5 0.7 1.6 2 2.5 3 3 1.7 2 2.6 4 M3 M4 M5 0.5 0.7 0.8 2 2 2.5 4 4 4.2 2 2 2 2.63.2.2 2 2 24.2.2 M4 M5 M5 M5 M6 0.7 0.8.8.3 3 3.3 3 3.3 3 3 3 3 6 6 6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 2 2 2 2
公制螺纹规格一览表
公制螺纹/英制螺纹规格一览表 公制螺纹规格一览表 外螺纹大径(单位mm)-----------------内螺纹小径(单位mm)----------------- 序号规格型号最大最小公差最大最小公差 1 M10*1 9.974 9.794 0.180 9.157 8.917 0.240 2 M12*1.5 11.968 11.732 0.236 10.676 10.376 0.300 3 M14*1.5 13.968 13.732 0.236 12.676 12.376 0.300 4 M16*1. 5 15.968 15.732 0.23 6 14.676 14.376 0.300 5 M18*1.5 17.968 17.732 0.23 6 16.676 16.376 0.300 6 M20*1.5 19.968 19.732 0.236 18.676 18.376 0.300 7 M22*1.5 21.968 21.732 0.236 20.676 20.376 0.300 8 M24*1.5 23.968 23.732 0.236 22.676 22.376 0.300 9 M26*1.5 25.968 25.732 0.236 24.676 24.376 0.300 10 M27*1.5 26.968 26.732 0.236 25.676 25.376 0.300 11 M30*1.5 29.968 29.732 0.236 28.676 28.376 0.300 12 M27*2 26.962 26.682 0.280 25.210 24.835 0.375 13 M30*2 29.962 29.682 0.280 28.210 27.835 0.375 14 M33*2 32.962 32.682 0.280 31.210 30.835 0.375 15 M36*2 35.962 35.682 0.280 34.210 33.835 0.375 16 M42*2 41.962 41.682 0.280 40.210 39.835 0.375 -----------------------------------------------------------------------------------------------------------------------------------------------
螺纹孔底孔尺寸表
底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞。 丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
M20X1.5 18.50 18.676 18.376 M20X1.0 19.00 19.153 18.917 M22X2.0 20.00 20.210 19.835 M22X1.5 20.50 20.676 20.376 M22X1.0 21.00 21.153 20.917 M24X2.0 22.00 22.210 21.835 M24X1.5 22.50 22.676 22.376 M24X1.0 23.00 23.153 22.917 M25X2.0 23.00 23.210 22.835 M25X1.5 23.50 23.676 23.376 M25X1.0 24.00 24.153 23.917 M26X1.5 24.50 24.676 24.376 M27X2.0 25.00 25.210 24.835 M27X1.5 25.50 25.676 25.376 M27X1.0 26.00 26.153 25.917 M28X2.0 26.00 26.210 25.835 M28X1.5 26.50 26.676 26.376 M28X1.0 27.00 27.153 26.917
螺纹外径公制转换表
少波的螺纹外径公制和英制管螺纹标准螺纹换算标准 ①公称螺纹外径:分公制和英制两种 ZG是锥管的汉语拼音第一个字母。就是锥管螺纹的意思。3/4是四分之三英寸。是指管子的径是3/4英寸。准确的来讲它的径是19.05毫米,但这是老标准,现在已经不用了。现在的国标规定ZG3/4″螺纹径是20毫米。它的表示方法应该是:ZG3/4″。其中(″)是英寸的代表符号。 一英寸等于25.4毫米。一英寸等于8应分。3/4的来历是6/8=3/4。俗称6分。 同样ZG1/2″螺纹的管子径≈15毫米。俗称4分。 ZG1″螺纹的管子径≈25毫米。俗称1寸。 ZG11/2″螺纹的管子径≈32毫米。俗称1寸半。.....。 锥管螺纹只用于液压系统连接;而管螺纹G3/4″只用于水管连接。锥管螺纹与管螺纹极为相似,区别只在锥度上。管螺纹都是英制的!!!!! 英制螺纹1/2的大径就是1/2英寸,而管螺纹的1/2指的是管子的孔 日本工业标准使用公制。JIS有明确的规定。 螺纹分二类,普通螺纹和管螺纹。UN是普通螺纹,他的螺压角为60度。GP 是管螺纹,他的螺压角为55度。 3/8"-20BSF ,表示是惠氏细牙螺纹,螺纹的公称直径是3/8"(单位:英寸),对应的每英寸牙数是20。BSF表示惠氏细牙,BSW 表示惠氏粗牙。
螺丝的英制与公制区别......用扣规量,与公制牙型吻合是公制螺纹,与英制螺纹吻合是英制螺纹。 也可以用卡尺量螺纹的外径,和螺距。 公制螺纹外径是以毫米为单位,如6,8,10,12,18,20毫米等等螺距也是以毫米为单位,如0.5,0.75,1,1.5,2,3,等等 英制螺纹外径是以英寸为单位,(每英寸等于25.4毫米)如3/16,5/8,1/4,1/2,等等所以用公制卡尺量外径读数常带不规则的小数。 英制螺距是用每英寸含多少个牙表示。把卡尺定在25.4毫米,把一个尺尖对齐螺纹牙尖,另一个尺尖如对齐螺纹牙尖就是英制螺纹,如对不齐螺纹牙尖应该是公制螺纹。 测量螺距时最好把螺纹的牙尖倒印在白粉笔上,粉笔上的印比较清晰,便于测量。测公制螺距应该测量一段长度,如10,15,20,毫米等等,数一下含多少牙,算出螺距。 英制分三系列:粗牙系列UNC,细牙系列UNF,特细牙系列UNFF,外加一个定螺距系列UN。 标注方法:螺纹直径—每英寸牙数系列代号—精度等级 比如:粗牙系列3/8—16 UNC—2A 细牙系列3/8—24 UNF—2A 特细牙系列3/8—32 UNFF—2A 定螺距系列3/8—20 UN—2A 第一位数字3/8表示螺纹外径,单位为英寸,转换为米制单位mm要乘以25.4,即3/8×25.4=9.525mm;第二、三位数字16、24、32、20为每英寸牙数(在25.