纸箱厂生产流程图审批稿
纸箱厂生产流程图 YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】
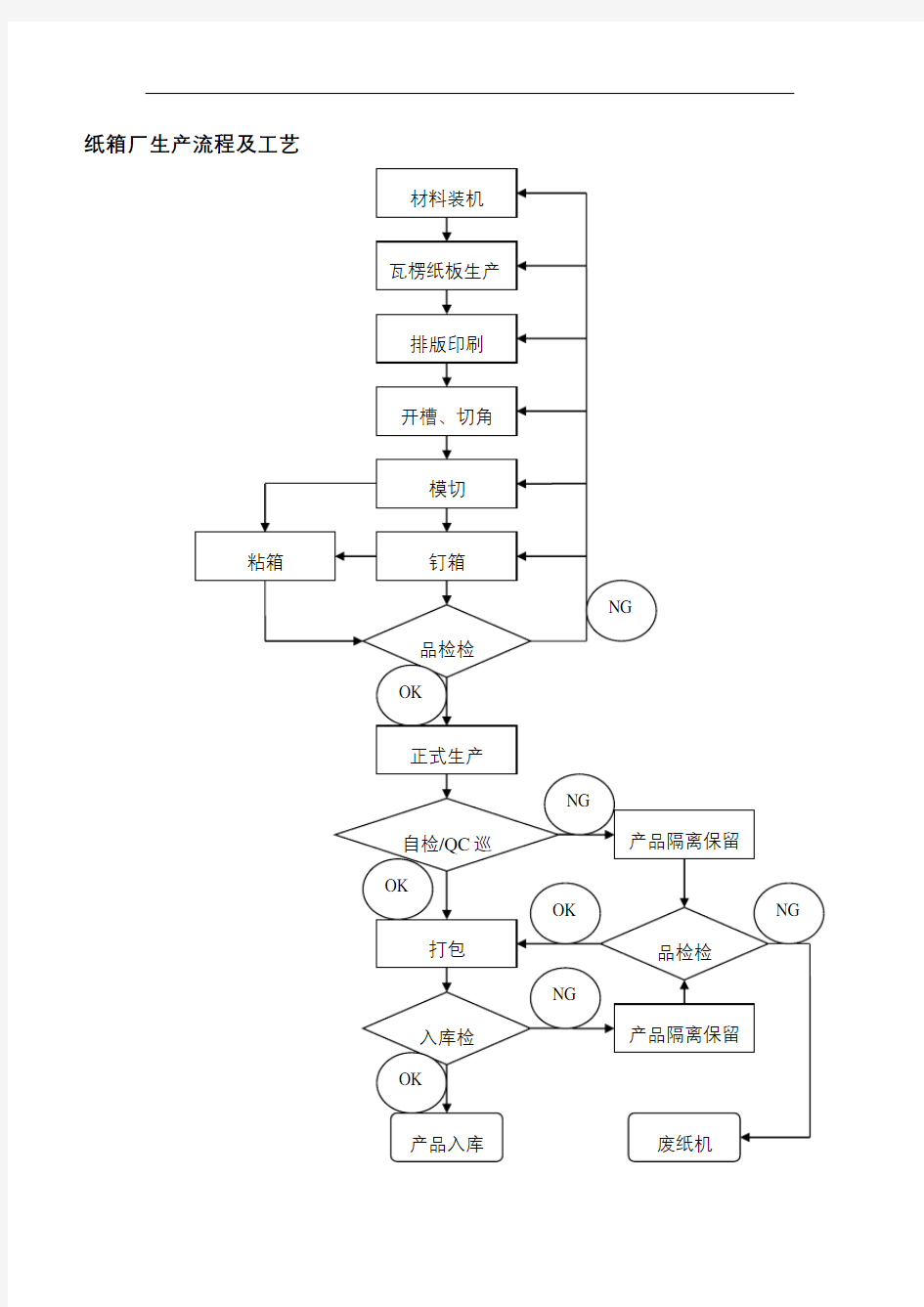
纸箱厂生产流程及工艺
纸箱厂立项生产可行性报告
2016年04月,WORD格式,可编辑修改。
(供参考) 目录 序内容页 1 纸箱包装项目特点 1 2 纸箱生产工艺流程图 1 3 纸箱制造全程示意图 2 4 生产综合情况表 3 3-4 5 怎样计算纸箱利润 (供参考) 6 注意事项 4 7 提出建议 4 8 新办厂前期报告书 5 9 费用及开支预算 6 10 总体评估7 11 前期营运相关工作8 编号:1 一、纸箱包装项目特点
主要特点: (1) 项目科技含量低,注重实践经验 (2) 原、辅助材料、业务就地组织(3) 产品就地生产,就地销售 (4) 产品零库存(以销定产,根据订单生产)(5)生产周期短、快(当日购进纸板,当日出产品)(6)环保、无污染、用电量小(7)设备投资额度小,产值高(8)项目开发可行性程度高,上马快捷 (9)投资风险 低、收益明显等特点。 二、纸箱生产工艺流程图 第一道工序第二道工序第三道工序 编号:2 三、纸箱制造全程示意图(基本配置) 工 序设备配置图操作后成型示意图 第 一道工序 分纸滚线机经过分纸滚线机一次可以完成纸板一片或多片的横向两条滚线纸板横 向滚 线,一 次完成 印刷、开 槽、切角、 切边、纵向 滚线五道 工序一次 完成 纸箱装 订一次 完成 纸板就 地购进 成品纸 箱入库
第 二道工序印刷开槽机经过印刷开槽机一次完成多色印刷、切角、滚线、开槽、切边五道 工序 第 三 道 工 序 钉箱机装钉成型打包入库 编号:3 四、生产综合情况表(按理论匡算) 设备配置每小时可生产 纸箱数量 (只)操作人 员配备 (人) 设备占 地面积 (平方) 用电量 (千瓦) 型号名称 数量(台) 2000 分纸机 2 1800 3X2 1.5 打角机 1 小订单用 2600 双色或四 色印刷开 槽机 1 1800 10 3-5 1200 装订机 2 每人每小时装 订250--300 2X2 1
纸箱生产流程介绍
纸箱生产流程介绍 一:设计决定产品的最终效果 对纸箱产品来讲设计尤为重要,否则很难达到客户要求,可能出现退货,给企业造成重大损失。 我认为市场部门接到订单后,应该把客户的所有信息传递到工艺设计部门。其中包括版面的装饰要求、规格尺寸、
箱型结构、内装物及盛重、堆码层数等相关内容。经设计部门设计后,方可传到制造部门完成产品的实现。 1)计算出最下层纸箱所能承受的最大堆码载荷Ps 即Ps=(Nmax-1)·G,其中,Nmax为最大堆码层数,G为内装物和箱体重。 2)选取合适的安全系数K
根据SN/T0262-93出口运输包装瓦楞纸箱检验规程的要求,在贮存期小于30天时,K=1.6;贮存期在30~100天时, K=1.65;贮存期大于100天时,K=2。 当然,为了安全起见,安全系数通常取3以上。不过安全系数取得过大,原材料的各种指数相对要高,纸张的价格会明显上升,致使成本增加,对市场开发不利。再有如果安全系数选取过大,会出现质量过剩,系数过小,又造成
塌箱等质量问题。所以,要根据客户的实际要求,选取合适的安全系数。 3)根据安全系数计算出所要达到的最大抗压强度值P 即P=K·Ps 4)根据Kelicutt公式,选择合适的纸张搭配组合 即Px·F=P(已算出)
所以Px=P/F,其中,F为与纸箱周边长和瓦楞型有关的常数,通过查表得出。Px为瓦楞纸板综合环压强度值,Px=(R1+R2+Rm1C)/15.2 如果已知R1、R2、Rm1C中任何一种或两种材料的环压指数和克重,便可求出第三种材料的环压指数和克重,达到纸张合理搭配的目的。 二:做好过程控制是产品实现的保证
纸箱厂工艺流程
纸箱厂工艺流程 一(公司简介 联营纸箱厂前身是一间国有企业,现在是私企,拥有员工80多人。公司的经营范围:瓦楞纸板、纸箱、纸盒。 二(工艺流程 去到联营纸箱厂,先是纸板车间主任向我介绍制造纸板的工艺流程。其实,以前我对纸板一无所知的。当车间主任向我介绍的时候,我是认真的听着,做着笔记。可是,在我的脑海里还是没有一点概念。什么“大坑”,“小坑”,“电脑横切刀”,我通通都不懂,就是觉得很陌生、复杂。当车间主任领着我去生产车间,再一次向我讲解的时候,我才对整个生产流程有一个总体的概念。这间企业的纸板生产线只有一条,是流水线生产的。瓦楞纸板机由多种机台组成的。其设备大体如下:1.单体机部分(制造单面瓦楞纸板的设备)包括退纸装置,预热器,预处理器,单面机,输送架;2.双面机部分(成型三层、五层瓦楞纸板的设备)包括退纸装置,制动器,三联预热器,上胶器,烘干装置和冷却装置,帆布输送带;3.切断部分(按要求将瓦楞纸板加工成一定规格的设备)包括电脑横切刀,输送及堆叠机。卷筒纸经过压楞、涂胶、粘合、加压、烘干、连续生产并切成需要的瓦楞纸板。 这个纸箱厂主要是生产单面瓦楞纸板,三层瓦楞纸板,五层瓦楞纸板。制造瓦楞芯纸,采用瓦楞原纸。制造面、芯、里纸采用牛皮箱板纸。瓦楞纸板是由面纸和瓦楞芯纸多层粘合而结成的。单面瓦楞纸板是由一张面纸和一张瓦楞芯纸粘合而成。三层瓦楞纸板是在一张瓦楞芯纸两面各粘一张箱板而合成的。而五层瓦楞纸板由面、里、芯三张和两张瓦楞芯纸粘合而成。我觉得制造生产五层瓦楞纸板比较有代表性,下面就介绍五层瓦楞纸板的生产过程。下面是对生产五层瓦楞纸板所画的工艺流程图
首先将五个卷筒原纸按一定方向放在退纸架上,各纸幅分别经预热器预热,使其表面受热,以利于粘合。瓦楞原纸在送入单面机之前先经预处理器预热,调节纸的含水量和熨平纸幅。随后,瓦楞原纸便进入单面机进行压楞,涂粘合剂并与面纸粘合成单面瓦楞纸板。单面瓦楞纸板制成后被提升输送器分别送上天桥输送架,经制动器进入三联预热器。接着两种单面瓦楞纸板分别送入上胶机进入上胶机进行涂胶,里纸则再一次预热,然后三者一起进入双面机组的烘干设备进行粘合烘干。纸板经热粘合再冷却,使其所含水分蒸发出来。纸板在输送带上冷却后,经电脑横切刀按一定规格对纸板作横向切断,最后经输送带送到堆叠机并将其堆积整齐。 其实,制造瓦楞纸板是一个很复杂的,有很多学问。在制造的过程中,有很多因素要考虑。生产时要求瓦楞原纸、温度、粘合剂、速度等同步进行。若有一个环节失控,将不可避免会发生质量问题。如果粘合剂配比不当,楞辊、压力辊和热辊温度不够会造成瓦楞纸板起泡、 胶脱或粘合不良。因为我只实践了几天,所以对制造纸板的了解比较肤浅,只是有一个总体的认识。 介绍完瓦楞纸板,下面介绍纸箱的工艺流程图。
纸箱厂的操作流程及操作规章
纸箱厂的操作流程及操作规章 生产流程 分纸 检验排产单与生产指令单是否相符——检测纸质、纸度——调规——分样——检查尺寸——生产——记录好生产平方数——贴好生产指令单后把分压好的纸板拉放到印刷机处印刷 检验排产单与生产指令单是否相符——检测纸质、压线尺寸——上版——调规——核对印刷颜色——上墨——分样——核查印刷版面及颜色——生产——记录好生产平方数——贴好生产指令单后把生产好的纸板拉到打钉处 开槽 检查排产单与生产指令单是否相符——检测纸质、压线尺寸——调规——分样——检查尺寸——生产——记录好生产平方数——贴好生产指令单后把开好槽的纸板拉放到打钉处钉箱(粘箱) 检查排产单与生产指令单是否相符——打样——折叠纸箱检测箱盖合缝质量——打钉——打捆——记录好生产平方数——贴好生产指令单后(入库标签)入库 出货 文员统计好出货线路——保管员点数——装车——开具送货单——出车——堆放到客户指定位置——客户签收——回单上交保管员处 收款 业务员拟好对帐单——文员核对帐单——文员传送对帐单给客户——电话核实客户收取帐单情况(需开具发票者开好发票)——(收款日期)业务员签字领取票据(发票)(保管员处)——收款(客户处)——上交保管员(签字)——消所领票据 业务流程 接收订单——确认订单数量、单价、质量及技术要求等——确认付款方式——确认交货时间——确认接单 采购流程 业务员发送采购单给采购文员——采购文员按采购内容与客户订单相核查——确认采购单——整理采购单后统一排单——下采购单给供应商——电话供应商确认采购单接收情况(供货时间等)——拟好生产单——验收来料质量——入库——附上生产指令单收料流程 文员收到送货单——安排供应商下货——核对品质、数量、尺寸——附上生产指令单——入库 操作规章 分纸 一、生产准备 1、检查电源开关是否正常,生产工具是否齐全,以确保正常生产。 2、核对纸板来料与生产单资料是否一致,发现有异常及时向厂部反应。 3、调规后一定要紧固螺丝,预防走位,根据纸板的厚簿及要求适当调整折位和压线深 度。
纸箱生产工艺流程
原文地址:纸箱生产工艺流程作者:刘唯贞 纸箱生产工艺流程 (2009-12-31 18:26:35) 标签 包装纸箱用途广泛可用来包装食品、饮料、家用电器、医药、日用化妆品、机电等产品 包装纸箱优点 重量轻 三层(单瓦楞)纸板的重量按用纸175/150/150g/m2 计算,约600 g/m2 ,而同样3mm 厚度的木板的重量约为2000 g/m2 ,是纸板的3倍以上。 成本低 其原料为原纸,可用木浆(木材的边角料)、草浆制作,并可方便地回用再利用(无公害)。(环保) 易加工 由于纸张的平整性,决定了其可以方便地进行印刷。 便于储存和运输 由于纸箱能够折叠,在储存与运输时占用的空间很小很方便储存与运输,而这是木材包装、金属包装所不具备的。 结构合理 瓦楞的楞型(U、V、UV)结构大大地提供了纸箱的抗压、耐破能力。 原纸是形成纸板、纸箱产品质量的重要因素之一,是纸板、纸箱组成的主要原料。按用途可分为二大类即箱纸板(GB13024-91)和瓦楞原纸(GB13023-91) 用作瓦楞纸箱的面纸、里纸或中心纸。其质量等级为A、B、C、D。其中A、B、C为挂面纸板。根据纸张的颜色及表面处理方式,又可细分为白版纸与牛皮纸按制造商来分可分为国产纸、进口纸,而进口纸中又可细分美卡、俄卡等。 瓦楞的形状 瓦楞的基本形状有U形和V形,U形的楞峰接近圆形,V] 形的楞峰接近尖形,如下图所示。 a)单瓦楞纸板(三层板)b)双瓦楞纸板(五层板)c)三瓦楞纸板(七层板) 瓦楞纸箱是以箱坯为基础,通过结合、封箱和捆扎而成为箱形结构的。
瓦楞纸板生产线 纸板形成工艺: 瓦楞生产线的结构:瓦线按其最高生产速度可分为中低速(150m/min 以下)、中高速(150m/min以上)。一般一条瓦楞生产线由下列单机和系统组成: a)原纸支架。 作用是支撑原纸,使其可以一定的速度进行生产。目前一般采用的均是液压无轴方式。对先进的瓦线在原纸支架上可带有自动接纸机,保证换纸时的质量及效率。 b)预热器。 对进入瓦楞辊前原纸进行预热,使其便于成型及粘合。 c)单面机。 瓦楞生产线的心脏部件之一,是瓦楞成型的机器,主要零件为瓦楞辊。瓦楞辊的质量及进纸方式(导纸板导纸、真空吸附导纸、正压系统导纸)及单 面机整机精度将决定单面机生产出的一平一瓦的质量。较先进的设备目前可配备瓦辊快换系统,以提高工作效率。 瓦楞辊由上、下瓦楞辊组合将瓦楞原纸压成波形瓦楞纸。瓦楞辊的配合压力(间隙)、平行度、恰当的中高是瓦楞辊工作时的重要技术指标 d)上纸小车。 将原纸自生产现场外部移至原纸支架处的厂内运输设备。 e)输送过桥。 也称天桥。其作用是匹配各单面机生产出的单面纸板,并对单面纸板作初步固化。 f)多重预热器(二重、三重等)。 对从单机输出的单面纸板进行预热,以利于以下的涂胶及粘合,并保持纸板适当的干燥度。 j )双面涂胶机。 对单面瓦楞另一楞峰进行上胶,使得瓦楞得以粘合。主要部件有上胶辊和均胶辊。 h)粘合烘干机。 经上胶后的纸板需在一定的温度、压力及一定的时间内进行固化目前压载系统主要有以下三种方式:一是重力辊压载,二是压力板压载,三是气囊压载。除压载方式外,本系统另一主要部件是输送皮带,输送皮带的质量(导热性、透气性等)对纸板的质量也有较大的影响,主要有国产(如沈阳兴中)及进口输送带。 i)纵切压痕机。
纸箱厂立项生产可行性报告
(供参考) 编制:林前坤2009年11月3日
目录
一、纸箱包装项目特点 主要特点: (1) 项目科技含量低,注重实践经验(2) 原、辅助材料、业务就地组织(3) 产品就地生产,就地销售(4) 产品零库存(以销定产,根据订单生产)(5)生产周期短、快(当日购进纸板,当日出产品)(6)环保、无污染、用电量小(7)设备投资额度小,产值高(8)项目开发可行性程度高,上马快捷(9)投资风险低、收益明显等特点。 二、纸箱生产工艺流程图 第一道工序第二道工序第三道工序
三、纸箱制造全程示意图(基本配置) 工 序设备配置图操作后成型示意图 分纸滚线机 第 一 道 工 序 经过分纸滚线机一次可以完成纸板一片或多片的横向两条滚线 印刷开槽机 第 二 道 工 序 经过印刷开槽机一次完成多色印刷、切角、滚线、开槽、切边五道工序 钉箱机 第 三 道 工 序 装钉成型打包入库
四、生产综合情况表(按理论匡算) 注:1、前期订单少,人员也少,工序可采取流水作业进行,一道工序完 成后再进行另一道工序作业。 2、每小时可生产纸箱数量一栏,该数据是按机械速度匡算(停机因 素未算在内) 五、怎样计算纸箱利润(供参考) (一)按产值计算纸箱利润 1、由于各地的原、辅助材料、厂房租金、运输,人员工资、利息等各项费用成本及成品纸箱出厂的销售价格因地区差异不尽相同,加上产值的大小等各种因素,就会产生不同的经营利润。按常规匡算,在东莞的毛利润率一般为25%左右。因为随着产值增加,可变成本也相应增加,如原、辅助材料成本、电费及人员工资、利息等成本。反之,管理人员的管理成本、厂房租金及设备等成本基本不变。据此,产值越大,净利润率应为更高。
纸箱纸板制作工艺流程与检测标准
纸箱纸板制作工艺流程与检测标准 纸箱——是应用最广泛的包装制品,按用料不同,有瓦楞纸箱、单层纸板箱等,有各种规格和型号。 虽说结构设计师不需要设计包装,但是也是需要了解的,毕竟产品在运输过程承担着容装、保护产品等作用。 接下来我们认识一下它们的结构: 【一】纸板材质构成 分为:面纸+2层瓦楞纸+芯纸+里纸5层构成,也可定制多层。
1,什么是面纸? 面纸,也就是常用纸质,根据材料不同,纸质级别也就不同。 分为: K纸:基重200g ~250g/m2;美国进口的有240g/m2,甚至是300g/m2纸:基重150~175g/m2 B纸:基重120g~130g/m2 W纸(白色):基重125g/m2 C纸:基重125-135g/m2 3纸:基重100-150g/m2 广东这边K,A,B代表的是牛卡纸,仿牛卡纸,木桨挂面纸。 K=200~250克/平方米
A=150~175克 B=120~130克 C代表127克挂面纸 T代表160~180克挂面纸 W纸代表白板纸,牛底白和白面牛卡 3代表瓦楞原纸即芯纸或渣纸,分普通芯纸和高强芯纸,从100~180不等 2,什么是瓦楞纸? 瓦楞纸是由挂面纸和通过瓦楞棍加工而形成的波形的瓦楞纸粘合而成的板状物。瓦楞纸的发明和应用有一百多年历史史,具有成本低、质量轻、加工易、强度大、印刷适应性样优良、储存搬运方便等优点,80%以上的瓦楞纸均可通过回收再生,瓦楞纸可用作食品或者数码产品的包装,相对环保,使用较为广泛。 按断面波型分 有V型,U型,UV型。
按楞高和楞数分 有A型,B型,C型,E型 【二】造纸基本生产工艺流程 造纸的工艺流程由如下几个主要环节组成:
最新整理纸箱厂的安全生产注意事项.docx
最新整理纸箱厂的安全生产注意事项 对纸箱厂现场生产环境来说,必须符合如下的安全规范: (1)生产现场的布局应密切结合生产工艺流程,满足卫生、防火、防爆、防泄漏的要求。纸板、纸箱的堆放高度不得超过2米;人车分流、道路通畅;在易发生故障和危险性较大的场所,要配置醒目的安全色、安全标识;灭火器放置位置、逃生路线要明确; (2)仓库必须有严格的管理制度和防火、防爆等保障安全措施。原纸和油墨以及燃料用油应采用防护墙或防火墙,间隔存放。一般运输通道宽2m-3m,便于叉车运输原纸通行;人工作业道宽1m-1.5m;检查通道宽不得少于0.5m,原纸与墙壁距离不得少于0.5m; (3)创造一个良好的光环境。于纸箱行业的特点,一般生产现场的场地大,堆放的纸板、纸箱体积大、高度高,在一定程度上影响了车间的采光和照明。不良的光环境,使人识别物体的时间变长,效率变低,影响员工的情绪,因而易发生安全事故。一般而言,纸箱行业的作业照度应不低于xxxxlx,尽量采用自然光,如采用增设天窗或使屋顶高低错落等措施,提高采光效果。 :美国政治学家威尔逊和犯罪学家凯林提出了一个“破窗理论”。他们认为,如果有人打破一栋建筑物上的一块玻璃。又没有即时进行修复,别人就可能受到某种暗示性的纵容,去打破更多的玻璃。如果这样下去,这些窗户就给人造成一种无序的感觉,在这种麻木不仁的氛围中,犯罪就会滋生、蔓延。 英国有一家公司,规模虽然不大,但极少炒员工鱿鱼,因此名声在外。有一天,一位资深的车工在切割台上工作了一会儿,就把切断刀前的防护档板卸下放在一旁。没有防护档板,收取加工零件会更方便、快捷一些,这样他就可以赶在中午休息之前完成三分之二的零件了。但是这件事情却让他得到了将要辞退的处罚通知。总裁说:“身为老员工,你应该比任何人都明白安全对于公司意味着什么。你今天少完成了零件,少实现了利润,公司可以换个人换个时间把它们补起来,可你一旦发生事故、失去健康乃至生命,那是公司永远都补偿不起的……”
纸箱生产工艺流程
纸箱生产工艺流程 概述: 用作运输包装的瓦楞纸箱于1907年出现于美国,在第一次世界大战期间,木箱运输包装占80%,瓦楞纸箱仅占20%。到第二次世界大战期间瓦楞纸箱已占80%,成为最重要的运输包装容器。2006年,中国包装工业总值约3500亿元,纸制品占59%。 包装纸箱的用途: 可用来包装食品、饮料、家用电器、医药、日用/化妆品、机电等产品。 包装纸箱的优点: 重量轻 比如说三层(单瓦楞)纸板的重量按用纸175/150/150g/m2计算,约600 g/m2 ,而同样3mm 厚度的木板的重量约为2000 g/m2 ,重量是纸板的3倍以上。 成本低 其原料为原纸,可用木浆(木材的边角料)、草浆制作,并可方便地回用再利用(无公害)。(环保) 易加工 由于纸张的平整性,决定了其可以方便地进行印刷。 便于储存和运输 由于纸箱能够折叠,在储存与运输时占用的空间很小很方便储存与运输,而这是木材包装、金属包装所不具备的。 结构合理 瓦楞的楞型(U、V、UV)结构大大地提供了纸箱的抗压、耐破能力。 纸箱包装的不足: 强度有局限性 如不用木材或其他坚固物体加固,纸箱(蜂窝纸板除外)内装物品重量最好不超过55kg. 防潮性差 瓦楞纸箱吸水后,其强度会急剧下降,甚至破烂,这是在设计及使用时应注意的问题。在面纸(里纸)表面加入防潮剂(可在印刷前瓦楞成型时加,也可在印刷后),可适当提高其防潮性。
纸箱生产工艺---生产工艺图 I、瓦楞纸板的生产 ①、瓦楞纸板生产线
瓦楞生产线的结构 瓦线按其最高生产速度可分为中低速(150m/min以下)、中高速(150m/min以上)。一般一条瓦楞生产线由下列单机和系统组成: a)原纸支架。 作用是支撑原纸,使其可以一定的速度进行生产。目前一般采用的均是液压无轴方式。对先进的瓦线在原纸支架上可带有自动接纸机,保证换纸时的质量及效率。 b)预热器。 对进入瓦楞辊前原纸进行预热,使其便于成型及粘合。 c)单面机。 瓦楞生产线的心脏部件之一,是瓦楞成型的机器,主要零件为瓦楞辊。瓦楞辊的质量及进纸方式(导纸板导纸、真空吸附导纸、正压系统导纸)及单面机整机精度将决定单面机生产出的一平一瓦的质量。较先进的设备目前可配备瓦辊快换系统,以提高工作效率。 单面机和其工作原理图 瓦楞辊 由上、下瓦楞辊组合将瓦楞原纸压成波形瓦楞纸。瓦楞辊的配合压力(间隙)、平行度、恰当的中高是瓦楞辊工作时的重要技术指标
纸箱生产流程介绍
纸箱生产流程介绍 LCPLEE| WWW.2ZHIXIANG.COM|二|手|纸|箱| 纸箱生产流程介绍 一:设计决定产品的最终效果 对纸箱产品来讲设计尤为重要,否则很难达到客户要求,可能出现退货,给企业造成重大损失。我认为市场部门接到订单后,应该把客户的所有信息传递到工艺设计部门。其中包括版面的装饰要求、规格尺寸、箱型结构、内装物及盛重、堆码层数等相关内容。经设计部门设计后,方可传到制造部门完成产品的实现。 1)计算出最下层纸箱所能承受的最大堆码载荷Ps 即Ps=(Nmax-1)·G,其中,Nmax为最大堆码层数,G为内装物和箱体重。 2)选取合适的安全系数K 根据SN/T0262-93出口运输包装瓦楞纸箱检验规程的要求,在贮存期小于30天时,K=1.6;贮存期在30~100天时, K=1.65;贮存期大于100天时,K=2。 当然,为了安全起见,安全系数通常取3以上。不过安全系数取得过大,原材料的各种指数相对要高,纸张的价格会明显上升,致使成本增加,对市场开发不利。再有如果安全系数选取过
大,会出现质量过剩,系数过小,又造成塌箱等质量问题。所以,要根据客户的实际要求,选取合适的安全系数。 3)根据安全系数计算出所要达到的最大抗压强度值P 即P=K·Ps 4)根据Kelicutt公式,选择合适的纸张搭配组合 即Px·F=P(已算出) 所以Px=P/F,其中,F为与纸箱周边长和瓦楞型有关的常数,通过查表得出。Px为瓦楞纸板综合环压强度值,Px= (R1+R2+Rm1C)/15.2 如果已知R1、R2、Rm1C中任何一种或两种材料的环压指数和克重,便可求出第三种材料的环压指数和克重,达到纸张合理搭配的目的。 二:做好过程控制是产品实现的保证 工艺技术部门设计的产品能否得到很好的贯彻,各个工序对标准的严格执行至关重要。所以要求各工序的班长及时监督好本工序的产品质量,是产品最终质量的保证。 另外,质量监督员要不定期巡查,及时纠正和处理违背工艺的现象,以保证工艺的严格贯彻。 一:设计决定产品的最终效果 对纸箱产品来讲设计尤为重要,否则很难达到客户要求,可能出现退货,给企业造成重大损失。
纸箱厂立项生产可行性报告
欢迎共阅(供参考) 编制:林前坤 2009年11月3日 目录 1
一、纸箱包装项目特点 主要特点: (1)项目科技含量低,注重实践经验(2)原、辅助材料、业务就地组织(3)产品就地生产,就地销售(4)产品零库存(以销定产,根据订单生产)(5)生产周期短、快(当 2
3
注:1、前期订单少,人员也少,工序可采取流水作业进行,一道工序完成后再进行另一道工序作业。 2、每小时可生产纸箱数量一栏,该数据是按机械速度匡算(停机因素未算在内) 五、怎样计算纸箱利润(供参考) (一)按产值计算纸箱利润 1、由于各地的原、辅助材料、厂房租金、运输,人员工资、利息等各项费用成本及 4 1 2 3 例如: 1 2 六、注意事项 1,配套供应商资源:纸板厂,制版厂(字粒,唛头),水墨厂,包装材料 2,设备采购:由于设备的功能配置及规格大小不尽相同,如果预先不了解清楚,会使你购置的设备规格出现不对称,或类别不对路,盲目购入后,如遇到某种类别的纸箱,设备却无法投入生产使用或利用率不高,浪费了设备资源,增加了设备的投资成本……
七、提出建议 小(中)型新办企业应采取(1)“先易后难,从小到大,逐步扩大”的原则。(2)逐步建立一套完整的内部管理体系,尽量培养本企业的员工,作为技术骨干,为我所用。(3)逐步建立和完善供、产、销网络体系。(4)在生产过程中,要以降低生产成本为主线,向管理、技术、设备要利润。(5)薄利多销,以量取利,同等质量以价格取胜, (7) 5 1、 2、 3、 4、 5、 6、 的样品纸箱递交给橡皮板专业制作方,制作方能完全按照样品箱图文扫描后 并进行电脑雕刻制作,制作好的橡皮板的规格与质量,新办企业大可不必担 心。 7、设备未到前,预先购置辅助材料(基本需要): A、水性油墨色泽;红色、蓝色、黑色。
纸箱厂的安全生产注意事项
纸箱厂的安全生产注意事项 对纸箱厂现场生产环境来说,必须符合如下的安全规范: (1)生产现场的布局应密切结合生产工艺流程,满足卫生、防火、防爆、防泄漏的要求。纸板、纸箱的堆放高度不得超过2米;人车分流、道路通畅;在易发生故障和危险性较大的场所,要配置醒目的安全色、安全标识;灭火器放置位置、逃生路线要明确; (2)仓库必须有严格的管理制度和防火、防爆等保障安全措施。原纸和油墨以及燃料用油应采用防护墙或防火墙,间隔存放。一般运输通道宽2m-3m,便于叉车运输原纸通行;人工作业道宽1m-1.5m;检查通道宽不得少于0.5m,原纸与墙壁距离不得少
于0.5m; (3)创造一个良好的光环境。由于纸箱行业的特点,一般生产现场的场地大,堆放的纸板、纸箱体积大、高度高,在一定程度上影响了车间的采光和照明。不良的光环境,使人识别物体的时间变长,效率变低,影响员工的情绪,因而易发生安全事故。一般而言,纸箱行业的作业照度应不低于150lx,尽量采用自然光,如采用增设天窗或使屋顶高低错落等措施,提高采光效果。 链接:美国政治学家威尔逊和犯罪学家凯林提出了一个“破窗理论”。他们认为,如果有人打破一栋建筑物上的一块玻璃。又没有即时进行修复,别人就可能受到某种暗示性的纵容,去打破更多的玻璃。如果这样下去,这些窗户就给人造成一种无序的感觉,在这种麻木不仁的氛围中,犯罪就会滋生、蔓延。 英国有一家公司,规模虽然不大,但极少炒员工鱿鱼,因此名声在外。有一天,一
位资深的车工在切割台上工作了一会儿,就把切断刀前的防护档板卸下放在一旁。没有防护档板,收取加工零件会更方便、快捷一些,这样他就可以赶在中午休息之前完成三分之二的零件了。但是这件事情却让他得到了将要辞退的处罚通知。总裁说:“身为老员工,你应该比任何人都明白安全对于公司意味着什么。你今天少完成了零件,少实现了利润,公司可以换个人换个时间把它们补起来,可你一旦发生事故、失去健康乃至生命,那是公司永远都补偿不起的……” 离开公司那天,这位车工心里很明白,工作了几年时间,他有过风光,也有过不尽人意的地方,但从没有人对他说不行。可这一次不同,这次触碰的是公司灵魂的东西。对于影响深远的小过错,只有小题大做去处理,才能防止“千里之堤,渍于蚁穴”,是及时修好“第一扇被打碎玻璃的窗户”的明智举措。 在包装工业各类门类中,纸包装业对包装总产值的贡献率最大,2005年,全行业规模以上企业完成工业总产值4016.87亿元,同比增长22.35%,其中纸包装业完成