SIP检验标准模版
迈腾料号工艺要求 准备工作 量规仪器 注意事项 项目
序号 检验标准检验水准
缺点分类AQL 检验方法1产品为黑色件且是外部件,外观要求可参照《华为
产品整机检验通用操作指导书》2级面进行管控。LEVEL II MI 1目视2所有孔位不要出现多胶/残留毛丝,披锋这些外观现象。表面亮印,气纹比对样品,不可比样品明显。LEVEL II MI 1目视3
产品的扣位较多,不能出现多胶or少料现象。LEVEL II MI 1目视4产品正面网孔不要出现披锋或者残留毛丝及缺胶少料现象。侧边不要出现拉模,发白等外观异常现象。LEVEL II MI 1目视5后壳印刷位置清晰完整,不要出现模糊,残缺不全的现象。LEVEL II MI 1目视6热熔WPS按键后,按压不能出现干涉,卡涩现象。LEVEL II MI 1目视7印刷位置要比对样品或印刷图案图纸要求。LEVEL II MI 1目视8
产品正面平放,要求整体变形度≤0.3mm.
LEVEL II MI 1目视颜色1结合色板及工程提供的图面进行色差对比或依据色板打色差比对,ΔE :≦1.0
S-1MA 0.4色差仪
实配
1
与前壳装饰件+前壳组装,每一个扣位都要紧扣,不能出现松脱或者扣不到位的现象,间隙/断差要求符合《华为产品整机检验通用指导书》S-1
MA
0.4
1对结合线位置进行掰折测试(掰折角度45°-90°)产品不允许出现断裂/分层/起皮现象。受力位置弯曲发白可接受。具体操作方式参考《塑胶件可靠性测试规范》MHSY-PZBKKXCS-002
S-1MA 0.4目视2落球冲击测试。奶酒精测试(500次),耐橡皮测试(100次)
S-1MA 0.4目视环保测试1测试符合RoHS 及reach要求。
S-1MA 0.4外检尺寸
1
260±0.25;11.2±0.075;2.5±0.05;11.55±0.1;11.2±0.075;11.5±0.1 因为篇幅有限具体尺寸管控要求参考客户提供的图面。
S-1
MA
0.4
卡尺
包装1依照SOP 包装要求进行作业管制。
LEVEL II
MI
1
目视
123修订日期2019.08.20修订内容组品料号改为单品料号 制表日期:20190320 核准: 审核 : 制表:
修订人
外观
可靠性测试
不良品处理
卡尺;厚薄规;点规;三次元;色差仪作业时需戴白色手套,保持产品整洁不良品用红色箭头标签标示集中在一个箱子(或袋子)内.将产品进行标明贴不合格标签,并放置于不良品区域。开出联络单知会个相关单位,并追踪处理改善结果。
塑胶制品 品名 :后壳组件 14.M2.SJ0V02Q10(组件料号)14.M2.SJ0V02Q10(后壳印刷)+14.M2.SJ0V13Q10(WPS按键印刷)+14.M2.SJ0V00M10弹簧套
后壳注塑成型后再印刷+WPS按键印刷+弹簧套=热熔组品1. 抽样计划表3.检验记录本4.样品 图 示
抽样依据
资料来源 1.工程图 2.承认书 3.各种检验规范
MIL-STD-105E 单次抽检;LEVEL / S-1;AQL CR=0 /
MA=0.4 / MI=1.0 ;外观依抽样
水准检验,每批尺寸量测5PCS,实配5PCS ,可靠性测试
3PCS 。
□ ■ ■ROHS □HF □其他机种:8041W
版本: A1
文件编号:SIP-2019.03.010
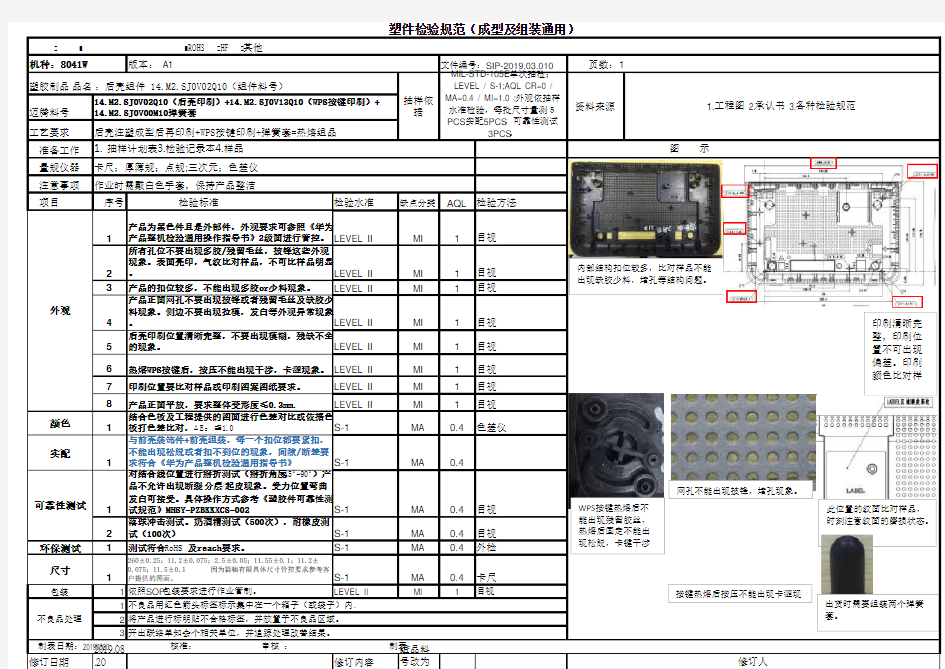
页数:1内部结构扣位较多,比对样品不能出现缺胶少料,堵孔等结构问题。
印刷清晰完整,印刷位置不可出现偏差。印刷颜色比对样
WPS 按键热熔后不能出现残留胶丝,热熔后固定不能出现松脱,卡键干涉
网孔不能出现披锋,堵孔现象。
此位置的纹面比对样品,时刻注意纹面的磨损状态。
按键热熔后按压不能出现卡涩现
出货时需要组装两个弹簧套。