压铆的参数表
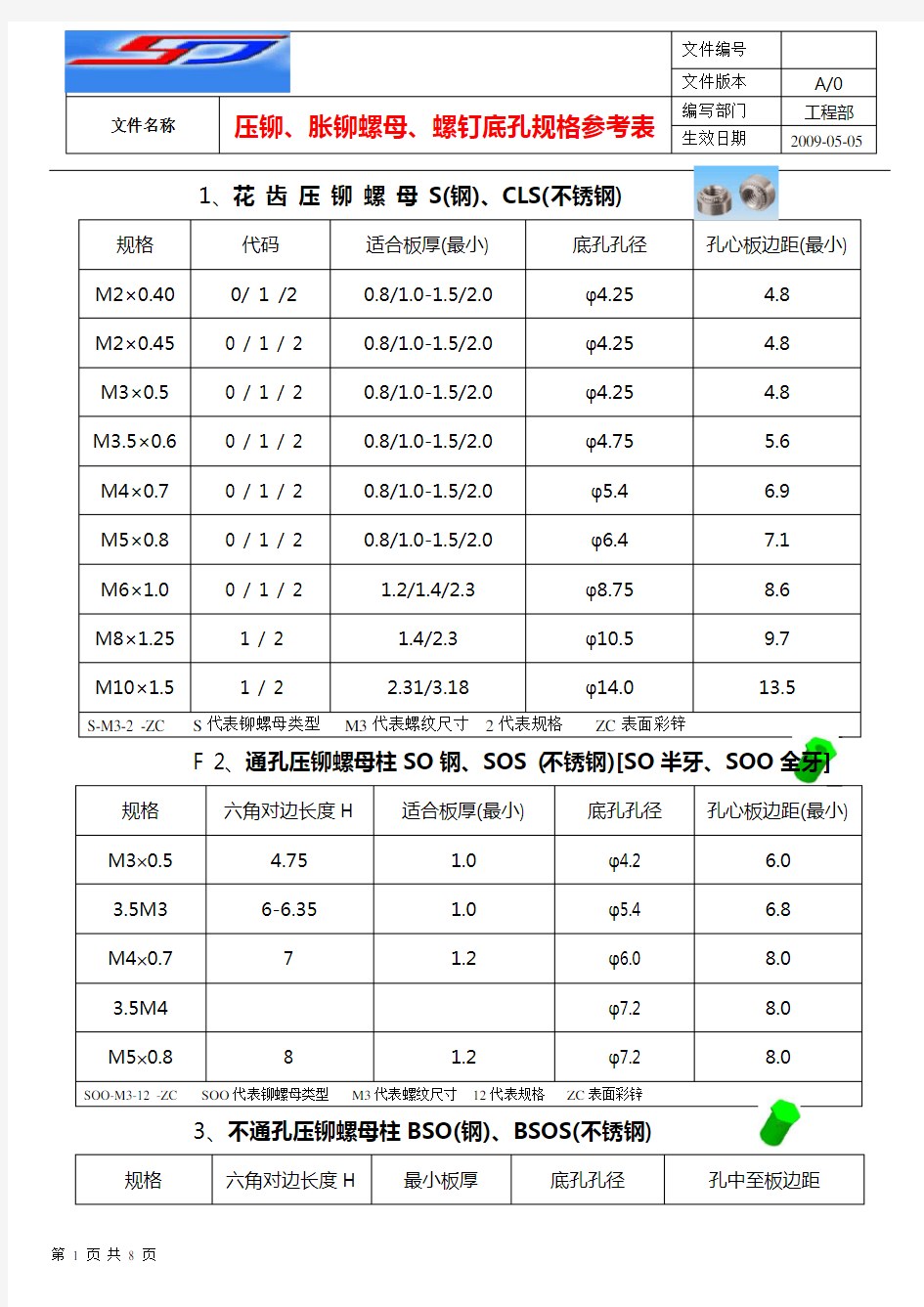

1、花齿压铆螺母S(钢)、CLS(不锈钢)
规格代码适合板厚(最小) 底孔孔径孔心板边距(最小) M2×0.40 0/ 1 /2 0.8/1.0-1.5/2.0 φ4.25 4.8
M2×0.45 0 / 1 / 2 0.8/1.0-1.5/2.0 φ4.25 4.8
M3×0.5 0 / 1 / 2 0.8/1.0-1.5/2.0 φ4.25 4.8
M3.5×0.6 0 / 1 / 2 0.8/1.0-1.5/2.0 φ4.75 5.6
M4×0.7 0 / 1 / 2 0.8/1.0-1.5/2.0 φ5.4 6.9
M5×0.8 0 / 1 / 2 0.8/1.0-1.5/2.0 φ6.4 7.1
M6×1.0 0 / 1 / 2 1.2/1.4/2.3 φ8.75 8.6
M8×1.25 1 / 2 1.4/2.3 φ10.5 9.7
M10×1.5 1 / 2 2.31/3.18 φ14.0 13.5
S-M3-2 -ZC S代表铆螺母类型M3代表螺纹尺寸2代表规格ZC表面彩锌
F 2、通孔压铆螺母柱SO钢、SOS (不锈钢)[SO半牙、SOO全牙]
规格六角对边长度H 适合板厚(最小) 底孔孔径孔心板边距(最小) M3×0.5 4.75 1.0 φ4.2 6.0
3.5M3 6-6.35 1.0 φ5.4 6.8
M4×0.7 7 1.2 φ6.0 8.0
3.5M4 φ7.2 8.0
M5×0.8 8 1.2 φ7.28.0
SOO-M3-12 -ZC SOO代表铆螺母类型M3代表螺纹尺寸12代表规格ZC表面彩锌
3、不通孔压铆螺母柱BSO(钢)、BSOS(不锈钢)
规格六角对边长度H 最小板厚底孔孔径孔中至板边距
M3×0.5 4.75 1.0 φ4.2 6.0
3.5M3 6-6.35 1.0 φ5.4 6.8
M4×0.7 7.0 1.0 φ6.0 7
3.5M4 8.0 1.3 φ7.2 8.0
M5×0.8 8 1.3 φ7.2 8.0
M6×1.0 10 1.3 φ8.75
BSO-M3-12 -ZC BSO代表铆螺母类型M3代表螺纹尺寸12代表规格ZC表面彩锌
4、镶入螺母F钢)、FS(不锈钢)
规格代码适合板厚(最小) 底孔孔径孔心板边距(最小) M2×0.40 1/2 1.5/2.32 φ4.4 6
M2×0.45 1/2 1.5/2.32 φ4.4 6
M3×0.5 1/2 1.5/2.32 φ4.4 6
M4×0.7 1/2 1.5/2.32 φ7.4 7.2
M5×0.8 1/2 1.5/2.32 φ7.9 8
M6×1.0 3/4/5 3.2/4/4.72 φ8.75 8.8
F-M3-2 -ZC F代表铆螺母类型M3代表螺纹尺寸2代表规格ZC表面彩锌
5、连接螺母柱DSO(钢),DSOS(不锈钢)
规格代码最小板厚底孔孔径孔中至板边距
M3 φ4.2
6、FC松不脱螺钉(涨铆)
规格适合板厚底孔孔径沉孔90度沉孔后直身FC-3-1/FC-3-1B 0.8-1.5 φ4.8 φ5.6X90°0.4
FC-3-2/FC-3-2B 1.5-3.0 φ4.8 φ5.6X90° 1
FC-3-3/FC-3-3B 0.8-2.0 φ4.7(4.5) Φ5.6x90°0.4
FC-4/FC-4B 2.0-3.5 φ6.8 φ8.8X90° 1 C-6B 3.0-4.8 φ8.2 φX90° 1.6
注:FC-4/FC-4B螺钉规格为M4,FC-6B螺钉规格为M6,B表示颜色为黑色.此涨铆螺钉必须背面沉孔。
一般沉孔深度为板厚的3/5,底孔直身深度为板厚的2/5.
7、六角压铆螺钉NFH(钢)、NFHS(不锈钢)
规格L(螺纹长度)适合板厚(最小) 底孔孔径孔心板边距(最小) .M3×0.5 4~18 1.0 φ4.8/
M4×0.7 6~25 1.0 φ4.8/
M5×0.8 8~35 1.0 φ6.8(φ5.0非标)/
M6×1.0 10~35 1.5 φ6.8(φ6.0非标)/
NFH-M3-12 -ZC NFH代表铆螺母类型M3代表螺纹尺寸12代表规格ZC表面彩锌
8、自扣紧螺栓(圆头压铆螺钉)FH(钢)、FHS(不锈钢)
规格L(螺纹长度)适合板厚(最小) 底孔孔径孔心板边距(最小) M2.5×0.45 6~18 1.0 φ2.5 5.4
M3×0.5 6~25 1.0 φ3.0 5.6
M3.5×0.6 6~30 1.0 φ3.5 6.4
M4×0.7 6~35 1.0 φ4.07.2
M5×0.8 8~35 1.0 φ5.07.2
M6×1.0 10~35 1.6 φ6.07.9
M8×1.25 10~35 2.4φ8.09.6
FH-M3-12 -ZC FH代表铆螺母类型M3代表螺纹尺寸12代表规格ZC表面彩锌
9、自扣紧封闭螺母B(钢)、BS(不锈钢)
规格代码最小板厚底孔孔径孔中至板边距M3×0.5 1/2 1.0/1.4 φ4.25 4.8
M4×0.7 1/2 1.0/1.4 φ5.4 6.9
M5×0.8 1/2 1.0/1.4 φ6.4 7.1
M6×1.0 1/2 1.4/2.3 φ8.75 8.6
M8 φ10.5
M10
M12 φ14.0 (14.1)
10、圆形胀铆螺母Z(钢)、ZS(不锈钢)
规格代码最小板厚底孔径螺柱高度T M3×0.5 1.2/1.5/2 1.2/1.5/2 φ5.0 3.0
M4×0.7 1.2/1.5/2 1.2/1.5 2 φ6.0 4.0
M5×0.8 2 / 3 2 / 3 φ8.0 5.0
M6×1.0 2 / 3 2 / 3 φ9.0 6.0
M8×1.25 2 / 3 2 / 3 φ11.0 6.0
Z-M3-2 -ZC Z代表铆螺母类型M3代表螺纹尺寸2代表规格ZC表面彩锌
11、六角形胀铆螺母NZ(钢)、NZS(不锈钢)
规格代码最小板厚底孔径螺柱高度T M3×0.5 1.5/2 1.5/2 φ5.0 3.0
M4×0.7 1.5/2/3 1.5/2/3 φ6.0 4.0
M5×0.8 2/3/4 2/3/4 φ8.0 5.0
M6×1.0 3/4/5/6 3/4/5/6 φ9.0 6.0
M8×1.25 3/4/5/6 3/4/5/6 φ11.0
12、PF11/PF12面板弹簧螺钉
规格代码最小板厚底孔孔径孔中至板边距
M3×0.5 PF11/PF12 0.92 φ5.56 7.1 M3.5×0.6 PF11/PF12 0.92 φ6.35 7.5 M4×0.7 PF11/PF12 0.92φ7.92 8.4 M5×0.8 PF11/PF120.92φ7.92 8.4 M6×1.0 PF11/PF120.92φ9.53 11.7 PF-M3-16 -ZC PF代表铆螺母类型M3代表螺纹尺寸16代表规格ZC表面彩锌
13、PF21/PF22面板弹簧螺钉
规格代码最小板厚底孔孔径孔中至板边距
M3×0.5 PF21/PF22 1/1.5 φ5.55 7.1 M3.5×0.6 PF21/PF221/1.5φ6.35 7.5 M4×0.7 PF21/PF221/1.5φ7.9 8.4 M5×0.8 PF21/PF221/1.5φ7.9 8.4 M6×1.0 PF21/PF221/1.5φ9.5 10 PF-M3-16 -ZC PF代表铆螺母类型M3代表螺纹尺寸16代表规格ZC表面彩锌
14、PF31/PF32(PFS31/PFS32)装配压铆式面板螺钉
规格代码最小板厚底孔孔径孔中至板
边距
G(螺纹长度)
M3×0.5 PF31/PF32 1.0/1.5 φ5.5 6.9 7.6 M4×0.7 PF31/PF32 1.0/1.5 φ6.4 7.4 7.6 M5×0.8 PF31/PF32 1.0/1.5 φ8.0 8.4 7.6 M6×1.0 PF31/PF32 1.5 φ9.5 9.7 8.9 PF-M3-16 -ZC PF代表铆螺母类型M3代表螺纹尺寸16代表规格ZC表面彩锌
15、PF41/PF42面板弹簧螺钉
规格代码最小板厚底孔孔径孔中至板边距
M3×0.5 PF41/PF42 0.8/1.5 φ4.75
M3.5×0.6 PF41/PF42 1.5/3.2φ5.4
M4×0.7 PF41/PF42 1.5/3.2φ6.75
M5×0.8 PF41/PF42 1.5/3.2φ6.75
M6×1.0 PF41/PF42 1.5/3.2φ8.2
PF-M3-16 -ZC PF代表铆螺母类型M3代表螺纹尺寸16代表规格ZC表面彩锌
16、PF0 浮动系列面板螺钉组件
规格代码最小板厚底孔孔径孔中至板边距
M3 φ5.4
17、自扣紧浮动螺母组件AS(钢),AC(不锈钢)
规格代码最小板厚底孔孔径孔中至板边距min
M3×0.5 1/2 1/1.4 φ7.4 7.6 M4×0.7 1/21/1.4φ9.4 8.6 M5×0.8 1/21/1.4φ10.3 9.0 M6×1.0 2 1.4φ13.1 11
18.反压铆螺母19.防静电插孔座
规格高度H 适合板厚底孔径规格高度H 最小板厚底孔径GN-M4-1 6 1.0—1.5 φ7.1 JM-4-1 10 1.0-1.5 φ7.1 GN-M4-2 6 1.6-2.5 φ7.1 JM-4-2 10 1.6-2.5 φ7.1 GN-M6-1 6 1.0-1.5 φ9.1
GN-M6-2 6 1.6-2.5 φ9.1
GN-M8-1 6 1.0-1.5 φ11.1
GN-M8-2 6 1.6-2.5 φ11.1
附注:表面处理
蓝锌ZU 黑锌ZB 彩锌ZC
白锌ZI 氧化黑色BL 氧化本色NA
黑漆LA 红铜RU 黄铜YU
铜底镍CN 亮镍NI 无电解镍EN
亮铬CR 亮锡ET
压铆螺母规格尺寸表
样品或现货:现货 类别:压铆螺母 材质:碳钢 形状:圆形 螺纹规格:M2到M10 外径:6.3-17.35(mm) 原材料和表面处理规格 紧固 件材 质 经过热处理的低碳钢 表面 处理 标准 镀锌 安装 板的 硬度 HRB80以下 螺纹InternalANSI B1.12B/ANSI/ASMEB1.13M,6H 产品表述及编号内容型号S-M3-1 螺纹 编码 S-M3-1 柄长 编码 S-M3-1 螺纹尺寸* 螺距类型 螺纹编 码 A 柄长 编码 (柄长) 最大 安装板 最小厚 度 安装板 孔径 +0.08 C 最大 尺寸 E ±0.25 T ±0.25 孔中心与安 装板边缘最 小距离 紧固件 材质 碳钢 M2*0.4 S M2 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M2.5*0.45 S M2.5 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M3*0.5 S M3 0 0.77 0.8-1 4.22 4.2 6.3 1.5 4.8 1 0.97 1 2 1.38 1.4 M3.5*0.6 S M3.5 0 0.77 0.8-1 4.75 4.73 7.1 1.5 5.6 1 0.97 1 2 1.38 1.4
M4*0.7 S M4 0 0.77 0.8-1 5.41 5.38 7.9 2 6.9 1 0.97 1 2 1.38 1.4 M5*0.8 SS M5 0 0.77 0.8-1 6.35 6.33 8.7 2 7.1 1 0.97 1 2 1.38 1.4 M6*1 S M6 00 0.89 0.92 8.75 8.72 11.05 4.08 8.6 0 1.15 1.2 1 1.38 1.4 2 2.21 2.3 M8*1.25 S M8 1 1.38 1.4 10.5 10.47 12.65 5.47 9.7 2 2.21 2.3 M10*1.5 S M10 1 2.21 2.31 14 13.97 17.35 7.48 13.5 2 3.05 3.18 产品与板的铆接 自扣紧螺母在薄板上提供承载螺纹,用于铝材,冷轧钢材,以及其它韧性材料。自扣紧螺母克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。自扣紧螺母的安装简单,快捷而且方便。将产品放入预先冲好或钻好的安装孔内,按标准安装力对产品施加压力使产品安装到位。在施加压力的过程中,产品头部排出的板料平稳、均匀的流入筋键周边和容槽内,安装完毕后,安装板表面平整,安装效果可靠,而且产品具有承受高扭出力和高推出力的性能。自扣紧原理多年来已被数以万计的应用所证明。 在安装施压过程中,需要注意的是: 1.在安装板上冲出或钻出相应尺寸的安装孔,不允许进行诸如去毛刺之类的二次加工。 2.如右图所示,将紧固件放入下模孔内,并将安装孔与紧固件的杆部对准。 3.保持上下模平行施加挤压力,使产品的头部完全进入板材中。 产品的性能数椐 产品类型螺纹编码柄长编码安装板材质安装力 (KN) 推出力 (N) 扭出力 (N.m) S M2 M2.5 M3 5052-H34铝材 6.7-8.9 280 0.9 1 400 1.13 2 750 1.47 冷轧钢11.2-15.6 470 1.47 1 550 1.7 2 1010 2.03
铝合金铆钉电磁铆接工艺研究
Material Sciences 材料科学, 2020, 10(7), 581-587 Published Online July 2020 in Hans. https://www.360docs.net/doc/6a4221580.html,/journal/ms https://https://www.360docs.net/doc/6a4221580.html,/10.12677/ms.2020.107070 Research on the Electromagnetic Riveting Process of Aluminum Alloy Rivets Shining Li, Qingguan Meng, Zhengcheng Hao, Biao Pei, Guang Chen Capital Aerospace Machinery Corporation Limited, Beijing Received: Jul. 6th, 2020; accepted: Jul. 20th, 2020; published: Jul. 27th, 2020 Abstract The forming mechanism of the electromagnetic riveting process is different from that of ordinary riveting, and its process parameters and mechanical properties need to be researched and ana-lyzed. In this paper, the riveting process of aluminum alloy rivets with diameters of Φ4mm, Φ5 mm, and Φ6mm based on the HH54 system of portable electromagnetic riveting equipment was studied, and the process parameters such as nail hole diameter, nail rod extension, and charging voltage were presented; by selecting suitable process parameters, the mechanical property and micro metallographic analysis of electromagnetic riveting were conducted, which proved the fea-sibility of electromagnetic riveting instead of manual hammer riveting. Keywords Electromagnetic Riveting, Process Parameters, Mechanical Property, Metallographic Analysis 铝合金铆钉电磁铆接工艺研究 李士宁,孟庆官,郝争成,裴彪,陈光 首都航天机械有限公司,北京 收稿日期:2020年7月6日;录用日期:2020年7月20日;发布日期:2020年7月27日 摘要 电磁铆接工艺成形机理不同于普通铆接,需要对其工艺参数及力学性能进行研究和分析。本文基于便携式电磁铆接设备HH54系统,针对Φ4 mm、Φ5 mm、Φ6 mm直径的铝合金铆钉进行铆接工艺研究,得出钉孔直径、钉杆外伸量和充电电压等工艺参数;通过选取合适的工艺参数,进行了电磁铆接力学性能
压铆参数
1、花齿压铆螺母S(钢)、CLS(不锈钢) 规格代码适合板厚(最小) 底孔孔径孔心板边距(最小) M2×0.40 0/ 1 /2 0.8/1.0-1.5/2.0 φ4.25 4.8 M2×0.45 0 / 1 / 2 0.8/1.0-1.5/2.0 φ4.25 4.8 M3×0.5 0 / 1 / 2 0.8/1.0-1.5/2.0 φ4.25 4.8 M3.5×0.6 0 / 1 / 2 0.8/1.0-1.5/2.0 φ4.75 5.6 M4×0.7 0 / 1 / 2 0.8/1.0-1.5/2.0 φ5.4 6.9 M5×0.8 0 / 1 / 2 0.8/1.0-1.5/2.0 φ6.4 7.1 M6×1.0 0 / 1 / 2 1.2/1.4/2.3 φ8.75 8.6 M8×1.25 1 / 2 1.4/2.3 φ10.5 9.7 M10×1.5 1 / 2 2.31/3.18 φ14.0 13.5 S-M3-2 -ZC S代表铆螺母类型M3代表螺纹尺寸2代表规格ZC表面彩锌 F 2、通孔压铆螺母柱SO钢、SOS (不锈钢)[SO半牙、SOO全牙] 规格六角对边长度H 适合板厚(最小) 底孔孔径孔心板边距(最小) M3×0.5 4.75 1.0 φ4.2 6.0 3.5M3 6-6.35 1.0 φ5.4 6.8 M4×0.7 7 1.2 φ6.0 8.0 3.5M4 φ7.2 8.0 M5×0.8 8 1.2 φ7.28.0 SOO-M3-12 -ZC SOO代表铆螺母类型M3代表螺纹尺寸12代表规格ZC表面彩锌 3、不通孔压铆螺母柱BSO(钢)、BSOS(不锈钢) 规格六角对边长度H 最小板厚底孔孔径孔中至板边距
螺丝及沉头孔尺寸规格表__内六角尺寸规格__沉孔尺寸
螺丝及沉头孔尺寸表 规格 螺丝头直径 螺丝头厚度 螺丝杆直径 沉头孔直径 沉头孔深度 通过孔直径 M2 3.8 4.5 3.0 2.5 M3 5.5 6.0 3.5 3.5 M4 7.0 7.5 4.5 4.5 M5 8.5 9.0 5.5 5.5 M6 10.0 6 5.8 11 6.5 6.5 M8 12.0 8 7.8 13 8.5 8.5 M10 15.0 10 9.8 16 10.5 10.5 M12 17.8 12.5 11.8 19 12.5 12.5 M14 M16 24 16 15.9 26 16.5 17 M18 M20 M22 M24 六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔粹 参考:对六角承孔头螺丝的沉头及螺丝孔的尺寸 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 (M14) M16 M20 M24 M30 螺牙节距(p) 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 3 3.5 b 参 考 18 20 22 24 28 32 36 40 44 52 60 72 dk 最大(基准尺寸) 5.5 7 8.5 10 13 16 18 21 24 30 36 45 最大 5.68 7.22 8.72 10.22 13.27 16.27 18.27 21.33 24.33 30.33 36.39 45.39 最小 5.32 6.78 8.28 9.78 12.73 15.73 17.73 20.67 23.67 29.67 35.61 44.61 da 最大 3.6 4.7 5.7 6.8 9.2 11.2 13.7 15.7 1 7.7 22.4 26..4 33.4 ds 最大(基准尺寸) 3 4 5 6 8 10 12 14 16 20 24 30 最小 2.86 3.82 4.82 5.82 7.78 9.78 11.73 13.73 15.73 19.67 23.67 29.67 k 最大(基准尺寸) 3 4 5 6 8 10 12 14 16 20 24 30 最小 2.86 3.82 4.82 5.70 7.64 9.64 11.57 13.57 15.57 19.48 23.48 29.48 r 最小 0.1 0.2 0.2 0.25 0.4 0.4 0.6 0.6 0.6 0.8 0.8 1 s 基准尺寸 2.5 3 4 5 6 8 10 12 14 17 19 22 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 M14 M16 M20 M24 M30 ds 3.3 4 5 6 8 10 12 14 16 20 24 30 ds’ 3.4 4.5 5.5 6.6 9 11 14 16 18 22 26 33 dk 5.5 7 8.5 10 13 16 18 21 24 30 36 45 dk′ 6.5 8 9.5 11 14 17.5 20 23 26 32 39 48 k 3 4 5 6 8 10 12 14 16 20 24 30 k′ 2.7 3.6 4.6 5.5 7.4 9.2 11 12.8 14.5 18.5 22.5 28 k′′ 3.3 4.4 5.4 6.5 8.6 10.8 13 15.2 17.5 21.5 25.5 32
铆钉
铆钉 铆钉简介 铆钉:在铆接中,利用自身形变或过盈连接被铆接件的零件。 铆钉种类很多,而且不拘形式。 常用的有半圆头、平头、沉头铆钉、抽芯铆钉、空心铆钉,这些通常是利用自身形变连接被铆接件。(一般小于8毫米的用冷铆,大于的用热铆。)但也有例外,比如三环锁上的铭牌,就是利用铆钉与锁体孔的过盈量铆接的。 另外还有对插铆钉,比较特殊。分为两部分,较粗的一段带帽杆体中心有孔,与较细的另一段带帽杆体是过盈配合。铆接时,将细杆打入粗杆即可。 铆钉用途 半圆头铆钉主要用于随较大横向载荷的铆接场合,应用最广。 平锥头铆钉由于钉头肥大,能耐腐蚀,常用于船壳、锅炉水箱等腐蚀强烈的铆接场合。 沉头、1200沉头铆钉主要用于表面须平滑,随载荷不大的铆接场合。 半沉头、1200半沉头铆钉主要用于表面须平滑,随载荷不大的铆接场合。 平头铆钉用于随一般载荷的铆接场合。 扁平头、扁圆头铆钉主要用于金属薄板或皮革、帆布、木料等非金属材料的铆接场合。 大扁平头铆钉主要用于非金属材料的铆接场合。 半空心铆钉主要用于随载荷不大的铆接场合。 无头铆钉主要用于非金属材料的铆接场合。 空心铆钉重量轻,钉头弱,用于随载荷不大的非金属材料的铆接场合。 管状铆钉用于非金属材料的不随载荷的铆接场合。 标牌铆钉主要用于铆接机器、设备等上面的铭牌。 抽芯铆钉是一类单面铆接用的铆钉,但须使用专用工具——拉铆枪(手动、电动、的了动)进行铆接。这类铆钉特别适用于不便采用普通铆钉(须从两面进行铆接)的铆接场合,故广泛用于建筑、汽车、船舶、飞机、机器、电器、家具等产品上。其中以开
口型扁圆头抽芯铆钉应用最广,沉头抽芯铆钉适用于表现需要平滑的铆接场合,封闭型抽芯铆钉适用于要求随较高载荷和具有一定密封性能的铆接场合。 击芯铆钉是另一类单面铆接的铆钉,铆接时,用手锤敲击铆钉头部露出钉芯,使之与钉头端面平齐,即完成铆接操作,甚为方便,特别适用于不便采用普通铆钉(须从两面进行铆接)或抽芯铆钉(缺乏拉铆枪)的铆接场合。通常应用扁圆头击芯铆接,沉头击芯铆钉适用于表面需要平滑的铆接的场合。 品种 序号品种名称与标准号规格范围技术条件或材料 1 半圆头铆钉* GB867—86 0.6—16 按GB116—86规定: 碳素钢: A.不经处理; B.镀锌钝化 不锈钢: A.不经处理 铜及其合金: A.不经处理; B.钝化 铝及其合金: A.不经处理; B.阳极氧化 2 半圆头铆钉(粗制)* GB863.1—86 12—36 3 小半圆头铆钉(粗制)* GB863.2—86 10—36 4 平锥头铆钉* GB868—86 2—16 5 平锥头铆钉(粗制) GB864—86 12—36 6 沉头铆钉* GB869—86 1—16
压铆工艺标准内控资料
铆接件结构设计手册 苏州新凯精密五金有限公司(南京凯电工贸有限公司)
第一章板件冲压连接应用范围 2.1板件材料的应用范围 压铆连接要求所连接构件的材料需具有一定的延伸率,因为连接过程中材料在被连接部位剧烈变形及塑性流动,塑性差的材料在被连接过程中往往被拉断。常用材料选用08F 、LF21、H62、Qsn6.5-0.1、1Cr18Ni9Ti 等具有一定延伸率的材料均能进行有效的连接;一般来说凡能折弯的钣金件之间的连接均可用冲压连接技术。而LY12-CZ 、HPB59-1等延伸率较低材料其连接圆点会出断裂,不能连接。 一般应用范围见表1。 表1 一般应用范围 2.2 压铆连接的结构设计参数 压铆连接的结构设计参数见表2,压铆连接结构如图2所示。 图2 连接结构图 表2 TOX 连接的结构设计参数
注:表中压铆件连接组合为部分推荐值。带*的为我所已有模具。
第二章铆接件结构设计与参数 1自使用TOX板件铆连接设备以来,铆接的紧固件使用越来越多,在原来利用TOX板件铆连接设备铆接压铆螺母、压铆螺套以及松不脱面板螺钉的基础上,又增加了浮动螺母。还增加了使用拉铆枪拉铆的铆接螺母。其中松不脱面板螺钉由原来的D57钢型材上使用的PF11系列的3种非标准螺钉:PF11-M5-6(面板厚度为6mm), PF11-M5-8(面板厚度为8mm), PF11-M5-10(面板厚度为10mm),又增加了为我所可搬移设备面板厚度专门订做PF11系列的2种非标准螺钉:PF11-M5-k6(面板厚度为6mm), PF11-M5-k8(面板厚度为8mm)。 2CL系列压铆螺母 附图1 附表1 (单位为mm)
常用螺丝打孔直径及沉头孔尺寸表
常用螺丝及沉头孔尺寸表 规格螺丝头直径螺丝头厚度螺丝杆 直径沉头孔直 径 沉头孔深度通过孔直径Ug打孔径 M2 3.8 4.5 3.0 2.5 1.75 M3 5.5 6.0 3.5 3.5 2.5 M4 7.0 7.5 4.5 4.5 3.3 M5 8.5 9.0 5.5 5.5 4.2 M6 10.0 6 5.8 11 6.5 6.5 5 M8 12.0 8 7.8 13 8.5 8.5 6.8 M10 15.0 10 9.8 16 10.5 10.5 8.5 M12 17.8 12.5 11.8 19 12.5 12.5 10.25 M14 12 M16 24 16 15.9 26 16.5 17 14 M18 M20 M22 M24
六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔粹 T E L F A X E -m a i l c c s m o u l d @p c h o m e.c o m.t w (0512)65015828( 0512)65012333 参考:对六角承孔头螺丝的沉头及螺丝孔的呎吋 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 (M14) M16 M20 M24 M30 螺牙节距(p) 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 3 3.5 b 参 考 18 20 22 24 28 32 36 40 44 52 60 72 最大(基准呎吋) 5.5 7 8.5 10 13 16 18 21 24 30 36 45 最大 5.68 7.22 8.72 10.22 13.27 16.27 18.27 21.33 24.33 30.33 36.39 45.39 dk 最小 5.32 6.78 8.28 9.78 12.73 15.73 17.73 20.67 23.67 29.67 35.61 44.61 da 最大 3.6 4.7 5.7 6.8 9.2 11.2 13.7 15.7 17.7 22.4 26..4 33.4 最大(基准呎吋) 3 4 5 6 8 10 12 14 16 20 24 30 ds 最小 2.86 3.82 4.82 5.82 7.78 9.78 11.73 13.73 15.73 19.67 23.67 29.67 最大(基准呎吋) 3 4 5 6 8 10 12 14 16 20 24 30 k 最小 2.86 3.82 4.82 5.70 7.64 9.64 11.57 13.57 15.57 19.48 23.48 29.48 r 最小 0.1 0.2 0.2 0.25 0 .4 0.4 0.6 0.6 0.6 0.8 0.8 1 基准呎吋 2.5 3 4 5 6 8 10 12 14 17 19 22 最小 2.52 3.02 4.02 5.02 6.02 8.025 10.025 12.032 14.032 17.050 19.065 22.065 1栏 2.580 3.080 4.095 5.140 6.140 8.175 10.115 12.212 14.212 17.230 19.275 22.275 s 最大 (1) 2栏 2.560 3.080 4.095 5.095 6.095 8.115 10.115 12.142 14.142 1 7.230 19.275 22.275 t 最小 1.3 2 2.5 3 4 5 6 8 8 10 12 15.5 (1)S(最大)之第1栏,适用于强度区分8.8及10.9者及形状区分A2-50,A2-70者,第2栏适用于强度区分12.9者,可依供需双方协议,将强度区分12.9者适用第一栏.螺丝称号M20以上的S(最大),可适用于全部强度区分及性情区分者. (2)头部侧面应施予直条刻纹等压在刻纹[JIS B0591(金花刻纹)],此时,dk(最大)为本表所示,** 记号的数值,不需压花刻纹者, 由订购人径行指定.此时的dk(最大)为本表所示附*记号的数值. 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 M14 M16 M20 M24 M30 ds 3.3 4 5 6 8 10 12 14 16 20 24 30 ds’ 3.4 4.5 5.5 6.6 9 11 14 16 18 22 26 33 dk 5.5 7 8.5 10 13 16 18 21 24 30 36 45 dk′ 6.5 8 9.5 11 14 17.5 20 23 26 32 39 48 k 3 4 5 6 8 10 12 14 16 20 24 30 k′ 2.7 3.6 4.6 5.5 7.4 9.2 11 12.8 14.5 18.5 22.5 28 k′′ 3.3 4.4 5.4 6.5 8.6 10.8 13 15.2 17.5 21.5 25.5 32
常见压铆螺母类型规格参数价格
常见压铆螺母类型:、常见公制压铆螺母类型S-M3-0、CLS-M3-0;S-M3-1、CLS-M3-1;S-M3-2、CLS-M3-2、S-M4-0、CLS-M4-0;S-M4-1、CLS-M4-1;S-M4-2CLS-M4-2、S-M5-0、CLS-M5-0;S-M5-1、CLS-M5-1;S-M5-2、CLS-M5-2 S-M6-2CLS-M6-2 2、各压铆螺母型号区别:以S-M3-1-ZC为例、各压铆螺母型号区别:A、材质:S表示碳钢CLS表示不锈钢CLA表示铝材表示碳钢,表示不锈钢,表示铝材材质:表示碳钢表示不锈钢表示铝材B、尾部码:以S-M3-1-ZC为例、尾部码:0→0.76MM(适用于适用于0.8MM的板材的板材)适用于的板材1→0.97MM(适用于适用于 1.0-1.2的板材的板材)适用于的板材2→1.37(适用于适用于1.5-2.0的板材的板材)适用于的板材只是尾部码的代号,(-0/-1/-2只是尾部码的代号,具体数值需要查只是尾部码的代号具体数值需要查PEM,在生产和检验,时我们可以进行核对包装标示看压铆规格是否正确)时我们可以进行核对包装标示看压铆规格是否正确) C、压铆底孔:、压铆底孔:M2、M2.5、M3的底孔都为的底孔都为4.3MM。螺母的值是值是4.22MM、、的底孔都为。螺母的C值是M4的底孔为的底孔为5.4MM,螺母的值为螺母的C值为的底孔为螺母的值为5.38MM M5的底孔为的底孔为6.4MM,螺母的值为螺母的C值为的底孔为螺母的值为6.38MM D、SP类型的压铆螺母:专门用于压不锈钢材料的。、类型的压铆螺母专门用于压不锈钢材料的。类型的压铆螺母:纹规格外其它与公制相同。表示方法除螺纹规4、压铆螺母表示方法说明,以S-M3-1-ZI为例、压铆螺母表示方法说明,为例:为例S-M3-1-ZI表示表示:表示1、材质为碳钢(普通钢材)、材质为碳钢(普通钢材2、螺纹规格为、螺纹规格为M3 3、-1表示螺母的值为表示螺母的A值为的产品表示螺母的值为0.97MM,适用于板厚为,适用于板厚为1.0-1.2mm的产品,的产品4、表面处理为镀白锌的压铆螺母。、表面处理为镀白锌的压铆螺母。柄部码(0-适用于板厚适用于板厚0.8mm、1-适用于板厚适用于板厚1.0-1.2mm、2-适用于板注:柄部码适用于板厚、适用于板厚、适用于板厚1.5-2.0mm)
抽芯铆钉枪有哪些具体操作要求
根据铆钉钉杆直径选定的孔径,然后将铆钉穿入钉孔,套上铆钉枪,夹住铆钉钉杆,枪端顶住铆钉头部,开动铆钉枪,依靠压缩空气产生的向后拉力,使钉杆的凸肩部分对铆钉形成压力,铆钉出现压缩变形并形成铆钉头,同时,钉杆由于缩颈处断裂而被拉出,铆接完成。拉铆工具分类 按用途分为铆接铆钉的铆钉枪和铆接铆螺母的铆螺母枪两种; 按动力源分手动铆钉枪、气动油压铆钉枪、液压铆钉枪、电动铆钉枪等; 铆钉枪用于各种金属板材、管材等制造工业的紧固铆接;目前广泛的使用在汽车、航空、铁道、制冷、电梯开关、仪器、家具、装饰等机电和轻工产品的铆接上。为解决金属薄板薄管、焊接螺母易熔、攻内螺纹易滑牙等缺点而开发,可铆接不同攻内螺纹、不同焊接螺母的拉铆产品,铆接牢固、效率高,使用方便。 铆钉枪的用途 如果某一产品的螺母需装在外面,而里面空间狭小uyjskfwsa,无法让压铆机的压头进入进 行压铆且抽芽等方法无法达到强度要求的情况下,这时,压铆和涨铆都不可行。必须用拉铆适用于各厚度板材、管材(0.5mm-6mm)紧固领域,使用气动或手动铆钉枪可一次铆接 牢固,取代传统的焊接螺母,弥补金属薄板、薄管焊接易熔、焊接螺母不顺等不足。 抽芯铆钉枪操作 1、抽芯铆钉枪仅限于安装抽芯铆钉,所有操作需按操作说明进行; 2、不能超负荷使用抽芯铆钉枪,在规定的性能参数范围内工作; 3、在未将铆钉放入需铆接材料之间时,不许扣动扳机空拉铆钉,不允许将铆钉枪枪头对准自己或他人; 4、操作时确保收集芯棒的容器旋紧不会滑落; 5、及时清空收集芯棒的容器,以免损坏抽芯铆钉枪; 6、不能将铆钉枪作为手锤使用; 7、定期检查压缩空气的连接及供给情况; 8、早操作铆钉枪时要穿戴好防护装置; 9、确保压缩空气的供给力在规定范围内; 10、避免严重碰撞或撞击气动黄油机.
常用螺丝和螺丝孔规格
常用螺丝和螺丝孔规格
3-06常用螺丝及螺丝孔规格表 1.螺纹联接的用途及特征 a. 普通螺纹主要用于紧固联接, 其牙型角为60度, 螺距分为粗牙和细牙. 粗牙螺纹的直径和螺 距的比例适中,强度好; 细牙螺纹用于薄壁零件和轴向尺寸受限制的场合或用于微调机构. b. 关于螺栓和螺钉力学性能和材料 性能 等级 抗拉强度 Mpa 洛氏硬度 保证应力 Mpa 刚的类别和热处理粗牙直径范围 3.6 330 HRB52 180 低碳钢<或 =16mm 4.6 400 HRB67 230 低碳钢或中碳钢 < 或=16mm 4.8 420 HRB70 310 5.6 500 HRB80 280 所有直径 5.8 520 HRB83 380 6.8 600 HRB89 440 8.8 800 HRC25 600 中碳钢,回火温度450 低碳合金刚, 回火温度425 所有直径 回火温度425直径>20mm 9.8 900 HRC28 660 中碳钢, 回火温度410 低碳合金刚, 回火温度410 <或=16mm 10.9 1040 HRC34 830 中碳钢,回火温度425 低/中碳合金刚, 回火温度340/410 所有直径 12.9 1220 HRC39 930 低碳合金刚, 回火温度380 <或=39mm c. 自攻螺钉—多用于联接较薄的钢板和有色金属板. 螺钉较硬, 一般热处理硬度为HRC50~58, 在被联接件上可不预先制出螺纹, 在联结时利用螺钉直接攻出螺纹. 1. 十字槽盘头自攻螺钉 2. 十字槽沉头自攻螺钉 3. 十字槽半沉头自攻螺钉 4. 开槽盘头自攻螺钉 5. 开槽沉头自攻螺钉 6. 开槽半沉头自攻螺钉
铆钉连接及计算
第三章 连接 返回 §3-7 铆钉连接 3.7.1铆钉的排列和构造要求 一、铆钉的形状 铆钉按照铆头的形状分为:半圆头铆钉、高头铆钉、埋头铆钉和半埋头铆钉四种。 二.铆钉的构造要求: (1)在钢结构中一般多采用半圆头铆钉(图a ); (2)当铆合钢板的总厚度超过铆钉直径的5倍时,宜采用高头铆钉;(图b ) (3)当构件表面要求平整或钉头处的空间受到限制时,可采用沉头铆钉(图c 、d ) (4)沉头和半沉头铆钉不得用于钉杆受拉的连接。 三、铆钉连接的形式:对接、搭接和顶接(表3.7.1)。 四、铆钉按受力分为:剪力铆钉、拉力铆钉和剪拉铆钉三类(表3.7.1)。 3.7.2铆钉连接的计算 一、受剪连接
第三章
(4)射钉只用于薄板与支承构件(即基材如檩条)的连接。射钉的间距不得小于射钉直径的4.5倍,且其中距不得小于20mm,到基材的端部和边缘的距离不得小于15mm,射钉的适用直径为3.7~6.0mm。 射钉的穿透深度(指射钉尖端到基材表面的深度,如图3.8.1所示)应不小于10mm。 (5)在抗拉连接中,自攻螺钉和射钉的钉头或垫圈直径不得小于14mm;且应通过试验保证连接件由基材中的拔出强度不小于连接件的抗拉承载力设计值。 上述规定大部分引自国外的相关规范,项次(3)是根据我国自己的试验结果归纳出的经验公式。 3.8.2紧固件的强度计算 1、紧固件受拉 根据大量的试验结果,得到了静荷载和反复荷载作用下,自攻螺钉和射钉连接抗拉强度的计算公式。风是反复荷载的根本起因,在风吸力作用下,压型钢板上下波动,使紧固件承受反复荷载作用,常引起钉头部位的疲劳破坏。因此含风组合时承载力降低。 GB50018规范规定,在压型钢板与冷弯型钢等支承构件之间的连接件杆轴方向受拉的连接中,每个自攻螺钉或射
(整理)常用螺丝和螺丝孔规格
3-06常用螺丝及螺丝孔规格表 1.螺纹联接的用途及特征 a.普通螺纹主要用于紧固联接, 其牙型角为60度, 螺距分为粗牙和细牙. 粗牙螺纹的直径和螺距 的比例适中,强度好; 细牙螺纹用于薄壁零件和轴向尺寸受限制的场合或用于微调机构. b.关于螺栓和螺钉力学性能和材料 c.自攻螺钉—多用于联接较薄的钢板和有色金属板. 螺钉较硬, 一般热处理硬度为HRC50~58, 在被联接件上可不预先制出螺纹, 在联结时利用螺钉直接攻出螺纹. 1. 十字槽盘头自攻螺钉 2. 十字槽沉头自攻螺钉 3. 十字槽半沉头自攻螺钉 4. 开槽盘头自攻螺钉 5. 开槽沉头自攻螺钉 6. 开槽半沉头自攻螺钉
d. 内六角螺钉—可施加较大的拧紧力矩, 联接强度高, 一般能代替六角螺栓, 头部埋入零件内, 用于要求结构紧凑外形平滑的联接处. 1. 内六角圆柱头螺钉 2. 内六角花形圆柱头螺钉 3. 内六角花形盘头螺钉 4. 内六角花形沉头螺钉 5. 内六角花形半沉头螺钉 6. 开槽带孔球面圆柱头螺钉 e. 十字槽螺钉—旋转时对中性好, 易实现自动装配, 外观美观, 生产效率高, 槽的强度高不易拧 秃打滑, 需专用旋具装拆, 一般多用于大批量生产. 1. 十字槽盘头螺钉 2. 十字槽沉头螺钉 3. 十字槽半沉头螺钉 4. 十字槽圆柱头螺钉 5. 十字槽小盘头螺钉 6. 十字槽扁圆头螺钉 2.设计参考数据及表格 a. 内六角圆柱头螺钉:
(图一) (图二) (图三) (图四) 1. 括号内规格尽量不采用. 2. O内1为光滑头部; 2为滚花头部(表一) b. 自攻螺钉
(表二) c. 攻牙深度及攻螺丝深度
压铆螺母规格尺寸表
样品或现货:现货类 别:压铆螺母材质: 碳钢 形状:圆形 螺纹规格:M2到M10 外径:(mrh 产品尺寸 紧固件材质经过热处理的低碳钢 表面处理标准镀锌 安装板的硬度HRB8C以下 螺纹InternalANSI ANSI/,6H 原材料和表面处理规格 型号S-M3-1 螺纹编码S-M3-1 柄长编码S-M3-1 产品表述及编号内容 M2* M3* M4* M5* M6*1 类型 紧固件螺纹编 柄长 (柄 长) 安装板 碳钢 SS M2 M3 M4 M5 M6 编码 最大 最小厚 安装板 孔径+ 最大 尺寸 孔中心与安 装板边缘最 小距离
1 2 M8* S M8 1 2 M10* S M10 1 14 2 产品与板的铆接 自扣紧螺母在薄板上提供承载螺纹,用于铝材,冷轧 钢材,以及其它韧性材料。自扣紧螺母克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。自扣紧螺母的安装简单,快捷而且方便。将产品放入预先冲好或钻好的安装孔内,按标准安装力对产品施加压力使产品安装到位。在施加压力的过程中,产品头部排出的板料平稳、均匀的流入筋键周边和容槽内,安装完毕后,安装 板表面平整,安装效果可靠,而且产品具有承受高扭出力和高 推出力的性能。自扣 紧原理多年来已被数以万计的应用所证明。在安装施压过程 中,需要注意的是: 1.在安装板上冲出或钻出相应尺寸的安装孔,不允许进行诸如 去毛刺之类的二次加工。2.如右图所示,将紧固件放入下模孔 内,并将安装孔与紧固件的杆部对准。 3?保持上下模平行施加挤压力,使产品的头部完全进入板材 中。 产品的性能数据 产品类型螺纹编码柄长编码安装板材质安装力 (KN) 推出力 (N) 扭出力 S M2 M3 0 5052-H34 铝材 冷轧钢 铝材 冷轧钢 铝材 PUNCH ANVIL ana
铆钉知识
标准材质 标准铆钉是用特级钢线作为原料,通过锻造、硬化和调质等工序制造而成。在极广泛的应用范围内均可提供最佳的铆接性能。 特殊材质 - 奥氏体不锈钢铆钉-用来铆接硬度较低的不锈钢板材; - 马氏体不锈钢铆钉-用于铆接不能用奥氏体不锈钢铆钉连接的硬度偏高的不锈钢板材; - 铜质铆钉-用于铆接特殊板材,如紫铜、黄铜和塑料板材; - 铝质铆钉-用来铆接硬度较低的铝板材。 铆钉硬度 铆钉按不同的硬度级别进行生产,以满足不同被铆接板材组的铆接要求。一般来讲,铆钉的硬度随着被铆接板材的厚度和/或硬度增加而增加。客户可以随时联系亨罗布公司来确定适用的铆钉硬度和形状。 https://www.360docs.net/doc/6a4221580.html,/chinese/rivet_materials.htm 铆钉的锻造、硬化和调质工序保证了最佳的铆接性能 45号钢的铆钉,热处理硬度要求控制在HRC45~56之间,难度如何,请专家解答
铆钉一般都是低碳钢的,没听说过用45号钢作铆钉的,还有热处理要求。 如果用热铆的话,前面的热处理还有什么意义?如果用冷铆,那么高的硬度铆得了吗?可以采用连接方法有很多,比如用销轴、高强度螺栓、铰制孔螺栓等等。 热处理直接处理也能到这个硬度,不过很少有45号要这么高硬度的 可能要采用渗碳或高频淬火,淬油是没用的,即使硬度达到了,也很脆,特容易破. 45号钢要淬火超过50度是很困难的,除非采用特殊手段. HB250-285就可以了,那么高的硬度,铆起来很困难的. 只有渗碳才能达到这个硬度,但是零件如太小心部硬度又是问题 用渗碳达到这个表面硬度应该不难。 我接触过的小金属零件,也是中碳钢,图纸要求渗碳之后表面硬度58,渗碳层深度0.8
压铆螺母规格尺寸表
样品或现货:现货 类别:压铆螺母?材质:碳钢 形状:圆形?螺纹规格:M2到M10 外径:6、3-17、35(mm) 原材料与表面处理规格 紧固件材质经过热处理得低碳钢 表面处理标 准 镀锌 安装板得硬 度 HRB80以下 螺纹InternalANSI B1、 12B/ANSI/ASMEB1、13M,6H 产品表述及编号内容型号S-M3-1 螺纹编码S-M3-1 柄长编码S-M3-1 螺纹尺寸* 螺距类型 螺纹编码 A 柄长 编码 (柄长) 最大 安装板 最小厚 度 安装板 孔径+0、 08 C 最大 尺寸 E ±0、 25 T ±0、25 孔中心与 安装板边 缘最小距 离 紧固 件材 质 碳钢 M2*0、4 S M2 0 0、77 0、8-1 4、22 4、2 6、3 1、5 4、8 1 0、97 1 2 1、38 1、4 M2、5*0、45 S M2、5 0 0、77 0、8-1 4、22 4、2 6、3 1、5 4、8 1 0、97 1 2 1、38 1、4 M3*0、5 S M3 0 0、77 0、8-1 4、22 4、2 6、3 1、5 4、8 1 0、97 1 2 1、38 1、4 M3、5*0、6 S M3、5 0 0、77 0、8-1 4、75 4、73 7、1 1、5 5、6 1 0、97 1 2 1、38 1、4 M4*0、7 S M4 0 0、77 0、8-1 5、41 5、38 7、9 2 6、9 1 0、97 1 2 1、38 1、4 M5*0、8 SS M5 0 0、77 0、8-1 6、35 6、33 8、7 2 7、1 1 0、97 1 2 1、38 1、4
螺丝和沉头孔尺寸规格表-内六角尺寸规格-沉孔尺寸
螺丝及沉头孔尺寸表 规格 螺丝头直径 螺丝头厚度 螺丝杆直径 沉头孔直径 沉头孔深度 通过孔直径 普通平垫圈外径 普通平垫圈厚度 M2 M3 7 M4 9 M5 5 10 1 M6 6 11 12 M8 8 13 16 M10 10 16 20 2 M12 19 24 M14 M16 24 16 26 17 M18 M20 M22 M24 ds'φ φ ds dk dk'φφφ ds ds'φφφdk'dk k " k d d k ' k
六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔粹 TEL FAX E-mail ccsmould@https://www.360docs.net/doc/6a4221580.html, (0512)65015828(0512)65012333 参考:对六角承孔头螺丝的沉头及螺丝孔的呎吋 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 (M14) M16 M20 M24 M30 螺牙节距(p) 1 2 2 3 b 参 考 18 20 22 24 28 32 36 40 44 52 60 72 dk 最大(基准呎吋) 7 10 13 16 18 21 24 30 36 45 最大 最小 da 最大 26..4 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 M14 M16 M20 M24 M30 ds 4 5 6 8 10 12 14 16 20 24 30 ds’ 9 11 14 16 18 22 26 33 dk 7 10 13 16 18 21 24 30 36 45 dk′ 8 11 14 20 23 26 32 39 48 k 3 4 5 6 8 10 12 14 16 20 24 30 k′ 11 28 k′′ 13 32 k d k l b s d k d a d s φφφr