轴承拆卸与安装

国际标准单位(公制)英制单位
滚动轴承的安装和拆卸有时会涉及到;重物的搬动、工具和其他设备的使用或高压油的使用。为避免发生
确保起吊设备安全可靠,起吊过程中确保无
可使用
可使用
可使用
),更不应使用明火加戴上防污
SKF
打国际标准单位(公制)英制单位
滚动轴承的安装和拆卸有时会涉及到;重物的搬动、工具和其他设备的使用或高压油的使用。
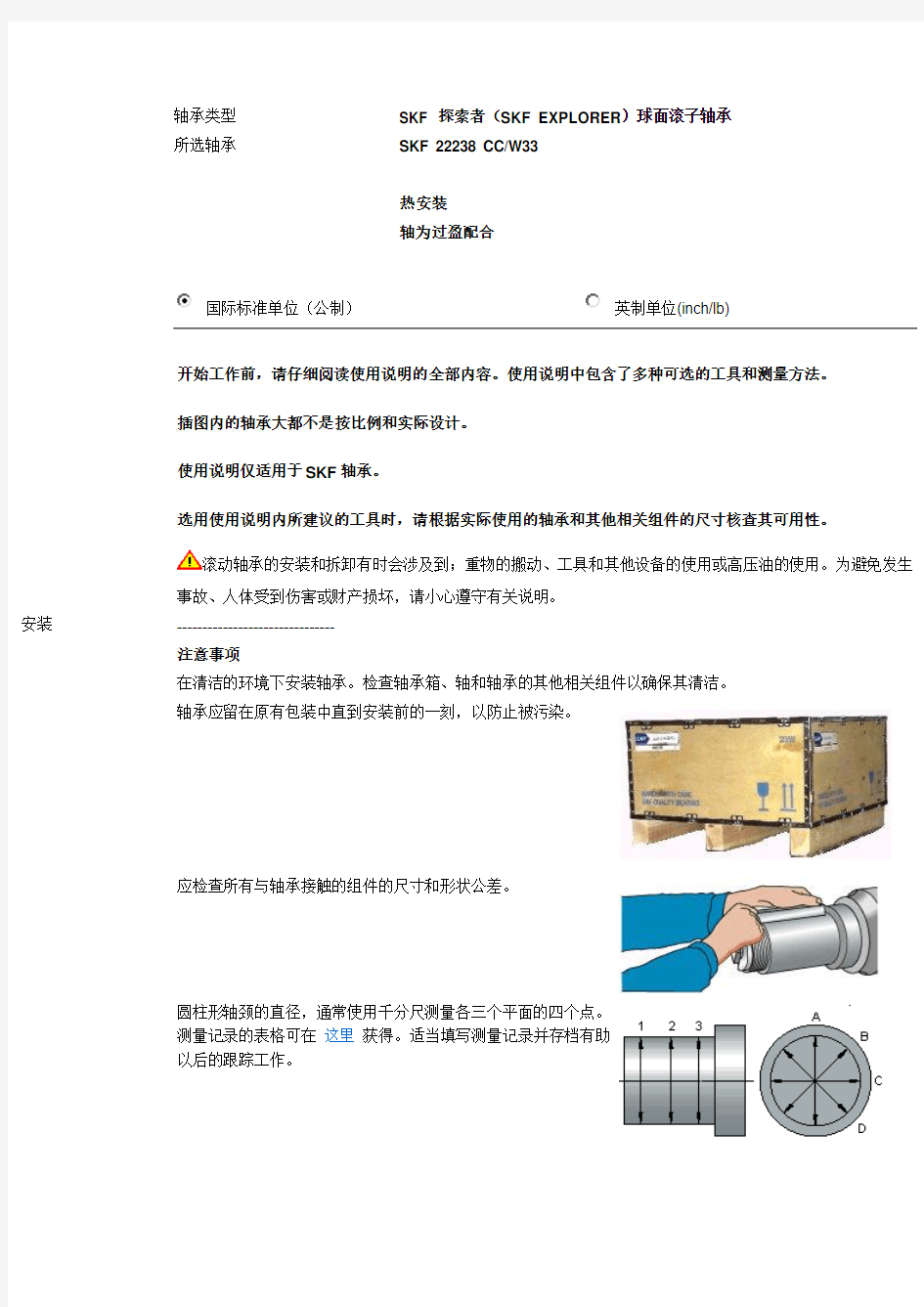
以防止被污
圆柱形轴颈的直径,通常使用千分尺测量各三个平面的
获得。适当填写测
圆柱形轴承箱的内孔直径,通常使用内量规测量各三个
获得。适当
戴上防污
保持位置直到其紧夹着
SKF
拆卸
轴承类型SKF 探索者(SKF EXPLORER)球面滚子轴承所选轴承SKF 22238 CC/W33
轴为过盈配合
注油法(轴须配有油槽)
开始工作前,请仔细阅读使用说明的全部内容。使用说明中包含了多种可选的工具和测量方法。
插图内的轴承大都不是按比例和实际设计。
使用说明仅适用于SKF轴承。
选用使用说明内所建议的工具时,请根据实际使用的轴承和其他相关组件的尺寸核查其可用性。
滚动轴承的安装和拆卸有时会涉及到;重物的搬动、工具和其他设备的使用或高压油的使用。为避免发生事故、人体受到伤害或财产损坏,请小心遵守有关说明。
-------------------------------
注意事项
在清洁的环境下拆卸轴承。
重新安装无损坏的轴承应在轴上的同一位置和方向。在每个轴承的相对位置作标记,例如轴承的那个部分向上,那一个面向内侧等。若轴承已损坏,可能有必要检查和分析轴承及其他组件以找出原因并采取修正措施。所以拆卸时应尽量小心以保持轴承的原状。
仔细察看实际图纸及轴承配置。
在拆卸过程中,应确保轴或轴承箱有适当的支撑。
使用起吊设备以便于搬动轴承。
确保起吊设备安全可靠,以防止轴承摔落。起吊过程中确保无人在轴承下。
拆卸程序
要使用此方法,必须在轴上配有油槽。
利用快速接头连接液压泵与轴。
建议使用SKF注油器套件729101 B或SKF TMJE 300/TMJE 400。
注入液压油直到其从轴承内圈中溢出。
拆卸油在室温下的粘度应约为900 mm 2 /s (4 600 SUS)。在20°C (68°F)时,可使用SKF LHDF 900。
用手力应已可将轴承卸下。
拆卸
轴承类型SKF 探索者(SKF EXPLORER)球面滚子轴承
所选轴承SKF 22238 CC/W33
轴为过盈配合
拉拔器(机械式和液压式)
开始工作前,请仔细阅读使用说明的全部内容。使用说明中包含了多种可选的工具和测量方法。
插图内的轴承大都不是按比例和实际设计。
使用说明仅适用于SKF轴承。
选用使用说明内所建议的工具时,请根据实际使用的轴承和其他相关组件的尺寸核查其可用性。
滚动轴承的安装和拆卸有时会涉及到;重物的搬动、工具和其他设备的使用或高压油的使用。为避免发生事故、人体受到伤害或财产损坏,请小心遵守有关说明。
-------------------------------
注意事项
在清洁的环境下拆卸轴承。
重新安装无损坏的轴承应在轴上的同一位置和方向。在每个轴承的相对位置作标记,例如轴承的那个部分向上,那一个面向内侧等。若轴承已损坏,可能有必要检查和分析轴承及其他组件以找出原因并采取修正措施。所以拆卸时应尽量小心以保持轴承的原状。
仔细察看实际图纸及轴承配置。
在拆卸过程中,应确保轴或轴承箱有适当的支撑。
使用起吊设备以便于搬动轴承。
确保起吊设备安全可靠,以防止轴承摔落。起吊过程中确保无人在轴承下。
拆卸程序
使用拉拔器卸下轴承。
以下建议仅基于尺寸。拆卸力必须考虑组件间的实际配合。组件的锈蚀和其他变坏条件可能使到需要更大的拆卸力。
可使用SKF TMHP液压式拉拔器。
可使用SKF TMMR F可反式拉拔器。
如有可能,用拉拔器抓住轴承内圈或邻近组件(如迷宫式密封环等)。用均匀的力拉出内圈,
直到完全脱离轴颈。
拉拔器在拆卸时应要准确对中,否则很容易会损坏轴颈。使用自动对中的拉拔器可防止这种情况。用拉拔器不能抓住内圈,将其抓住外圈。
若轴承须再次使用或其他原因希望防止轴承损坏,但只能让外圈受力,在拆卸时必须转动外圈。固定拉拔器的螺杆,转动拉拔器将轴承卸下。
滚动轴承的安装和拆卸
滚动轴承的安装和拆卸: 1 轴承的安装 1.1 安装前的准备 1.2 圆柱孔轴承的安装 1.3 圆锥孔轴承的安装 1.4 轴承的游隙调整 2 轴承的拆卸 轴承是精密机械零件,其安装是否正确,直接影响轴承的精度,寿命和性能。因此,轴承的安装和拆卸应严格地按规程进行,并采用正确的方法和适当的工具。 1 轴承的安装 1.1 安装前的准备 轴承的安装要在干燥,清洁的环境条件下进行。安装之前应准备好所有的部件,工具及设备。并确定好各相关零件的安装顺序。
安装前应仔细检查轴和外壳的配合表面,凸肩的端面,沟槽和连接表面的加工质量。所有配合连接表面必须仔细清洗并除去毛刺,铸件未加工表面必须除净型砂。 在安装准备工作没有完成前,不要拆开轴承的包装,以免污染。 1.2 圆柱孔轴承的安装 (1)压入法对于圆柱形内孔且又必须与配合件过盈配合的小型轴承,可用机械的或液压的方法将轴承压装到轴上或壳体中,如图1-35所示。安装压力应直接施加于过盈配合的轴承套圈端面上,不允许施加于非过盈配合套圈通过滚动体来传递压力,否则会在轴承工作表面上造成压伤,导致轴承很快地损坏。 若轴承套圈与轴及外壳孔都是过盈配合,装配时轴承内,外圈要同时压入轴和壳体内,此时,装配环的形状应能同时压紧轴承内,外圈的端面,如图1-36所示。
可分离型的圆柱滚子轴承,圆锥滚子轴承,推力球轴承等,可以将内(轴)圈,外(座)圈分别安装到轴和壳体上。将已安装内圈的轴放入已装好外圈的轴承壳体中时应特别小心,必须保证对中。 (2)加热法或冷却法当轴承尺寸较大或过盈量较大时,所需安装力会显著增大,因此,可利用热胀冷缩原理来安装。轴承套圈与轴或壳体之间安装所需温差取决于过盈量和轴承尺寸,一般采用油浴加热或感应加热器加热方法。 较为适宜的加热温度范围为80∽100oC ,最高不能超过120oC。 所装轴承冷却后,宽度方向将收缩,因此要用螺母或其他适当的方法使之紧固,以防止套圈端面与轴肩之间产生间隙。 1.3 圆锥孔轴承的安装
滚动轴承的安装和拆卸工具
滚动轴承的安装和拆卸 Products for Mounting and Dismounting
机械方法安装与拆卸/ Mechanical mounting and dismounting 订货型号/Designation描述Description FITTING-TOOL-ALU-10-50成套安装工具Mounting tool set?LOCKNUT-DOUBLEHOOK双钩扳手Double hook wrench?LOCKNUT-FACEPIN带关节的端面柱销式钩型扳手Jointed face wrench?LOCKNUT-FLEXIHOOK带关节的钩形扳手Jointed hook wrench?LOCKNUT-FLEXIPIN带关节的柱销式钩形扳手Jointed pin wrench?LOCKNUT-HOOK钩形扳手Hook wrench?LOCKNUT-HOOK-KM0-16-SET钩形扳手套装Hook wrench set?LOCKNUT-SOCKET套筒扳手Socket wrench?PULLER-2ARM双臂拉拔器Two-arm extractor?PULLER-2ARM-SEPARATOR??PULLER-2ARM-SET双臂拉拔器套装Two-arm extractor set??PULLER-3ARM三臂拉拔器Three-arm extractor??PULLER-BORE.GRIPPER内拉式拉拔器组件Internal extractor??PULLER-BORE.HOLDER内拉式拉拔器组件Countersupport??PULLER-BORE.IMPACT内拉式拉拔器组件Slide hammer puller??PULLER-BORE..-SET内拉式拉拔器套装Internal extractor set?? PULLER-HYD (40, 60, 80)液压拉拔器 (集成手动泵)Hydraulic extractor (integral hand pump) ?? PULLER-HYD (100, 120, 200, 250, 300)?? PULLER-HYD (175, 400)液压拉拔器 (外接手动泵)Hydraulic extractor (separate hand pump) ?? PULLER-INTERNAL10-100-SET内拉式拉拔器套装Internal extractor set??PULLER-SPECIAL特殊轴承拉拔器(夹头)Special bearing extractor (collet)??PULLER-SPECIAL-BASIC特殊轴承拉拔器(基体)Special bearing extractor (basic unit)?? PULLER-SPECIAL-CUSTOM特殊轴承拉拔器 (可定制,用于大尺寸轴承)Special bearing extractor (complete unit for larger sized bearings) ?? PULLER-SUPPORT液压工具Hydraulic pressure tool??PULLER-TRISECTION三片式拉拔器卡盘Three-section extraction plate??
轴承的安装和拆卸
轴承的安装和拆卸 轴承是机器上的主要部件,机器运行是否灵活,主要取决于轴承的装配质量密钥保证装配质量就应掌握轴承的拆卸和安装的方法。 1.轴承的拆卸 (1)滑动轴承及轴瓦的拆卸 滑动舟侧很难过臂一般较薄,容易损坏和拉伤。拆卸时,首先拆除进口轴承周围的固定螺钉和销。有定位凸缘的轴承,在轴承盖与轴承座分开后应注意拆卸方向。拆卸瓦片时,应用铜棒或木棒顶住瓦端面的钢背,且注意保护号合金层。套筒式轴瓦应使用拆卸工具抽出或压出,不可猛敲,以免造成轴瓦变形和损伤。 (2)滚动轴承的拆卸 在拆卸滚动舟侧很难过前,应检查确定拆卸方向,注意有无轴向定位装置。从轴上拆卸轴承时,受力点应选在轴承的内圈上;从孔中拆卸时,受力点应选在轴承的外圈上,拆卸时用力要均匀,以防轴承歪斜。 2.轴承的安装 (1)套筒式滑动轴承的安装 安装要保证轴与轴承之间有适当的间隙。以便润滑油膜的形成。轴承与座孔应适当的紧度,以防止运转时轴承随轴转动。具体要求如下: ①在压入前应检查轴承各部轴承尺寸是否符合要求,有无缺陷,并擦净接触表面的赃物,涂抹润滑油,油道清理且对准机体上的油道孔。 ②根据轴承在机体上的位置和轴承的尺寸,在安装时选用合适的工具。 ③轴承压装后,对非过盈配合的应加固定螺钉或销钉,并且要检查内径是否符合要求,如发生变形,则必须进行修整,一般采用镗孔、铰孔和刮削的方法。 (2)对开放式滑动轴承的安装 ①对开放式滑动轴承通常称轴瓦,在安装前应清洗油道、油槽、各配合面,检查舟侧很难过座与轴瓦上的油孔是否相对。注意清除轴瓦上的防锈蜡,不得用火烧,以免温度过高熔化合金属,应放在热水或热油中熔化后清理干净。 ②轴瓦安装时,应用木板垫在轴瓦端面,再用铜棒将瓦轻轻打入瓦座,轴瓦的外表面与轴承及轴承盖接合要紧密,佛则轴瓦容易变形,或合金层破裂甚至脱落。为保证轴瓦的紧密配合,其分开面应比轴承分开面高一点(一般为0.05—0.1mm)。 ③轴瓦装入机体中,不允许有轴向或径向移动,一般采用定位销、凸键止口或台阶来固定。轴瓦的装配接触面要求在70%-75%。 (3)滚动轴承的安装 ①安装前需将轴承的滚道、轴孔的油道清洗干净,需润滑的轴承应涂抹润滑油。 ②安装不能将污物掉入轴承圈内,以免损伤滚动体及滚动面。 ③按要求检查轴承内外圈的配合过盈量是否符合标准。 ④安装使用专用工具,应在配合面较紧的座圈上加压,加力要均匀,以防轴承歪斜。 ⑤当安装过盈较大的轴承时,不得猛烈敲击,应采用压力机或加热的方法进行装配。
轴承常用的拆卸方法
轴承常用的拆卸方法 滚动轴承常用的拆卸方法有:敲击法、拉出法、推压法、热拆法。 一、敲击法 敲击力一般加在轴承内圈,敲击力不应加在轴承的滚动体和保持架上,此法简单易行,但容易损伤轴承,当轴承位于轴的末端时,用小于轴承内径的铜棒或其它软金属材料抵住轴端,轴承下部加垫块,用手锤轻轻敲击,即可拆下。应用此法应注意垫块放置的位置要适当,着力点应正确。 二、拉出法 采用专门拉具,拆卸时,只要旋转手柄,轴承就会被慢慢拉出来。拆卸轴承外圈时,拉具两脚弯角应向外张开;拆卸轴承内圈时,拉具两脚应向内,卡于轴承内圈端面上。 注意事项: 1、应将拉具的拉钩钩住轴承的内圈,而不应钩在外圈上,以免轴承松动过度或损坏; 2、使用拉具时,要使丝杆对准轴的中心孔,不得歪斜。还应注意拉钩与轴承的受力情况,不要将拉钩及轴承损坏; 3、注意防止拉钩滑脱; 4、拉具两脚的弯角小于 三、推压法 用压力机推压轴承,工作平稳可靠,不损伤机器和轴承。压力机有手动推压,机械式或液压式压力机推压。 注意事项:压力机着力点应在轴的中心上,不得压偏 四、热拆法 用于拆卸紧配合的轴承。先将加热至100℃左右的机油用油壶浇注在待拆的轴承上,待轴承圈受热膨胀后,即可用拉具将轴承拉出。 注意事项: 1、首先,应将拉具安装在待拆的轴承上,并施加一定拉力; 2、加热前,要用石棉绳或薄铁板将轴包扎好,防止轴受热胀大,否则将很难拆卸,从
轴承箱壳孔内拆卸轴承时,只能加热轴承箱壳孔,不能加热轴承; 3、浇油时,要将油壶平稳地浇在轴承套圈或滚动体上,并在其下方置一油盆,收集流下的热油,避免浪费和烫伤; 4>、操作者应戴石棉手套,防止烫伤。
轴承的安装、拆卸及润滑标准
轴承的安装、拆卸及润滑标准 一、轴承的安装环境 轴承的安装要在清洁、干燥的环境中进行。安装前的准备工作: 1、应准备好所有必需的部件、工具及设备; 2、应仔细检查轴和外壳的配合表面之加工质量; 3、应清除毛刺,保持安装表面的清洁 注意:在安装准备工作没有完成前,不要拆开轴承的包装,以免使轴承受到污染。 二、圆柱孔轴承的安装 1、压入法: 对过盈配合的小型轴承,可用机械或液压方法将轴承压装到轴上或壳体中。 内圈过盈配合外圈过盈配合内外圈过盈配合 2、加热法 对于尺寸较大的轴承或过盈量较大时,可利用热胀冷缩的原理来安装,一般采用油浴加热或电感应加热方法。 加热注意事项: 1、一般加热温度不要超过120℃。 2、不允许轴承接触油槽底部。 三、圆锥孔轴承的安装
内孔为圆锥形的轴承总是以过盈配合来安装的 对于圆锥孔轴承的安装,其过盈量不像圆柱孔轴承的内孔那样,由所选取的轴的公差决定的,而取决于轴承在锥形轴颈上或锥形紧定套上推入距离的长短。 轴承径向游隙的测量方法,国家和轴承行业都有专门的检测标准(JB/T3573-93)来规定,在轴承制造工厂都有专用的检测仪器来测量轴承的径向游隙。 对于调心磙子轴承的径向游隙,通常采用塞尺测量方法。 1、将轴承竖起来,合拢 要点:轴承的内圈与外圈端面平行,不能有倾斜。将大拇指按住内圈并摆动2-3次,向下按紧,使内圈和滚动体定位入座。定位各滚子位置,使内圈滚道顶部两边各有一个滚子,将顶部两个滚子向内推,以保证它们和内圈滚道保持合适的接触。 2、根据游隙标准选配好塞尺 要点:由轴承内孔尺寸查阅游隙标准中相对应的游隙数值,根据其最大值和最小值来确定塞尺中相应的最大和最小塞尺片。 3、选择径向游隙最大处测量 4、用塞尺测量轴承的径向游隙 要点:转动套圈和滚子保持架组件一周,在连续三个滚子能通过,而在其余滚子上均不能通过时的塞尺片厚度为最大径向游隙测值;在连续三个滚子上不能通过,而在其余滚
轴承安装拆卸技术手册及作业指导书
大型养路机械轮对车轴E轴无轴箱轴承拆卸与安装技术手册一、目的 指导大型养路机械轮对车轴E轴无轴箱轴承的检修、更换; 二、引用标准和文件 《轮对车轴轴承维护与保养的补充说明》 《铁路货车轮轴组装检修及管理规则》 《DKL-48k连续式三枕捣固稳定车检修规则》 铁姆肯厂家《车轴轴承安装与维护手册》 三、轴承压装 3.1 一般要求 1.轴承压装应该在指定的区域内完成。该区域应清洁、明亮,周边不允许安排会产生尘土、 铁屑、油污等生产工序。 2.轴承压装使用的设备、工装、计量器具等应保持清洁,且校验时间在有效期内。 3.轴承及附件、轮对及检测器具须同室存放,放置时间应不少于8h;不能同室存放时, 存放处温差不应超过5℃。 3.2 轴承压装器械
1.轴承压装机应带有安全阀,能短时间内保持规定的压力,确保轴承贴合完毕,并确 保从测量仪器读取的压力处于正确的吨位范围、压装到位。 2.轴承压装应采用能打印压装曲线的轴承压装机,压装时应保证压装机活塞中心线与 轴颈中心线保持一致。压装机开始起动压装,直到压力表显示的压力陡然上升,达到规定的贴合力,并保压3-5s。 3.3 轴承压装参数
3.4 压装步骤 3.4.1 检查轴承状态 1.当新轴承从仓库中拿出来时,不需要清洗掉原始的润滑剂保护层。 2.不得拿掉插入轴承孔内的硬纸板,该纸板压装过程中会自动退出。 3.轴承压装前,应对轴承进行外观检查,确认无错、缺零件和其他异常现象,车轴轴端 中心孔及螺栓孔内无铁屑和污物。重点检查密封有无变形、移位等异常。 3.4.2检查车轴 在安装轴承之前,应对车轴进行检查,以确保轴承的顺利安装。 1.轴颈、轴肩和圆角处应有加工光滑和磨光的表面,并且无尖角、毛刺、刻痕、划痕和 锈蚀。 2.检查轴颈、轴肩以及圆角,以确保车轴的尺寸处于规定的公差内,一边使轴承获得正 确的过盈配合。 3.在安装车轴之前,如果车轴以备磁化,则应先消磁。 3.4.3轴承压装 1.压装前,记录下轴承外圈的序列号,并核对后档所刻序列号与轴承外圈序列号一致!
轴承安装和拆卸
Installation and removal 轴承安装和拆卸 Bearing installation and removal Cleanliness 清洁 Plan the work 准备工作 Inspection and preparation 检查和准备
Why does a bearing need to be properly fitted on shaft and in housing? 为什么轴承需要正确的安装在轴上和轴承座里 To fully use the load carrying capacity of the bearing 完全承载To prevent rings from turning on or in their seating under load 防止轴承圈移位 To guarantee adequate internal clearance 保证适当内部间隙 To reach bearing life expectancy 达到轴承预期寿命 To make safer and easier mounting and dismounting 使拆装安全简便To permit axial displacement for float bearing 允许浮动轴承轴向移动Bearing installation and removal 轴承安装和拆卸Direct shaft mounting, cylindrical / straight bore 直孔轴承直接装在轴上。 Direct shaft mounting, tapered bore 锥孔轴承直接装在轴上 Tapered adapter sleeve 锥孔适配套 Pull-type 紧定套 Push-type 推卸套 Bearing installation and removal for spherical roller bearings 调心滚子轴承的拆装 Bearing mounting arrangement 轴承安装简介
轴承安装与拆卸
PDF created with pdfFactory trial version https://www.360docs.net/doc/6411150620.html,
Bearing mounting and dismounting 轴承的安装与拆卸
演讲者:梁振奋 SKF制浆造纸行业工程师 2008年6月
2008-06-13 ?SKF
Slide 2 [Code]
SKF [Organisation]
PDF created with pdfFactory trial version https://www.360docs.net/doc/6411150620.html,
Content 内容
? ? ? ? ? ? ? ?
General 概要 Mounting on cylindrical haft圆柱轴颈上安装轴承 Mounting on tapered shaft圆锥轴颈上安装轴承 SKF Drive-up SKF推进法 SensorMount SensorMount安装法 Dismounting 轴承拆卸 https://www.360docs.net/doc/6411150620.html,/mount SKF网页上的安装指导 Summary 小结
2008-06-13 ?SKF
Slide 3 [Code]
SKF [Organisation]
PDF created with pdfFactory trial version https://www.360docs.net/doc/6411150620.html,
General 概要
2008-6-13 ?SKF
Slide 4 [Code]
SKF [Organisation]
PDF created with pdfFactory trial version https://www.360docs.net/doc/6411150620.html,
轴承安装准则
安装轴承五大标准步骤 1.使用轴承安装拆卸专用工具 先进的安装工具,能够避免安装时由于工具及操作不当带来的轴承损伤。例如,安装轴承时,工作人员曾采用铜棒敲入法,易造成轴承轴向受力不均,引起保持架变形,滚动体受损,游隙变大,且铜棒在敲击过程中,铜末飞人轴承保持架内,易造成轴承故障。 2.安装前做好轴承的检查工作 对于旧轴承,需检查滚珠(柱)表面是否存在毛刺、划痕、裂纹。旧轴承的径向间隙、轴向游隙是否合格,一般只测量径向间隙。对于新轴承,首先要检查轴承型号是否正确。滚动轴承的径向间隙标准参照表1。例如:型号6318深沟球轴承,轴承内径90mm,其径向间隙范围为0.016~0.046mm,也可查到轴承最大磨损量为0.25mm。 3.检查轴承与转子轴的配合尺寸 电机组装时,还需仔细检查轴承安装时轴承与转子轴的配合尺寸(表2),轴承外圈与端盖孔的配合尺寸。 4.控制好轴承及轴承室内油的数量 轴承及箱内油量过多,会引起轴承滚动体打滑,造成滚体由滚动摩擦变滑动摩擦,损坏轴承滚动体,由于轴承油量过多,轴承箱内自由空间小,轴承的运行温度会上升,润滑脂赫度降低,滚动体润滑油膜变薄,润滑条件差,易造成轴承异音,表面失滑,缩短轴承的寿命。一般电机端盖侧设有轴承油室(设计成双密封轴承的电机例外),按电机的转速,轴承室可注油量可参照以下标准执行:电机转速<1500r/min时,加油量为轴承室容积的2/3。转速在1500~3000r/min之间时为轴承室容积的1/2。转速>3000r/min时,应小于或等于轴承容积的1/3。在实际工作过程中,对于高温高转速运行的轴承,应尽量少用带密封面的轴承,增加电机油盖存油量,并装设加油嘴,可提高电机轴承运行寿命。 5.注意保证绝缘完好 对于外圈有绝缘设计的轴承,需注意保证绝缘完好。安装时若破坏了轴承绝缘,很薄的轴承油膜将被轴电压击穿,油膜击穿后,不仅使滚动体润滑条件恶劣,同时产生的电火花会对轴承滚动体形成电蚀,引起滚动体表面不光,加速轴承的磨损。