调直机定长切割控制系统

调直机定长切割控制系统
随着建筑业及建筑技术的迅猛发展,许多工地均广泛使用建筑预制构件。在预制构件的制作过程中,对其中使用的钢筋有严格的要求,除材料及其直径要求外,为使预制构件整齐美观受力均匀,还需对钢筋实施调直及定长切断。目前,由于机械定长装置的使用,若调直钢筋超过一定长度,其切断误差将超过标准,并且钢筋直径越小,其超差越严重,必须实施二次切断,而致劳动生产率降低。特别是低压供电系统广泛使用的水泥电线杆,若由于定长误差的存在,将使拉直成型时各根钢筋受力不一,致使浇注成型的水泥杆内部钢筋受力不均匀,从而为尔后的工作埋下隐患。因此各厂家为解决定长切断着实费了不少周折,但到目前,还没有成功控制超差的报道。本文将对调直定长切断过程做较详尽的分析,并对定长切断过程实施自动控制。
1调直定长切割机工作原理
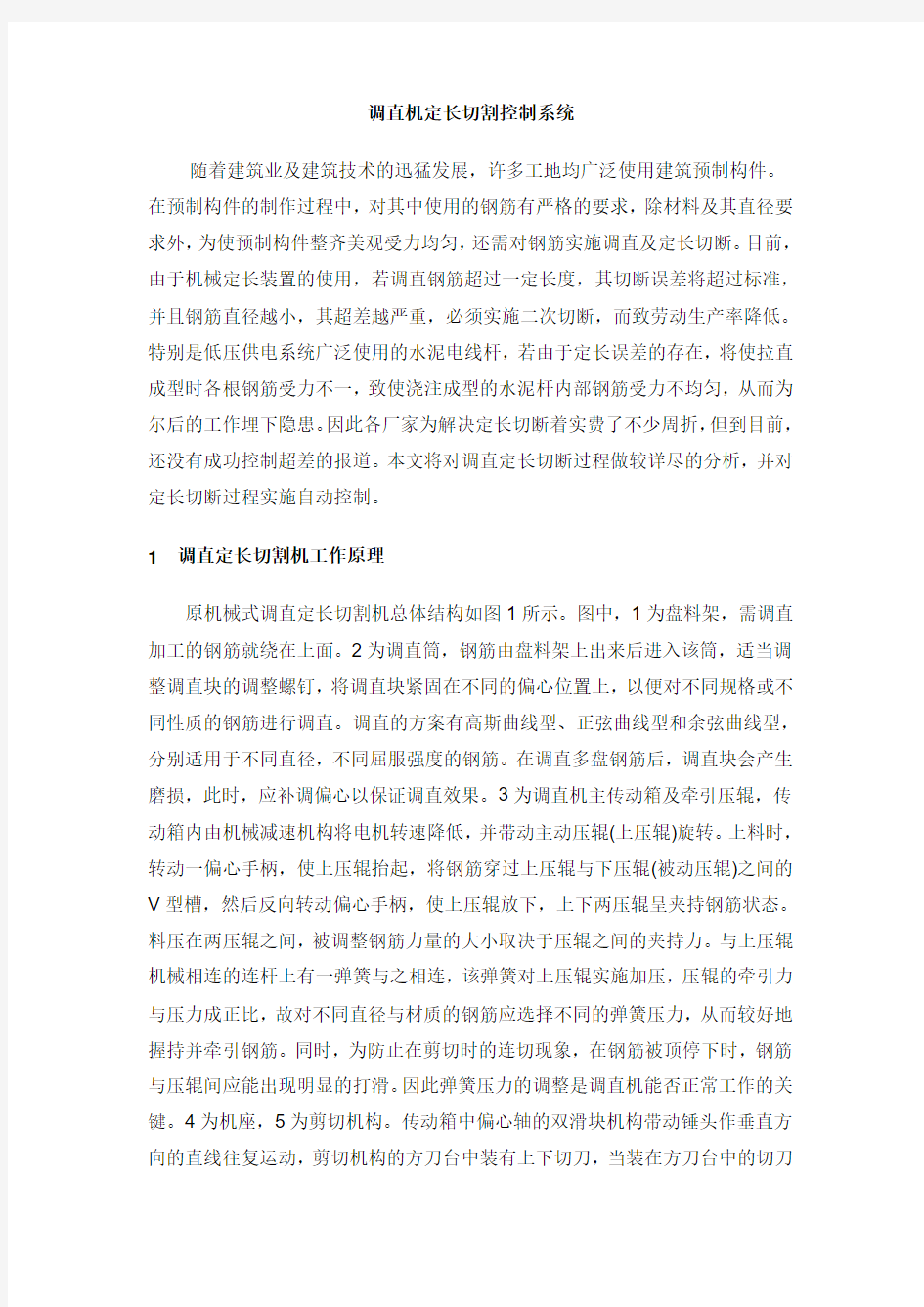
原机械式调直定长切割机总体结构如图1所示。图中,1为盘料架,需调直加工的钢筋就绕在上面。2为调直筒,钢筋由盘料架上出来后进入该筒,适当调整调直块的调整螺钉,将调直块紧固在不同的偏心位置上,以便对不同规格或不同性质的钢筋进行调直。调直的方案有高斯曲线型、正弦曲线型和余弦曲线型,分别适用于不同直径,不同屈服强度的钢筋。在调直多盘钢筋后,调直块会产生磨损,此时,应补调偏心以保证调直效果。3为调直机主传动箱及牵引压辊,传动箱内由机械减速机构将电机转速降低,并带动主动压辊(上压辊)旋转。上料时,转动一偏心手柄,使上压辊抬起,将钢筋穿过上压辊与下压辊(被动压辊)之间的V型槽,然后反向转动偏心手柄,使上压辊放下,上下两压辊呈夹持钢筋状态。料压在两压辊之间,被调整钢筋力量的大小取决于压辊之间的夹持力。与上压辊机械相连的连杆上有一弹簧与之相连,该弹簧对上压辊实施加压,压辊的牵引力与压力成正比,故对不同直径与材质的钢筋应选择不同的弹簧压力,从而较好地握持并牵引钢筋。同时,为防止在剪切时的连切现象,在钢筋被顶停下时,钢筋与压辊间应能出现明显的打滑。因此弹簧压力的调整是调直机能否正常工作的关键。4为机座,5为剪切机构。传动箱中偏心轴的双滑块机构带动锤头作垂直方向的直线往复运动,剪切机构的方刀台中装有上下切刀,当装在方刀台中的切刀
进入锤头下面时,上切刀被锤击而实现钢筋切断工作。钢筋被打断后,方刀台靠拉杆弹簧复位。6为受料架,受料架是调直切断机的定长机构,架上有用于定长的定尺板,根据需要的长度调整好定尺板在拉筋上的位置,并调整好拉筋弹簧的压力,使被调直钢筋能顶动定尺板前进,而且又要在钢筋被切断后方刀台能及时复位。当被调钢筋顶动定尺板前进到位时,定尺板带动拉筋移动,拖动方刀台进入锤头下面而实现剪切。剪切完成后,方刀台靠拉杆弹簧复位。当钢筋被切断时,受料架张开卸料,钢筋落下后,受料架随即关闭,接受下一根钢筋。受料架卸料时,张开时间的长短由时间继电器控制。
图1调直机总体结构图
2定长误差存在的原因
图1中,被调直的钢筋调直完毕后,需对其长度进行测量以便给出定长切断信号。从调直筒出来的钢筋由上下压辊牵引而前进,通过剪切机构后进入受料架。在受料架中钢筋顶住定尺板并带动拉筋前进,到位后靠钢筋的顶力使拉筋带动行程开关动作,给剪切机构送出剪切信号,并将带有下切刀的方刀台送到锤头下面,锤头锤击上切刀从而使钢筋剪断。从其定长工作的过程不难分析其定长误差存在的原因,分析如下:
(1) 钢筋顶动定尺板因弯曲引起的误差。受料架上定尺板及拉筋均有一定的质量,且存在滑动摩擦力,而且还要拖动行程开关动作,钢筋或多或少地存在一定的弯曲,不可避免地存在定长误差。
(2) 由于钢筋在行走且锤头位置不确定而存在的误差。调直钢筋被压辊拖动以一定速度行进(一般情况钢筋前进速度为30m/min),锤头上下往复运动频率为600次/分,则锤头完成一个行程需要0.1s,即剪切机构从接收到信号到锤头落下剪切完成,时间在0~0.1s范围内变化。若让钢筋自由行走,钢筋必须会存在
0~50mm之间的行走误差。而目前的定长方法是到位后迫使钢筋停止前进来获得所需的剪切精度,则夹辊与钢筋间将存在相对运动而打滑,势必在钢筋表面形成划痕。同样,迫使钢筋停止前进亦会产生上节所出现的情况,而且钢筋越长,误差越严重。
3新的定长与控制措施
很显然,前述定长方案无法消除切断误差,需从其它途径进行探讨。
对象给定参数:钢筋d=3~8mm;定长300~6000mm,可加长至8000~180 00mm;钢筋前进线速度30m/min;调直筒转速n=2400r/min;压辊直径D=90mm,转速142r/min。
(1) 定长的检测
为实现准确定长,在调直机下压辊(被动压辊)上装上同轴测量盘,盘厚2m m直径取197mm,在盘的边缘均匀加工宽1mm,深4mm的槽300个,在边缘距周边3mm处装上光电开关管(光轴距边缘3mm),则光电管光轴所在点对应的测量盘周长为π(D-6)=600mm,测量孔轴线的速度v=30×191/90=63.67m/min,每秒钟光电管发出脉冲63.67×1000÷60÷2=530.6个脉冲,脉冲间距1.885ms,两脉冲间距离代表长度2×90÷191=0.942mm,显然这样的测量精度是难以满足要求的,为此,对光电开关管输出脉冲实施倍频,即脉冲频率f=1061Hz,脉冲间距0.942ms,脉冲间距离代表长度0.471mm。计数器最大计数值216,即最大可定长30.88mm,满足实际要求。
(2) 切断控制
定长切断装置存在切断误差的关键在于,当控制系统发出切断指令时,除系统自身有一响应时间外,钢筋仍在以一定速度前进着;只有钢筋顶住定尺板后,钢筋才在上下压辊间打滑,等待切断。倘若在实际操作中,使控制系统在发出切断操作指令时钢筋已经停止前行,或者在切断操作开始前钢筋已经停止前行,则可以有效地减少由于锤头位置的随机性而引起的切断误差。根据这一构想,我们对原定长切断机构作了改进,改上下压辊一直驱动钢筋前进为间断驱动方式,其
控制过程是这样的:当一次切断操作完成后,装有上切刀的方刀台退出,控制器控制电磁铁线圈,使其失电,牵引电磁铁放下上压辊,使下压辊压住钢筋拖动其前进,装在下压辊上的测量盘旋转,它所发出的脉冲送到控制器进行计数。当计数脉冲所对应的长度等于设定长度时,控制器给电磁铁发出信号,令其抬起上压辊。上压辊抬起后,钢筋前进的驱动力消失,钢筋停止前进,(注:调直机构在对钢筋调直操作过程中,不存在使钢筋轴向移动的驱动力),此时,控制器使装在方刀台上切刀进入锤头下面,上切刀被锤头锤击而切断钢筋,然后重复另一个新的循环。由于从控制器发出抬上压辊的命令,到上压辊被抬起,钢筋因无轴向驱动力而停止前进,一般需要150~180ms左右,视具体装置构成而定,故在控制器中,长度设定值应减去在这段时间内钢筋行走的长度,具体数值应由具体装置经实际调试而得。
4系统的控制与运行
系统的定长与切断控制装置由MCS-51单片机构成,如图2所示。由测量盘送的脉冲,经脉冲整形、倍频,送到8031的T0入口,作为定长计量输入。定长设定由三位BCD拨码盘输入,偏移量由操作者根据实际装置进行调整,计算机给定计数值等于BCD码盘设定值所对应的脉冲数值减去偏移量。则在钢筋前进过程中,测量盘旋转发出的脉冲,经整形、倍频送到8031进行计数。在计测过程中,计算机不断地将计数值与给定值比较;当计数值等于给定值时,计算机送出信号使牵引电磁铁得电,将上压辊抬起,使钢筋停止前行,计算机发出切断信号使钢筋切断。计算机在发出切断信号之后,经一定时间的延时,发出新一轮计量开始信号,使牵引电磁铁释放,上压辊被放下,夹持钢筋并驱动其前行。
图2控制系统示意图
控制系统中,为避免由于电源电压的变化对牵引电磁铁动作时间的影响,在电磁铁线圈主回路中,设置了容量为牵引电磁铁启动功率5倍的交流稳压器,以保证每次动作的状态与条件相同,同时,应保证电磁铁动作部分充分润滑。
为避免电源电压波动,以及电磁操作对计算机系统的干扰,提高系统运行可靠性,采取了以下抗干扰措施。
(1) 硬件方面采用有静电屏蔽的变压器作为控制电源变压器,并在电源输入设有两级LC滤波电路。为防止计算机系统前后级间的影响,在每一片集成块的电源与地之间并联一只0.47μF的电容,以吸收集成电路工作时产生的脉冲干扰。从测量盘到控制器之间用屏蔽电缆进行脉冲传输,系统的控制部分置于接地良好的金属箱体内,这可防止空间电磁脉冲对系统的影响。
(2) 软件方面设置了软件定时监视器,以防止程序因干扰进入非程序区,造成系统运行不正常。只要程序运行时间超过设定时间,定时监视器便申请中断,迫使系统进入初始状态。
该控制装置在一调直切断机投入使用,设定长度0.3~30m,对不同定长量时的偏移量已经由实际调试后固化到程序存贮器中。经实际试运行,该装置在整个设定长度内,切断长度误差2mm,满足实际要求,目前已经入投现场运行。
印刷机操作规程
印刷机操作规程 一、塑料凹版印刷机的印刷工艺流程 二、薄膜放卷T张力控制T印刷第一色T干燥T套印第二色T干燥T套印第三色T干燥T套印第四色T干燥T牵引T收卷 三、? 四、二、塑料凹版印刷机的操作程序 五、1、准备工作 六、①检查印刷机周围是否有灰尘、垃圾以及同印刷无关的杂物,检查通风排气设施是否完好。 七、②检查原辅材料是否备足,是否符合印刷要求。塑料薄膜的印刷,要求待印基材膜符合以下要求:表面光滑平整,无明显僵块、黄黑点、孔洞,五过多的皱褶;待印基材薄膜的平均厚度误差应在10%以内(1m印刷宽度时),平均厚度误差的计算公式可参见干式复合基材膜的要求;在印刷压力下,待 印基材膜的伸长率应在1%以内;待印基材膜的表面张力应》40dyn/cm;事先了解基材薄膜同印刷油墨之间的亲和性情况,对于易与印刷墨中溶剂溶解和 溶胀的薄膜,印刷速度和油墨的浓度可大一些。涂布基材膜涂布层印刷时,应了解涂布树脂同油墨的附着力如何。 八、③检查版辊质量。注意后一套色的版辊应略大于前一色,如:第二色版辊的周长应大于第一以版辊周长1%至少应当稍大或相等,绝对不可比第一色小,否则无法套印正确。检查版辊图案、色标情况。 九、? 十、④检查印机传送、送料、走料、干燥、上墨、牵引和卷取各部分是否有
卡阻现象,润滑部分注入润滑油,油路是否顺畅,仪器仪表是否完好。如设 备上有油墨黏度自动控制仪的话,应调节印刷油墨的黏度在14~18s的设定 值上,并在其中倒入混合溶剂,同墨槽用墨泵相连接。检查电脑自动对版装置。十一、⑤调配好油墨,选择同打样色标一样的原色油墨。 十二、? 十三、2、装版 十四、装版时要注意版子的左右面,卡紧锥体时不能过紧,防止把铜版辊胀裂,过松,印刷时会“逃版”。按照印刷色序来安装版辊。里印刷的印刷色序是金银墨-黑墨-原青-原黄-原红-白墨。正印刷时刚好相反:白墨- 品红墨-黄墨-青墨-黑墨-金银墨。 十五、? 十六、3、上刮墨刀 十七、刮墨刀一般采用薄钢片,厚度在~之间。刮墨刀同印辊接触点切线之间的角度在15° ~45°之间,小于15°,油墨不易刮净;大于45°,对印版和刮刀的损伤都比较重,易把印版镀铬层刮坏。刮墨刀压力不易过大,太大,易损坏印版;过小。不易刮净油墨。刮墨刀使用旧了的时候,可以用280~400 目油石,从左向右均匀地沾上机油研磨,或者用800目以上金相砂皮纸沾上机油把刮墨刀连同刀架一起卸下后夹在夹具上均匀研磨,防止刮刀伤害人的 手指。 十八、? 十九、刮墨刀与硬刀衬片重叠后置于上下夹持板中间,用螺栓栓紧。操作时螺栓要从中间向左右两端对称的拧紧,以免刀片弯曲。刮墨刀伸出硬刀衬片的长度为
通快激光切割机作业指导书
1、目的: 为了规范正确操作规程,保障激光切割机正常运转及安全。 2、适用范围: 钣金下料组所有激光切割机。 3、机器开关机操作: 3.1 开机次序: 3.1.1确认紧急停止被解锁:按下按键并将其向左旋转。 3.1.2接通气源。 3.1.3接通压缩空气机组。 3.1.4将配电箱上的主开关旋转至“I”位置。 机床控制系统启动。该过程会持续一段时间。出现用户界面的首页。 3.1.5按下接通/关闭激光器。 操作台和托盘更换器的起动控制支柱上的光栅中断发亮。 3.1.6踩下起动控制支柱上的脚踏开关确认光栅。 3.1.7为确认停止进给:按下确认停止进给。 按键机床接通/关断闪烁。 3.1.8按下接通/关断机床。 3.2 关机次序: 3.2.1确认机器不在执行任何程序,并且机床处于点动运行状态。
3.2.2按下接通/关闭激光器的按键,直到出现激光器控制系统将关闭的信息为止。 自动关机循环将启动。 3.2.3一直等待,直到出现激光器控制系统关闭的信息为止。 3.2.4按下接通/关断机床。 3.2.5将主开关旋转至“0”位置。 3.2.6关闭并锁定压缩空气机组。 3.2.7关闭气体供给 ; 氦气应最后关闭。 4、注意事项: 4.1 遵守一般切割机安全操作规程。严格按照激光器启动程序启动激光器,调光,试机。 4.2 操作者须经过培训,熟悉切割软件,设备结构、性能,掌握操作系统有关知识。 4.3 按规定穿戴好劳动防护用品,在激光束附近必须佩带符合规定的防护眼镜。 4.4 在未弄清某一材料是否能用激光照射或切割前,不要对其加工,以免产生烟雾和蒸气的潜在危险。 4.5 设备开动时操作人员不得擅自离开岗位或托人待管,如的确需要离开时应停机或切断电源开关。 4.6 要将灭火器放在随手可及的地方;不加工时要关掉激光器或光闸;不要在未加防护的激光束附近放置纸张、布或其他易燃物。
基于PLC的自动剪切机控制系统
基于PLC的自动剪切机控制系统 剪切机是钢板连续生产线上不可缺少的重要设备,其用途是用来剪切定尺寸、切边、切试样及切除钢板的局部缺陷等。目前,对剪切机的功能需求在不断的扩展,同时也对剪切机的生产效率和加工精度提出更高的要求。通过将PLC控制技术应用于剪板机,极大地改善了设备的电气性能,提高了设备的自动化水平,实现连续方式的生产,大大提高生产效率,减轻了工作人员的劳动强度。 1自动剪板机结构设计 自动化剪切机应能根据被剪板料的材质、厚度和剪切长度,自动完成剪切行程、刀片间隙的调整,可配备前送料系统或后托料装置,集送料、卸料于一体,有效地提高设备的自动化程度,并能够根据需要进行单步执行或连续循环操作。 图1自动剪切机系统示意图 据此,设计完成的自动剪板机分为取料模块、校平模块、定长模块、剪切模块五个部分,几个模块联合工作,从而实现自动剪板,并达到精度要求。在取料、校平、定长模块中均采用辊轴来实现,用电动机作为动力源。对于剪切模块,因工作时的振动较大,并且是直线往复动作,故考虑采用气压传动方式。在工作中要注意电动机即辊轴传动系统的同步性问题。如图1所示为自动剪切机系统示意图。 取料模块由开卷模块和夹送模块组成。其中开卷模块中发料机构的原料装夹部分可以左右平移,以调节出料的最大宽度。夹送模块主要是将要剪切的钢板往前传送,该模块有两个转动轴,上面的为从动轴,下面的为主动轴,主动轴直接由电动机传动,从动轴可以上下移动以适应不同厚度的钢板的夹紧和传送。由于剪切的对象是钢板,所以在夹送机构的钢板输出部分必须安装支撑。
校平装置采用上下压力辊挤压待加工产品,使其达到预期的要求。该模块中压力辊轴与轴之间的位置 要安排合理,上下轴的转向要相反,这样才能达到传输作用。通过齿轮传动系统,采用上辊单调节辊列平行式机构,通过在校直装置上安置的压力表来控制校平所需要的具体要求。 定长模块主要由支架、上下辊轴、支撑杆以及滑块组成。自动剪板机要求应能满足不同宽度、不同厚 度的钢板的剪切要求,因此,上下辊轴的间距应是能够调节的。对于定长模块的辊轴,为了确保高传动精度,上下辊轴应能够同步转动,因此在传动方式上选用同步齿形带来实现,具有传动精度高、传动效率高、运转平衡等优点,进一步改善了设备的性能。 该自动剪切机的剪切模块选用平行刃剪切式结构。对于剪切模块,因为工作时的振动较大,并且是直 线往复动作,故可考虑采用流体传动方式。因为气压传动具有清洁、安全、易于实现,且成本较液压式低等特点,一般情况下尽可能采用气压驱动方式。这里根据工作时的振动较大的特点,依据剪切力工作负荷进行计算,采用气压驱动方式实现钢板剪切,实践证明为行之有效的。 2自动剪切机控制系统设计 2.1控制系统硬件设计 根据剪板机的工作要求,其控制系统的主控制器采用PLC。取料模块、校平模块、定长模块中的电动 机通过变频器进行变频调速,满足加工中的速度要求。为了保证三个电动机的同步动作要求,仅仅凭借变频器调速还是不够的,会存在误差累积问题,当误差累积过大时会导致物料堆积过多而损害钢板,或者因钢板受到的拉应力过大而导致钢板变形,为此,在控制系统中采用同步控制器来实现电动机的同步控制。为了满足剪板机对剪板长度的高精度要求,在定长模块的辊轴上采用旋转编码器对辊轴的线速度和转动长度进行记数,实现钢板长度的精确控制。图2所示为自动剪切机控制系统原理框图。
激光切割机使用说明书
激光切割机使用说明书 BYL-3015-B 北京万通博瑞金属加工有限公司 前言 很荣幸您购买我公司的产品,成为我公司的用户。 本说明所描述的是我公司生产的型号为BYL-3015-B的金属激光切割机。 本说明书详细介绍了切割机的安装,使用方法及相关维护步骤。在您使用本机器前请注意以下事项: 建议每一位与本机器有关的工作人员(维修、操作、日常维护、定点检查人员)都要阅读这本说明书; 操作者应具备相关的技术培训,或有专人指导; 如果您能遵循说明书中的提示,不仅可以避免危险事故,降低维修费用,减少停机检修时间,还可以提高机器的工作效率和使用寿命; 说明书应保存好以供随时查阅。 注意: 使用激光切割机前请详细阅读本说明,用户错误操作可能引起设备运行不良、设备损坏甚至造成人身伤害。 警告: 本切割机所用激光为不可见光,不可直视,否则可能造成眼睛伤害,使用时请佩戴护目镜。 目录 前言2 第一章简介 1.1 主要用途及特点 (4) 1.2 适用范围 (4) 1.3 产品型号及意义 (5)
第二章主要规格与技术参数 (5) 第三章产品的主要结构与原理 (6) 第四章产品的工作条件 (6) 第五章产品的系统说明 5.1 机械与传动系统 (7) 5.2 电气系统 (9) 5.3 气动系统 (10) 5.4 光学系统 (10) 5.5 水冷系统 (11) 5.6 切割头 (11) 第六章吊运与保管 6.1 开箱 (11) 6.2 机床的吊运与保管 (11) 第七章安装与调试 7.1 安装 (13) 7.2 调试 (13) 第八章使用与说明 8.1 安全使用 (14) 8.2 操作使用步骤 (15) 综述 (16) 9.2 日常维护与保养 (16) 9.3 运行时的维护与保养 (17) 9.4 长期停放的维护与保养 (17) 第十章常见故障及其排除方法 (18)
SP板切割机电气控制系统DOC
毕业设计(论文)任务书
2.主要内容:(见教材P261) 2.1主切割电动机M1正反转运行,实现SP板横向、纵向及斜向切割功能。 2.2开槽电动机M2单向运行,实现SP板表面开槽功能。 2.3油泵电动机M3单向运行,给液压系统提供动力。 2.4回转电动机M4正反转运行,调整切割头角度。 2.5液压马达及电磁铁YA实现切割机装置的各种动作及速度调节, 2.6旋转编码器实现切割机切割深度的实时检测。 2.7数码管(带译码器)实现切割机切割规格机切割深度的实时显示。 2.8直流开关电源为PLC输入信号提供电源,同时为PLC输出驱动提供电源 3. 对完成课题内容的具体要求: 3.1.编制电气控制总体方案说明; 3.2. 设计电气控制原理图; (1) 主电路设计; (2) 交流控制电路设计; (3) 主要器件参数计算; (4) PLC控制电路设计:包括PLC硬件结构配置及PLC控制原理电路设计; (5) PLC控制程序设计:系统控制流程图和PLC控制梯形图程序;用仿真软件和编程软件将程序录入计算机并进行模拟调试。
注:任务书由指导教师填写
摘要: 随着经济快速的发展,人们生活水平的提高,人们对一些自动化设备的需求也越来越大,要求其自动化强度也越来越高。 应运而生的PLC电气控制技术在现代工业控制领域中早已得到了广泛的应用。仅以PLC的控制功能而言,PLC是严谨、方便、易编程、易安装、可靠性极高的应用软件平台。PLC具有丰富的逻辑控制指令和高级应用指令;PLC即有自身的网络体系又有开放I/O及通讯接口,而且几乎已经发展到了尽善尽美的地步。 本次基于PLC电气控制系统的屋面SP板的切割,要求其实现的功能多,速度快,切割有力度,多方位切割,这就迫使人们一步步的去实现它,屋面SP板切割机也就这样被研发出来了。具体SP板是什么呢?SP板可简化建筑结构,减少承重墙体和梁柱,增加使用空间,降低建筑成本。而且可以根据建筑物功能和造型需要开洞、切角、切圆、悬挑等。楼板孔洞可用布置电线或水暧管道、且防渗、隔音效果好,广泛应用于住宅、商场、医院、学校、工业厂房、体育馆、别墅、幼儿园等建筑物楼板,可直接安装在钢结构、混凝土框架结构、砖混结构上,是目前理想的组合产品。 研究意义在于它满足了人们对切割机的需求,方便人们控制,使用起来非常方便,而且能够实现很多功能,也是切割机研发在技术上的一次重大突破。也应正了“科学技术是第一生产力”这句话。针对建筑用SP板切割机的工艺,研制生产了一套机、电、液一体化的多功能SP板切割机,采用先进的PLC实现电气控制,自动化程度较高,运行安全可靠,能提高SP板的切割效率,且能满足用户多方位的切割要求。本课题研究的屋面SP板切割机实现了许多以前用继电器控制实现不了的功能,具有很高的应用价值。 关健词:PLC 电气设备控制系统自动化
自动剪切生产线的PLC控制系统设计_王世红
第24卷第3期 青岛大学学报(工程技术版) V ol.24N o.3 2009年9月 JOURNAL OF QINGDAO UNIVERSITY (E&T)Sep.2009 文章编号:1006-9798(2009)03-0013-04自动剪切生产线的PLC 控制系统设计 王世红a ,崔海荣b ,徐世许a ,张传林a (青岛大学a.自动化工程学院; b.软件技术学院,山东青岛266071) 摘要:为使自动剪切生产线设备协调运行,设计其控制系统。系统以可编程控制器 (PLC)为核心,还包括触摸屏、变频器、伺服驱动器/伺服电机等部件。送料长度在触摸屏 上设置,PLC 根据设定值计算出脉冲数后向伺服驱动器发送,控制伺服电机送料,从而实 现精确的伺服定位,其定位精度可达1m ?0.01mm 。 关键词:PLC;伺服驱动器/伺服电机;变频器;触摸屏 中图分类号:TP391.8文献标识码:A 收稿日期:2009-06-08 作者简介:王世红(1985-),男,山西省昔阳县人,硕士研究生,主要研究方向为计算机控制。 在工业生产过程中,自动剪切生产线应用十分广泛。它能将金属卷料加工成一定尺寸的板料,可实现自动开卷、定长送料和自动剪切,其生产效率高、适应性强,适合较大规模生产。但是传统的生产设备与系统多以机械为主,是电气液压或气动控制的机械设备[1],存在送料不够精确、生产效率低下等诸多不足,已不能满足所有的生产需要。随着工业水平的不断发展,生产设备已逐步地由手动操作改为能够进行大规模生产的自动控制。本文设计的PLC 控制系统,使用了伺服驱动装置,充分发挥其控制精度高、响应速度快和运行平稳等优点,有效地提高剪切的精度和效率,提升生产过程的自动化程度,具有十分广阔的应用前景。1 自动剪切生产线组成 自动剪切生产线由开卷机、送料机和剪切机3部分组成,如图1所示。 图1 自动剪切生产线 1) 开卷机包括开卷轴、保持器和弧形托起器。 开卷轴由变频器驱动的电动机带动,负责将卷料展 开。为了避免送料机工作时对已展开的卷料产生较 大的张力以及对机械设备造成损伤,开卷机先预放 一定长度的料,起到缓冲的作用。保持器在开卷机 转动时压住卷料,避免卷料松动。弧形托起器托起 已展开的卷料,避免其触地。 2) 送料机通过伺服驱动器/伺服电机装置带 动内部许多组压辊旋转,精确地给剪切机送料。另 外,这些压辊还能对卷料进行压平,使送到剪切机的 料更加平整。 3) 剪切机完成对送料的剪切,是整个生产线的最后一道工序。2 PLC 控制系统设计 2.1 系统的控制要求 1) 运行方式。开卷机、送料机和剪切机都具有手动/自动两种工作方式。采用自动工作方式时,系统将按预先设定的工艺流程不间断地循环工作;手动工作方式是在设备单动、调试和检修阶段使用[2]。
张力控制系统
张力控制系统MAGPOWR (美塞斯MC01/400/830/1898)往往是张力传感器和张力控制器的一种系统集成,目前主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制系统,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。 工作原理 这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,也应有能力保证被分切物不破损。张力控制的稳定与否直接关系到分切产品的质量。若张力不足,原料在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,原料又易被拉断,使分切复卷后成品纸断头增多。 一套典型的张力控制系统主要由张力控制器,张力读出器,张力检测器,制动器和离合器构成。根据环路可分为开环,闭环或自由环张力控制系统;根据对不同卷材的监测方式又可分为超声波式,浮辊式,跟踪臂式等,下图为一个典型的闭环张力控制系统。 人工控制 MAGPOWR <1ll人工张力控制系统是适合于收卷,点到点和一些特定的放卷应用场合使用的低成本解决方案. 我们的手动电源供应器可以让f~ 淌除剩磁,15可以通过莫独特的皮向电流性能而用到制动器或离合器的完整的功率范围。该系统最适合应用于: ( 1 )需要自然锥角的收卷场合 ( 2 )卷装成形保持不变的点到点应用场合 ( 3 )从满卷到卷芯的放卷过程中允许有少量张力变化的场合 人工电源供给采用电流调节方式,当离合器或制动器从环境温度变化到工作温度时,莫输出仍保持不变。 可选用带有跳结器的90VDC 和24VDC 电压供给,额定电流可以调节,还可匹配磁粉制动器满足榕的应用需求。 可选安装方式DIN 标准导轨(C E) .撞墙式安装,印刷电路板。 张力控制系统(3张) 控制方式
DK7732数控高速走丝电火花线切割机及控制系统
引言 本次毕业设计从2005年2月28号开始到本年的六月中旬结束,长达四个月。毕业设计是一名在校大学生最后的一次也是最重要的一次设计,说其重要主要是因为它将检验你在大学生活中所学知识的扎实程度,期间你必须复习所学过的一些课程,学习一些要用到的新的知识,它还将练习你的动手能力,思考能力,创新能力,是你在大学学习生活的一次升华,是一个提升阶段,更是走向工作岗位的一次练兵,因此我们都对此极为重视,更是投入了极大的热情与努力来更好的完成它。 本次设计在颜竞成教授的悉心指导下分四个阶段按部就班的有条不紊的进行。第一阶段是搜集整理阶段。在本阶段主要是搜集足够的资料信息并对设计题目进行分析和实地调查,做到心中清楚。本设计其实从2004年元旦就开始了,截止到2004年3月份第一张外观图绘制成功为止。第二阶段是机械部分设计阶段,本阶段主要应用大学里面所学到的饿专业知识来进行运丝机构设计和坐标工作台的横向和纵向进给机构设计。另外还要进行储丝筒的三维零件设计。本阶段主要是从三月份到五月份。五月份到六月份则是第三阶段:控制系统设计阶段。主要进行电器电路设计,包括步进电机驱动设计和脉冲功率放大电路设计。本阶段也是一个学习的阶段,对自己不太熟悉的领域的一次学习。六月份开始就是最后一个阶段:整理复习阶段,主要从事前几个阶段的整理温习,写说明书。以及毕业答辩前的各项具体细节的准备。 所以说每个阶段都是十分紧张而有难度的,有些问题是由于设计的难度,有些还是因为自己知识上的欠缺和基础不扎实造成的。可以说这次毕业设计是个查缺补漏的机会。尤其是在同学的协助下,特别是在颜教授的指导下,遇到困难不逃避,主动请教,主动学习,独立思考提出新方案,困难一个个的解决,才有了本次设计的成功。这次毕业设计锻炼了我团体协作精神和独立作业的能力。专业设计基础,对自己将来都是一次具有深远影响的事情。
卷筒纸印刷机张力控制研究
收稿日期:2007210224 基金项目:北京市教育委员会科技发展计划面上项目资助(K M200510015008) 作者简介:孙玉秋(1963-),女,哈尔滨人,硕士,北京印刷学院副教授,主要从事印刷技术和印刷过程控制技术的教学和研究。 卷筒纸印刷机张力控制研究 孙玉秋 (北京印刷学院,北京102600) 摘要:针对卷筒纸印刷生产的特点,阐述了张力控制的目的和影响张力的主要因素,分析和研究了纸带张力控制机理。通过对罗兰卷筒纸印刷机纸带张力控制系统实例,详细剖析了张力控制系统的控制规律和控制回路。说明了张力控制系统中采用的P I D 控制规律的优点,并得出纸带张力控制系统的影响因素和控制中需要解决的相应问题。 关键词:卷筒纸印刷机;纸带;张力;控制算法 中图分类号:TTS803.6 文献标识码:A 文章编号:1001-3563(2008)03-0090-03 R e se a rch of W e b P re ss T e n s ion C on t ro l SUN Yu 2qiu (Beijing I nstitute of Graphic Communicati on,Beijing 102600,China ) A b s t ra c t:The pur pose of tensi on contr ol and main fact ors influence tensi on were exp lained according t o the characteristic of web p ress .The mechanis m of tensi on contr ol was analyzed and researched .The ten 2si on contr ol rule and l oop were analyzed with instance of Roland web p ress .The advantages of P I D contr ol in tensi on contr ol syste m were exp lained .The influencing fact ors and p r oble m s needed t o be s olved in tape ten 2si on contr ol syste m were put f or ward . K e y w o rd s:web p ress;tape;tensi on;contr ol arith metic 张力控制系统主要是为了使纸带展开过程中张力保持恒定,通过对纸卷设置制动器并对这个制动器进行必要的控制实现。张力控制系统的制动器大都采用磁粉制动器,通过对其激磁电流的控制就可以做到:在机器的印刷速度恒定时,保证料带张力稳定在设定的数值上;在机器启动和刹车期间(就是在加速和减速时)可以防止料带过载和随意松开;在机器的印刷速度恒定期间,随着纸卷尺寸不断地减小,为了保持料带的张力恒定需使制动力矩相应地变化。本文主要针对卷筒纸印刷机给纸张力的控制进行详细探讨。 1 卷筒纸印刷机张力控制目的和影响因素 卷筒纸印刷机是以卷料形式供应承印材料的印刷机。卷筒纸印刷机已经非常广泛的应用在报纸、书刊、精美产品的印刷中卷筒纸印刷生产主要是应用在报纸、画册、图书等印刷工作中。中国目前使用的卷筒纸印刷设备大多数是进口产品,无论是商业卷筒纸还是报纸卷筒纸的印刷生产一般都是采用各种品牌的国外先进印刷机实现。其中主要有瑞士维发(W I 2 F A G )、德国曼?罗兰(MAN ?ROLAND )、高宝(K BA )、海德堡 (HE I D E LBERG )、美国高斯(G OSS )等产品。 为了实现卷筒纸印刷工作,纸带在进入印刷装置之前必须保持平整、蹦紧程度适中,就是要保持一定的走纸张力。纸卷在输送纸带的过程中,使纸带处于拉紧状态的力称为张力。在印刷过程中假如纸带处于无约束状态自由展开,则纸带就不能完成印刷工作。纸带张力的大小直接关系到卷筒纸胶印机图像转移的状态。在印刷过程中纸带的张力需要恒定不变和大小适当。如果张力大小不合适,就会造成一系列工艺故障。如纸带飘移、起皱褶、破口或撕裂、套印不准、天头、地脚位置不准等,从而造成纸带浪费,影响机器运转效率,增加劳动强度,而最终影响生产质量。当纸带张力过大时,印刷网点会产生一定的变形,纸带在纵向会打皱、甚至发生横向断裂;当纸带张力过小时,会造成印迹模糊、套印不准、横向皱褶;当纸带张力不稳时,也会造成套印不准、重影、纵向皱褶等印刷故障,影响印刷生产。因此卷筒纸印刷机在印刷过程中,纸带必须具有一定的张力,以便控制纸带的运动,并保证纸带在印刷过程中张力大小恒定不变[1-2]。 影响纸带张力变化的原因很多,各种因素的影响结果也不尽相同。纸卷在制造、运输和使用过程中形状的变化会引起纸 9包装工程 P ACK AGI N G E NGI N EER I N G Vol .29No .32008.03
三维激光切割系统
三维激光切割系统 三维光纤激光切割系统的特点: 1)采用进口光纤激光器,电-光转化效率高,节省运行成本,生产效率高; 2)采用智能化激光切割机控制系统,具有质量在线检测功能和自适应补偿; 3)配置进口关节臂机械手,可实现三维任意角度切割; 4)配置进口激光切割头,反应灵敏、准确,自适应补偿距离,防碰撞; 5)第七轴联动工作台,可以满足大尺寸工件切割; 6)自主开发了冲压件切割线优化系统,可以根据工件变形情况自动优化切割线,提高离线编程切割的冲压件精度。 三维激光切割机 公司根据前期大量的市场调研,结合汽车钣金覆盖件和底盘件的行业特点,现推出工业机器人+光纤激光器的组合进行三维切割,耗材耗电总费用控制在每小时20元内,彻底有效的解决了上述问题。 首先,用工业机器人代替五轴机床。两者都能进行空间轨迹的描述实现三维立体切割,工业机器人的重复定位精度比五轴机床稍低,约为±100uM,但这完全可以满足汽车钣金覆盖件和底盘件行业的精度要求了。而采用工业机器人切割效率高,相当于传动五轴激光切割机床切割速度的两倍,大大降低了系统的成本造价,减少了耗电系统费用和系统运行维护费用,减少了系统的占地面积。 其次,用光纤激光器代替CO2激光器。光纤激光技术是近几年高速发展的激光技术,相比传统激光,具有更好的切割质量,更低的系统造价,更长的使用寿命和更低的维护费用,更低的耗电。关键是光纤激光器的激光可以通过光纤传输,方便与工业机器连接,实现柔性加工。 总之,采用工业机器人+光纤激光器的组合进行加工,修边冲孔等工艺一次完成,切口整齐无需后道工艺再处理,大大缩短了工艺流程,降低了人工成本和投入,也提高了产品档次和产品附加值。LasMAN专用激光软件的使用,支持通过数模直接生成切割轨迹,抛弃了繁杂的人工示教,更加适合小批量多批次的维修市场、新品试制和非标定制等一些个性化的切割需求。而且,投资高柔性高效率的激光切割设备,来代替昂贵的冲压设备和剪裁设备,可以更加灵活的更换产品,把握市场。 三维切割系统的技术优势: 1.因为采用了业内最高精度的史陶比尔机械手,本体较轻,切割速度快,在小弧度的精细切割和大边的高速切割方面具有明显优势,实际切割速度可以达到18米/分钟而无抖动,综合加工效率是其他品牌机械手组合的两倍,性价比高,还可以节约一组的耗材和人工,后期可以少追加设备也能满足产能要求。还可24小时持续工作。一次性投入相对较少,在一个很短的折旧期内(两班8小时工作制),史陶比尔机器人激光解决方案就可回收投资。同时能耗少,体积小,维护需求低。 2.切割精度高。采用史陶比尔专利齿轮减速系统JCS和JCM,独一无二的驱动技术,确保了无可匹敌的轨迹控制精度和速度。即使是要求极高的小圆,或复杂立体几.何图形的加工,也可精确和快速完成,从而提升您的产品品质。系统重复定位精度高达±0.05M,完全可以满足钣金件行业的精度需求。可切割直径小至2MM的小圆,切割效果圆滑美观,目测无形变和毛刺。
条带切割机控制系统设计设计说明6834520
毕业设计说明书 题目:条带切割机控制系统设计
摘要 本文简要介绍了条带切割机控制系统的设计方法及工作原理。本系统具备液晶显示、电机运动状态显示、延时动作设置、数值记忆、检测布条盘满盘状态、设定加工长度和速度控制等功能。系统以STC89C52RC单片机为核心,采用CS1621液晶显示器、矩阵按键、霍尔磁感、满盘开关、报警电路、掉电存储器EEPROM及调速电机等几部分硬件电路,已完成对已卷长度、设定长度及电机速度的显示和调节。同时含有本控制系统的全部外围硬件电路,并设计了原理图和PCB图,编写出系统软件程序,最后完成了联机调试,达到了设计的要求。 关键词:单片机;条带切割机;电机速度;矩阵按键;
Abstract The paper has briefly introduced the design method and the working principle of strip cutting machine. System is provided with LCD display, motor show, a deferred action sets, numerical memory, test strips full State, set the length of processing and control functions. System is with STC89C52RC single-chip as the core, adopting CS1621 LCD, matrix press, Hall-effect magnetic sensor, switch, alarm circuit, EEPROM memory and speed-regulating motors and other parts of the hardware circuit have completed its length, set the length and the volume display and adjustment of the motor speed, While I have cmpleted all the peripheral hardware of the control system circuit , schematic and PCB design contained , written system software sequence range, finally I have completed the online debugging, making the system meet design requirements. Key words: Single-chip Microcontroller ; Strip cutting machine; motor speed matrix keys;
剪切机自动控制系统 ——PLC控制硬件的设计 中英文翻译
1汉译英 0 Foreword Cold sheet metal, belted steel products that pitch have advantages such as machinery of the size high in quality of surface with high and good precision, craft performance,etc., widely used in the technology of space flight, satellite, rocket, each department of national economy such as guided missile, flying, electron, car, chemical industry, household appliances, shipbuilding, architecture, petroleum, food and civil hardware at a high speed. In recent years, with the deepening of reform and opening-up, the enlargement of the scale of capital construction, the steel and iron industry has grown vigorously. For make cold to pitch, produce, reach high yield, high-quality, low cost, make and make great efforts operate, in cold design of person who pitch, have made very great achievement. Because user's requirements for finished belted steel quality are rigorously enforced day by day, the requirement for producing the high efficiency, high benefit of economy is becoming more urgent. In this way, adopt a series of automatic control systems and computers to control on impelling coldly in the belted steel to pitch the plane in succession, thus realized that it is totally automatic to pitch the course of making entirely, has guaranteed the cold high efficiency, high yield, high quality and low consumption of production of the pitching machine in succession of belted steel . 1 Programmab lecontroller inindustry control application In modern steel and iron production, traditional manual operation oneself cannot obtain the good control quality by far.At present, in the electrical control domain, domestic and foreign generally uses PLC. Specially in the recent several year metallurgy profession, PLC by it under the industry adverse circumstance still could the redundant reliable work, and the antijamming ability strong characteristic obtains a more widespread use. PLC electrically controlled (logical control), the electricity meter (process control) and the electricity will tie (movement control) these three electricity collection in a body, May convenient, combine Cheng Ge to plant the different scale and the request control system nimbly, meets each industry control need. Because PLC is specially, its structure which designs for the industry control close, firm, the volume is exquisite, is the realization integration of machinery ideal control device. Along with the microelectronic technology fast development, the PLC production cost drops unceasingly, but its function greatly strengthens actually. PLC oneself became the industry control in the advanced industrial nation the standard equipment, the application has covered all industrial enterprise nearly, day by day leapt to the modern industry automation three big props (PLC, ROBOT,
凹版印刷机张力控制的原理介绍
凹版印刷机张力控制的原理介绍 食品、药品、服装、衣料、香烟等包装所使用纸、玻璃纸、塑料薄膜、铝箔等,其自身特点,多使用凹版轮转印刷机印刷。近年来印刷多样化及印刷高速化,特别是下道工序设备对尺寸精度要求,以及为节约材料,提高成品率等。张力控制方法被广泛利用。当前国外对张力控制利用上已趋于成熟,使用非常普遍。 一、凹印特点 目前,印刷主要应用版式有凸版、平版和凹版三种,凹版特点是图文部分凹下,把版面全部浸入墨盘,然后用刮刀将多余油墨刮掉,将残留凹下部分油墨转移到被印刷物上方法,就是凹版印刷。 凹版印刷特点: 积版面凹部油墨能够转移出充足油墨,到有层次印刷品,印刷品浓淡是由版深浅表示,印刷物具有立体感,细小线条也能清晰印出来,能够自由广泛选择和使用各种版材。 二、凹版张力控制 叙述这一问题之前,应对何为张力控制有所了解,目前,使用凹印机需要适用张力控制原理主要有两个部分: 第一部分是从给料到给料牵引辊。套印误差,即多色印刷各色间套印精度差。印刷机机构位置关系正确,误差是材料伸长或缩短引起,容许范围内控制一定伸长量,张力控制是最有效。 第二部分是从收料牵引辊到收料后各部,应注意对收料卷松紧、齐整、可靠等因素进行张力控制。 给料轴到给料牵引辊之间张力控制作法: 牵引辊动作把印刷材料以一定速度、张力从给料轴拉出并送入印刷部,这部分张力要大于印刷部张力,通常用连给纸轴上制动器来控制张力。众所周知,作业同时卷径逐渐变小。近年来高速化,使用材料多样化,卷径变化大。过去所使用手动式机械式制动器不可能到高品质印品。选用自动控制方式,特别是使用张力测量表用数据管理成为必要做法。其检测方法有弹簧摇动辊式和微变位式检测。机械式制动器从很早就被使用,价格便宜,但把握力矩值不准确。逐渐有其它形式出现。磁粉制动器是利用磁粉作为摩擦介质电流产生制动力,其转矩---电流特性直线性好。被广泛使用。气压制动器,有印刷机械使用较多,但力矩特性非线性及磨损大因素。也逐渐被大容量磁粉制动器所取代。 给料张力控制问题,给料张力由以下因素决定: 厚度不均引起拉伸变化; 材料打滑和偶被挂住变慢; 料卷未装好,材料及轴偏心; 翻转装置旋转中产生周速变化; 接纸时压辊和裁刀反作用力;
激光切割机操作规程
操作规程 为了确保激光切割机可靠运行,延长设备的使用寿命,提高产品的加工质量,应严格遵守操作规程。 一激光切割机操作规程 1、打开稳压电源总开关,将输出电压切换到稳压模式,不得使用市电。 2、接通机床总电源开关(□ON)。 3、接通机床控制电源(钥匙开关)。 4、待系统自检完成,机床各轴回参考点。 5、启动冷水机组,检查水温、水压(正常水压为5bar)。 冷水机组上电3分钟后,压缩机起动,风扇转动,开始制冷降温。 注意:冷水机组散热片要定期进行清理,避免灰尘过多影响工作,水箱内的蒸馏水四个月更换一次,不可使用自来水或纯净水。 6、打开氮气瓶、氧气瓶,检查气瓶压力,启动空压机、冷干机。 注意:空压机、冷干机过滤器每天早晨必须排水,外光路镜片侧吹风的前一级过滤器必须随时检查,不得有水或油,否则污染镜片。必须改善气源,使之达标。 7、待冷水机降至设定温度(设定为21度),再打开激光器总电源,开低压(白色按键)。 8、当激光器面板出现“HV READY”字样时,上高压。 9、当激光器操作面板出现“HV START”字样时,激光器红色指示灯亮,数控系统右上角先 前显示的“LASER H-VOLTAGE NOT READY”报警消失,表明高压正常,激光器进入待命工作状态。 10、切割前确认材料种类,材料厚度,材料大小。 注意:无比检查所有切割头是否正确,切割非金属材料必须使用接触式切割头(加非金属检测环)。 11、调整板材,使其边缘和机床X轴和Y轴平行,避免切割头在板材范围外工作。 12、将Z轴移动到起割起点,模拟要执行的程序,确保不会出现超出软限位警报,进入编辑 方式,根据材料种类和厚度调节功率、速度、打孔时间。 13、若要切割碳钢板,在手动方式下选择氧气,调节气压表为切割所需压力值。然后检查焦 点位置,执行同轴检查程序,确保激光光束通过喷嘴中心,Z轴随动到板材表面,调整确定喷嘴距板面距离(调节控制盒电位器)。 14、待以上各项正常,才能切换到执行状态,进行工件的切割。 15、如切割过程中出现挂渣、返渣或其他异常情况,应立刻暂停,查明原因,问题解决后再 继续切割,以免损坏设备。 16、工作完毕,按以下顺序关机: 1)关激光器高压。 2)在激光器面板关低压。 3)断开激光器总电源。 4)关冷水机组。 5)断开机床控制电源(钥匙开关),断开机床总电源开关(OFF )。 6)关冷干机。
张力控制系统中的张力控制与变频
张力控制系统中的张力控制与变频
————————————————————————————————作者:————————————————————————————————日期:
张力控制系统中的张力控制与变频 1.力控制原理。以造纸机的张力控制为例,在图1a)所示的张力控制示意图中,传动电动机M的张力实际值是位于它前面的张力传感器的实际值。通过检测该处的张力情况,来控制传动电动机M的速度,从而形成一个张力闭环。电动机M的速度加快,则纸幅拉紧,张力的实际值就会上升;相反,速度降低,则纸幅松垂,张力的实际值就下降。 在这里,纸幅张力的设定值为T设定,实际值为T实际,经过张力控制器(T-控制)的PID调节器后,再乘以3%的偏移量,作为该传动点速度设定值的一个组成部分。原来传动的速度设定值(V设定)加上该组成部分,就是速度环(V-控制)的输入值,然后即可进行速度控制。在这里设置3%偏移量的目的就是通过传动速度的改变而使张力得到有效的控制。
图1 张力控制示意图 在图1b)所示的张力控制原理中,T-控制就是张力控制模块的实现,包括自动和手动两种方式。张力控制模块投运前需先检测判定现在的张力实际值是否在可投运的范围之内,否则就不能投运,此时按手动投运按钮或当自动投运信号为“1”时,即进入张力控制模块的循环中。张力PID模块的退出,它的条件为相关部位检测到断纸信号或按手动退出按钮。 2.力控制软件流程。这里以某一点的张力控制为例,采用plc语言编程进行张力软件的设计,其示意如图2示。由此可以推广到多点张力控制中去。 ①读取张力设定值。张力设定值的输入可从工艺控制台上进行,并可通过脉冲开关的动作对设定值微调,以符合实际纸幅稳定运行的需要。 ②读取张力实际值。张力实际值的产生是从PLC的模拟量板中获取的,调用相应的功能块程序。本过程读取张力的模拟量值后,在输出端得到标准化的量值,并可通过“高限”和“低限”参数来设置量程。从模拟量输入板读出的模拟量值首先变换为右边对齐的定点数(以标称范围为基础)。 ③张力控制投入判断。张力控制是否投入取决于工艺的需要和纸幅是否已经上卷,纸幅是否断裂,在其他逻辑块中进行手动按钮投入或自动信号投入的设定,以及自动退出。因此这里需要判断张力控制是否投入,如已投入,则进入张力PID控制模块,否则就只显示数值和