旱半夏加工流程图
半夏加工流程图
各位种植户:
你们好!
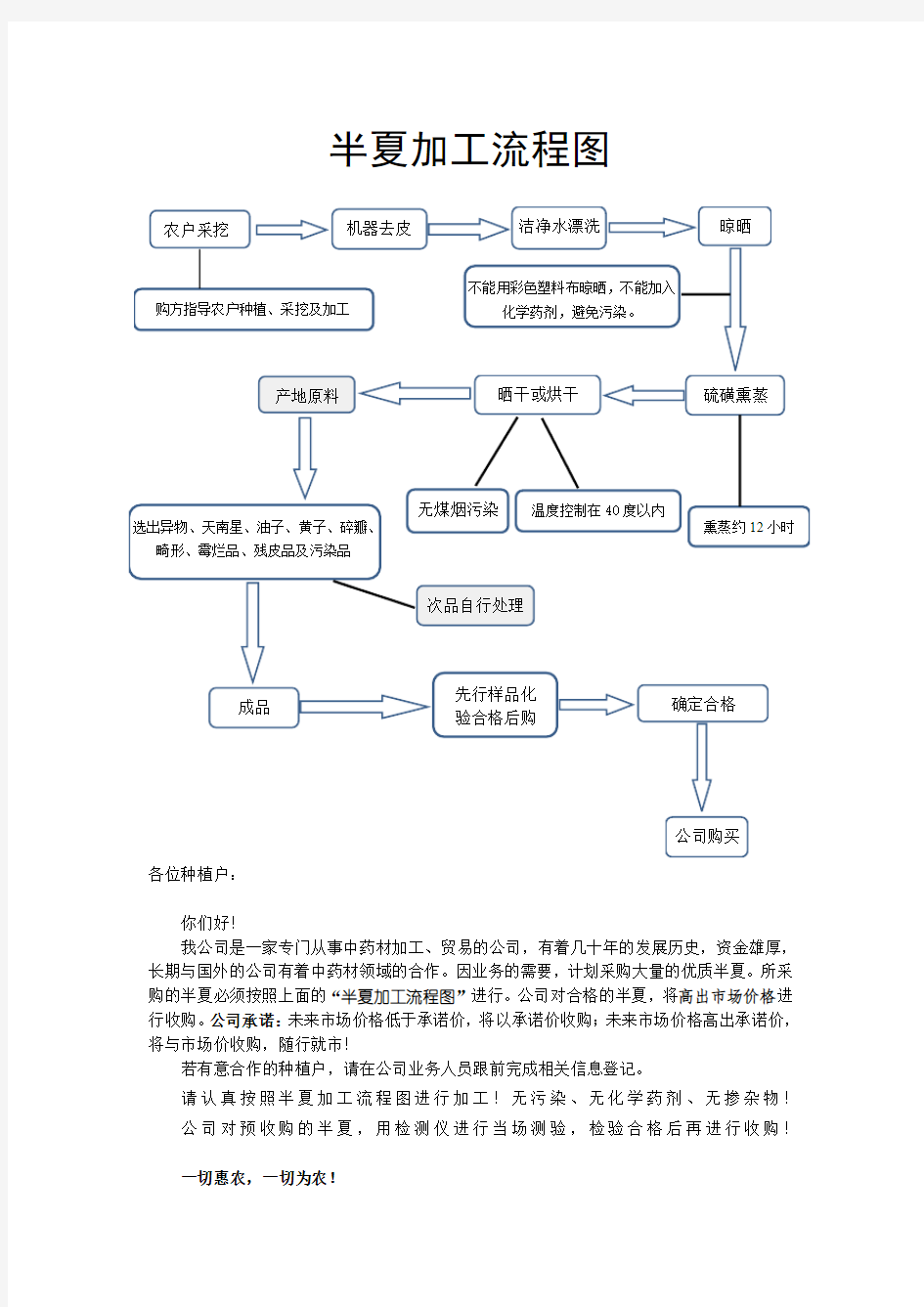
我公司是一家专门从事中药材加工、贸易的公司,有着几十年的发展历史,资金雄厚,长期与国外的公司有着中药材领域的合作。因业务的需要,计划采购大量的优质半夏。所采购的半夏必须按照上面的“半夏加工流程图”进行。公司对合格的半夏,将高出市场价格进行收购。公司承诺:未来市场价格低于承诺价,将以承诺价收购;未来市场价格高出承诺价,将与市场价收购,随行就市!
若有意合作的种植户,请在公司业务人员跟前完成相关信息登记。
请认真按照半夏加工流程图进行加工!无污染、无化学药剂、无掺杂物! 公司对预收购的半夏,用检测仪进行当场测验,检验合格后再进行收购!
一切惠农,一切为农! 公司购买 成品 次品自行处理 机器去皮 洁净水漂洗 无煤烟污染 选出异物、天南星、油子、黄子、碎瓣、畸形、霉烂品、残皮品及污染品 确定合格 先行样品化验合格后购晾晒
购方指导农户种植、采挖及加工 不能用彩色塑料布晾晒,不能加入化学药剂,避免污染。 熏蒸约12小时 产地原料
晒干或烘干 硫磺熏蒸 农户采挖 温度控制在40度以内
螺丝生产工艺流程
公司概况 此次去参加实习的单位是上海京扬紧固件有限公司,这个公司成立于2001年,是专业生产、销售京扬系列压铆紧固件、非标件及部分标准件的大型企业。 工厂位于上海,成立于2004年,如今已发展成为占地面积7000平方米,拥有五百多名员工(包括48名质检员和16名管理者)的企业,其中应用技术工程师20余名,制造技术工程师40余名。 公司至今已发展成为拥有各种进口全自动数控设备百余台,各种辅助设备130余台,月生产量达20000万至32000万件的大型制造商。2005年这个公司通过了ISO9001、ISO14001等国际质量体系认证,确保为客户提供高品质的紧固件。 公司主要产品有:压铆螺母、压铆螺柱、压铆螺栓、面板紧固件,塑料镶嵌件、焊接螺母、点焊螺钉、手紧螺钉、皇冠装饰钉、自攻螺钉、涨铆面板紧固件、轨道镶嵌件、抽芯铆钉,以及各种非标准件。产品广泛运用在电子通讯、钣金、模具、机械器材和仪器、航天等领域。
- 可编辑
螺丝生产工艺(一)--退火 一、目的:把线材加热到适当的温度,保持一定时间,再慢慢冷却,以调整结晶组织,降低硬度,改良线材常温加工性。 二、作业流程: (一)、入料:将需要处理的产品吊放炉内,注意炉盖应盖紧。一般一炉可同时处理7卷(约1.2吨/卷)。 (二)、升温:将炉内温度缓慢(约3-4小时)升至规定温度。 (三)、保温:材质1018、1022线材在680℃-715℃下保持4-6h,材质为10B21,1039,CH38F线材在740℃-760℃下保持5.5-7.5 h。 (四)、降温:将炉内温度缓慢(约3-4小时)降至550℃以下,然后随炉冷却至常温。 三、品质控制: 1、硬度:材质为1018、1022线材退火后硬度为HV120-170,材质为中碳线材退火后硬度为HV120-180。 2、外观:表面不得有氧化膜及脱碳现象。 螺丝生产工艺(二)--酸洗 一、目的:除去线材表面的氧化膜,并且在金属表面形成一层磷酸盐薄膜,以减少线材抽线以及冷墩或成形等加工过程中,对工模具的擦伤。 二、作业流程: (一)、酸洗:将整个盘元分别浸入常温、浓度为20-25%的三个盐酸槽数分钟,其目的是除去线材表面的氧化膜。 (二)、清水:清除线材表面的盐酸腐蚀产物。
包装机械生产工艺流程图及说明
钣金件工艺 机加工生产加工工艺 钣金车间工艺要求流程 (1)钣金车间可根据图纸剪板下料,在相应位置冲孔和剪角剪边。以前工序完成后进行折弯加工;第一步必须进行调整尺寸定位,经检查后进行下一步折弯工艺。折弯后经检查合格组焊;组焊要求必须在工装和模型具下进行组焊。根据图纸要求焊接深度和点处焊接。焊点高度不得超过设计要求、焊机工艺要求;2mm以下必须用二氧化碳保护焊和氩弧焊接。不锈钢板必须用氩弧焊。焊接件加工成形后进行校整,经检查符合图纸要求后进行下一步打磨拉丝。打磨必须以
量角样板进行打磨,不得有凸出和凹缺。拉丝面光吉度必须按图纸要求进行。 (2)外协碳钢件表面处理喷漆工艺要求:喷沙或氧化面积不得小于总面积的95%,除去沙和氧化液进行表面防锈喷漆和电镀处理。经底部处理后再进行表漆加工,表漆加工必须三次进行完成。喷塑厚度不得小于0.35mm。钣金件经检验合格后进厂入半成品库待装。 (3)入库件摆放要求:小件要求码齐入架存放。大件必须有间隔层,可根据种类整齐存放。 机加件加工流程: (1)机加工件工艺要求;原材料进厂由质检部进行检验,根据国家有关数据进行检测,进厂材料必须检测厚度、硬度、和其本几何尺寸。 (2)下料;根据图纸几何尺寸加其本加工量下料,不得误差太大。 (3)机床加工;根据零件图纸选择基本定位面进行粗加工、精加工,加工几何尺寸保留磨量。 (4)铣床加工;根据零件图纸选择基本刀具装入刀库,在加工过程中注意更换刀库刀具,工件要保整公差。 (5)钳工;机加件加工完成后根要求进行画线钳工制做,在加工过程中必须用中心尖定位。大孔首先打小孔定位再用加工大孔。螺纹加工要在攻丝机进加工,不得有角度偏差。螺纹孔加工后螺栓要保
绿色有机地理标志申请指南
绿色食品申请主体条件: 1、能够独立承担民事责任。其资质应为企业法人、农民专业合作社、个人独资企业、合伙企业、家庭农场等,以及其他国有农场、国有林场和兵团团场等生产单位; 2、具有稳定的生产基地; 3、具有绿色食品生产的环境条件和生产技术; 4、具有完善的质量管理体系,并至少稳定运行一年; 5、具有与生产规模相适应的生产技术人员和质量控制人员; 6、申请前三年内无质量安全事故和不良诚信记录; 7、与绿色食品工作机构或检测机构不存在利益冲突。绿色食品申请产品条件: 1、产品或产品原料产地环境符合绿色食品产地环境质量标准; 2、农药、化肥、饲料、兽药等投入品符合绿色食品投入品使用准则; 3、产品质量符合绿色食品产品质量标准; 4、包装贮运符合绿色食品包装贮运标准。 不同的产品具有不同的标准,需要的企业可以自行到https://www.360docs.net/doc/672239624.html,/ywzn/lssp/jsbz/xxlsspbztx/查看。
绿色食品申报材料清单: 1、《绿色食品标志适用于申请书》及《调查表》 2、资质证明材料。如《营业执照》、《全国工业产品生产许可证》、《动物防疫条件合格证》、《商标注册证》等证明文件复印件; 3、质量控制规范; 4、生产技术规程; 5、基地图、加工厂平面图、基地清单、农户清单等; 6、合同、协议,购销发票,生产、加工记录; 7、含有绿色食品标志的包装标签或设计样张(非预包装食品不必提供); 8、应提交的其他材料。 具体见申报材料清单说明
绿色食品续展申请 1.申请人在证书到期前3个月申请;☆如有不可抗力原因,续展现场检查可在证书到期后3个月内完成(续展到期前需向中心提出书面申请)。 绿色食品续展材料 2.《绿色食品标志使用申请书》及《调查表》 3.资质证明材料,如《营业执照》、《全国工业产品生产许可证》、《动物防疫条件合格证》、《商标注册证》等证明文件复印件; 4.基地图(三图)、基地清单、农户清单等 5.合同(协议),购销发票,生产、加工记录 6.产品预包装设计样张(非预包装食品不必提供) 7.上一用标周期购买绿色食品原料使用凭证 8.上一用标周期绿色食品证书复印件 如续展无变化,可不提供质量控制规范、生产技术规程
高强度紧固件生产工艺流程
高强度紧固件生产工艺流程 创固螺丝 高强度紧固件行业是一个竞争力比较大的行业,想要对于高强度紧固件行业技术和市场有一个透彻,客观分析,我们需从以下几个方面入手: 1.国内高强度紧固件行业企业竞争格局; 2.高强度紧固件行业产业政策; 3.高强度紧固件产品技术标准与规格; 4.我国高强度紧固件产品技术竞争格局; 5.中国高强度紧固件市场盈利水平; 6.高强度紧固件产品核心技术研发动态。 据调查访问的13家国内汽车紧固件公司,被调查公司均已经通过TS16949体系认证。平均1辆轿车的紧固件约1500个,每辆车螺栓装配的总时间约2.5~3.2h。可见紧固件的品种和质量对主机水平及整车质量具有重要影响。本文从高强度螺纹紧固件生产的工艺过程人手,对高强度螺纹紧固件的国产化和供货质量的管理工作进行分析。 1.高强度螺纹紧固件产品流程 高强度螺纹紧固件生产的工艺过程为原材料改制→冷镦成形→螺纹加工(滚丝或者搓丝)→热处理→表面处理→分选包装,10.9级以上一般采用热处理后滚丝工艺。 2.汽车紧固件材料
高强度螺栓常用的钢材牌号为:“8.8级”螺栓用35钢、45钢、ML35钢 “10.9级”螺栓用35CrMo;40Cr “12.9级”螺栓用35CrMo,42CrMo、SCM435 汽车标准件用国内材料主要以宝钢公司生产的材料为主,其在国内轿车轮胎、商用车发动机等特种高强度紧固件的用钢市场占有率较高。目前,宝钢公司已成为一汽、东风、上汽等公司特殊标准件用钢的指定厂家。10.9级和12.9级发动机用紧固件进口材料主要来自日本神户、日本新日铁、韩国浦项等公司。进口材料淬透性好、纯净度高,装配稳定。成本约高于国内材料的15%-20%。 目前,国内高强度螺栓生产质量最好的上海特强公司从原材料(进口)、冷镦工艺、热处理、表面处理全部按照日本合资方的流程生产,其质量稳定,但成本较高。国内规模最大的汽车标准件公司?东风汽标对乘用车用紧固件的材料选用也是以进口材料为主,商用车选用宝钢公司材料。国内紧固件用原材料基本是热轧状态,而像日本等国生产的紧固件用钢基本上是可直接冷镦状态,用户无需预处理,可从环节上降低成本。紧固件失效的常见失效形式有装配拉长、疲劳断裂和延迟断裂。 3.冷镦成形和螺纹加工(滚丝或搓丝、攻牙) 螺纹紧固件的质量除材料外,成形设备和螺纹加工设备及模具(生产工艺及其装备)是保证其质量的关键因素。尤其是大批量多品种供货状态下,对加工精度要求高的汽车紧固件,如何保证产品的一致性及缺陷的预防是紧固件生产面临的问题之一。被调查公司的冷镦设备和螺纹加工设备,其国产设备约占40%,台湾设备占50%,进口(欧美、日本)设备约占10%;常见缺陷有尺寸和形位公差超差、头部折迭、螺纹流线镦断、齿部皱纹和裂纹等。对于高效、高精度专用机床的引进,国内企业也在调研、探索之中,如上海宜众公司2004年花费1400万元引进一台瑞士
常见钣金件加工的工艺流程及表面处理
常见钣金件加工的工艺流程及表面处理钣金加工是钣金技术人员需要掌握的关键技术,也是钣金制品成形的重要工序。它既包括传统的切割2下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操作方法,还包括新冲压技术及新工艺。 常见钣金件加工的工艺流程及表面处理 钣金加工是钣金技术人员需要掌握的关键技术,也是钣金制品成形的重要工序。它既包括传统的切割下料、冲裁加工、弯压成形等方法及工艺参数,又包括各种冷冲压模具结构及工艺参数、各种设备工作原理及操作方法,还包括新冲压技术及新工艺。 一、材料的选用 钣金加工一般用到的材料有冷轧板(SPCC)、热轧板(SHCC)、镀锌板(SECC、SGCC),铜(CU)黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜面、拉丝面、雾面),根据产品作用不同,选用材料不同,一般需从产品其用途及成本上来考虑。1.冷轧板SPCC,主要用电镀和烤漆件,成本低,易成型,材料厚度≤3.2mm。 2.热轧板SHCC,材料T≥3.0mm ,也是用电镀,烤漆件,成本低,但难成型,主要用平板件。 3.镀锌板SECC、SGCC。SECC电解板分N料、P料,N料主要不作表面处理,成本高, P料用于喷涂件。 4.铜;主要用导电作用料件,其表面处理是镀镍、镀铬,或不作处理,成本高。 5.铝板;一般用表面铬酸盐(J11-A),氧化(导电氧化,化学氧化),成本高,有镀银,镀镍。6.铝型材;截面结构复杂的料件,大量用于各种插箱中。表面处理同铝板。 7.不锈钢;主要用不作任何表面处理,、成本高。 二、图面审核 要编写零件的工艺流程,首先要知道零件图的各种技术要求;则图面审核是对零件工艺流程编写的最重要环节。 1.检查图面是否齐全。 2.图面视图关系,标注是否清楚,齐全,标注尺寸单位。 3.装配关系,装配要求重点尺寸。 4.新旧版图面区别。 5.外文图的翻译。 6.表处代号转换。 7.图面问题反馈与处埋。 8.材料 9.品质要求与工艺要求 10.正式发行图面,须加盖品质控制章。
紧固件(螺母螺栓类)技术性能及工艺流程投标参考
3.2、产品技术性能、技术服务、技术标准、质量控制措施3.2.1、企业产品参照标准: GB/T 5780-2000 六角头螺栓C级 GB/T 5781-2000 六角头螺栓全螺纹C级 GB/T 5782-2000 六角头螺栓 GB/T 5783-2000 六角头螺栓全螺纹 GB/T 5784-1986 六角头螺栓细杆B级 GB/T 5785-2000 六角头螺栓细牙 GB/T 5786-2000 六角头螺栓细牙全螺纹 GB/T 16674.1-2004 六角法兰面螺栓小系列 GB/T 16674.1-2004 六角法兰面螺栓小系列细杆 GB/T 5789-1986 六角法兰面螺栓加大系列B级 GB/T 5790-1986 六角法兰面螺栓加大系列细杆B级 GBT 1231-2006 钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件GB-T_5781-2000_六角头螺栓_全螺纹_C级 GB-T_5783-2000_六角头螺栓_全螺纹-A和B级 GB-T 5780-2000六角头螺栓-C级 GB-T 5782-2000 六角头螺栓 GB T 3098.1-2000 紧固件机械性能螺栓螺钉和螺柱 GB 16938-2008 紧固件螺栓、螺钉、螺柱和螺母通用技术条件
3.2.2、紧固件产品生产工艺流程 螺丝生产工艺(一) 退火 一、作业流程: 1、入料:将需要处理的产品吊放炉内,注意炉盖应盖紧。一般一炉可同时处理7卷(约1.2吨/卷)。 2、升温:将炉内温度缓慢(约3-4小时)升至规定温度。 3、保温:材质1018、1022线材在680℃-715℃下保持4-6h,材质为10B21,1039,CH38F线材在740℃-760℃下保持5.5-7.5 h。 4、降温:将炉内温度缓慢(约3-4小时)降至550℃以下,然后随炉冷却至常温。 二、品质控制: 1、硬度:材质为1018、1022线材退火后硬度为HV120-170,材质为中碳线材退火后硬度为HV120-180。 2、外观:表面不得有氧化膜及脱碳现象。 螺丝生产工艺(二) 酸洗 一、作业流程: 1、酸洗:将整个盘元分别浸入常温、浓度为20-25%的三个盐酸槽数分钟,其目的是除去线材表面的氧化膜。 2、清水:清除线材表面的盐酸腐蚀产物。 3、草酸:增加金属的活性,以使下一工序生成的皮膜更为致密。 4、皮膜处理:将盘元浸入磷酸盐,钢铁表面与化成处理液接触,钢铁溶解生成不溶性的化合物(如Zn2Fe(Po4)2·4H2o),附着在钢铁表面形成皮膜。 5、清水:清除皮膜表面残余物。 6、润滑剂:由于磷酸盐皮膜的摩擦系数并不是很低,不能赋予加工时充分的润滑性,但与金属皂(如钠皂)反应形成坚硬的金属皂层,可以增加其润滑性能。 螺丝生产工艺(三)
玉米淀粉生产工艺流程图
玉米淀粉生产工艺流程图 原料玉米 ↓ 净化→杂质 ↓ 硫磺→制酸→浸泡→稀玉米浆→浓缩→玉米浆 ↓ 破碎→胚芽→洗涤→脱水→干燥→榨油 ↓ 精磨 ↓ 筛洗→渣皮→脱水→干燥→粉碎→纤维粉 ↓ 分离→浓缩→脱水→干燥→蛋白粉 ↓ 清水→淀粉洗涤 ↓ 精制淀粉乳→制糖、变性淀粉等 ↓ 脱水 ↓ 干燥 ↓ 淀粉成品 ↓ 计量包装 主要设备 1.提升机1台 2.清理筛1台 3.除石槽2台(自制) 4.亚硫酸罐1个(自制) 5.硫磺吸收塔 2 座 6.浸泡罐6个(自制) 7.重力筛 2台 8.破碎磨 2台 9.针磨 1台 10.胚芽旋流器 2台 11.胚芽筛 1台 12.压力曲筛 7 台 13.洗涤槽 1套(自制) 14.分离机 2台 15.洗涤旋流器一套
16.汽浮槽 2台(自制) 17.螺旋挤干机 2台 18.管束干燥机 3台 19.板框压滤机 4台 20.沉淀罐 4个 21.地池 1个 22.刮刀离心机 1台 23.气流干燥机组 1套 24.原浆罐浓浆罐洗涤水罐各一个 25.各种泵、管道、阀门 玉米:水分%(m/m)≤14%杂质率%≤2%淀粉含量%(m/m)≥70%淀粉:65-68% 胚芽6-8% 纤维粉8-10% 蛋白粉 4.5-6% 一吨玉米可生产酒精0.3-0.32 吨吨淀粉可生产麦芽糖浆1.15吨 采用传统的玉米湿磨法(即用亚硫酸水溶液逆流浸泡玉米提取可溶性成分得玉米浸泡水,齿磨破碎、旋流分离提取玉米胚芽,筛分去渣,碟片分离机与旋流分离器组合使用分离去除蛋白)闭路循环生产工艺生产玉米淀粉,从而保证工艺的可靠性。同时充分利用工艺过程水,达到节省用水的目的。 玉米淀粉是以玉米为原料,经过原粮清理,浸泡,破碎,精磨,分离,淀粉精致,脱水,烘干,计量包装,成品。生产的过程中同步分离出胚芽,纤维粉,玉米蛋白粉及玉米浆。这些副产品还要分别经过分离,洗涤,脱水,烘干到计量包装。最终完成整套的生产过程。玉米淀粉生产线是一套连续的流水作业。玉米浆还可以和玉米纤维粉混合制成喷浆纤维,是做饲料的很好原料。 吨淀粉用水5吨左右电180度左右煤200公斤左右
冲压工艺流程冲压件加工工艺过程
冲压工艺流程冲压件加工 工艺过程 This manuscript was revised by the office on December 10, 2020.
冲压工艺流程_冲压件加工工艺过程内容来源网络,由深圳机械展收集整理! 更多冲压加工展示,就在深圳机械展! 冲压件加工流程: 1.根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。 冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具成形的,它主要有以下特点: ⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。 ⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。不需要进一步机械加工即可满足一般的装配和使用要求。 ⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。 冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。 环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。汽车的车身、散热器片,汽锅的汽包、容器的壳体、电机、电器的铁芯硅钢片等但凡冲压加工的。仪器仪表、家用电器、办公呆板、保管器皿等产品中,也有大量冲压件。冲压是高效的临蓐举措,采取复合模,异常是多工位级进模,可在一台压力机上完成多道冲压技术操作,完成材料的自动生成。生成速度快,休息时间长,临蓐成本低,集体每分钟可临蓐数百件,受到许多加工厂的喜爱。 冲压件与铸件、锻件斗劲,存在薄、匀、轻、强的特性。冲压可制出此熟手径难于制造的带有增强筋、肋、盘曲或翻边的工件,以提高其刚性。由于驳回粗糙模具,工件精度可达微米级,且精度高、规格一
饲料加工工艺设计说明书
20t/h配合饲料厂生产工艺设计说明书 20t/h配合饲料厂工艺设计说明书 目录 摘要 (01) 关键词 (01) Abstract (01) Keywords (01) 1、概述 (02) 1.1、项目概况 (02) 1.2、设计原则和要求 (02) 1.3、设计依据 (02) 2、厂区总平面设计 (03) 2.1、总平面设计要 (03) 2.2、厂址的确定 (03) 2.3、总平面的设计 (03) 3、工艺流程设计 (05) 3.1、工艺流程设计的技术要求 (05) 3.2、工艺流程方案的确定 (05) 3.3、工艺流程基本特点 (06) 4、工艺设备的选型计算 (06) 5、生产车间厂房设计 (14) 5.1、生产车间厂房设计基本要求 (14) 5.2、生产车间的组成及其配置 (15) 5.3、生产车间建筑的剖面设计 (15) 5.4、辅助单元的布置 (16) 5.5、生产车间设备布置 (16) 结论 (18) 致谢 (18) 参考文献 (18) 20t/h配合饲料厂工艺设计图册 (19) 20t/h配合饲料厂工艺设计说明书 The manufactured feed production craft process of the feed mill of 20t/h 摘要:本设计为20t/h配合饲料厂工艺设计。主要任务是在指定的厂区厂址内,确定工厂设施配置、生产工艺路线,计算、选择生产设备,确定生产车间基本建筑参数等。在该工艺设计中,包括总平面设计及生产车间设计,33种(270台套)生产设备的选型及计算,饲料厂通风除尘设计等。设计图包括厂区总平面图、生产工艺流程图、地下室平面和预埋螺栓图、一至五楼平面图及洞眼图、车间厂房剖面图、原料库三视图、成品库三视图、锅炉房三视图、各层动力布线图、空压机及气路图、冷却风网图、成品打包风网、清理筛除尘系统、设备大样图和三视图、配料仓及配料秤与喂料器关系图等的设计及绘制。 关键词:配合饲料厂总平面生产车间生产工艺设备选型通风除尘 Abstract:The design is about the manufactured feed production craft process of the feed mill of 20 tons per hour. The main task is in the designated site within the plant, determineing the allocation of plant facilities, identifying the producting process route, calculating and selecting the production equipment, identifying the basic building parameters of the workshop and so on. The total layout and producting workshop design, the calculation and selection of 33 kinds of (270 sets) production equipments and dust collecting design were included in the design work of the mixed feed mill of 20 tons per hour. The drawing incudes the design and drawing of The total layout and production process flow drawing, the plane and embeded bolts drawings of the basement, the plane and the hole drawings of the first to fifth floors, the sectional drawing of producting workshop, full-page proof and three view of smash warehouse, three view of finished products warehouse, three view of boiler room, the power wiring drawings of the first to fifth floors, air compressors gas route drawing, cooling ventilation network diagram, ventilation network diagram of finished products package, dust collecting diagram of pre-cleaner, bulk sample and three view of equipment, the relations weighing and feed batching drawings of warehouse ingredients, etc. Key words: Formula feed mill; Total layout; Producting workshop; Producting process; Production equipments selection; Dust collecting
机械加工工艺标准流程过程描述
机械加工工艺流程详解 1.机械加工工艺流程 机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。机械加工工艺规程一般包括以下内容:工件加工的工艺路线、各工序的具体内容及所用的设备和工艺装备、工件的检验项目及检验方法、切削用量、时间定额等。 1.1 机械加工艺规程的作用 (1)是指导生产的重要技术文件 工艺规程是依据工艺学原理和工艺试验,经过生产验证而确定的,是科学技术和生产经验的结晶。所以,它是获得合格产品的技术保证,是指导企业生产活动的重要文件。正因为这样,在生产中必须遵守工艺规程,否则常常会引起产品质量的严重下降,生产率显著降低,甚至造成废品。但是,工艺规程也不是固定不变的,工艺人员应总结工人的革新创造,可以根据生产实际情况,及时地汲取国内外的先进工艺技术,对现行工艺不断地进行改进和完善,但必须要有严格的审批手续。 (2)是生产组织和生产准备工作的依据 生产计划的制订,产品投产前原材料和毛坯的供应、工艺装备的设计、制造与采购、机床负荷的调整、作业计划的编排、劳动力的组织、工时定额的制订以及成本的核算等,都是以工艺规程作为基本依据的。 (3)是新建和扩建工厂(车间)的技术依据 在新建和扩建工厂(车间)时,生产所需要的机床和其它设备的种类、数量和规格,车间的面积、机床的布置、生产工人的工种、技术等级及数量、辅助部门的安排等都是以工艺规程为基础,根据生产类型来确定。除此以外,先进的工艺规程也起着推广和交流先进经验的作用,典型工艺规程可指导同类产品的生产。 1.2 机械加工工艺规程制订的原则 工艺规程制订的原则是优质、高产和低成本,即在保证产品质量的前提下,争取最好的经济效益。在具体制定时,还应注意下列问题: 1)技术上的先进性在制订工艺规程时,要了解国内外本行业工艺技术的发展,通过必要的工艺试验,尽可能采用先进适用的工艺和工艺装备。 2)经济上的合理性在一定的生产条件下,可能会出现几种能够保证零件技术要求的工艺方案。此时应通过成本核算或相互对比,选择经济上最合理的方案,使产品生产成本最低。
螺丝生产工艺流程
螺丝生产工艺流程
————————————————————————————————作者:————————————————————————————————日期:
公司概况 此次去参加实习的单位是上海京扬紧固件有限公司,这个公司成立于2001年,是专业生产、销售京扬系列压铆紧固件、非标件及部分标准件的大型企业。 工厂位于上海,成立于2004年,如今已发展成为占地面积7000平方米,拥有五百多名员工(包括48名质检员和16名管理者)的企业,其中应用技术工程师20余名,制造技术工程师40余名。 公司至今已发展成为拥有各种进口全自动数控设备百余台,各种辅助设备130余台,月生产量达20000万至32000万件的大型制造商。2005年这个公司通过了ISO9001、ISO14001等国际质量体系认证,确保为客户提供高品质的紧固件。 公司主要产品有:压铆螺母、压铆螺柱、压铆螺栓、面板紧固件,塑料镶嵌件、焊接螺母、点焊螺钉、手紧螺钉、皇冠装饰钉、自攻螺钉、涨铆面板紧固件、轨道镶嵌件、抽芯铆钉,以及各种非标准件。产品广泛运用在电子通讯、钣金、模具、机械器材和仪器、航天等领域。
进料 检验 首检 工序 检验 首检 工序 检验 首检 工序 检验 工序 检验 工序 检验 包装 检验 首检 工艺流程图 材料入厂 入线材库 退火 酸洗 抽线 成型 辗牙 切角/切槽 热处理 电镀 挑选 成品检验 包 入成品库 发货 售后服务
螺丝生产工艺(一)--退火 一、目的:把线材加热到适当的温度,保持一定时间,再慢慢冷却,以调整结晶组织,降低硬度,改良线材常温加工性。 二、作业流程: (一)、入料:将需要处理的产品吊放炉内,注意炉盖应盖紧。一般一炉可同时处理7卷(约1.2吨/卷)。 (二)、升温:将炉内温度缓慢(约3-4小时)升至规定温度。 (三)、保温:材质1018、1022线材在680℃-715℃下保持4-6h,材质为10B21,1039,CH38F线材在740℃-760℃下保持5.5-7.5 h。 (四)、降温:将炉内温度缓慢(约3-4小时)降至550℃以下,然后随炉冷却至常温。 三、品质控制: 1、硬度:材质为1018、1022线材退火后硬度为HV120-170,材质为中碳线材退火后硬度为HV120-180。 2、外观:表面不得有氧化膜及脱碳现象。 螺丝生产工艺(二)--酸洗 一、目的:除去线材表面的氧化膜,并且在金属表面形成一层磷酸盐薄膜,以减少线材抽线以及冷墩或成形等加工过程中,对工模具的擦伤。 二、作业流程: (一)、酸洗:将整个盘元分别浸入常温、浓度为20-25%的三个盐酸槽数分钟,其目的是除去线材表面的氧化膜。 (二)、清水:清除线材表面的盐酸腐蚀产物。 (三)、草酸:增加金属的活性,以使下一工序生成的皮膜更为致密。 (四)、皮膜处理:将盘元浸入磷酸盐,钢铁表面与化成处理液接触,钢铁溶解生成不溶性的化合物(如Zn2Fe(Po4)2·4H2o),附着在钢铁表面形成皮膜。 (五)、清水:清除皮膜表面残余物。 (六)、润滑剂:由于磷酸盐皮膜的摩擦系数并不是很低,不能赋予加工时充分的润滑性,但与金属皂(如钠皂)反应形成坚硬的金属皂层,可以增加其润滑性能。 螺丝生产工艺(三)--抽线 一、目的:将盘元冷拉至所需线径。实用上针对部分产品又可分粗抽(剥壳)和精抽两个阶段。 二、作业流程盘元经酸洗之后,通过抽线机冷拉至所需线径。适用于大螺丝、螺帽、牙条所用线材。 螺丝生产工艺(四)--成型 一、目的:将线材经冷间锻造(或热间锻造),以达到半成品之形状及长度(或厚度)。 二、作业流程: 1、六角螺栓(四模四冲或三模三冲) (1)、切断:通过可动的剪刀单向移动,将卡于剪模内的线材切成所需胚料。(2)、一冲:后冲模顶住胚料冲模挤压胚料,初步成型,之后后冲模将胚料推出。
连杆加工的工艺流程
连杆加工的工艺流程 连杆加工的工艺流程是:拉大小头两端面——粗磨大小头两端面→拉连杆大小头侧定位面→拉连杆盖两端面及杆两端面倒角→拉小头两斜面→粗拉螺栓座面,拉配对打字面、去重凸台面及盖定位侧面→粗镗杆身下半圆、倒角及小头孔→粗镗杆身上半圆、小头孔及大小头孔倒角→清洗零件→零件探伤、退磁→精铣螺栓座面及R5圆弧→铣断杆、盖→小头孔两斜端面上倒角→精磨连杆杆身两端面→加工螺栓孔→拉杆、盖结合面及倒角→去配对杆盖毛刺→清洗配对杆盖→检测配对杆盖结合面精度→人工装配→扭紧螺栓→打印杆盖配对标记号→粗镗大头孔及两侧倒角→半精镗大头孔及精镗小头衬套底孔→检查大头孔及精镗小头衬套底孔精度→压入小头孔衬套→称重去重→精镗大头孔、小头衬套孔→清洗→最终检查→成品防锈。 连杆的工艺特点 (1)连杆体和盖厚度不一样,改善了加工工艺性。连杆盖厚度为31mm,比连杆杆厚度单边小3.8mm,盖两端面精度产品要求不高,可一次加工而成。 由于加工面小,冷却条件好,使加工振动和磨削烧伤不易产生。 连杆杆和盖装配后不存在端面不一致的问题,故连杆两端面的精磨不需要在装配后进行,可在螺栓孔加工之前。 螺栓孔、轴瓦对端面的位置精度可由加工精度直接保证,而不会受精磨加工精度的影响。 (2)连杆小头两端面由斜面和一段窄平面组成。这种楔形结构的设计可增大其承压面积,以提高活塞的强度和刚性。 在加工方面,与一般连杆相比,增加了斜面加工和小头孔两斜面上倒角工序;用提高零件定位及压头导向精度来避免衬套压偏现象的发生,但却增加了压衬套工序加工的难度。(3)带止口斜结合面。连杆结合面结构种类较多,有平切口和斜切口,还有键槽形、锯齿形和带止口的。该连杆为带止口斜结合面. 精加工基准采用了无间隙定位方法,在产品设计出定位基准面。在连杆杆和总成的加工中,采用杆端面、小头顶面和侧面、大头侧面的加工定位方式;在螺栓孔至止口斜结合面加工工序的连杆盖加工中,采用了以其端面、螺栓两座面、一螺栓座面的侧面的加工定位方法。这种重复定位精度高且稳定可靠的定位、夹紧方法,可使零件变形小,操作方便,能通用于从粗加工到精加工中的各道工序。由于定位基准统一,使各工序中定位点的大小及位置也保持相同。这些都为稳定工艺、保证加工精度提供了良好的条件。 十堰二汽东风发动机厂生产实习报告 浏览次数:2692次悬赏分:100|解决时间:2008-9-12 13:18 |提问者:百叶草仙 高分求,这两天要.满意再加100分
苯甲酸生产技术及市场行情研究报告
苯甲酸生产技术及市场行情研究报告 出版日期:2013-9-5 目录
第一部分:有机化工行业概述 (1) 第一节:有机化工行业范围、基本原料和用途介绍 (1) 第二节:化工市场跌宕起伏,有机化工产品表现上佳 (2) 第三节:生物基有机化工产业正在兴起 (3) 第二部分:苯甲酸生产技术及市场行情研究报告目录 (5) 第三部分:研究方法、数据来源和编写资质 (9) 第一部分:有机化工行业概述 第一节:有机化工行业范围、基本原料和用途介绍 有机化工是有机化学工业的简称,又称有机合成工业。是以石油、天然气、煤等为基础原料,主要生产各种有机原料的工业。 基本有机化工的直接原料包括氢气、一氧化碳、甲烷、乙烯、乙炔、丙烯、碳四以上脂肪烃、苯、甲苯、苯甲酸、乙苯等。从原油、石油馏分或低碳烷烃的裂解气、炼厂气以及煤气,经过分离处理,可以制成用于不同目的的脂肪烃原料;从催化重整的重整汽油、烃类裂解的裂解汽油以及煤干馏的煤焦油中,可以分离出芳烃原料;适当的石油馏分也可直接用作某些产品的原料;由湿性天然气可以分离出甲烷以外的其他低碳烷烃;从煤气化和天然气、炼厂气、石油馏分或原油的蒸气转化或部分氧化可以制成合成气;由焦炭制得的碳化钙,或由天然气、石脑油裂解均能制得乙炔。此外,还可从农林副产品获得原料。 基本有机化工产品的品种繁多,按化学组成可分类如表。这种划分具有一定的灵活性,因很多物质含有两种以上的特定元素或两种以上的基团,它们常又按其主要特点划入某一类。 基本有机化工产品也可按所用原料分类: ①合成气系产品(见合成气)。 ②甲烷系产品(见甲烷)。 ③乙烯系产品(见乙烯)。
④丙烯系产品(见丙烯)。 ⑤C4以上脂肪烃系产品(见碳四馏分;碳五馏分)。 ⑥乙炔系产品(见乙炔)。 ⑦芳烃系产品(见芳烃)。 从以上每一类原料出发,都可制得一系列产品。 基本有机化工产品的用途可概括为三个主要方面: ①生产合成橡胶、合成纤维、塑料和其他高分子化工产品的原料,即聚合反应的单体; ②其他有机化学工业,包括精细化工产品的原料; ③按产品所具性质用于某些直接消费,例如用作溶剂、冷冻剂、防冻剂、载热体、气体吸收剂,以及直接用于医药的麻醉剂、消毒剂等。 由上可以看出基本有机化工的重要性,它是发展各种有机化学品生产的基础,是现代工业结构中的主要组成部分。 第二节:化工市场跌宕起伏,有机化工产品表现上佳 2012年国内化工市场呈现剧烈震荡的走势,上半年2-5月高位盘整,6月底达到全年行情最低点,三季度随着“金九”的如期到来,市场逐渐反弹,四季度平淡收尾。在生意社监测的68个化工产品中,环比上升的商品共29种,其中涨幅5%以上的商品共20种,涨幅前3的商品分别为草甘膦(42.51%)、焦化苯(36.76%)、纯苯(35.13%);环比下降的商品共39种,其中跌幅5%以上的商品共34种,跌幅前3的商品分别为盐酸(-65.62%)、六氟丙烯(-55.31%)、多晶硅(-48.26%)。 影响2012年国内化工市场整体走势的主要因素包括:一、国际原油剧烈震荡,石化市场受到的影响加深,有机化工产品在6-7月份跟随国际原油的波动惊天逆转,市场人士的魄力也在6月底遭受重创,之后的两个季度,即使在“金九”经销商和下游客户拿货也相当谨慎。二、部分产品人为炒作因素较强,无机化工产品中的典型代表:钛白粉,多数厂家4-5月份超过60%的厂家频繁安排停车检修,接近80万吨的产能被闲置,有机化工产品中的典型代表:粗苯,自7月份
螺栓球、杆件加工制作工艺流程图
螺栓球加工制作工艺流程图
圆钢坯料 锻前加热坯料 锻后进行预处理 基准面 铣床加工 数控钻床加工 1.毛坯下料 2.锻造成型 3.基准面加工 5.螺孔平面切削 4.基准孔加工 6.螺孔加工 刻画螺孔加工线 优质丝攻加工螺栓孔
②螺栓球加工工艺 a球坯锻造 根据球径大小,选择不同直径的圆钢下料,料块加热,热锻成型,并回火消除内应力。 节点螺栓球选用优质碳素结构钢(GB/T699-99)规定的45号钢。 b螺孔加工 1) 加工基准孔:把球坯夹持在车床卡盘上,按照不同球直径、基准面与球中心线的尺寸关系等要求,在机床导轨上做好基准平面切削标线挡块。然后进行基准平面的车铣加工,再利用机床尾座钻孔、攻丝。基准孔是工件装夹后平面与螺孔一次加工到位。基准螺孔径大部分采用M20。 2) 加工其它螺孔的平面:球坯利用球基准孔,装夹在铣床分度头上,同时万能铣床的铣头按球孔设计的角度,根据分度刻线分别回转到位,先铣削弦杆孔平面,再铣削腹杆孔平面,孔与孔之间的夹角由计算分度头孔板回转圈数与孔齿数来精确分度定位。球坯一次装夹可全部铣加工所有螺孔的平面。分度头最小刻度为2’,因此各螺栓孔平面之间的夹角加工精度也较高。同一轴线上两铣平面平行度≤0.1mm(D≤120)和≤0.15mm(D>120)。 3)对每只球上所有螺孔划线定中心,此过程视作中间检验环节。 4) 螺孔加工:利用铣切的平面与划定的中心来定位,在钻床上钻孔、倒角、攻丝。从而完成球坯上全部螺孔加工。按上述加工工艺可确保螺孔轴线间的夹角偏差不大于±10’,球平面与螺孔轴线垂直度≤0.25r,螺纹精度要求也相应匹配。 5) 对加工好的螺栓球进行螺孔螺纹加工精度与深度;螺孔夹角精度;螺孔内螺纹剪切强度试验等检验与检测。同时按加工图对每只螺栓球做钢印编号标识。 6) 螺栓球坯经过表面抛丸除锈除氧化皮处理后再加工螺纹孔,完成金加工后,表面进行防锈蚀涂装,所用防锈蚀涂装材料、涂装道数、漆膜厚度均按设计指定执行。 7) 漆膜层干固后用塑料塞封闭每个螺孔,封闭前每个螺孔内均加入适量的润滑油脂防螺纹锈蚀,及便于以后安装中螺栓易拧入。 8) 完成全部加工工序,并检验合格的螺栓球,装框入成品库待发运。 C、螺栓球加工质量控制与检验 1) 螺栓球任意螺孔之间的空间夹角角度误差控制在±10′之内(国家行业标准为±30′)。具体措施是:
玉米秸秆工艺流程图
产品生产工艺及操作规程 1、玉米青贮利用工艺流程 玉米青贮是通过对腊熟期的玉米贮于青贮池压实密封贮藏。即:将腊熟期玉米通过青贮收获机械一次性完成摘穗、秸秆切碎、收集,或人工收获后将青玉米秸秆铡碎至1~1.50厘米长,其含水量一般为67%~75%,即以手捏原料,指缝中有水珠渗出但不往下滴,即刻装入塑料袋或池中,压实排除空气以防霉菌繁殖,然后密封保存,40~50天即可饲喂。整株玉米青贮技术路线: 2、秸秆黄贮工艺流程 秸秆的主要成分是半纤维素、纤维素和木质素。半纤维素和纤维素可以被草食家畜消化利用,木质素则不能。而秸秆中的纤维素和半纤维素有一部分同不能消化的木质素紧紧地结合在一起,阻碍牲畜消化吸收。黄贮的作用就是在于切断这种联系,把秸秆中可利用的营养解放出来。黄贮法的目前常用的处理剂为食盐。将其均匀地扩散到秸秆的各部位,它首先溶解在秸秆含有的水中,形成碱性的氢氧化铵,中和秸秆中的酸,使其纤维素、木质素分解,细胞壁膨松,易于动物消化;当其与秸秆中的有机物发生化学变化时,形成铵盐,铵盐被分解成铵。被动物瘤胃微生青贮添加剂 水:60% PH(3.2~4.2) 腊熟期整株玉米原料 揉搓、铡短 (1.5~2cm ) 填装 压实 密封 发酵 贮存 出售
物利用,同时与碳、氧、硫等元素合成氨基酸,进而形成菌体蛋白。玉米秸秆黄贮技术路线: 3、秸秆打包加工工艺流程 秸秆打包加工是将铡断粉碎的玉米秸秆,通过压缩的方式压成块状,表面用聚乙烯袋封装。其特点是易于存放、保存时间长,适合远距离运输。其生产过程为: 4、秸秆揉搓工艺流程 近几年发展起来的秸秆揉搓加工技术是一种理想的秸秆物理处理方法,就是应用柔碎机对秸秆的精绌加工,使之成为柔软的丝状物,其质地松软,能提高牲畜的适口性、采食率和消化率。秸秆饲料的物理处理既可作为一种直接饲喂加工技术使用,又是其它秸秆饲料加工技术的基础,一般的秸秆饲料精加工和深加工都是以此为基础。其生产过程为: 出售 贮存 发酵 密封 密封 打捆或堆垛 收获秸杆 注液尿素水溶液等 装袋 压块打包 搅拌 添加食盐 铡碎 揉搓 晾干 收获 秸杆 贮存 打捆 铡断 揉搓 玉米秸秆
机架工艺流程图.doc
说明: 下料:采用数控火焰切割机、根据产品要求,编写下料程序,进行下料; 前机架组装 ( 一序组装 ) :即机头组装,将下好料的各个单件、按照组装工艺,进行组装,点固焊接; 前机架焊接(填平焊接):将机头按照焊接工艺规程,将开坡口的焊缝填 充平整; 前机架 UT:将机头按照焊接工艺规程,将开坡口的焊缝填充平整的焊缝,按照NB/T47013.3 进行超声波进行检测; 前机架焊接(盖面焊接):将机头按照焊接工艺规程,将焊好的焊缝进行 加强角焊缝焊接; 一序校形:即对前机架按照工艺要求进行火焰矫正; 整机架组装 ( 二序组装 ) :即后机架与机头组装,将下好料的各个单件、按照
整体组装工艺,进行组装,点固焊接; 整体焊接:按照焊接工艺规程,进行焊接; UT探伤:对整体机架要求们的探伤焊缝按照NB/T47013.3 进行超声波进行检测; 二序校形:即对整机架按照工艺要求进行火焰矫正; 热处理:按照热处理工艺,对机架进行去应力退火; 一次粗抛丸:对热处理后的机架,进行简单的喷砂处理,方便进行 MT检测和焊缝精修; 二次抛丸:按照抛丸要求,进行喷砂处理; 喷底漆:按照涂装工艺进行喷涂油漆 机加工:按照机加工工艺进行加工;
配焊:按照配焊工艺,对机架小件装配并焊接 局部手工抛丸:对机加工面进行局部喷砂处理 机架防腐:按照涂装工艺要求,进行喷漆处理 配装:将机舱附件按照装配工艺,进行装配及装箱 终检:检验根据要求,对整体机架按要求验收,达发货状态包装、入库:产品合格后,按照要求进行包装
下料 一序矫形 整体机架组装(二序组装) 一次粗抛丸 精修打磨 配焊 清理打磨 配装机座加工工艺流程图如下: 前机架组装 ( 一序组装 ) 前机架焊接 ( 盖面焊接 ) 整体焊接 热处理(去应力 退火) MT 探伤 机械加工 清洗 机座防腐 精品文档 前机架焊接 (填平焊接) 前机架 UT UT探伤 二序矫形 二次精抛丸 喷底漆 局部手工抛丸 补底漆